Текстурованный лист электротехнической стали и способ его получения - RU2509163C1
Код документа: RU2509163C1
Чертежи








Описание
Область техники
[0001]
Настоящее изобретение относится к листу текстурованной электротехнической стали (анизотропной стали с ориентированной зеренной структурой), который используется как материал железного сердечника, или для подобного, для обмоточного трансформатора, и способ для производства текстурованного листа электротехнической стали. В частности, настоящее изобретение относится к текстурованному листу электротехнической стали, в котором потери в материале уменьшаются посредством формирования канавок на его поверхности посредством обработки лазерным лучом, и к способу для изготовления текстурованного листа электротехнической стали.
Испрашивается приоритет относительно Японской Патентной заявки No.2010-85457, поданной 1 апреля 2010г., содержание которой включено в настоящее описание посредством ссылки.
Уровень техники
[0002]
Текстурованный лист электротехнической стали представляет собой лист электротехнической стали, которая содержит Si и в которой ось легкого намагничивания (кубический кристалл (100) <001>) в ее зернах приблизительно совмещена с направлением прокатки при ее производстве. Этот текстурованный лист электротехнической стали имеет структуру, в которой имеется множество магнитных доменов, намагниченность которых направлена в направлении прокатки, с доменными стенками, расположенными между ними, и многие из этих доменных стенок представляют собой 180°-ые доменные стенки. Магнитные домены этого текстурованного листа электротехнической стали называются 180°-ми магнитными доменами и текстурованный лист электротехнической стали легко намагничивается в направлении прокатки. По этой причине, при некоторой относительно малой силе намагничивания, плотность магнитного потока высока, и потери в материале малы. Поэтому, текстурованный лист электротехнической стали очень хорош как материал для железного сердечника трансформатора. Как параметр потерь в материале, обычно используется параметр W17/50 [Вт/кг]. Величина W17/50 представляет собой значение потерь в материале, которые возникают в текстурованном листе электротехнической стали, когда осуществляется возбуждение переменным током так, что максимальная плотность магнитного потока становится равной 1,7 Тл при частоте 50 Гц. Если W17/50 уменьшается, то может быть изготовлен более эффективный трансформатор.
[0003]
Обычный способ производства текстурованного листа электротехнической стали схематично описывается ниже. Горячекатаный лист кремнистой стали (горячекатаный лист), содержащий заданное количество Si, доводится до желаемой толщины посредством отжига и холодной прокатки. Затем, лист кремнистой стали отжигается в печи непрерывного отжига, посредством чего обеспечивается первичная рекристаллизация (размер кристаллов: от 20 мкм до 30 мкм) вместе с обезуглероживанием и снятием напряжений. Вслед за тем, сепаратор отжига, содержащий MgO как главный химический компонент, наносится на поверхность листа кремнистой стали (далее, иногда, просто обозначается как стальной лист), стальной лист сворачивается в виде рулона (внешняя форма является цилиндрической), выполняется отжиг в камерной печи в течение приблизительно 20-ти часов при высокой температуре, приблизительно 1200°C, тем самым, формируя вторичную текстуру рекристаллизации в стальном листе, и формируется стеклянное покрытие на поверхности стального листа.
[0004]
При этом, поскольку ингибитор, такой как MnS, или AlN, например, содержится в листе стали, так называемый GOSS (кремнистая сталь с ориентированной зеренной структурой) кристал, в котором направление прокатки и ось с легким намагничиванием соответствуют друг другу, предпочтительно подвергается кристаллическому росту. В результате, после окончательного отжига получается текстурованный лист электротехнической стали, имеющий высокую кристаллическую ориентацию (ориентация). После окончательного отжига, рулон разматывается, и стальной лист непрерывно транспортируется в отдельную печь отжига, где осуществляется выравнивающий отжиг, тем самым, устраняя ненужное напряжение в стальном листе. Кроме того, формируется покрытие для придания поверхностного натяжения и электрической изоляции поверхности стального листа, так, что текстурованный лист электротехнической стали окончательно изготавливается.
[0005]
В изготовленном таким образом текстурованном листе электротехнической стали, даже если дополнительная обработка не выполняется, потери в материале оказываются малыми. Однако, если придается напряжение, приблизительно перпендикулярное направлению прокатки (направление транспортировки) и имеющее постоянный период (регулярный интервал), потери в материале дополнительно уменьшаются. В этом случае, 90°-ые магнитные домены, для которых направление прокатки и направление намагничивания ортогональны друг к другу, формируются локальным напряжением, и интервал между доменными стенками приблизительно прямоугольных 180°-х магнитных доменов становится малым (ширина 180°-х магнитных доменов становится малой), с магнитостатической энергией 90°-ых магнитных доменов как источником. Поскольку потери в материале (W17/50) имеют положительную корреляцию с интервалом между 180°-ми доменными стенками, потери в материале уменьшаются в соответствии с этим принципом.
[0006]
Например, как раскрыто в Патентной Ссылке 1, способ придания напряжения стальному листу посредством лазерного облучения был уже принят для практического использования. Аналогично, если канавка, имеющая глубину в пределах от 10 мкм до 30 мкм, сформирована приблизительно перпендикулярно направлению прокатки текстурованного листа электротехнической стали, и с постоянным периодом, потери в материале уменьшаются. Это возникает потому, что магнитный полюс создается на периферии канавки вследствие изменения магнитной проницаемости в пустоте канавки и интервал между 180°-ми доменными стенками становится узким с магнитным полюсом, как источником, так, чтобы ситуация с потерями в материале улучшается. В качестве способа формирования канавки, известны способ формирования канавки в холоднокатаном листе с использованием электролитического травления, как раскрыто в Патентной Ссылке 2, способ машинной штамповки матрицей, имеющей форму зуба, для холоднокатаного листа, как раскрыто в Патентной Ссылке 3, или способ плавления и испарения стального листа (лазерно-облученный участок) лазерным облучением, как раскрыто в Патентной Ссылке 4.
[0007]
Уместно отметить, что силовые трансформаторы можно разделить на пластинчатые трансформаторы и обмоточные трансформаторы. Пластинчатые трансформаторы изготовляются послойной укладкой и фиксацией множества листов электротехнической стали. С другой стороны, при изготовлении обмоточных трансформаторов, поскольку текстурованный лист электротехнической стали сворачивается с одновременной послойной укладкой, процесс его отжига для снятия деформационного напряжения (например, напряжения вследствие изгиба) оказывается включенным. Поэтому, текстурованный лист электротехнической стали, изготовленный вышеописанным способом, с приданием напряжения для улучшения ситуации с потерями в материале, может быть использован в слоистом трансформаторе при поддержании эффекта снижения потерь в материале. Однако, не возможно использовать текстурованный лист электротехнической стали в обмоточном трансформаторе, поддерживая эффект снижения потерь в материале. То есть, в обмоточном трансформаторе, поскольку напряжение исчезает вследствие отжига для снятия напряжений, эффект снижения потерь в материале также исчезает. С другой стороны, текстурованный лист электротехнической стали, изготовленный способом формирования канавки для улучшения ситуации с потерями в материале, имеет преимущество в том, что текстурованный лист электротехнической стали может использоваться и в слоистом трансформаторе и в обмоточном трансформаторе, поскольку даже если снимающий напряжение отжиг выполнен, эффект улучшения ситуации с потерями в материале не снижается.
[0008]
Ниже описывается обычная методика способа формирования канавки. В способе, использующем электролитическое травление, используется стальной лист, у которого на поверхности формируется стеклянное покрытие, например, после вторичной рекристаллизации, стеклянное покрытие на поверхности линейно удаляется лазером или механическим способом, и канавка формируется на участке, где основа подвергается травлению. В этом способе технологический процесс сложен, и стоимость производства высока, и имеется предел для скорости обработки.
[0009]
В способе машинной прессовки матрицей, имеющей форму зуба, поскольку лист электротехнической стали представляет собой очень твердый стальной лист, содержащий приблизительно 3% Si, износ и повреждение матрицы происходит легко. Если матрица истирается, то поскольку возникает вариация глубины канавки, эффект снижения потерь в материале становится неоднородным.
[0010]
В способе, использующем лазерное облучение (называемом лазерный способ), имеется преимущество в том, что высокоскоростная машинная обработка канавки может быть выполнена сфокусированным лазерным лучом, имеющим высокую плотность мощности. Кроме того, поскольку лазерный способ представляет собой бесконтактную механическую обработку, оказывается возможным надежно выполнить однородную механическую обработку канавки путем управления мощностью лазера, или подобным образом. В прошлом делались различные попытки относительно лазерного способа, чтобы эффективно сформировать канавку, имеющую глубину 10 мкм, или более, на поверхности стального листа. Например, в Патентной Ссылке 4, раскрывается способ формирования канавки, реализуя высокую плотность мощности (плотность энергии в фокальной точке) 2×105 Вт/мм2, или более, используя импульсный CO2 лазер (длина волны: от 9 мкм до 11 мкм), имеющий большую пиковую мощность. При этом, в способе, использующем импульсный CO2 лазер, поскольку между последовательными импульсами имеется время прекращения излучения лазера, в случае сканирования поверхности стального листа лазерным лучом с высокой скоростью, отверстия (строка точек), которые формируются импульсами, соединяются друг с другом так, чтобы на линии сканирования лазерного луча была сформирована канавка. При этом, в случае, если временной интервал между импульсами велик при высокоскоростном лучевом сканировании, интервал между строками точек расширяется так, что отверстия оказываются отделены друг от друга, в силу чего эффект снижения потерь в материале резко снижается. Промышленно используемая максимальная частота следования импульсов составляет самое большее 100 кГц, и в этом случае временной интервал между импульсами составляет 10 мкс. Например, при скорости сканирования 30 м/с, которая требуется для высокоскоростной обработки, положение сканирования лучом перемещается на 300 мкм в течение интервала времени между импульсами. Чтобы точки в строках точек находились в минимальном пространственном контакте друг с другом, необходимо, чтобы диаметр сфокусированного луча составлял 300 мкм, или более. Поэтому, чтобы получить достаточную плотность мощности для машинной обработки, необходимо сделать лазерную мощности большой, так, чтобы был технический предел для лазерного устройства. В Патентной Ссылке 5 раскрыта методика, в которой эффективная канавка формируется при малой плотности мощности посредством использования лазера непрерывного излучения и посредством изменения формы сфокусированного лазерного луча от круговой формы до эллиптической формы.
[0011]
Кроме того, в прошлом, в качестве источника лазерного света использовался CO2 лазер, в котором легко получается относительно высокая мощность. Длина волны CO2 лазера находится в диапазоне от 9 до 11 мкм, и лазерный свет с этой длиной волны сильно поглощается паром металла или плазмой, которая возникает в точке машинной обработки (положение машинной обработки). По этой причине, мощность лазерного света, достигающего поверхности стального листа, уменьшается так, что уменьшается эффективность машинной обработки. Кроме того, поскольку плазма, или пар металла, нагретыее и расширенныыее в результате поглощения лазерного света, действует как вторичный источник тепла, тем самым, расплавляя периферию краевого участка (участок кромки) канавки, количество расплава увеличивается, так, что форма (например, увеличение выступа, возникшего из расплава (описываемого ниже)) канавки становится хуже.
Патентные ссылки
[0012]
[Патентная Ссылка 1] Японская Рассмотренная Патентная заявка, Вторая Публикация №. S58-26406
[Патентная Ссылка 2] Японская Рассмотренная Патентная заявка, Вторая Публикация №. S62-54873
[Патентная Ссылка 3] Японская Рассмотренная Патентная заявка, Вторая Публикация
№. S62-53579
[Патентная Ссылка 4] Японская Нерассмотренная Патентная заявка, Первая Публикация №. H6-57335
[Патентная Ссылка 5] Японская Нерассмотренная Патентная заявка, Первая Публикация №. 2003-129135
Сущность изобретения
Проблемы, решаемые в изобретении
[0013]
В описанной выше обычной методике формирования канавки облучением лазерным лучом, лазерный луч поглощается у поверхности стального листа так, что металл (основа) стального листа плавится, в соответствии с чем, мелкие расплавленные капельки распыляются, или матрица поверхности стального листа, нагретого до точки кипения, испаряется, так, что формируется канавка. Расплавы на поверхности стального листа распыляются вследствие давления высокотемпературного пара металла, или плазмы, в точке машинной обработки (точка облучения лазерным лучом). В случае, когда формируется большое количество расплава, или в случае, когда давление мало, расплав не может быть рассеян полностью и прилипает к периферийному участку сформированной канавки, так, что формируется поверхностный выступ, как показано на Фиг. 6.
[0014]
Поскольку текстурованные листы электротехнической стали укладываются послойно и сжимаются, формируя трансформатор, то если поверхностный выступ становится очень большим, электрическая изоляция между матрицами текстурованных электротехнических стальных листов в слоях ухудшается. Кроме того, если поверхностный выступ сжимается, поскольку в стальном листе возникает деформация вследствие напряжений, то возникает проблема ухудшения ситуации с потерями в материале. В описанных выше обычных методиках, хотя и возможно эффективно сформировать глубокую канавку, имеется проблема в том, что трудно в достаточной степени уменьшить поверхностный выступ.
[0015]
Настоящее изобретение было создано ввиду вышеупомянутых обстоятельств и оно предоставляет текстурованный лист электротехнической стали, причем даже если текстурованные электротехнические стальные листы укладываются послойно и сжимаются в качестве материала железного сердечника обмоточного трансформатора, ухудшение электрической изоляции между слоями и увеличение напряжения устранены, так, что текстурованный лист электротехнической стали имеет превосходную энергетическую эффективность (то есть, низкие потери в материале, далее обозначаемые как характеристики потерь в материале). Кроме того, настоящее изобретение предоставляет способ для производства текстурованного листа электротехнической стали, в котором при формировании канавки в текстурованном листе электротехнической стали, который используется как материал железного сердечника, или подобного, для обмоточного трансформатора, посредством облучения поверхности стального листа лазерным лучом, размер поверхностного выступа, который образуется на периферийном участке канавки, уменьшается в максимально возможной степени, и который является подходящим для высокоскоростной поточной линии.
Средства для решения проблемы
[0016]
Сущность изобретения, вкратце, заключается в следующем.
(1) Способ производства текстурованного листа электротехнической стали в соответствии с объектом настоящего изобретения включает в себя формирование канавок, причем каждая имеет заданную длину и вытянута в направлении, пересекающем направление транспортировки текстурованного листа электротехнической стали, при заданных интервалах в направлении транспортировки, посредством облучения поверхности текстурованного листа электротехнической стали лазерным лучом, при сканировании поверхности текстурованного листа электротехнической стали лазерным лучом. В способе для производства текстурованного листа электротехнической стали, лазерный луч представляет собой луч лазера непрерывного излучения с длиной волны λ от 1,0 мкм до 2,1 мкм, с плотностью мощности Pd [Вт/мм2], которая получается делением интенсивности P лазерного луча на площадь S сфокусированного луча, составляющей 5×105Вт/мм2, или более, и плотность мощности Pd [Вт/мм2] и скорость сканирования V [мм/с] сфокусированного пятна лазерного луча на поверхности текстурованного листа электротехнической стали удовлетворяет соотношению 0,005×Pd+3000≤V≤0,005×Pd+40000.
(2) В способе для производства текстурованного листа электротехнической стали в соответствии с вышеупомянутым п. (1), лазерный луч может быть оптоволоконным лазерным светом или светом твердотельного лазера типа тонкого диска, включая YAG лазер.
(3) В способе для производства текстурованного листа электротехнической стали в соответствии с вышеупомянутыми п.п. (1) или (2), плотность мощности Pd [Вт/мм2] и скорость сканирования V [мм/с] может удовлетворять соотношению 0,005×Pd+4050≤V≤0,005×Pd+40000.
(4) В способе для производства текстурованного листа электротехнической стали в соответствии с вышеупомянутыми п.п. (1) или (2), плотность мощности Pd [Вт/мм2] и скорость сканирования V [мм/с] может удовлетворять соотношению 0,005×Pd+11070≤V≤0,005×Pd+30700.
(5) В способе для производства текстурованного листа электротехнической стали в соответствии с вышеупомянутыми п.п. (1) или (2), диаметр d сфокусированного пятна может быть 0,10 мм или меньше.
(6) Текстурованный лист электротехнической стали, в соответствии с другим объектом настоящего изобретения, включает в себя канавки, причем каждая имеет заданную длину, вытянутую в направлении, пересекающем направление транспортировки, и сформированы при заданных интервалах в направлении транспортировки посредством лазерного луча. Текстурованный лист электротехнической стали включает в себя затвердевший слой, предоставленный на внешней поверхности канавок, причем глубина канавки находится в пределах от 8 мкм до 30 мкм, и площадь сечения канавки составляет меньше, чем 1800 мкм2.
(7) Текстурованный лист электротехнической стали в соответствии с вышеупомянутым п. (6), причем глубина канавки может быть в пределах от 10 мкм до 30 мкм,
(8) В текстурованном листе электротехнической стали в соответствии с вышеупомянутыми п.п. (6) или (7), площадь сечения канавки может быть меньше, чем 1000 мкм2.
(9) В текстурованном листе электротехнической стали в соответствии с вышеупомянутыми п.п. (6) или (7), площадь сечения канавки может быть меньше, чем 600 мкм2.
Эффекты изобретения
[0017]
В текстурованном листе электротехнической стали в соответствии с настоящим изобретением, поскольку высота выступа периферийного участка канавки уменьшается до 5 мкм, или меньше, даже если текстурованные электротехнические стальные листы укладываются послойно и сжимаются как материал железного сердечника обмоточного трансформатора, ухудшение электрической изоляции между слоями и увеличение напряжения вследствие деформации устраняются, так, что текстурованный лист электротехнической стали имеет превосходные характеристики потерь в материале. Кроме того, в соответствии со способом для производства текстурованного листа электротехнической стали, относящегося к изобретению, оказывается возможным установить производственный процесс, который может соответствовать скорости высокоскоростной линии вследствие высокоскоростного сканирования луча, и который имеет высокую производительность.
Краткое описание чертежей
[0018]
Фиг. 1 изображает диаграмму, показывающую соотношение между плотностью мощности облучения лучом лазера и верхний и нижний пределы скорости сканирования луча.
Фиг. 2 - диаграмма, показывающая пример соотношения между снижением потерь в материале текстурованного листа электротехнической стали вследствие формирования канавки и глубины канавки.
Фиг. 3А - вид сечения канавки, сформированной облучением лазерным лучом с малой скоростью сканирования лучом и периферийный участок канавки.
Фиг. 3B - вид сечения канавки, сформированной облучением лазерным лучом с малой скоростью сканирования лучом и периферийный участок канавки.
Фиг. 3C - вид сечения канавки, сформированной облучением лазерным лучом с достаточной скоростью сканирования лучом и периферийный участок канавки.
Фиг. 4 - диаграмма, показывающая пример влияния скорости сканирования лучом на высоту выступа, полученного из расплава, и на глубину канавки.
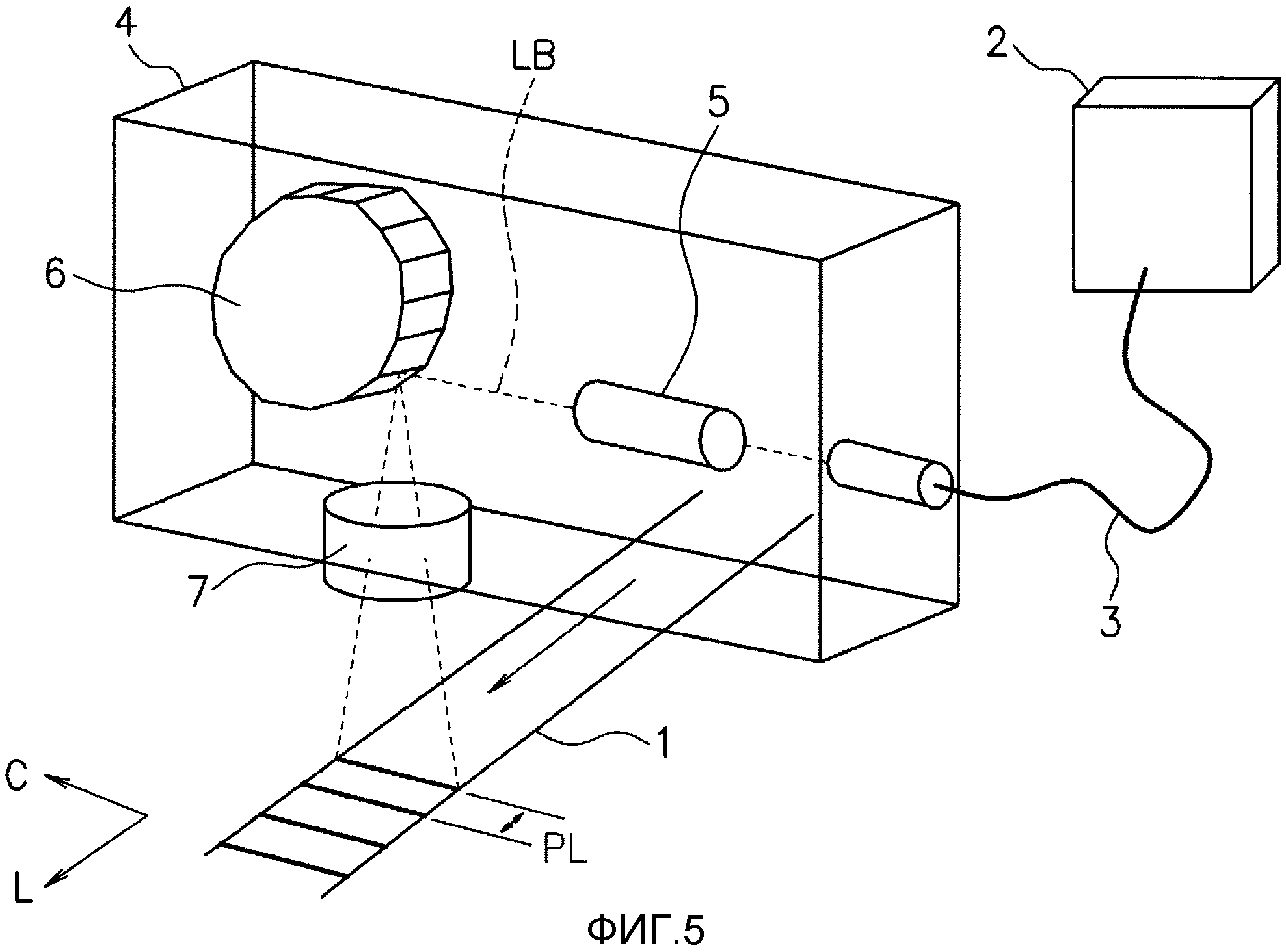
Фиг. 5 - схема, показывающая пример производственного аппарата, который используется в варианте реализации.
Фиг. 6 - вид сечения канавки, сформированной облучением лазерным лучом с использованием CO2 лазера, который является обычной методикой, и периферийный участок канавки.
Фиг. 7 - диаграмма, показывающая соотношение между площадью сечения канавки и средней высотой выступа.
Подробное описание изобретения
[0019]
Ниже, со ссылкой на сопровождающие чертежи описываются предпочтительные варианты реализации настоящего изобретения.
Авторы тщательно исследовали механизм, согласно которому поверхностный выступ (выступ, или выступ, полученный из расплава) текстурованного листа электротехнической стали формируется во время облучения лазерным лучом. Как описано выше, лазерный луч поглощается поверхностью стального листа при его облучении лазерным лучом, в силу чего основа стального листа плавится, так, что мелкие капельки расплава распыляются. Расплав распыляется вследствие давления высокотемпературного пара металла, или плазмы, в точке машинной обработки (точка облучения лазерным лучом). В прошлом, для формирования канавки в текстурованном листе электротехнической стали использовался CO2 лазер, в котором легко получается относительно высокая мощность. Выполняя эксперимент для формирования канавки в текстурованном листе электротехнической стали, используя CO2 лазер, как источник света, и подробно исследуя явление плавления, было установлено, что поверхностный выступ образуется в соответствии со следующим механизмом.
[0020]
То есть, длина волны CO2 лазера находится в полосе 9-11 мкм и лазерный свет с этой длиной волны сильно поглощается паром металла, или плазмой, которая возникает в точке машинной обработки. Поэтому, мощность лазерного света, достигающего поверхности стального листа, уменьшается так, что и эффективность машинной обработки уменьшается. Кроме того, поскольку плазма, или пар металла, нагреваемые и расширяющиеся при поглощении лазерного света, действуют как вторичный источник тепла, тем самым, расплавляя периферию краевого участка канавки, количество расплава увеличивается. Считается, что большой выступ, получаемый из расплава, формируется вследствие уменьшения мощности лазерного света, достигающего поверхности, и увеличения количества расплава.
[0021]
Поэтому, был осуществлен эксперимент с облучением стального листа лазерным лучом, испускаемым от лазерного источника света с хорошими условиями фокусировки при длине волны в диапазоне от 1,0 мкм до 2,1 мкм, то есть, такой лазерный источник света, как оптоволоконный лазер, или YAG лазер типа тонкого диска, и подробно были изучены условия облучения. В результате, как описано ниже, было установлено, что может быть изготовлен текстурованный лист электротехнической стали, в котором потери в материале малы и размер поверхностного выступа уменьшен.
[0022]
Вначале, подробно, с использованием чертежей, описывается вариант реализации способа для изготовления текстурованного электротехнического стального листа в соответствии с настоящим изобретением. На Фиг. 5 приведена схема, показывающая пример технологического аппарата, который снабжен лазерным источником света и устройством облучения лазерным лучом, которые используются в этом варианте реализации. Кроме того, на Фиг. 5 также показано место облучения лазерным светом, в котором облучается текстурованный лист электротехнической стали (стальной лист) 1. Описан пример, в котором в качестве лазерного источника света используется оптоволоконный лазер с активной средой, легированной иттербием (Yb). На Фиг. 5, стальной лист 1 представляет собой текстурованный лист электротехнической стали с шириной листа 150 мм после вторичной рекристаллизации, и стеклянным покрытием, образованным на поверхности основы. Стальной лист 1 транспортируется с постоянной скоростью в направлении линии (направление прокатки или направление транспортировки) L с линейной скоростью VL.
[0023]
Лазерное устройство 2 представляет собой коммерчески доступный оптоволоконный лазер, имеющий максимальную мощности 2000 Вт, и имеющий в качестве лазерной среды волоконный сердечник, легированный иттербием (Yb), с длиной волны излучаемого света в диапазоне от 1,07 мкм до 1,08 мкм. Диаметр сердечника составляет приблизительно 15 мкм, и лазерная колебательная мода, формирующая выходной луч, приблизительно представляет собой фундаментальную Гауссову моду. Свет лазера непрерывного излучения (CW), выходящий из лазерного устройства 2, передается через оптическое стекловолокно 3 и достигает устройства 4 лазерного облучения. Устройство 4 лазерного облучения включает в себя коллиматор 5, икоасаэдрическое многоугольное вращающееся зеркало 6, и fθ линзу 7, имеющую фокусное расстояние 200 мм. Коллиматор 5 регулирует диаметр лазерного луча LB, выходящего из передаточного стекловолокна 3. Кроме того, вращающееся многоугольное зеркало 6 отклоняет лазерный луч LB, тем самым, сканируя стальной лист 1 лазерным лучом LB с высокой скоростью, приблизительно в направлении C ширины листа, и fθ линза 7 фокусирует лазерный луч LB.
[0024]
Скорость V сканирования луча на стальном листе 1 регулируется в пределах от 2 м/с до 50 м/с посредством регулировки скорости вращения вращающегося многоугольного зеркала 6. Ширина сканирования в направлении ширины листа сфокусированного луча на стальном листе 1 составляет приблизительно 150 мм. Диаметр (диаметр, в котором включено 86% энергии) d сфокусированного луча регулируется, чтобы находиться в пределах от 10 мкм до 100 мкм посредством изменения диаметра выходного луча используя коллиматор 5. Кроме того, фокусирующий механизм (не показан) располагается между вращающимся многоугольным зеркалом 6 и fθ линзой 7, имеющей фокусное расстояние 200 мм, и расстояние между fθ линзой 7 и стальным листом может быть отрегулировано фокусирующим механизмом. Стальной лист 1 сканируется лазерным лучом одной гранью вращающегося многоугольного зеркала 6, которое вращается так, чтобы единственная канавка, имеющая заданную длину (например, всю длину в направлении ширины листа), формировалась в стальном листе 1 приблизительно в направлении ширины. Расстояние между канавками, смежными одна с другой, в направлении L, то есть, шаг PL облучения в направлении прокатки (направление транспортировки) может быть изменено настройкой скорости VL линии и скорости вращающегося многоугольника. Таким образом, посредством облучения стального листа 1 лазерным лучом LB, используя устройство 4 лазерного облучения, формируются канавки при постоянных интервалах PL сканирования (интервал сканирования соответствует шагу облучения или интервалу канавок) в направлении L прокатки. То есть, посредством облучения поверхности текстурованного листа электротехнической стали лазерным лучом при фокусировке лазерного луча на поверхности текстурованного электротехнического стального листа и последующего сканирования поверхности текстурованного листа электротехнической стали лазерным лучом, канавки, каждая имеющая заданную длину и вытянутые в направлении, приблизительно перпендикулярном направлению транспортировки текстурованного листа электротехнической стали (направление, пересекающее направление транспортировки, или направление, включающее в себя векторный перпендикуляр направлению транспортировки, например, в пределах ±45° от перпендикулярного направления) формируются при заданных интервалах в направлении транспортировки.
[0025]
На стальном листе 1 после облучения лазерным лучом выполняется снимающий напряжения отжиг приблизительно при 800°C в печи для отжига (не показано), и затем обеспечивается изолирующее покрытие посредством устройства для покрытия (не показанный), чтобы придать электрическую изоляцию и обеспечить натяжение для поверхности. Кроме того, толщина изолирующего покрытия находится в пределах от 2 мкм до 3 мкм.
[0026]
<Соотношение между Глубиной Канавки и Эффектом Снижения Потерь в материале>
Прежде всего, было исследовано соотношение между глубиной канавки и эффектом снижения потерь в материале. В качестве материала, были приготовлены текстурованные электротехнические стальные листы, имеющие B8 для 1,90 Тл. Здесь, В8 определяется плотностью [T] магнитного потока, который создается напряженностью H намагничивающего поля 0,8 А/м. В частности, в случае текстурованного листа электротехнической стали, B8 представляет собой плотность магнитного потока, когда стальной лист был намагничен в направлении прокатки. Чем выше B8, тем выше кристаллическая ориентация стального листа 1 (большая ориентация) и, в целом, потери в материале также оказываются малыми. Используя эти материалы, канавки были сформированы на поверхности стального листа посредством облучения лазерным лучом в таких условиях облучения лазерным лучом, когда интенсивность P лазерного луча составляла 1000 Вт, диаметр d сфокусированного луча - 0,03 мм, плотность мощности Pd-14×105Вт/мм2, интервал PL канавки - 3 мм, скорость V сканирования луча находится в пределах от 2500 мм/с до 50000 мм/с. Таким образом, посредством формирования канавок на поверхности стальных листов при различных скоростях V сканирования лучом, были изготовлены стальные листы, каждый имеющий различные глубины канавок. Кроме того, в данном случае внимание обращается только на соотношение между глубиной канавки и эффектом снижения потерь в материале, и высота выступа, получаемого от плавления на периферии канавки, не принимается во внимание. Оценка была выполнена посредством вырезания единственного образца листа, имеющего размер, в котором длина в направлении прокатки составляет 300 мм, и длина в направлении ширины - 60 мм, из каждого из стальных листов со сформированными в них канавками, и посредством измерения потерь в материале Wg способом SST (Тестер Отдельного Листа), который является известным способом измерения потерь в материале. Кроме того, потери в материале W0 для текстурованного электротехнической стали, в котором канавка не образована, из того же самого материала, были также измерены этим способом. Здесь, потери Wg в материале и потери W0 в материале представляют собой значения потерь в материале в таких условиях возбуждения, когда частота составляет 50 Гц, и максимальная плотность магнитного потока - 1,7 Тл. Сравнительная оценка эффектов снижения потерь в материале была выполнена посредством вычисления снижения потерь η% в материале с помощью следующего уравнения (1) с использованием потерь Wg в материале и W0 потерь в материале.
η=(W0-Wg)/W0×100 (1)
[0027]
На Фиг. 2 приведена схема, показывающая пример соотношения между измеренной глубиной канавки на поверхности стального листа и снижением η потерь в материале. Каждый стальной лист, для которого была измерена глубина канавки, имел то же самое качество материала и толщина листа при этом составляла 0,23 мм. Как показано на Фиг. 2, при глубине канавки 8 мкм или более, эффект снижения потерь в материале значительно увеличивается и получено снижение η потерь в материале, превышающее 10% (η>10%). При глубине канавки в пределах от 10 мкм до 30 мкм, снижение потерь η в материале имеет максимальное значение приблизительно 13%. Кроме того, если глубина канавки превышает 30 мкм, снижение потерь η в материале уменьшается до значения, менее 10%. Если канавка становится слишком глубокой, площадь сечения области (область, имеющая высокую магнитную проницаемость) стального листа на участке, который включает в себя канавку, становится малой, потери в материале увеличиваются. Поэтому, в отношении снижения потерь в материале, разумно, чтобы глубина канавки выбиралась в пределах от 8 мкм до 30 мкм.
[0028]
<Соотношение между Выступом (Поверхностный выступ), получаемым от Расплава, и Характеристиками Трансформатора>
Затем, было исследовано влияние на характеристики трансформатора выступа (поверхностный выступ), полученного из расплава. В данном случае, в качестве характеристики трансформатора была оценена электрическая изоляция между ламинированными стальными листами. Это так потому, что имеется потребность в подержании электрической изоляции между смежными слоями (между основами), когда текстурованные листы электротехнической стали укладываются послойно и сжимаются при изготовлении трансформатора. Поэтому, прижимая множество контактных электродов на одной стороне образца отдельного листа, изготовленного при вышеописанных условиях облучения лазерным лучом, и затем, подавая на них напряжение, был измерен электрический ток, текущий между электродами. Относительно условий измерения, площадь на контактный электрод составляет 1см2, напряжение - 0,5 В, давление на контакт - 230psi (1,58 МПа), и число контактных электродов - 10. Если электрический ток, текущий между электродами, измеренными этим способом измерения, равен, или меньше, чем 600 мА, для обычного трансформатора, а именно для небольшого трансформатора, получены хорошие характеристики. Кроме того, для крупного трансформатора, в котором межслоевое напряжение становится относительно высоким, предпочтительно, чтобы электрический ток был равен, или меньше, чем 100 мА. В Таблице 1, показан пример измерения в связи с соотношением между высотой поверхностного выступа (средняя высота выступа) и электрическим током (межслоевой ток).
[0029]
[0030]
Как показано в Таблице 1, если высота поверхностного выступа уменьшается до 5 мкм, или менее, межслоевой ток может быть снижен до 600 мА или менее, так, чтобы текстурованный лист электротехнической стали с сформированными в нем канавками мог предпочтительно использоваться в обычном железном сердечнике трансформатора. Кроме того, если высота поверхностного выступа уменьшается до 3 мкм, или менее, межслоевой ток может быть снижен до 100 мА, или менее, так, чтобы между слоями поддерживалась достаточная электрическая изоляция. Поэтому текстурованный лист электротехнической стали с сформированными в нем канавками может также предпочтительно использоваться в различных железных трансформаторных сердечниках, в которых может возникнуть высокое межслоевое напряжение. Кроме того, если высота поверхностного выступа уменьшается до 1мкм, или менее, то получается почти полная изоляция между слоями.
Предполагается, что вышеописанное соотношение между высотой поверхностного выступа и межслоевым током зависит от толщины (приблизительно 3 мкм) изолирующего покрытия, которое формируется на поверхности стального листа на чистовой линии текстурованного листа электротехнической стали. При изготовлении железного сердечника трансформатора, поскольку поверхностный выступ присутствует только на одной из стальных поверхностей листа, обращенных одна к другой вследствие ламинирования, если поверхностный выступ равен или меньше, чем данный размер, то оказывается возможным обеспечить достаточную электрическую изоляцию посредством изолирующего покрытия другой поверхности стального листа (задняя поверхность). Учитывая некоторое условие, например, позиционное соотношение между смежными стальными листами, или деформацию поверхностного выступа, если высота поверхностного выступа равна или меньше, чем 5 мкм, межслоевая электрическая изоляция достаточна. Кроме того, если высота поверхностного выступа равна или меньше, чем 3 мкм, межслоевая электрическая изоляция очень хороша вследствие эффекта толщины изолирующего покрытия.
[0031]
<Способ Сокращения Выступа (Поверхностный выступ), получаемого из Расплава, который формируется на Периферийном Участке Канавки>
Ниже, на основе вышеописанных результатов исследования, описывается способ сокращения выступа, который получается из, расплава, и формируется на периферийном участке канавки. Авторы осуществляли облучение лазерным лучом текстурованного листа электротехнической стали при различных плотностях Pd мощности и при различных скоростях V сканирования лучом, и исследовали корреляцию между высотой поверхностного выступа, глубиной канавки, плотностью Pd [Вт/мм2] мощности, и скоростью V сканирования лучом. В данном случае, мощность лазерного луча P изменялась в пределах от 200 Вт до 2000 Вт, диаметр d сфокусированного пятна (диаметр сфокусированного луча) изменялся в пределах от 0,01 мм до 0,10 мм, и скорость V сканирования лучом изменялась в пределах от 5000 мм/с до 70000 мм/с, так, что плотность Pd мощности и скорость V сканирования лучом контролировались. Кроме того, поверхность сечения сформированной канавки наблюдалась в оптический микроскоп и в SEM (Сканирующий Электронный Микроскоп). В данном случае, плотность Pd [Вт/мм2] мощности определяется площадью S [мм2] сфокусированного луча в нижеследующем уравнении (2). Кроме того, площадь S [мм2] сфокусированного луча получается из нижеследующего уравнения (3) используя диаметр d сфокусированного луча. Диаметр d сфокусированного луча представляет собой диаметр круговой области, в которой содержится 86% общей энергии в случае лазерного луча круглого сечения, имеющего распределенную удельную мощность по поверхности сечения, перпендикулярного к направлению распространения луча. То есть, в этом случае, энергия, которая включена в круговую площадь каждого радиуса (каждого диаметра) в лазерном луче получается взятием интеграла удельной мощности по радиусу лазерного луча к внешней стороне лазерного луча от центра лазерного луча. Кроме того, высота поверхностного выступа и глубина канавки была измерена коммерчески доступным измерителем шероховатости поверхности контактного типа.
Pd=P/S (2)
S=π×(d/2)2 (3)
[0032]
На Фиг. 4 приведена схема, показывающая влияние скорости V сканирования луча на среднюю высоту выступа (высота выступа), получаемого из расплава периферийного участка канавки, и на среднюю глубину канавки (глубина канавки) в условиях облучения лазерным лучом, при которых мощность P лазерного луча составляет 1000 Вт, диаметр d сфокусированного луча составляет 0,03 мм, и плотность Pd мощности составляет 14,0×l05Вт/мм2. В данном случае, и высота выступа, и глубина канавки, представляют собой средние значения для 50 образцов. На Фиг. 3А-3C приведены примеры изображений сечения канавки и периферийного участка канавки, если их рассматривать от направления канавки (направление вытянутости канавки).
[0033]
Вначале, используя Фиг. 3А-3C, рассматривается форма сечения канавки. На Фиг. 3А приведен вид сечения канавки, когда скорость V сканирования лучом составляет 5000 мм/с. При такой низкой скорости V сканировании лучом создается плавление (большое количество расплава) глубины (количество), превышающей 60 мкм, так, что канавка образуется временно. Однако, имеется также случай, когда верхний участок канавки закрывается вновь затвердевающим материалом, так, что во внутри образуется пустота. В этом случае, высота поверхностного выступа составляет приблизительно 30 мкм. На Фиг. 3B приведен вид сечения канавки, когда скорость V сканирования лучом составляет 10000 мм/с. Из Фиг. 3B можно видеть, что глубина канавки уменьшается с увеличением скорости V сканирования лучом. На Фиг. 3B глубина канавки составляет приблизительно 30 мкм. Однако, высота поверхностного выступа равна, или превышает, 10 мкм. На Фиг. 3C показан вид сечения канавки, когда скорость V сканирования лучом составляет 30000 мм/с. При этой скорости, глубина канавки находится в пределах от 10 мкм до 15 мкм, высота выступа равна, или меньше 1 мкм, и поверхностный выступ почти исчезает. Кроме того, высота выступа может также составлять 0 мкм. В данном случае, на периферийном участке канавки был выявлен вновь затвердевший слой (описываемый ниже), который формируется затвердеванием участка расплава, сформированного на облучаемом лазером участке.
[0034]
Соотношение между глубиной канавки и скоростью V сканирования лучом показано на Фиг. 4 заштрихованными квадратиками. Как показано на Фиг. 4, если скорость V сканирования лучом превышает 50000 мм/с, глубина канавки становится меньше, чем 8 мкм. В этом случае, из Фиг. 2 можно видеть, что эффект снижения потерь в материале значительно уменьшается. Соответственно, когда плотность Pd мощности составляет 14,0×l05Вт/мм2, верхний предел V2 скорости V сканирования лучом, необходимый для достаточно надежной глубины канавки, составляет 50000 мм/с. В случае получения глубины канавки 10 мкм, или более, чтобы получить большее снижение потерь в материале, предпочтительно, чтобы верхний предел V2' скорости V сканирования лучом был 40000 мм/с.
[0035]
С другой стороны, соотношение между высотой выступа, получаемого из расплава, и скоростью V сканирования лучом, когда мощность лазерного луча P составляет 1000 Вт, диаметр d сфокусированного луча - 0,03 мм, и плотность Pd мощности - 14,0×l05Вт/мм2, показано на Фиг. 4 пустыми ромбами. Как видно из Фиг.4, если скорость V сканирования лучом превышает 10000 мм/с, высота выступа может быть установлена как 5 мкм, или менее. Как показано в описанной выше Таблице 1 (пример измерения относительно соотношения между высотой выступа и межслоевым током), если высота выступа уменьшается до 5 мкм, или менее, межслоевой ток уменьшается так, что получаются удовлетворительные характеристики трансформатора. Соответственно, нижний предел V1 скорости V сканирования лучом, необходимый, чтобы сделать достаточно малую высоту выступа, составляет 10000 мм/с. Кроме того, если скорость V сканирования лучом превышает 12000 мм/с, высота выступа может быть установлена как 3 мкм, или менее. При высоте выступа 3 мкм, или менее, как показано в Таблице 1, межслоевой ток мал, так, что получаются хорошие характеристики трансформатора. В этом случае, нижний предел V1' скорости V сканирования лучом составляет 12000 мм/с. Кроме того, нижний предел V1", необходимый, чтобы уменьшить высоту выступа до 1 мкм, или менее, составляет 20000 мм/с, и при скорости V в этих пределах можно ожидать лучших характеристик трансформатора. Однако, в данном случае только когда плотность Pd мощности составляет 14,0×105Вт/мм2, то определяются верхний и нижний пределы (V1, V2, и так далее) скорости V сканирования лучом. Кроме того, нижние пределы V1, V1', и V1" скорости V сканирования лучом определяются на основании высоты выступа, и верхние пределы V2 и V2' скорости V сканирования лучом определяются на основании глубины канавки.
[0036]
Авторы выполнили эксперимент, задавая различные плотности Pd мощности лазерного облучения посредством различных комбинированных конфигураций диаметра d сфокусированного луча в пределах от 0,01 мм до 0,3 мм и мощности P лазерного луча в пределах от 100 Вт до 2000 Вт. В этом эксперименте с облучением были исследованы нижний предел V1, верхний предел V2, нижний предел V1', верхний предел V2', и нижний предел V1" скорости V сканирования лучом для каждой плотности Pd мощности. В результате, как показано на Фиг. 1 (диаграмма, показывающая соотношение между верхним и нижним пределами скорости сканирования луча и плотностью мощности), в случае, когда плотность Pd мощности равна или превышает значение 5×105Вт/мм2, были получены верхний и нижний пределы скорости V сканирования луча, при которых получаются хорошие параметры потерь в материале и характеристики трансформатора. Кроме того, было установлено, что нижний предел V1, верхний предел V2, нижний предел V1', верхний предел V2', и нижний предел V1" изменяются приблизительно пропорционально при положительной корреляции с плотностью Pd мощности.
[0037]
Кроме того, при плотности Pd мощности, меньшей 5×l05Вт/мм2, вариации измеренных значений становятся значительными и для высоты выступа, и для глубины канавки, так, что параметры канавки, получаемой облучением лазерным лучом, становятся непостоянными. В областях обработки с малой скоростью, в которых скорость V сканирования лучом меньше чем 5000 мм/с, эффект передачи тепла от облучаемого лазером участка до его периферии становится заметным. Кроме того, поскольку плотность Pd мощности мала, количество расплава, испаряющегося или рассеивающегося после плавления, уменьшается значительно. В результате, область расплава и обратного затвердевания на поверхности стального листа увеличивается так, что число и высота выступов, получаемых из расплава, увеличиваются. Кроме того, поскольку расплав остается в облучаемом лазером участке поверхности стального листа, то оказывается затруднительно сформировать канавку, и глубина канавки также становится непостоянной.
[0038]
Из Фиг. 1, в пределах, где плотность Pd мощности равна, или превышает значение 5×105Вт/мм2, соотношение между плотностью Pd мощности и верхним и нижним пределами (нижний предел V1, верхний предел V2, нижний предел V1', верхний предел V2' и нижний предел V1") скорости V сканирования лучом может быть выражено уравнением в линейном приближении, полученном способом наименьших квадратов. Оптимальные лазерные условия для достижения и сокращения выступа, и снижения потерь в материале, могут быть просто определены уравнением в линейном приближении. То есть, на Фиг. 1, нижний предел V1 (Vl=0,005×Pd+3000) отображает "значение скорости V сканирования луча, при которой высота выступа становится равной 5 мкм", нижний предел V1' (Vl'=0,005×Pd+4050) отображает "значение скорости V сканирования луча, при которой высота выступа становится равной 3 мкм", и V1" (Vl"=0,005×Pd+11070) отображает "значение скорости V сканирования лучом, при которой высота выступа становится равной 1 мкм". Аналогично, на Фиг. 1, верхний предел V2 (V2=0,005×Pd+40000) отображает "значение скорости V сканирования лучом, при которой глубина канавки становится равной 8 мкм", и верхний предел V2' (V2'=0,005×Pd+30700) отображает "значение скорости V сканирования лучом, при которой глубина канавки становится равной 10 мкм". Оказывается возможным соответственно контролировать скорость V сканирования лучом, используя нижний предел V1, нижний предел V1', нижний предел V1", верхний предел V2, и верхний предел V2', которые получаются из этих линейных уравнений. Чтобы получить необходимые для обычного трансформатора параметры, достаточно уменьшая потери в материале, скорость V сканирования лучом контролируется так, чтобы удовлетворять следующему соотношению (4) (то есть, V1≤V≤V2) в зависимости от значения плотности Pd мощности. Кроме того, чтобы получить лучшие параметры трансформатора, дополнительно уменьшая потери в материале облучением лазерным лучом, предпочтительно управлять скоростью V сканирования лучом так, чтобы удовлетворять следующему соотношению (5) (то есть, V1'≤V≤V2) в зависимости от значения плотности Pd мощности, и более предпочтительно контролировать скорость V сканирования лучом так, чтобы удовлетворять следующему соотношению (6) (то есть, Vl"≤V≤V2').
0,005×Pd+3000≤V≤0,005×Pd+40000 (4)
0,005×Pd+4050≤V≤0,005×Pd+40000 (5)
0,005×Pd+11070≤V≤0,005×Pd+30700 (6)
[0039]
Здесь, как описано выше, верхний и нижний пределы (нижний предел V1, верхний предел V2, нижний предел V1', верхний предел V2', и нижний предел V1") скорости V сканирования луча может быть определен в зависимости от плотности Pd мощности, и плотность Pd мощности определяется и мощностью P лазерного луча, и диаметром d сфокусированного луча. Кроме того, поскольку плотность Pd мощности и скорость V сканирования лучом задают подаваемую энергию на облучаемый лазером участок в единицу времени и на единицу площади, они могут также задавать площадь сечения канавки, что будет рассмотрено ниже. Кроме того, если плотность Pd мощности и скорость V сканирования лучом удовлетворяют соотношению (4), верхний предел плотности Pd мощности специально не ограничен. Например, плотность Pd мощности может также контролироваться так, чтобы быть равной или большей, чем 5×105Вт/мм2, и равной или меньшей, чем 7×106Вт/мм2.
[0040]
<Подробное Объяснение Эффектов этого Варианта реализации>
Ниже, для этого варианта реализации, приводится описание технологии приготовления канавки, имеющей глубину, пригодную для получения удовлетворительных параметров потерь в материале, при одновременном уменьшении выступа, посредством высокоскоростного лазерного сканирования лазерного луча, имеющего высокую максимальную плотность мощности. В этом варианте реализации, используется лазер с непрерывным излучением (лазер, имеющий возможность непрерывного излучения), имеющий длину волны в диапазоне от 1,0 мкм до 2,1 мкм и свойство хорошей фокусировки света. Например, в качестве такого лазера может использоваться оптоволоконный лазер или твердотельный лазер типа тонкого диска, который включает в себя YAG лазер. Лазерный свет, имеющий длину волны в этой области, не поглощается легко плазмой ионов металла или паром металла, который создается в точке технологической обработки. С другой стороны, поскольку CO2 лазер, имеющий длину волны в диапазоне 9-11 мкм, который использовался в прошлом, легко поглощается плазмой или паром металла, мощность потребляется в области образования плазмы или пара металла, так, что эффективность обработки поверхности стального листа снижается. Кроме того, поскольку плазма, которая поглотила лазерный свет, становится высокотемпературной, тем самым, действуя как источник тепла, который пространственно относительно велик и больше диаметра сфокусированного луча, то нет необходимости в расплавлении периферии канавки, тем самым, формируя широкую канавку так, чтобы выступ стал большим, как показано на Фиг. 6. Поскольку этот эффект становится более заметным, когда плотность мощности становится велика, то в способе, использующем CO2 лазер, невыгодно выполнять высокоскоростную обработку, увеличивая плотность мощности, и затруднительно уменьшить выступ.
[0041]
Кроме того, при использовании лазера с непрерывным излучением, также не ухудшается снижение потерь в материале вследствие промежутка между отверстиями канавок для строк точек, что случается в случае импульсного лазера.
[0042]
В качестве оптоволоконного лазера, могут быть использованы лазеры, в которых сердцевины оптоволокна, которые являются активной средой, легируются различными лазерными легирующими примесями (возбуждаемые атомы). Например, в оптоволоконном лазере с сердцевиной, легированной Yb (иттербий), длина волны излучения находится в диапазоне от 1,07 мкм до 1,08 мкм, и в оптоволоконном лазере с сердцевиной, легированным Er (эрбий), длина волны излучения составляет 1,55 мкм, и в оптоволоконном лазере с сердцевиной, легированным Tm (тулий), длина волны излучения находится в диапазоне от 1,70 мкм до 2,10 мкм. Кроме того, в YAG лазере, который является мощным лазером, имеющим ту же самую область длин волн, длина волны излучения составляет 1,06 мкм. В способах, использующих эти оптоволоконные лазеры и YAG лазер, поскольку эффект поглощения лазерного излучения плазмой или паром металла в точке обработки мал, то эти способы являются составляющими способа, относящегося к настоящему изобретению.
[0043]
Кроме того, в этом варианте реализации, если диаметр сфокусированного пятна контролируется так, чтобы было минимальное сфокусированное световое пятно 0,10 мм, поверхностный выступ уменьшается значительно. Это так потому, что расплавленный объем уменьшается в дополнение к увеличению плотности мощности. Соответственно, предпочтительно, чтобы диаметр сфокусированного луча составлял 0,10 мм, или менее. Для используемого лазера требуются хорошие свойства фокусировки света. Оптоволоконный лазер может сфокусировать свет до того же уровня, что и диаметр сердцевины, и для обеспечения лучших свойств фокусировки света, пригоден оптоволоконный лазер, имеющий диаметр сердцевины 0,10 мм или меньше. Кроме того, в лазере типа тонкого диска, в котором активная среда представляет собой кристалл типа тонкого диска в твердотельном лазере, например, в YAG лазере, поскольку площадь поверхности кристалла велика настолько, что охлаждение выполняется легко, даже при работе с большой мощностью, ухудшение фокусирующих свойств вследствие термических напряжений кристалла по-видимому не возникнет, и минимальная фокусировка света до 0,10 мм или менее также может быть легко осуществлена. Поэтому, в настоящем изобретении твердотельный лазер типа тонкого диска также подходит. В данном случае нижний предел диаметра сфокусированного пятна никак специально не ограничен. Однако, он также может быть, например, 10 мкм, с учетом минимального диаметра сердцевины оптоволоконного лазера, фокусного расстояния линзы, или подобного.
Кроме того, диаметр сфокусированного пятна и ширина канавки не обязательно должны соответствовать друг другу. Например, если плотность мощности велика, и скорость V сканирования лучом мала, ширина канавки становится большей диаметра сфокусированного пятна. Кроме того, например, если плотность мощности мала и скорость V сканирования лучом велика, ширина канавки становится меньшей диаметра сфокусированного пятна. Кроме того, ширина канавки также изменяется в соответствии с распределением уровня мощности по сечению поверхности, перпендикулярной к направлению распространения лазерного луча. В данном случае, когда на поверхности сечения, перпендикулярного к направлению вдоль ширины (направление, перпендикулярное к направлению транспортировки стального листа) стального листа, не облучаемая лазерным лучом площадь (не облучаемая поверхность) устанавливается на опорной поверхности (опорная высота, опорная поверхность включает в себя поверхность покрытия перед лазерным облучением) в направлении толщины листа, канавка (участок канавки) представляет собой область, где участок стального листа удаляется из опорной поверхности лазерным лучом. По этой причине, ширина канавки (ширина канавки как размер) определяется как максимальная длина канавки в направлении, перпендикулярном к направлению толщины листа (направление глубины канавки). Кроме того, относительно различных размеров, выполняется статистически достаточное число измерений (например, 30 измерений).
[0044]
Дополнительно, с использованием чертежей, будет подробно описан вариант реализации текстурованного листа электротехнической стали в соответствии с настоящим изобретением. В этом варианте реализации, канавка, имеющая заданную длину и вытянутая в направлении, включающем в себя направление, перпендикулярное к направлению транспортировки, формируется на поверхности текстурованного листа электротехнической стали посредством источника тепла, например, лазером. В текстурованном листе электротехнической стали, вновь затвердевший слой, полученный из расплава, формируется между канавкой и основой стального листа (на границе канавок), глубина канавка находится в пределах от 8 мкм до 30 мкм, и площадь сечения канавки (площадь сечения канавки) по сечению поверхности, перпендикулярной к направлению ширины стального листа, составляет меньше, чем 1800 мкм2. Кроме того, канавка, сформированная в стальном листе, непрерывно вытянута в направлении (направление сканирования луча), пересекающем направление транспортировки стального листа.
[0045]
Как описано выше, если глубина канавки находится в диапазоне от 8 мкм до 30 мкм, показатель η снижения потерь в материале улучшается до 10% или более. Кроме того, в отношении показателя η снижения потерь в материале, предпочтительно, чтобы глубина канавки была равна, или была бы больше, чем 10 мкм. Аналогично, предпочтительно, чтобы глубина канавки была равна, или была бы меньше, чем 20 мкм.
Кроме того, в варианте реализации вышеописанная высота выступа (средняя высота выступа) уменьшается до 5 мкм, или меньше. Высота выступа зависит, например, от количества расплава, формируемого во время лазерного облучения, или от механизма удаления расплава во время лазерного облучения. Поэтому, авторы подробно исследовали соотношение между площадью сечения канавки, получающейся из образования расплава и удаления расплава, и высотой выступа. На Фиг. 7 показано соотношение между площадью сечения канавки и средней высотой выступа. Как показано на Фиг. 7, если площадь сечения канавки меньше, чем 1800 мкм2, высота выступа может быть уменьшена до значения 5 мкм, или меньшего. Кроме того, чтобы уменьшить высоту выступа до 3 мкм, или до меньшего значения, предпочтительно, чтобы площадь сечения канавки была меньше, чем 1000 мкм2, и чтобы сделать высоту выступа 1 мкм, или меньше, предпочтительно, чтобы площадь сечения канавки была меньше, чем 600 мкм2. Здесь, площадь сечения канавки определяется как площадь в случае, когда канавка приближается к полуэллипсу по поверхности сечения, перпендикулярного к направлению ширины стального листа. То есть, площадь сечения канавки Ds [мкм2] определяется следующим уравнением (7), использующим ширину Dw канавки [мкм] и глубину Dd канавки [мкм].
Ds=π×Dw×Dd/4 (7)
Таким образом, уменьшая площадь сечения канавки, то есть, количество удаляемого расплава, делая малым диаметр сфокусированного луча, материал для формирования выступа сокращается так, что становится возможным понизить высоту выступа.
Кроме того, нижний предел площади сечения канавки специально никак не ограничен. Однако, предпочтительно чтобы площадь сечения канавки была равна, или была больше, чем 50 мкм, чтобы обеспечить глубину канавки 8 мкм или более, и ширину канавки - 8 мкм или более.
[0046]
Кроме того, в варианте реализации затвердевающий слой, получаемый из расплава, формируется на границе между канавкой и основой стального листа. Затвердевающий слой, получаемый из расплава, формируется затвердеванием участка расплава, сформированного на облучаемом лазером участке. Поэтому, оказывается возможным выявить затвердевший слой, полученный из расплава, травлением поверхности сечения (поверхность после разреза, заполнения смолой, и полировки), перпендикулярной к направлению ширины стального листа, который включает в себя канавку, используя ниталь, и наблюдая за поверхностью сечения. Таким образом, возможно выявить четкую границу между затвердевшим участком (вновь затвердевший слой), полученным из расплава, и участком (основой), который не плавился, наблюдая визуализируемую четкую границу кристаллов, используя, например, оптический микроскоп.
[0047]
Как описано выше, предпочтительно, чтобы высота выступа была уменьшена до 5 мкм, или до меньшего значения, более предпочтительно, чтобы она была уменьшена до 3 мкм, или до меньшего значения, и наиболее предпочтительно, чтобы она была уменьшена до 1 мкм или до меньшего значения. Высота выступа также может быть 0 мкм или более. Кроме того, ширина канавки может также быть в пределах от 0,01 мкм до 50 мкм. Кроме того, толщина листа текстурованной электротехнической стали также может быть в пределах от 0,10 мм до 0,50 мм. Для текстурованного листа электротехнической стали, в частности, предпочтительно используется толщина листа в пределах от 0,17 мм до 0,36 мм.
Кроме того, предпочтительно, чтобы электрический ток, текущий между слоями ламинированных текстурованных электротехнических стальных листов, был равен, или был меньше, чем 600 мА в случае, когда он измеряется вышеописанным способом, и более предпочтительно, чтобы он был равен, или был меньше, чем 200 мА.
[0048]
Кроме того, поверхностная обработка также может быть выполнена на текстурованном листе электротехнической стали со сформированными на нем канавками, если это необходимо. Например, покрытие также может быть выполнено на поверхности текстурованного листа электротехнической стали со сформированными на нем канавками. Здесь, определение канавки в варианте реализации то же самое, что и в вышеописанном варианте реализации, и не изменяется даже в случае, когда покрытие на поверхности стального листа выполняется после формирования канавки.
Кроме того, в случае, когда получены те же самые результаты, что и результаты измерения от измерителя поверхностной шероховатости, глубина канавок (глубина канавки) также может быть определена из длины (расстояние от вышеописанной опорной поверхности до ведущего края канавки) канавки в направлении толщины листа. Аналогично, высота выступа также может быть определена из высоты (расстояние в направлении толщины листа) от вышеописанной опорной поверхности до ведущего края поверхностного выступа.
[0049]
Выше были описаны предпочтительные примеры настоящего изобретения. Однако, настоящее изобретение не ограничивается этими примерами. Добавление, пропуск, замена, и другие модификации конфигурации могут быть сделаны без отклонения от объема притязаний настоящего изобретения. Настоящее изобретение не следует рассматривать как ограничиваемое предшествующим описанием, и ограничивается оно только объемом приложенной формулы.
Промышленная применимость
[0050]
Оказывается возможным предоставить способ для производства текстурованного листа электротехнической стали, в котором при формировании канавки на поверхности стального листа посредством облучения лазерным лучом, размер поверхностного выступа, который образуется на периферийном участке канавки, уменьшается в максимально возможной степени, и который является подходящим для высокоскоростной поточной линии, и текстурованный лист электротехнической стали, имеющий очень хорошие характеристики относительно потерь в материале.
Список обозначений и терминов
[0051]
1: Текстурованный лист электротехнической стали (стальной лист)
2: Лазерное устройство
3: Оптическое волокно (передающее оптоволокно)
4: Устройство лазерного облучения
5: Коллиматор
6: Многоугольное зеркало (вращающееся многоугольное зеркало)
7: Линза fθ
LB: Лазерный луч
L: Направление прокатки (направление транспортировки)
C: Направление ширины листа
PL: Интервал формирования канавок в направлении прокатки (направление транспортировки)
Реферат
Изобретение относится к области металлургии. Для уменьшения магнитных потерь в текстурованном листе из электротехнической стали на поверхности листа формируют канавки, каждая из которых имеет заданную длину и вытянута в направлении, перпендикулярном направлению транспортировки листа электротехнической стали, при этом канавки сформированы при заданных интервалах посредством сканирования поверхности листа лазерным лучом. Лазерный луч представляет собой луч лазера непрерывного излучения с длиной волны λ от 1,0 мкм до 2,1 мкм, плотностью мощности Pd [Вт/мм], полученной делением интенсивности Р лазерного луча на площадь S сфокусированного луча, составляющей 5×10Вт/ммили более, при этом плотность мощности Pd [Вт/мм] и скорость сканирования V [мм/с] сфокусированного пятна лазерного луча на поверхности текстурованного листа электротехнической стали, удовлетворяет соотношению 0,005×Pd+3000≤V≤0,005×Pd+40000. 2 н. и 7 з.п. ф-лы, 7 ил., 1 табл.
Формула
Документы, цитированные в отчёте о поиске
Способ улучшения магнитных свойств листов текстурированной электротехнической кремнистой стали посредством лазерной обработки
Комментарии