Гидравлический бак и способ изготовления гидравлического бака - RU2733586C1
Код документа: RU2733586C1
Чертежи





Описание
Изобретение относится к гидравлическому баку для хранения гидравлической жидкости, содержащему цельный корпус, который образует пластмассовое полое тело, изготовлен с помощью ротационного формования и имеет по меньшей мере одно соединительное отверстие, в котором расположен соединительный элемент, выполненный с возможностью разъемного присоединения к гидравлическому трубопроводу.
Кроме того, изобретение относится к способу изготовления гидравлического бака, содержащего корпус, имеющий по меньшей мере одно отверстие, в котором расположен соединительный элемент, выполненный с возможностью разъемного присоединения к гидравлическому трубопроводу.
Гидравлические баки применяются в гидравлических системах для хранения гидравлической жидкости. Гидравлические баки содержат корпус, имеющий по меньшей мере одно соединительное отверстие, через которое гидравлическая жидкость может подаваться в указанный бак и/или выводиться из него. Для этого в указанном по меньшей мере одном соединительном отверстии расположен соединительный элемент, выполненный с возможностью разъемного присоединения к гидравлическому трубопроводу.
Зачастую гидравлические баки изготовлены из металла, при этом металлический листовой материал соединен сваркой. Такие металлические баки отличаются высоким сопротивлением напору и высокой термостойкостью. Однако в случае необходимости получения сложной геометрической формы металлического бака его изготовление связано с большими расходами. Кроме того, недостатками металлических баков являются трудность их очистки и значительный вес.
В патентном документе DE 102011004569 А1 предложено решение, в котором гидравлический бак выполнен в виде пластмассового полого тела, при этом верхнюю часть бака и нижнюю часть бака изготавливают с помощью литья под давлением, а затем указанные две части собирают с получением гидравлического бака. Гидравлические баки, выполненные с помощью литья под давлением, могут быть изготовлены при сравнительно низкой стоимости единицы продукции, однако создание пресс-форм для литья под давлением связано с большими капитальными затратами.
В патентном документе DE 102010049974 А1 предложен процесс ротационного формования для изготовления корпуса гидравлического бака. Корпус бака имеет соединительное отверстие, через которое проходит соединительный элемент. К соединительному элементу может быть присоединен гидравлический трубопровод. Соединительный элемент образует штуцер, который может быть свинчен с корпусом бака. Для этого в соединительном отверстии зафиксирована металлическая вставная часть, выполненная в виде резьбовой вставки. Применение вставных частей или также упрочняющих частей при изготовлении корпуса бака с помощью ротационного формования связано со значительными расходами.
Целью данного изобретения является создание гидравлического бака вышеуказанного типа и способа изготовления гидравлического бака, причем гидравлический бак имеет повышенный технико-экономический показатель при учете капитальных затрат и геометрической конфигурации указанного бака.
Согласно изобретению данная цель достигается в гидравлическом баке обычного типа, в котором соединительный элемент содержит пластмассовое тело, изготовленное с помощью литья под давлением и приваренное к корпусу бака.
Гидравлический бак согласно изобретению содержит цельный корпус в виде пластмассового полого тела, изготовленного с помощью ротационного формования. Корпус бака имеет по меньшей мере одно соединительное отверстие для подачи и/или удаления гидравлической жидкости. Для этого в указанном по меньшей мере одном соединительном отверстии расположен соединительный элемент, выполненный с возможностью разъемного присоединения к гидравлическому трубопроводу и содержащий пластмассовое тело. Пластмассовое тело изготовлено с помощью литья под давлением и приварено к корпусу бака.
При использовании процесса ротационного формования корпус бака может быть изготовлен с относительно низкими капитальными затратами, достаточной свободой выбора конструкции и низкой стоимостью единицы продукции, в частности, по сравнению с металлическими баками.
Корпус бака может быть изготовлен с помощью ротационного формования без металлического компонента. Таким образом, можно обойтись без использования в корпусе бака дорогостоящей металлической вставки, или упрочняющих частей, или других металлических компонентов.
В указанном по меньшей мере одном соединительном отверстии корпуса бака расположен соединительный элемент, который содержит пластмассовое тело, изготовленное с помощью литья под давлением. Пластмассовое тело приварено к корпусу бака. Соединительный элемент может иметь малую погрешность размеров и отличается высокой механической несущей способностью. К соединительному элементу может быть присоединен гидравлический трубопровод, по которому гидравлическая жидкость может быть подана в корпус бака и/или удалена из него.
В целом, гидравлический бак согласно изобретению отличается очень высоким технико-экономическим показателем, в частности, для небольших и средних партий изделий, с учетом капитальных затрат и вариантов конструкции для получения даже сложных геометрических форм.
В зависимости от предполагаемого применения гидравлического бака корпус бака может быть изготовлен экономически эффективным образом с обеспечением в каждом случае необходимой геометрической формы. Корпус бака может иметь необходимое количество соединительных отверстий в соответствии с требованиями, и в каждом соединительном отверстии может быть расположен предварительно изготовленный соединительный элемент, пластмассовое тело которого приварено к корпусу бака. Соединительные элементы могут быть в большом количестве изготовлены и запасены на складе в виде модульных компонентов и могут использоваться для разных корпусов баков, каждый из которых изготовлен с помощью ротационного формования.
Пластмассовое тело указанного по меньшей мере одного соединительного элемента предпочтительно изготовлено с помощью литья под давлением в виде цельного компонента. Такая конфигурация исключает необходимость сборки пластмассового тела из нескольких составных частей. Это обеспечивает возможность дополнительного уменьшения расходов.
Преимущественно соединительный элемент в целом выполнен в виде пластмассового тела, изготовленного с помощью литья под давлением без металлического компонента. В частности, при такой конфигурации соединительный элемент не содержит металлической вставки или упрочняющей части и, следовательно, является экономически эффективным при его изготовлении полностью с помощью литья под давлением.
Приваривание пластмассового тела указанного по меньшей мере одного соединительного элемента к корпусу бака преимущественно осуществляется с использованием лазерного луча.
В корпусе бака может быть предусмотрено по меньшей мере одно первое соединительное отверстие, образующее впускное отверстие бака, и по меньшей мере одно второе соединительное отверстие, образующее выпускное отверстие бака. В каждом случае в указанном по меньшей мере одном впускном отверстии бака и указанном по меньшей мере одном выпускном отверстии бака расположен соединительный элемент, который выполнен с возможностью разъемного присоединения к гидравлическому трубопроводу и пластмассовое тело которого приварено к корпусу бака. Через указанное по меньшей мере одно впускное отверстие и расположенный в нем соединительный элемент, приваренный к корпусу бака, в указанный корпус может подаваться гидравлическая жидкость, а через указанное по меньшей мере одно выпускное отверстие бака и расположенный в нем соединительный элемент, приваренный к корпусу бака, гидравлическая жидкость может быть удалена из корпуса. Соединительные элементы могут иметь одинаковую конфигурацию. В частности, соединительные элементы могут быть изготовлены с помощью литья под давлением в виде цельных пластмассовых тел, предпочтительно без металлических компонентов.
В преимущественном варианте выполнения изобретения корпус бака изготовлен путем ротационного формования из полиамидного материала.
В предпочтительном варианте выполнения корпус бака изготовлен путем ротационного формования из полиамидного материала, армированного волокном, в частности полиамидного материала, армированного стекловолокном.
Пластмассовое тело соединительного элемента предпочтительно изготовлено с помощью литья под давлением из пластмассового материала, армированного волокном. В частности, может быть предусмотрено изготовление пластмассового тела из полиамидного материала, армированного волокном, например полиамидного материала, армированного стекловолокном.
Преимущественно соединительный элемент образует штуцер, который на своей наружной стороне образует приемную конструкцию для быстродействующей муфты, выполненной с возможностью разъемного присоединения к гидравлическому трубопроводу. Такие быстродействующие муфты известны специалистам из патентного документа ЕР 1653141 А1. Они обеспечивают очень простой способ соединения гидравлического трубопровода с соединительным элементом непроницаемым для жидкости образом и без использования специального инструмента. Например, приемная конструкция может образовывать кольцевые канавки, расположенные на расстоянии друг от друга относительно продольной оси штуцера, причем указанные канавки окружают штуцер в окружном направлении. Быстродействующая муфта, выполненная с возможностью разъемного присоединения к штуцеру, может быть размещена на указанном штуцере в осевом направлении относительно его продольной оси и содержит наружный патрубок и внутренний патрубок, которые ориентированы коаксиально относительно друг друга. Наружный патрубок может быть насажен на штуцер соединительного элемента, при этом внутренний патрубок входит в штуцер вместе с расположенным между ними уплотнительным кольцом, которое упирается в торцевую поверхность штуцера. Для осевого закрепления быстродействующей муфты на штуцере может использоваться крепежная втулка, которая выполнена с возможностью эластичного растягивания и размещения на наружном патрубке в направлении, поперечном продольной оси штуцера, и которая содержит запирающий элемент, расположенный на ее внутренней стороне. Когда крепежная втулка размещена на наружном патрубке, запирающий элемент проходит через сквозное отверстие указанного патрубка и входит в одну из кольцевых канавок штуцера. Быстродействующая муфта содержит соединительный ниппель, который расположен на ее стороне, обращенной от наружного и внутреннего патрубков, и к которому может быть присоединен гидравлический трубопровод, например гидравлический шланг.
Использование соединительного элемента, который образует штуцер с приемной конструкцией, расположенной на его наружной поверхности, обеспечивает возможность разъемного присоединения соединительного элемента к гидравлическому трубопроводу без необходимости использования специального инструмента и без подвергания соединительного элемента воздействию высокой механической нагрузки, в частности высокого крутящего момента.
Особенно преимущественно корпус бака содержит встроенную в него фильтрующую систему. Фильтрующая система может быть выполнена, например, в виде вакуумного фильтра, обратного фильтра или в виде обратного вакуумного фильтра.
В особенно предпочтительной конфигурации изобретения корпус бака имеет отверстие для доступа к фильтру, окруженное краевым участком корпуса бака, причем на указанном участке закреплен, например, чашеобразный корпус фильтра, вставленный в корпус бака через отверстие для доступа к фильтру и изготовленный в виде пластмассового тела с помощью литья под давлением. Такая конфигурация обеспечивает преимущественный способ встраивания фильтрующей системы в корпус бака путем введения корпуса фильтра в корпус бака через указанное отверстие для доступа к фильтру и прикрепления корпуса фильтра к корпусу бака. В корпус фильтра может быть вставлен фильтрующий элемент для фильтрации гидравлической жидкости. Корпус фильтра изготовлен в виде пластмассового тела с помощью литья под давлением.
Корпус фильтра предпочтительно изготовлен с помощью литья под давлением в виде цельного пластмассового тела.
Для изготовления корпуса фильтра может использоваться пластмассовый материал, армированный волокном, в частности стекловолокном. Корпус фильтра может быть вставлен в корпус бака через отверстие для доступа к фильтру, а затем прикреплен к краевому участку корпуса бака, окружающему указанное отверстие.
Краевой участок, окружающий отверстие для доступа к фильтру, предпочтительно выполнен в виде опорного кольца, расположенного в корпусе бака. Опорное кольцо может быть расположено на внутренней стенке, проходящей в корпус бака.
В преимущественном варианте выполнения изобретения корпус фильтра приварен к краевому участку, окружающему отверстие для доступа к фильтру. Корпус фильтра выполняет не только функцию приема фильтрующего элемента, но и, ввиду выполнения сварки, повышает механическую прочность в зоне отверстия для доступа к фильтру.
После введения фильтрующего элемента в корпус фильтра отверстие для доступа к фильтру может быть закрыто крышкой. Преимущественно крышка выполнена с возможностью привинчивания к корпусу бака.
В преимущественном варианте выполнения изобретения корпус фильтра образован из полиамидного материала, армированного волокном, в частности полиамидного материала, армированного стекловолокном.
Преимущественно корпус бака образует головную часть фильтра, в которой расположено по меньшей мере одно соединительное отверстие и которая содержит указанный краевой участок, окружающий отверстие для доступа к фильтру.
В преимущественном варианте выполнения изобретения в головной части фильтра расположено по меньшей мере одно первое соединительное отверстие в виде впускного отверстия бака и по меньшей мере одно второе соединительное отверстие в виде выпускного отверстия бака. В каждом случае в указанном по меньшей мере одном впускном отверстии бака и указанном по меньшей мере одном выпускном отверстии бака расположен соединительный элемент, который, как изложено выше, содержит пластмассовое тело, изготовленное с помощью литья под давлением и приваренное к головной части фильтра. В частности, может быть предусмотрено выполнение соединительных элементов в каждом случае в виде цельных пластмассовых тел, изготовленных с помощью литья под давлением.
В преимущественном варианте выполнения изобретения фильтрующий элемент, вставляемый в корпус фильтра, содержит верхний и нижний торцевые диски, между которыми расположена фильтрующая среда в форме полого цилиндра, причем верхний торцевой диск разделяет внутреннее пространство головной части фильтра на впускное пространство для гидравлической жидкости, подлежащей фильтрации, и выпускное пространство для отфильтрованной гидравлической жидкости, при этом указанное по меньшей мере одно впускное отверстие бака, расположенное в головной части фильтра, открыто в указанное впускное пространство, а указанное по меньшей мере одно выпускное отверстие бака, расположенное в головной части фильтра, открыто в указанное выпускное пространство. При такой конфигурации верхний торцевой диск фильтрующего элемента, вставляемого в корпус фильтра, разделяет внутреннее пространство головной части фильтра на впускное пространство и выпускное пространство. Впускное пространство проточно сообщается с по меньшей мере одним впускным отверстием бака, расположенным в головной части фильтра, а выпускное пространство проточно сообщается с по меньшей мере одним выпускным отверстием бака, расположенным в головной части фильтра. Гидравлическая жидкость может проходить от впускного пространства через фильтрующую среду фильтрующего элемента к выпускному пространству, при этом она подвергается фильтрации во время прохождения через фильтрующую среду. Головная часть фильтра может иметь относительно простую геометрическую форму, например, она может иметь цилиндрическую форму. Головная часть фильтра образует часть корпуса бака, который изготовлен с помощью ротационного формования. Необходимое отделение впускного пространства от выпускного пространства непроницаемым для жидкости образом обеспечено с помощью верхнего торцевого диска фильтрующего элемента.
В преимущественном варианте выполнения изобретения верхний торцевой диск фильтрующего элемента образует разделительный диск, ориентированный наклонно относительно продольной оси фильтрующего элемента, при этом указанный разделительный диск находится в непроницаемом для жидкости контакте с внутренней стороной головной части фильтра. Край разделительного диска, проходящий вокруг всей внутренней стороны головной части фильтра в контакте с ней, может быть выполнен, например, в виде уплотнительной кромки.
В случаях, когда в головной части фильтра расположены по меньшей мере одно впускное отверстие бака и по меньшей мере одно выпускное отверстие бака, преимущественным является расположение указанного по меньшей мере одного впускного отверстия и указанного по меньшей мере одного выпускного отверстия на одном уровне относительно продольной оси фильтрующего элемента для обеспечения как можно более компактной конфигурации гидравлического бака.
В преимущественном варианте выполнения изобретения в концевом участке корпуса фильтра, проходящем в корпус бака, образовано приемное пространство для впускного клапана и/или выпускного клапана. Выпускной клапан обеспечивает возможность выхода отфильтрованной гидравлической среды из корпуса фильтра во внутреннее пространство корпуса бака, а впускной клапан обеспечивает возможность удаления гидравлической среды из внутреннего пространства корпуса бака, после чего гидравлическая среда проходит через корпус фильтра к выпускному отверстию бака, расположенному в головной части фильтра.
Кроме того, в указанном приемном пространстве может быть расположен сетчатый элемент фильтра грубой очистки. Сетчатый элемент обеспечивает улавливание крупнозернистых примесей.
Может быть предусмотрено выполнение корпуса фильтра с опорной стенкой, которая расположена на его концевом участке, проходящем в корпус бака, и имеет выпускное отверстие, выполненное с возможностью его закрывания элементом выпускного клапана, упруго поджатого по направлению к указанному отверстию, причем элемент выпускного клапана имеет впускное отверстие, которое может закрываться элементом впускного клапана. Если количество гидравлической жидкости, проходящей в корпус фильтра через по меньшей мере одно впускное отверстие бака, расположенное в головной части фильтра, превышает количество жидкости, выходящей из корпуса фильтра через по меньшей мере одно выпускное отверстие бака, расположенное в головной части фильтра, то в корпусе фильтра может возникнуть положительное давление. Если давление гидравлической жидкости, преобладающее в корпусе фильтра, превышает заранее заданное максимальное значение, которое может составлять, например, 0,2 Бар (20 кПа) или 0,3 Бар (30 кПа), выпускной клапан открывается путем отведения элемента выпускного клапана от выпускного отверстия корпуса фильтра с преодолением действующего на него упругого возвратного усилия так, что гидравлическая жидкость может выходить через выпускное отверстие из корпуса фильтра во внутреннее пространство корпуса бака. Если количество гидравлической жидкости, выводимой из корпуса фильтра через указанное по меньшей мере одно выпускное отверстие бака, расположенное в головной части фильтра, превышает количество гидравлической жидкости, поступающей в корпус фильтра через указанное по меньшей мере одно впускное отверстие бака, расположенное в головной части фильтра, то в корпусе фильтра может возникнуть отрицательное давление, под действием которого элемент впускного клапана отходит от впускного отверстия, тем самым открывая его, так что гидравлическая жидкость может выходить через указанное отверстие из внутреннего пространства корпуса бака в корпус фильтра.
Преимущественно фильтрующий элемент опирается на концевой участок корпуса фильтра, проходящий в корпус бака. При такой конфигурации механическая нагрузка, действующая на фильтрующий элемент в осевом направлении при прохождении через него гидравлической жидкости, поглощается корпусом фильтра, который предпочтительно приварен к корпусу бака.
Для повышения механической прочности корпуса бака указанный корпус в преимущественной конфигурации изобретения образует по меньшей мере один поперечный элемент, проходящий от первой стенки корпуса бака до его противоположной, второй стенки и имеющий полую конфигурацию. Указанный по меньшей мере один поперечный элемент проходит через внутреннее пространство корпуса бака и образует однокомпонентное механическое соединение между двумя стенками корпуса бака, расположенными напротив друг друга. Это обеспечивает очень высокую механическую прочность корпуса бака.
Преимущественно корпус бака образует вентиляционное отверстие, в котором расположен вентиляционный фильтр. Предпочтительно в вентиляционный фильтр встроен двунаправленный клапан. Вентиляционный фильтр и встроенный клапан обеспечивают возможность выхода воздуха из корпуса бака в процессе заполнения гидравлического бака, как только давление в баке превысит максимальное заданное значение, и впуск воздуха в корпус бака в процессе удаления гидравлической жидкости. Поступающий воздух фильтруется с помощью вентиляционного фильтра.
Предпочтительно в по меньшей мере одном соединительном отверстии корпуса бака размещен патрубок, проходящий в указанный корпус. Предпочтительно патрубок проходит через соединительное отверстие.
Преимущественно патрубок расположен на одной линии с соединительным элементом, который расположен в соединительном отверстии и приварен к корпусу бака. Гидравлический бак может быть заполнен жидкостью через указанный патрубок. Как вариант или в дополнение, может быть предусмотрено удаление гидравлической жидкости из корпуса бака через патрубок. Таким образом, патрубок может образовывать обратный трубопровод, по которому гидравлическая жидкость проходит в корпус бака, или также всасывающий трубопровод, по которому гидравлическая жидкость может быть удалена из корпуса бака. В обоих случаях может быть реализована конфигурация с интенсификацией потока.
Предпочтительно патрубок размещен в нескольких соединительных отверстиях корпуса бака, которые распределены по указанному корпусу, при этом патрубок проходит в корпус бака и обеспечивает возможность удаления и/или подачи гидравлической жидкости.
В преимущественной конфигурации гидравлического бака согласно изобретению часть патрубка, расположенная внутри корпуса бака, выполнена в виде защитной фильтровальной сетки, в частности, в виде защитной фильтровальной сетки, имеющей цилиндрическую форму или форму усеченного конуса.
Преимущественно патрубок приварен к корпусу бака.
Соединительное отверстие корпуса бака может образовывать уступ, в который упирается радиальный выступ патрубка, проходящего в корпус бака. Патрубок может быть приварен к корпусу бака в зоне указанного радиального выступа.
Преимущественно патрубок изготовлен с помощью литья под давлением. Предпочтительно патрубок изготовлен из пластмассового материала, армированного волокном, в частности пластмассового материала, армированного стекловолокном. Например, может быть предусмотрено выполнение патрубка из полиамидного материала, армированного волокном, в частности стекловолокном.
Как вариант или в дополнение, может быть предусмотрено выполнение по меньшей мере одного патрубка из металла.
Как указано выше, изобретение также относится к способу изготовления гидравлического бака, в частности гидравлического бака согласно изобретению, который описан выше. Гидравлический бак содержит корпус, имеющий по меньшей мере одно соединительное отверстие, в котором расположен соединительный элемент, выполненный с возможностью разъемного присоединения к гидравлическому трубопроводу. Для изготовления гидравлического бака более экономически эффективным образом способ согласно изобретению включает следующие этапы:
- изготовление корпуса бака в виде цельного пластмассового полого тела с помощью ротационного формования,
- использование соединительного элемента, пластмассовое тело которого изготавливают с помощью литья под давлением,
- приваривание указанного пластмассового тела к корпусу бака в зоне соединительного отверстия.
Согласно изобретению корпус бака изготавливают экономически эффективным способом с помощью ротационного формования в виде цельного пластмассового полого тела, при этом корпус бака имеет по меньшей мере одно соединительное отверстие, например впускное отверстие бака и/или выпускное отверстие бака. В зоне соединительного отверстия корпус бака приваривают к пластмассовому телу предварительно изготовленного соединительного элемента, которое изготовлено с помощью литья под давлением.
Корпус бака может быть изготовлен путем ротационного формования без использования металлических компонентов, то есть, в частности, без металлических вставных или упрочняющих частей.
Пластмассовое тело соединительного элемента предпочтительно изготавливают с помощью литья под давлением в виде цельного пластмассового тела.
Преимущественно соединительный элемент полностью изготавливают с помощью литья под давлением в виде пластмассового тела, не имеющего металлического компонента. При таком варианте способа согласно изобретению соединительный элемент, в частности, изготавливают с помощью литья под давлением без металлических вставных или упрочняющих частей. Это уменьшает стоимость изготовления соединительного элемента.
Предпочтительно соединительный элемент полностью изготавливают с помощью литья под давлением в виде цельного пластмассового тела.
Преимущественно пластмассовое тело соединительного элемента приваривают к корпусу бака с использованием лазерного луча.
В преимущественном варианте выполнения способа согласно изобретению в корпус бака встраивают фильтрующую систему.
Для встраивания фильтрующей системы в предпочтительном варианте способа согласно изобретению корпус бака выполняют при помощи ротационного формования с головной частью фильтра, которая имеет по меньшей мере одно соединительное отверстие, например по меньшей мере одно впускное отверстие бака и/или по меньшей мере одно выпускное отверстие бака, и которая окружает отверстие для доступа к фильтру, а, например, чашеобразный корпус фильтра изготавливают с помощью литья под давлением в виде пластмассового тела, предпочтительно имеющего однокомпонентную конфигурацию, вставляют в корпус бака через указанное отверстие для доступа к фильтру и закрепляют на краевом участке головной части фильтра, окружающем отверстие для доступа к фильтру, и в корпус фильтра вставляют фильтрующий элемент. Таким образом, в корпус бака вставлен корпус фильтра, в который, в свою очередь, вставлен фильтрующий элемент для фильтрации гидравлической жидкости. Корпус фильтра выполнен в виде модульного компонента, изготовленного с помощью литья под давлением. Корпус фильтра, а также используемые соединительные элементы могут быть изготовлены экономически эффективным способом большими партиями и могут использоваться для широкого ряда корпусов баков.
Предпочтительно корпус фильтра, вставленный в корпус бака через отверстие для доступа к фильтру, приваривают к краевому участку, окружающему указанное отверстие, преимущественно с использованием лазерного луча. Приваривание корпуса фильтра к краевому участку обеспечивает поглощение осевых усилий, которые действуют на фильтрующий элемент, расположенный в корпусе фильтра, во время прохождения через него гидравлической жидкости.
Нижеприведенное описание преимущественного варианта выполнения изобретения, при его рассмотрении совместно с чертежами, служит для более подробного объяснения изобретения. На чертежах:
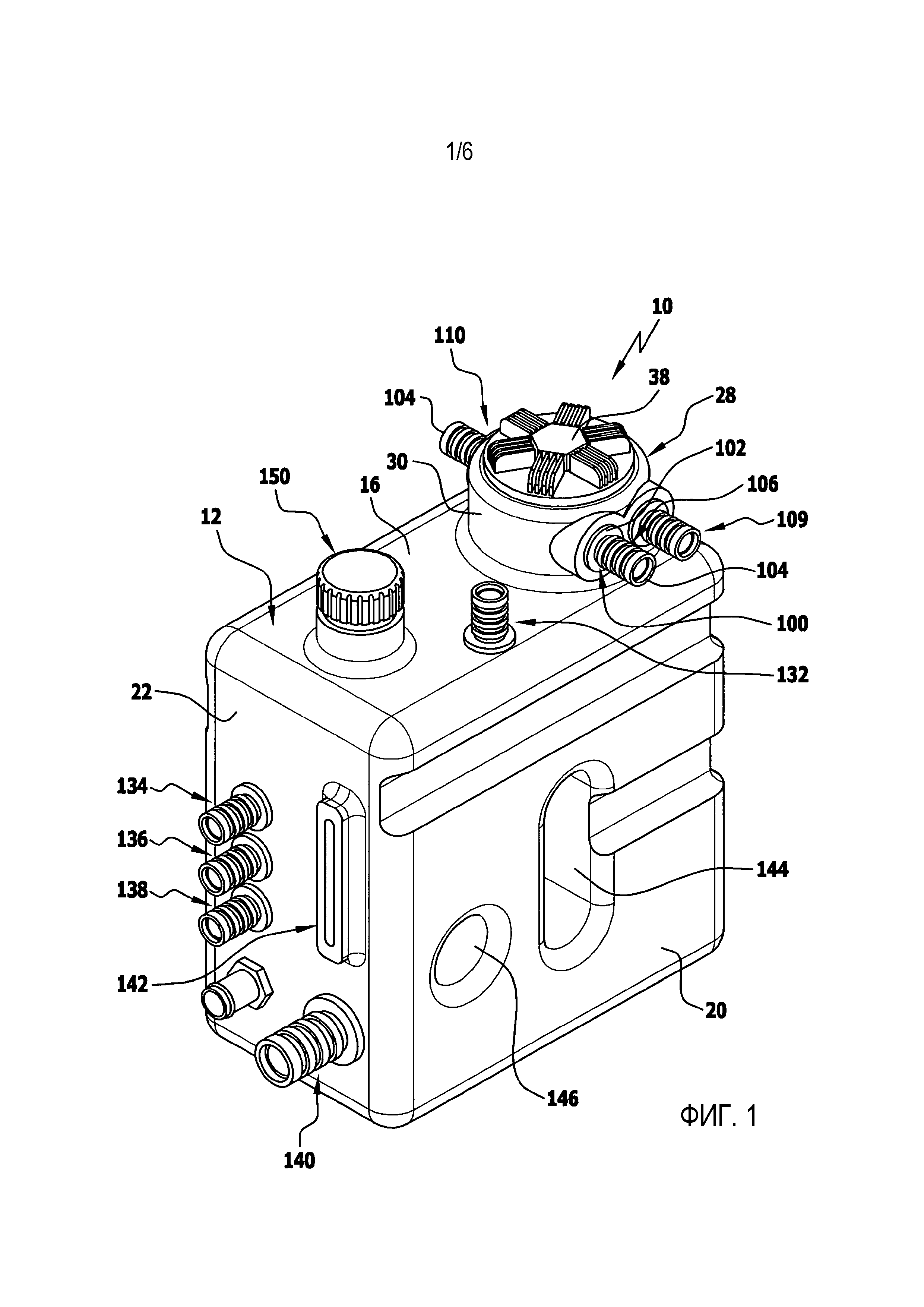
фиг. 1 изображает вид в аксонометрии гидравлического бака,
фиг. 2 изображает вид сверху гидравлического бака, показанного на фиг. 1,
фиг. 3 изображает разрез гидравлического бака по линии 3-3 на фиг. 2,
фиг. 4 изображает увеличенный вид фрагмента А на фиг. 3,
фиг. 5 изображает разрез гидравлического бака по линии 5-5 на фиг. 2,
фиг. 6 изображает разрез гидравлического бака по линии 6-6 на фиг. 2.
На чертежах показан в схематическом виде преимущественный вариант выполнения гидравлического бака согласно изобретению, который обозначен в целом номером 10 позиции. Гидравлический бак 10 содержит корпус 12, изготовленный с помощью ротационного формования в виде цельного пластмассового полого тела из полиамидного материала, предпочтительно полиамидного материала, армированного волокном. В изображенном варианте выполнения корпус 12 бака имеет по существу кубовидную конфигурацию и имеет нижнюю стенку 14, верхнюю стенку 16, заднюю стенку 18, переднюю стенку 20, а также первую боковую стенку 22 и вторую боковую стенку 24, которые окружают внутреннее пространство 26 корпуса бака.
В корпус 12 встроена фильтрующая система 27, описанная более подробно ниже и в изображенном варианте выполнения образующая обратный вакуумный фильтр. Как вариант, фильтрующая система 27 также может быть выполнена в виде обратного фильтра или вакуумного фильтра. Такие конфигурации фильтра по существу известны специалистам в данной области техники.
Для встраивания фильтрующей системы 27 в корпус 12 верхняя стенка 16 в изображенном варианте выполнения образует двустенную, по существу цилиндрическую головную часть 28, которая имеет наружную стенку 30, ориентированную вверх в направлении от нижней стенки 14 по типу кольцевого выступа, и внутреннюю стенку 32, проходящую во внутреннее пространство 26, причем указанная внутренняя стенка 32 на своем конце, проходящем во внутреннее пространство 26, образует опорное кольцо 34, направленное радиально внутрь. Головная часть 28 фильтра окружает отверстие 36 для доступа к фильтру и может быть закрыта непроницаемым для жидкости образом с помощью крышки 38, содержащей уплотнительное кольцо 40, располагаемое между крышкой и головной частью. Для этого крышка 38 имеет внешнюю резьбу, которая может быть ввинчена в сопряженную внутреннюю резьбу внутренней стенки 32.
Через отверстие 36 во внутреннее пространство 26 корпуса 12 вставляют чашеобразный корпус 46 фильтра, который опирается на опорное кольцо 34 головной части 28 с помощью опорного фланца 47. Опорное кольцо 34 образует краевой участок корпуса 12, окружающий отверстие 36 в окружном направлении.
Корпус 46 фильтра изготовлен с помощью литья под давлением из полиамидного материала, армированного волокном, и приварен к корпусу 12 бака в зоне опорного кольца 34 с помощью лазерного луча. В изображенном иллюстративном варианте выполнения корпус 46 фильтра изготовлен с помощью литья под давлением в виде цельного пластмассового тела.
В концевом участке 48 корпуса 46 фильтра, проходящем в корпус 12 бака, образовано приемное пространство 50 для выпускного клапана 52 и впускного клапана 54. Выпускной клапан 52 и впускной клапан 54 устанавливают в приемное пространство 50 перед тем, как корпус 46 фильтра вставляют в корпус 12 бака и приваривают их друг к другу.
Выпускной клапан 52 содержит элемент 56, который в закрытом положении, изображенном на фиг. 3, перекрывает выпускное отверстие 58 непроницаемым для жидкости образом. Выпускное отверстие 58 расположено в опорной стенке 60 корпуса 46 фильтра. Элемент 56 выпускного клапана поджат к краю выпускного отверстия 58 с помощью возвратной пружины 62.
Впускной клапан 54 содержит элемент 64, который в закрытом положении, изображенном на фиг. 3, перекрывает центральное впускное отверстие 68 элемента 56 выпускного клапана.
Если внутри корпуса 46 фильтра возникает заданное положительное давление, например, составляющее 0,3 Бар (30 кПа), элемент 56 выпускного клапана отходит от выпускного отверстия 58 с преодолением упругого возвратного усилия возвратной пружины 62 и, таким образом, открывает канал, по которому гидравлическая жидкость, находящаяся в корпусе 46 фильтра, может выходить через выпускное отверстие 58 из корпуса 46 во внутреннее пространство 26. Если внутри корпуса 46 фильтра возникает отрицательное давление, элемент 64 впускного клапана отходит от впускного отверстия 68 так, что гидравлическая жидкость может проходить из внутреннего пространства 26 через отверстие 68 в корпус 46.
В корпус 46 фильтра через отверстие 36 вставлен фильтрующий элемент 70, который содержит нижний торцевой диск 72, верхний торцевой диск 74 и фильтрующую среду 76, расположенную между указанными дисками 72 и 74, и в изображенном варианте выполнения сложен с образованием звездообразной конфигурации. Фильтрующая среда 76 образует полый цилиндр. У нижнего торцевого диска 72 расположен перепускной клапан 78.
Верхний торцевой диск 74 образует разделительный диск 82, ориентированный наклонно относительно продольной оси 80 фильтрующего элемента 70, при этом на окружном крае диск 82 выполнен в виде уплотнительной кромки 84. Уплотнительная кромка 84 находится в непроницаемом для жидкости контакте с внутренней стороной внутренней стенки 32 головной части 28 фильтра и разделяет внутреннее пространство указанной части 28, окруженное внутренней стенкой 32, на впускное пространство 86, расположенное над разделительным диском 82, и выпускное пространство 88, расположенное под диском 82. На верхнем торцевом диске 74 расположена выполненная с ним за одно целое удерживающая скоба 90, проходящая до крышки 38, в которую она упирается. Фильтрующий элемент 70 с одной стороны опирается на опорную стенку 60 корпуса 46 фильтра, а с другой стороны - на крышку 38.
Корпус 12 бака имеет несколько соединительных отверстий, причем первое соединительное отверстие образует впускное отверстие 92 бака, расположенное в головной части 28 фильтра и открытое во впускное пространство 86, а второе соединительное отверстие образует выпускное отверстие 94 бака, расположенное в головной части 28 фильтра и открытое в выпускное пространство 88. Кроме того, в головной части 28 фильтра расположено еще одно соединительное отверстие, которое также образует впускное отверстие бака и не показано на чертеже. Впускные отверстия бака и его выпускное отверстие 94 расположены на одном уровне относительно продольной оси 80 фильтрующего элемента 70.
Гидравлическая жидкость может проходить во впускное пространство 86 через впускные отверстия бака. Поступающая гидравлическая жидкость достигает фильтрующей среды 76 через центральное сквозное отверстие 96 верхнего диска 74 и может проходить через указанную среду 76 в радиальном направлении изнутри наружу, при этом происходит фильтрация гидравлической жидкости. После этого отфильтрованная гидравлическая жидкость может быть удалена из корпуса 12 бака через выпускное пространство 88 и выпускное отверстие 94 бака. Если давление отфильтрованной гидравлической жидкости в корпусе 46 фильтра превышает максимальное давление, например, составляющее 0,3 Бар (30 кПа), как указано выше, выпускной клапан 52 открывается, и отфильтрованная гидравлическая жидкость может достигать внутреннего пространства 26 корпуса 12 бака через выпускное отверстие 58. Если в корпусе 46 фильтра возникает отрицательное давление, гидравлическая жидкость может проходить из внутреннего пространства 26 корпуса 12 бака через впускное отверстие 68 к выпускному пространству 88 и выходить из корпуса 12 через выпускное отверстие 94.
С наружной стороны корпуса 12 бака, во впускном отверстии 92 расположен первый соединительный элемент 100, который образует предварительно изготовленный модульный компонент и предпочтительно полностью выполнен в виде пластмассового тела с помощью литья под давлением. В изображенном иллюстративном варианте выполнения первый соединительный элемент изготовлен в виде цельного пластмассового тела, не имеющего металлического компонента. Соединительный элемент 100 имеет соединительный фланец 102, который приварен к корпусу 12 бака с помощью лазера. К фланцу 102 примыкает штуцер 104 первого соединительного элемента 100, который выступает наружу от корпуса 12 и с наружной стороны образует приемную конструкцию 106, которая в изображенном иллюстративном варианте выполнения имеет вид кольцевых канавок 108, окружающих штуцер 104 в окружном направлении. В другом впускном отверстии бака, не показанном на чертеже, расположен дополнительный соединительный элемент 109, имеющий такую же конфигурацию, что и первый соединительный элемент 100.
Второй соединительный элемент 110 также имеет конфигурацию, идентичную конфигурации первого соединительного элемента 100, и расположен в выпускном отверстии 94 бака. В изображенном иллюстративном варианте выполнения второй соединительный элемент 110 также изготовлен с помощью литья под давлением в виде цельного пластмассового тела, не имеющего металлического компонента, и приварен к корпусу 12 бака с использованием лазерного луча.
Первый соединительный элемент 100, второй соединительный элемент 110 и дополнительный соединительный элемент 109 выполнены с возможностью разъемного соединения с быстродействующей муфтой 112 без использования специального инструмента. Быстродействующая муфта 112 содержит наружный патрубок 114 и внутренний патрубок 116, ориентированные коаксиально относительно друг друга. Муфта 112 выполнена с возможностью присоединения к соединительному элементу 100 или 110 при помощи эластично растягиваемой крепежной втулки 118. Муфта 112 образует цельную профилированную пластмассовую часть.
На фиг. 3 быстродействующая муфта 112 показана вставленной в штуцер 104 первого соединительного элемента 100, при этом внутренний патрубок 116 проходит в штуцер 104, а наружный патрубок 114 окружает штуцер 104. После размещения наружного патрубка 114 на штуцере 104 крепежная втулка 118 может быть установлена на патрубке 114 в направлении сборки, ориентированном перпендикулярно продольному направлению 120 штуцера 104, при этом на внутренней стороне втулки 118 расположен запирающий элемент 121, который проходит через сквозное отверстие наружного патрубка 114 и входит в одну из кольцевых канавок 108. Таким образом, муфта 112 закреплена на штуцере 104. На торцевой поверхности штуцера 104, обращенной от соединительного фланца 102, расположено уплотнительное кольцо 122, которое обеспечивает непроницаемое для жидкости соединение муфты 112 со штуцером 104.
На стороне, обращенной от штуцера 104, муфта 112 содержит соединительный ниппель 124, к которому может быть присоединен гидравлический трубопровод, например гидравлический шланг.
На расстоянии от головной части 28 фильтра в верхней стенке 16 корпуса 12 бака выполнено третье соединительное отверстие 126, через которое проходит патрубок 128, входящий во внутреннее пространство 26 корпуса 12 и опирающийся своим торцевым радиальным выступом 130 на уступ третьего отверстия 126. В изображенном иллюстративном варианте выполнения патрубок 128 изготовлен в виде цельного пластмассового тела с помощью литья под давлением и в зоне своего радиального выступа 130 приварен к корпусу 12 бака с использованием лазерного луча.
В третьем соединительном отверстии 126, на одной линии с патрубком 128 расположен третий соединительный элемент 132, конфигурация которого идентична конфигурации вышеописанных соединительных элементов 100, 109 и 110 и который аналогичным образом имеет соединительный фланец, приваренный к корпусу 12 бака с помощью лазерного луча. К третьему соединительному элементу 132 при помощи быстродействующей муфты 112 непроницаемым для жидкости образом также может быть присоединен гидравлический трубопровод.
В первой боковой стенке 22 корпуса 12 бака имеются дополнительные соединительные отверстия, в каждом из которых расположен соответственно соединительный элемент 134, 136, 138 и 140. В изображенном иллюстративном варианте выполнения соединительные элементы 134, 136, 138 и 140 также изготовлены с помощью литья под давлением в виде цельных пластмассовых тел без металлического компонента и приварены к корпусу 12 бака с помощью лазерного луча.
Кроме того, на первой боковой стенке 22 расположен индикатор 142 уровня масла, обеспечивающий возможность считывания пользователем информации об уровне масла.
Для повышения механической прочности корпус 12 бака образует первый поперечный элемент 144, изображенный на фиг. 5, и второй поперечный элемент 146, расположенный на расстоянии от первого элемента 144. Два поперечных элемента 144, 146 имеют полую конфигурацию и проходят от передней стенки 20 до задней стенки 18, тем самым обеспечивая высокую механическую прочность корпуса 12. Дополнительное механическое упрочнение корпуса 12 обеспечено корпусом 46 фильтра, который приварен к корпусу 12 бака, как описано выше.
Для вентилирования корпуса 12 бака и удаления из него газа в его верхней стенке 16 образовано вентиляционное отверстие 148, в котором расположен вентиляционный фильтр 150. В вентиляционный фильтр 150 встроен двунаправленный клапан (не показан на чертежах).
Корпус бака может быть изготовлен в виде цельного пластмассового полого тела без металлического компонента, то есть без металлических вставных или упрочняющих частей, в частности, при помощи ротационного формования с относительно низкими капитальными затратами, достаточной свободой выбора конструкции и низкой стоимостью единицы продукции, в частности, по сравнению с металлическими баками. Соединительные элементы 100, 109, 110, 132-140, которые приварены к корпусу 12 бака и в каждом случае изготовлены в виде цельных пластмассовых тел без металлического компонента с помощью литья под давлением, обеспечивают конструктивно простой способ присоединения гидравлических трубопроводов к соответствующим соединительным отверстиям корпуса 12, при этом соединительные элементы могут быть изготовлены крупными партиями и, следовательно, экономически эффективным способом. Гидравлический бак 10 в целом отличается очень высоким технико-экономическим показателем, в частности, для небольших и средних партий изделий.
Реферат
Изобретение относится к гидравлическому баку для хранения гидравлической жидкости. Техническим результатом является повышение механической прочности корпуса бака, а также повышение надежности и ресурса работы фильтра. Предложенный гидравлический бак для хранения гидравлической жидкости содержит цельный корпус (12), который образует пластмассовое полое тело и изготовлен с помощью ротационного формования. Причем корпус (12) бака имеет по меньшей мере одно соединительное отверстие (92, 94, 126), в котором расположен соединительный элемент (100, 109, 110, 132, 134, 136, 138, 140), выполненный с возможностью разъемного присоединения к гидравлическому трубопроводу. При этом соединительный элемент (100, 109, 110, 132, 134, 136, 138, 140) содержит пластмассовое тело, изготовленное с помощью литья пластмассы под давлением и приваренное к корпусу (12) бака. В корпус (12) бака встроена фильтрующая система (27). При этом корпус (12) бака имеет отверстие (36) для доступа к фильтру, окруженное краевым участком (34) указанного корпуса (12), причем к краевому участку (34) приварен корпус (46) фильтра, вставленный в корпус (12) бака через указанное отверстие (36). Причем корпус фильтра изготовлен в виде пластмассового тела с помощью литья пластмассы под давлением. 2 н. и 25 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Топливный бак, компонент топливной системы и манипулятор для установки топливного устройства внутри бака
Комментарии