Топливный бак, компонент топливной системы и манипулятор для установки топливного устройства внутри бака - RU96820U1
Код документа: RU96820U1
Чертежи



Описание
Настоящая заявка на полезную модель выделена из заявки №2006129265 на выдачу патента РФ на изобретение, поданной 24.11.2004 с испрашиванием конвенционного приоритета на основании первой заявки №10/760,718, поданной в Патентное ведомство Соединенных Штатов Америки 21.01.2004.
Область техники
Настоящая полезная модель относится к топливным бакам и к вспомогательным топливным устройствам (аксессуарам) для них, а также к манипулятору для установки вспомогательных топливных устройств внутри топливного бака.
В контексте данного описания и формулы полезной модели термин "вспомогательное топливное устройство" (или, для краткости, "вспомогательное устройство") охватывает любые устройства, приспособления и арматуру (например несущие элементы), которые обычно закрепляются внутри топливных баков, включая клапаны различных типов (впускные, вентиляционные или "перекидные" (roll-over) клапаны, клапаны переполнения и т.д.), ловушки для жидкости, манометры, фильтры. а также прикрепляемую к топливному баку арматуру, к которой, в свою очередь, могут прикрепляться различные клапаны.
Уровень техники
Как правило, внутри топливного бака транспортного средства устанавливаются различные клапаны и другие вспомогательные устройства. Обычная практика состоит в установке подобных вспомогательных устройств внутри топливного бака путем формирования в нем отверстия, через которое может быть легко проведен корпус клапана, и закрепления в нем клапана различными методами, например сваркой, пайкой или с помощью крепежных средств.
Такая технология имеет, однако, несколько недостатков. Во-первых, при ее использовании часть вспомогательного устройства выступает из наружной поверхности бака. Кроме того, между вспомогательными устройствами проходят какие-либо трубопроводы, которые также выступают за наружную поверхность бака и должны крепиться к ней.
Во-вторых, необходимо обеспечить соответствующие уплотнения между корпусом бака и корпусом вспомогательного устройства, к которому при этом часто подведены какие-либо провода или трубки.
В связи с этим существует тенденция к сведению к минимуму количества отверстий в баке (в идеале до единственного отверстия). Соответственно, система вентиляции (выведения воздуха) с входящими в нее клапанами и соединениями переносится в глубину топливного бака.
Еще одна серьезная проблема, связанная с топливными баками транспортных средств, состоит в постоянно растущих требованиях со стороны организаций по охране среды и правительственных учреждений в отношении сведения к минимуму просачивания топлива из топливного бака и связанных с ним вспомогательных устройств. Для соответствия этим требованиям необходимы новые технические средства, обеспечивающие присоединение вспомогательных устройств к баку, по существу, при отсутствии утечек и просачивания.
Как следствие, становится стандартной практикой изготовления многослойных пластиковых топливных баков, обладающих низкой проницаемостью для горючих углеводородов, с прикреплением клапанов к подобным бакам с помощью соответствующих уплотняющих средств или приваривания (посредством высокотемпературной сварки) к внутренней поверхности бака.
Еще одна проблема, возникающая в связи с закреплением клапанов на топливных баках транспортных средств, связана с обеспечением заданного уровня топлива ("уровня отсечения"), при котором клапан срабатывает, т.е. закрывается, а также уровня топлива, при котором клапан повторно открывается. Один из факторов, влияющих на выбор уровня срабатывания клапана, - это требование в отношении объема, которое имеет особое значение для транспортного средства. Поэтому данное требование формируется, как минимизация "мертвой зоны", т.е. пространства между "максимальным уровнем топлива" и верхней стенкой топливного бака, так что новые решения не должны увеличивать указанной зоны.
Патентный документ WO 02/11973 А1 описывает топливный бак, который может быть выбран в качестве ближайшего аналога заявленного топливного бака. Известный бак изготовлен из пластика и снабжен деталями, прикрепленными к внутренней поверхности стенки указанного бака и предназначенными для прикрепления к нему вспомогательных устройств топливной системы. Указанные детали заранее снабжены оплавляющим элементом, причем деталь прикрепляется к выбранному участку внутренней поверхности посредством сварки оплавлением. Подобный топливный бак обладает конструктивными недостатками и более сложен в изготовлении, так как в качестве деталей предусмотрены только сварочная муфта, выход бака и позиционирующий элемент, служащий для прикрепления дополнительных компонентов, таких как клапан, манометр, фильтр и т.п.
Патентный документ WO 02/11973 А1, кроме того, описывает компонент топливной системы, предназначенный для прикрепления к нему вспомогательных устройств топливной системы, который может быть выбран в качестве ближайшего аналога заявляемого компонента. Известный компонент прикрепляется к участку внутренней поверхности стенки топливного бака из пластика и содержит корпус, имеющий контактную поверхность, закрепляемую на указанном участке, которая снабжена оплавляющим элементом для приваривания посредством стыковой сварки оплавлением компонента к топливному баку. Такой компонент представляет собой сварочную муфту, выход бака или позиционирующий элемент, служащий для прикрепления дополнительных компонентов, и не выполняет роль клапана, манометра, фильтра и т.п., что усложняет прикрепление компонентов к топливному баку и общее изготовление топливного бака.
Патентный документ WO 02/11973 А1 также описывает манипулятор, который может быть выбран в качестве ближайшего аналога заявленного манипулятора. Известный манипулятор предназначен для подведения вспомогательного топливного устройства к участку внутренней поверхности стенки топливного бака и прикрепления к указанному участку посредством стыковой сварки оплавлением. Известный манипулятор выполнен в виде руки, обеспечивающей возможность ввода вспомогательного топливного устройства внутрь топливного бака через выполненное в нем отверстие, и содержит захват, выполненный с возможностью обеспечения плотного контакта вспомогательного компонента с указанным участком и его прижатия с усилием к указанному участку в процессе стыковой сварки оплавлением. Такой манипулятор неспособен в должной мере упростить изготовление топливного бака и повысить эффективность такого изготовления.
Раскрытие полезной модели
Задача, на решение которой направлена полезная модель, заключается в создании топливного бака и компонента для закрепления внутри топливного бака таким образом, чтобы исключить утечку или просачивание топлива, упрощении изготовления топливного бака. Другая задача состоит в создании манипулятора для закрепления вспомогательного устройства внутри топливного бака, упрощающего изготовление топливного бака.
В соответствии с первым аспектом полезной модели предлагается топливный бак, изготовленный из пластика и снабженный по меньшей мере одним компонентом топливной системы, прикрепленным к внутренней поверхности стенки указанного бака. Указанный компонент заранее снабжен оплавляющим элементом и прикреплен к выбранному участку указанной внутренней поверхности посредством сварки оплавлением.
Отличительной особенностью предлагаемого топливного бака является то, что компонент представляет собой клапан, ловушку для жидкости, манометр или фильтр. Указанный компонент топливной системы снабжен оплавляющим элементом, введенным внутрь верхней части корпуса компонента топливной системы. За счет этого достигается технический результат, заключающийся в облегчении процесса сварки.
Согласно конкретному варианту осуществления полезной модели компонент топливной системы снабжен оплавляющим элементом (именуемым иногда также нагревательным элементом или нагревательной вставкой), который может представлять собой интегральную часть компонента или накладываться на него.
Стыковая сварка оплавлением происходит, когда пластиковые (пластмассовые) компоненты, например стенка топливного бака и часть компонента топливной системы, изготовленные из соответствующего пластика (например из термопласта), прижимают друг к другу и температуру, по меньшей мере, одной из состыкованных поверхностей повышают до значения, превосходящего точку плавления материала этой поверхности. После охлаждения данных поверхностей они оказываются приваренными одна к другой.
В соответствии со вторым аспектом полезной модели предлагается компонент топливной системы, прикрепляемый к участку внутренней поверхности стенки топливного бака из пластика, содержащий корпус, имеющий контактную поверхность, закрепляемую на указанном участке, которая снабжена оплавляющим элементом для приваривания посредством стыковой сварки оплавлением компонента к топливному баку.
Отличительной особенностью предлагаемого компонента является то, что он представляет собой клапан. Имея такой компонент можно упростить изготовление и общую конструкцию топливного бака, облегчить процесс сварки, исключить утечку или просачивание топлива.
В соответствии с третьим аспектом полезной модели предлагается манипулятор для подведения вспомогательного топливного устройства к участку внутренней поверхности стенки топливного бака и прикрепления к указанному участку посредством стыковой сварки оплавлением. Манипулятор выполнен в виде руки, обеспечивающей возможность ввода вспомогательного топливного устройства внутрь топливного бака через выполненное в нем отверстие, и содержит захват, выполненный с возможностью обеспечения плотного контакта вспомогательного топливного устройства с указанным участком и его прижатия с усилием к указанному участку в процессе стыковой сварки оплавлением.
Отличительной особенностью предлагаемого манипулятора является то, что рука является частью средств управления, выполненных с возможностью управления несколькими одновременными процессами сварки нескольких вспомогательных топливных устройств. За счет этого достигается технический результат, заключающийся в упрощении изготовления топливного бака, повышении эффективности производства.
Полезная модель в любом из своих аспектов может обладать следующими признаками.
A) Оплавляющий элемент может быть встроен в корпус вспомогательного устройства. Альтернативно, оплавляющий элемент может быть выполнен в виде отдельной детали, устанавливаемой между корпусом вспомогательного устройства и участком стенки топливного бака. Он может быть помещен также внутрь привариваемого несущего элемента, который, в частности, может иметь форму диска и помещаться между корпусом вспомогательного устройства и участком стенки топливного бака. В этом случае нагрев оплавляющего элемента будет приводить к оплавлению несущего элемента и к его привариванию с обеих сторон с обеспечением закрепления.
Б) Оплавляющий элемент представляет собой нить накала, уложенную в виде спирали или "змейки", например, внутри канавки соответствующего профиля. Однако возможно выполнение оплавляющего элемента и из листового материала с приданием ему различных контуров, например диска или плоского кольца.
B) Оплавляющий элемент активируется пропусканием через него электрического тока, подаваемого по проводам, отходящим от оплавляющего элемента. В предпочтительных вариантах эти провода выполнены легко отделяемыми от оплавляющего элемента.
Г) Оплавляющий элемент активируется пропусканием через него электрического тока, подводимого посредством индукции.
Д) Компонент топливной системы или участок топливного бака может быть снабжен намагничиваемым компонентом. В этом случае в процессе стыковой сварки оплавлением компонент притягивается к соответствующему участку бака за счет магнитных сил. Магнитное поле, под действием которого компонент притягивается к указанному участку бака и удерживается прижатым к нему в процессе стыковой сварки оплавлением, может генерироваться с помощью индукционного тока.
Е) Оплавляющий элемент активируется пропусканием через него электрического тока, подаваемого через электропроводные выводы, выполненные с возможностью контактирования с токоподводящими элементами механизма для подведения вспомогательного топливного устройства.
Ж) Вспомогательное устройство подводится к выбранному участку бака и удерживается в подведенном положении в процессе стыковой сварки оплавлением посредством механизма для подведения данного устройства. В одном из вариантов этот механизм представляет собой руку манипулятора, выполненную с возможностью ввода внутрь бака через выполненное в нем отверстие. В других вариантах может использоваться манипулятор в виде устройства, способного нести вспомогательное устройство и подводить его вплотную к стенке топливного бака. При этом манипулятор содержит соответствующие токоподводящие средства, тогда как его вторая часть выполнена с возможностью установки на противолежащую стенку топливного бака. Манипулятор может содержать также контактные элементы для подсоединения к ним соответствующих электропроводных выводов на вспомогательном устройстве с целью подачи на него электрического тока.
Далее полезная модель будет описана на примере вариантов, связанных с присоединением топливных клапанов. Однако должно быть понятно, что ее объем не ограничивается данными примерами, а включает все возможные варианты и модификации, охватываемые прилагаемой формулой полезной модели.
Краткое описание чертежей
Для того чтобы облегчить понимание устройства и возможностей его практической реализации, далее со ссылками на прилагаемые чертежи будут описаны, в качестве неограничивающих примеров, некоторые варианты его осуществления.
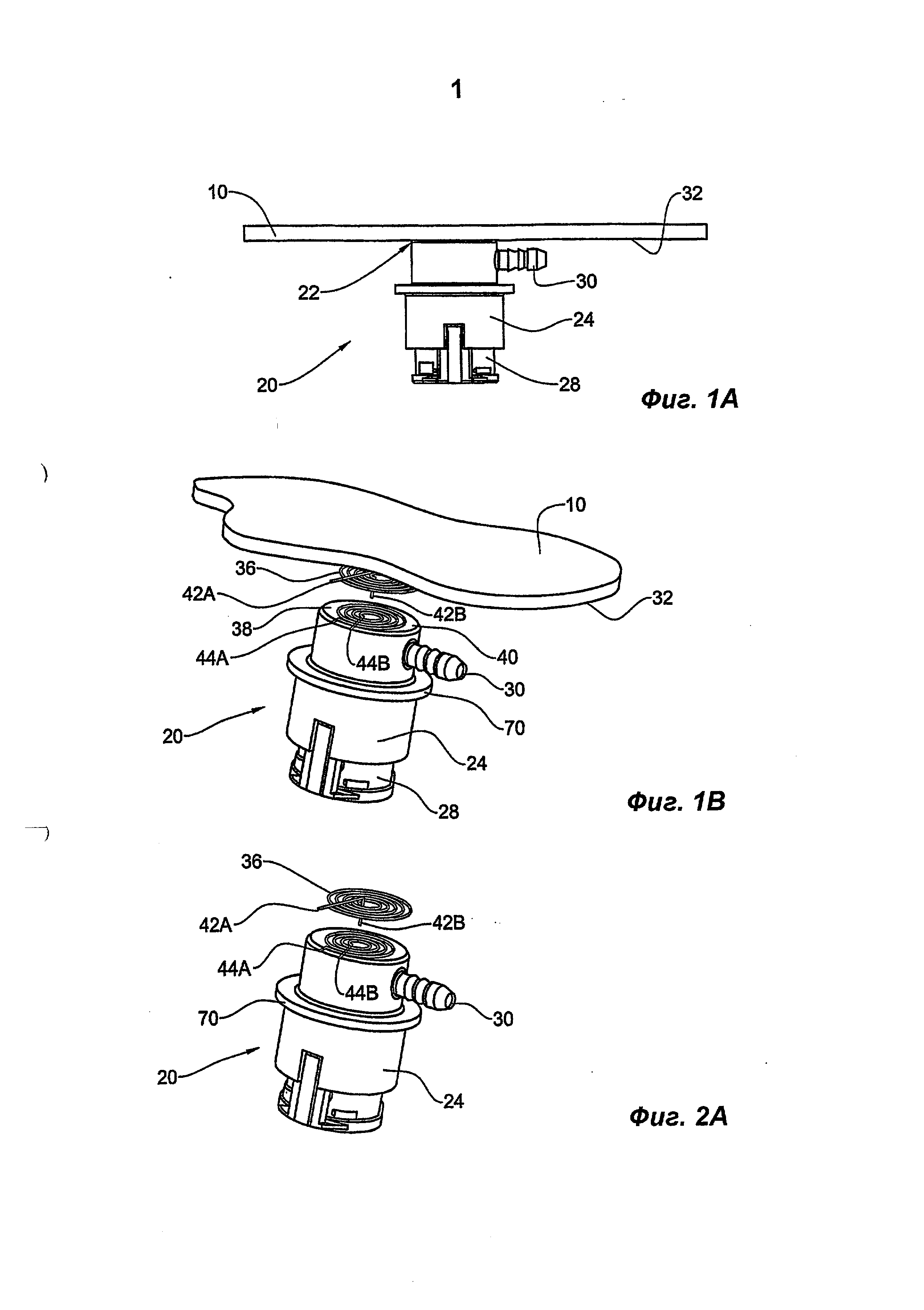
На фиг.1А показана часть топливного бака в зоне, где расположен топливный клапан, прикрепленный к баку посредством стыковой сварки оплавлением.
На фиг.1В узел, представленный на фиг.1А, показан в перспективном изображении и с пространственным разделением компонентов.
На фиг.2А в перспективном изображении представлен вариант топливного клапана согласно полезной модели.
На фиг.2В топливный клапан и часть стенки бака, показанные на фиг.1А, изображены в продольном сечении.
На фиг.3А и 3В в перспективном изображении представлены другие варианты топливного клапана согласно полезной модели.
На фиг.4 схематично, в сечении показана часть топливного бака в процессе прикрепления к ней, посредством стыковой сварки оплавлением, топливного клапана согласно одному из вариантов полезной модели.
На фиг.5А схематично, в сечении показана часть топливного бака с прикрепленным к нему топливным клапаном в соответствии с другим вариантом полезной модели.
На фиг.5В узел, представленный на фиг.5А, показан с пространственным разделением компонентов, в сечении.
Фиг.6A-6D схематично иллюстрируют процесс стыковой сварки оплавлением.
Фиг.7 иллюстрирует модификацию настоящей полезной модели, предусматривающую использование средств контроля давления в зоне сопряжения.
На фиг.8 схематично иллюстрируется установка двух клапанов внутри топливного бака.
Осуществление полезной модели
На фиг.1А показана верхняя стенка 10 топливного бака (бак в целом не изображен), изготовленного из термопластичного материала, причем на участке 22 стенки бака к ней прикреплено вспомогательное устройство, а именно контрольный клапан 20.
Хотя на чертежах и в дальнейшем описании рассматривается вспомогательное устройство в виде клапана, должно быть понятно, что термин "вспомогательное устройство" должен интерпретироваться в самом широком смысле, т.е. как охватывающий, среди других устройств, клапаны различных типов, ловушки для жидкости, датчики давления, фильтры и др., а также прикрепленные к топливному баку несущие элементы (арматуру), которые, в свою очередь, несут различные клапанные компоненты.
В приводимых далее примерах вспомогательное устройство 20 представляет собой контрольный клапан, содержащий корпус 24, выполненный из термопластичного материала, и запирающий элемент 28 мгновенного действия, удерживающий компоненты клапана в заданном положении.
Из фиг.1А можно видеть, что для прикрепления клапана к стенке 10 топливного бака не требуется никаких соединительных средств. Поэтому реальная мертвая зона, т.е. пространство между верхним допустимым уровнем топлива и верхней стенкой бака сведено к минимуму. При этом выпускной штуцер 30 расположен непосредственно под нижней поверхностью верхней стенки 10 топливного бака. Следует при этом отметить отсутствие в стенках бака каких-либо отверстий, благодаря чему топливные пары удерживаются на минимальном уровне.
Как уже упоминалось, клапан 20 прикреплен к верхней стенке 10 топливного бака посредством стыковой сварки оплавлением, осуществление которой облегчается наличием уложенного в спираль оплавляющего элемента 36. В представленных вариантах осуществления этот элемент находится в спиральной канавке 38, выполненной для него в верхней поверхности 40 клапана 20, взаимодействующей со стенкой 10.
Верхняя контактирующая поверхность 40 клапана имеет контур, соответствующий контуру соответствующей зоны стенки. В рассматриваемом примере обе контактирующие поверхности являются плоскими для того, чтобы обеспечить достаточную площадь контакта.
На фиг.1В и 2А показано также, что оплавляющий элемент 36 имеет два электропроводных вывода 42А и 42В для подачи на него электрического тока. Корпус 24 клапана 20 в своей верхней части снабжен канавками 44А и 44В. Указанные выводы, к которым, как это будет описано далее, могут быть подсоединены электрические провода или другие токоподводящие элементы, выступают из этих канавок.
В альтернативном варианте (не изображен) оплавляющий элемент может находиться внутри привариваемого несущего элемента. В частности, он может находиться внутри дискового элемента, расположенного между корпусом вспомогательного устройства и соответствующим участком стенки топливного бака. В этом случае нагрев оплавляющего элемента приводит к оплавлению несущего элемента, который благодаря этому приваривается обеими своими поверхностями, обеспечивая требуемое соединение.
На фиг.3А представлен топливный клапан 50, у которого оплавляющий элемент 52 в виде нити накала уложен змейкой в канавку 54 соответствующего профиля, образованную в верхней стенке корпуса 56 клапана. Электропроводные выводы 58А и 58В выступают из канавок 60А и 60В, образованных в стенке корпуса 56 для укладки выводов. Выводы 58А и 58В подведены соответственно к гнездам 62А и 62В для подключения к источнику тока, как это будет описано далее со ссылкой на фиг.6А.
На фиг.3В изображен клапан 50', аналогичный показанному на фиг.3А, за исключением того, что оплавляющий элемент 63 имеет форму открытого кольца из листового материала, которое расположено на верхней поверхности корпуса и может быть подсоединено к источнику тока через выводы 64, проведенные через периферийную часть 65 корпуса. При этом должно быть понятно, что при изготовлении оплавляющего элемента из листового материала ему могут быть приданы и другие формы.
Корпус (обозначенный, как 24 на фиг.1 и 2А и как 56 на фиг.3) снабжен фланцем 70, назначение которого будет пояснено далее со ссылкой на фиг.6А и 6В.
Фиг.2В иллюстрирует, каким образом клапан 20 приваривается к участку 22 нижней поверхности 32 верхней стенки 10 топливного бака посредством стыковой сварки оплавлением в зоне 66. Стыковая сварка оплавлением осуществляется путем пропускания электрического тока через оплавляющий элемент (металлическую спираль 36) с целью нагрева термопластичного материала до температуры, превышающей его точку плавления, при удерживании клапана 20 прижатым к поверхности 32, с последующим остыванием расплавленного материала и образованием сварного соединения.
Процесс стыковой сварки оплавлением зависит от ряда параметров, таких как толщина и профиль оплавляющего элемента, форма и плотность укладки витков спирали или отрезков змейки, глубина канавки для оплавляющего элемента в свариваемом компоненте, тип пластика, размеры свариваемой зоны, характер и интенсивность электрического тока, пропускаемого через оплавляющий элемент. Кроме того, в зависимости от формы и размеров вспомогательного устройства может использоваться одна или более зон стыковой сварки оплавлением. В частности, несколько зон сварки целесообразно использовать применительно к крупным несущим компонентам.
Далее будет рассмотрена фиг.4, на которой представлен другой вариант топливного клапана 76, закрепленного в верхней части корпуса 78 с использованием оплавляющего элемента 80 в форме спирали. Ниже оплавляющего элемента располагается металлический элемент 82 (представляющий собой диск), находящийся внутри верхней части корпуса 78. При использовании данной конструкции для осуществления стыковой сварки оплавлением в оплавляющем элементе 80 генерируется ток за счет индукции, создаваемой с помощью индуктора в форме катушки 86. Катушка 86 генерирует, кроме того, магнитное поле, действующее на диск 82, в результате чего весь корпус 78 притягивается к нижней поверхности 90 участка 92 верхней стенки топливного бака. Тем самым обеспечивается плотный контакт между корпусом и стенкой бака.
В соответствии с неизображенной модификацией данного варианта диск 82 не находится внутри корпуса 78 вспомогательного устройства, а введен в полость 96 клапана, так что он может быть удален после завершения процесса стыковой сварки оплавлением.
Вариант, представленный на фиг.5А и 5В, отличается от предыдущих вариантов в отношении общей конфигурации вспомогательного устройства, т.е. клапана 100. При этом соответствующий участок верхней стенки 102 топливного бака имеет выступающую часть 104, размеры которой таковы, что в нее со скольжением может входить верхняя часть корпуса клапана 100. Тем самым исключается необходимость приложения к клапану поддерживающего усилия во время сварки.
В данном варианте оплавляющий элемент представляет собой спиральную нить 106 накала, расположенную коаксиально верхней части 108 корпуса клапана 100. Верхняя часть 108 клапана может быть при этом снабжена спиральной канавкой для укладки в нее оплавляющего элемента 106.
Вариант по фиг.5А и 5В обеспечивает минимизацию мертвой зоны между нижней поверхностью 110 верхней стенки 102 топливного бака и наивысшим уровнем топлива внутри клапана 100.
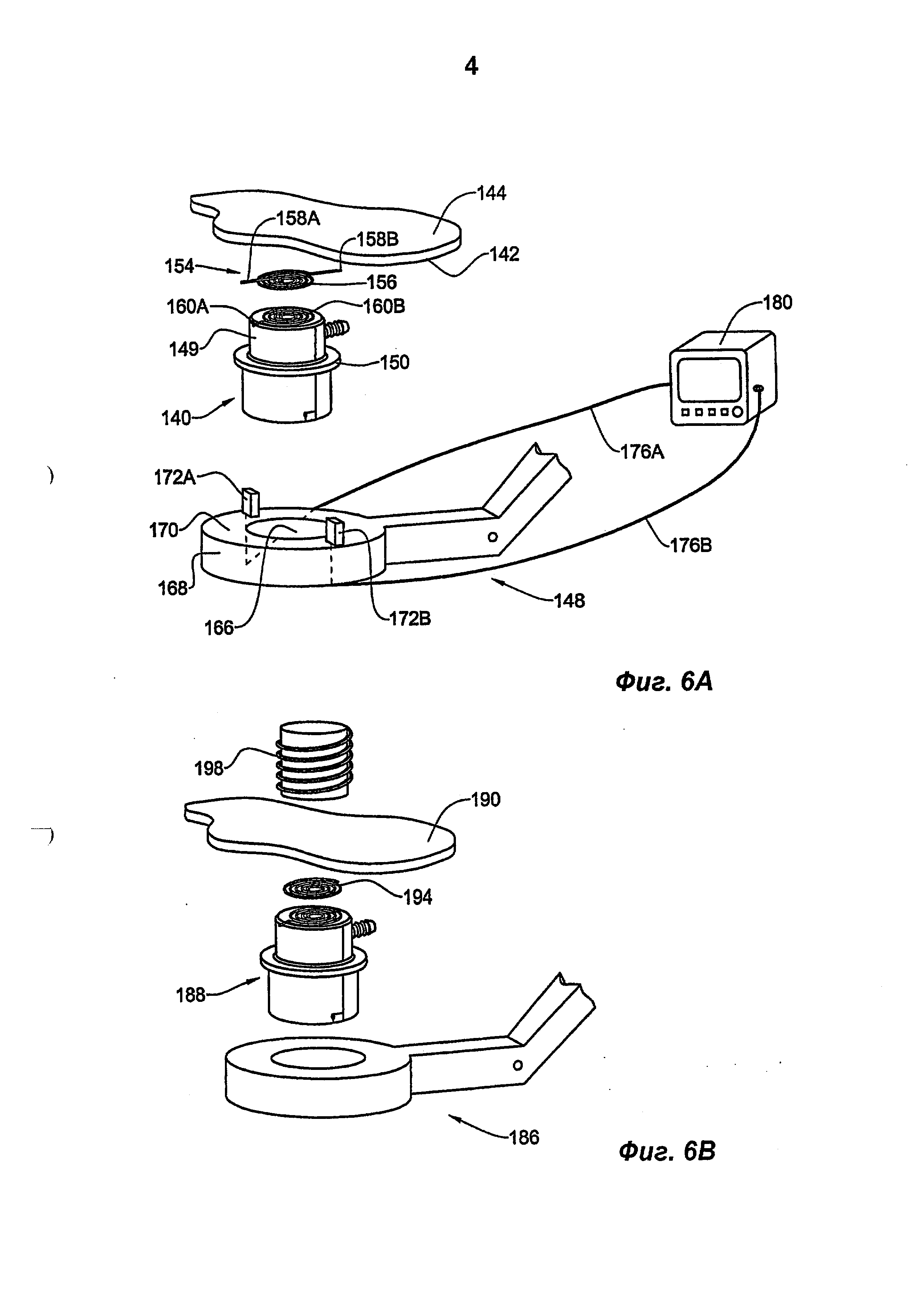
Фиг.6А иллюстрирует процесс прикрепления вспомогательного устройства 140 стыковой сваркой оплавлением к нижней поверхности 142 верхней стенки 144 топливного бака с помощью манипулятора 148.
Вспомогательное устройство 140 соответствует клапану 20 по фиг.1В и 2А. Клапан содержит корпус 149, у которого имеются фланец 150 и спиральная канавка 154, в которой размещен спиральный оплавляющий элемент 156 с электропроводными выводами 158А и 158В, выступающими в радиальном направлении за канавки 160А и 160В, выполненные в верхней части корпуса 149.
Для осуществления стыковой сварки оплавлением клапан 140 помещают внутрь приемного гнезда 166 захвата 168 вспомогательного устройства, входящего в состав манипулятора 148.
Затем рука манипулятора вводится через отверстие, имеющееся в баке (в типичном случае через предусмотренное в баке отверстие для топливного насоса). При этом клапан 140 находится в гнезде 166, упираясь своим фланцем 150 на верхнюю поверхность захвата 170, в то время как электропроводные выводы 158А и 158В находятся в электрическом контакте с токоподводящими элементами (стержнями) 172А и 172В манипулятора 148. Эти стержни, в свою очередь, подсоединены проводами 176А, 176В соответственно к источнику 180 тока.
После того как верхняя поверхность корпуса 149 клапана будет прижата к нижней поверхности 142 верхней стенки 144 топливного бака, через контактные стержни 172А и 172В к электропроводным выводам 158А и 158В оплавляющего элемента 156 подается электрический ток. В результате спиральный оплавляющий элемент выделяет тепло, оплавляющее пластмассовый материал. После это подача тока прекращается, чтобы расплавленный материал мог застыть и тем самым обеспечить сварное соединение посредством стыковой сварки.
В варианте по фиг.6В применен манипулятор 186, аналогичный представленному на фиг.6А, с тем отличием, что он не используется для подачи тока, а служит только для подведения клапана 188 к соответствующей зоне верхней стенки 190 топливного бака и для приложения умеренного давления в процессе стыковой сварки оплавлением. Нагрев оплавляющего элемента 194 в этом случае осуществляется током, возбуждаемым посредством индукции, создаваемой с помощью наружного индуктора 198.
В обоих вариантах по фиг.6А и 6В манипулятор 148 (186) отводится после охлаждения зоны сварки.
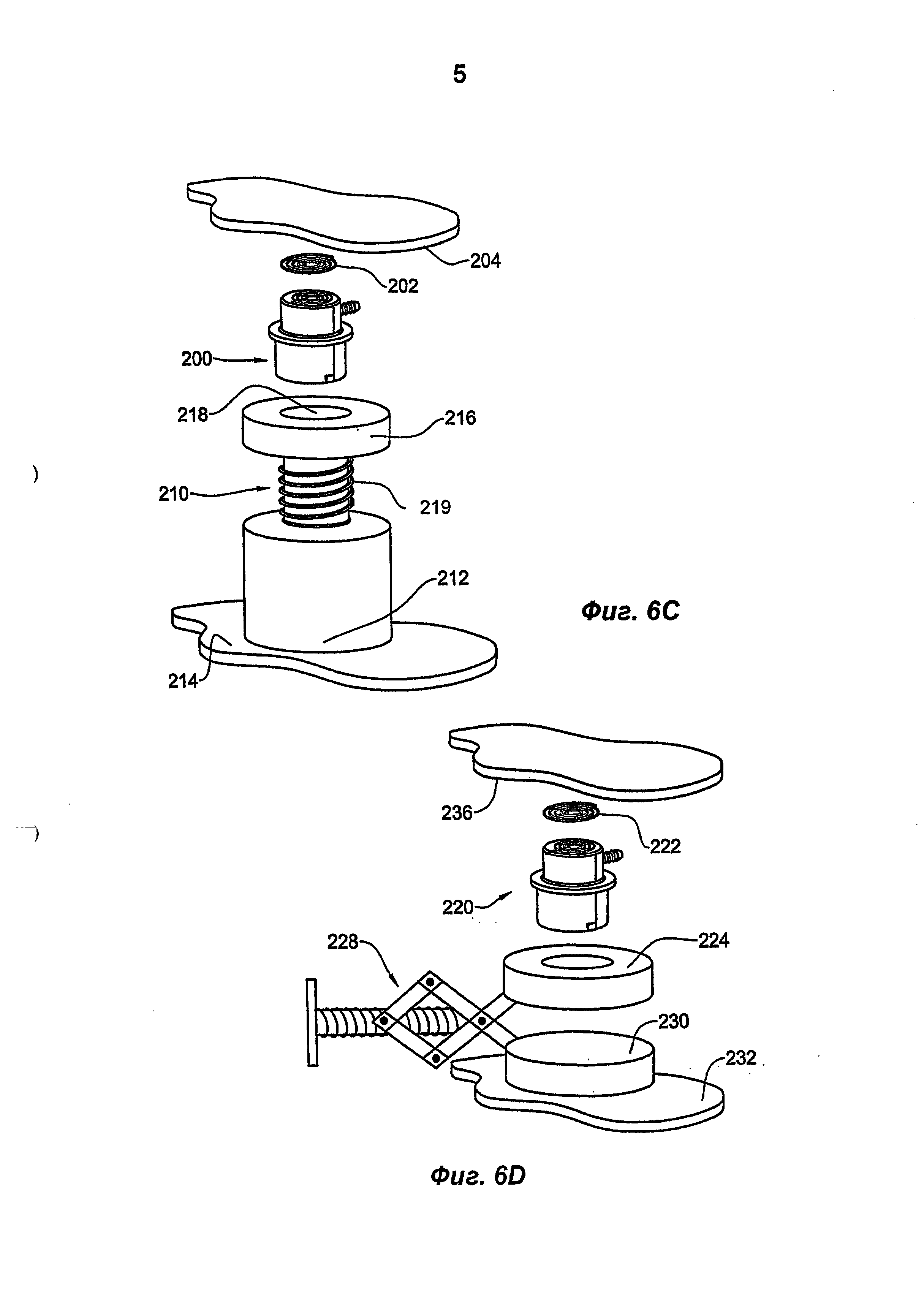
На фиг.6С представлен топливный клапан 200, снабженный оплавляющим элементом 202, аналогичным использованному в предыдущих вариантах. Для того чтобы правильно позиционировать клапан 200 в зоне сварки и обеспечить требуемый контакт с внутренней поверхностью стенки 204 топливного бака, используется плунжерный блок 210, нижняя часть которого упирается в нижнюю стенку 214 топливного бака, а верхняя часть 216 снабжена держателем 218 клапана и соответствующими токоподводящими средствами (не изображены). При этом подпружиненная (посредством спиральной пружины 219) верхняя часть 216 создает осевое усилие, действующее на клапан 200. Тем самым обеспечивается требуемый контакт клапана с внутренней поверхностью стенки 204 бака. Плунжерный блок может управляться с применением различных средств, таких как электромагнитные, гидравлические, пневматические и т.д.
В варианте по фиг.6D клапан 220, снабженный оплавляющим элементом 222, устанавливается в держатель 224 механизма 228, выполненного по типу механических ножниц, к одному рычагу которого прикреплен опорный элемент 230, накладываемый на нижнюю стенку 232 топливного бака. Разведение рычагов механизма приводит к вертикальному перемещению держателя 224, благодаря чему клапан с усилием прижимается к внутренней поверхности стенки 236 топливного бака. При этом подача электрического тока на оплавляющий элемент обеспечивает проведение стыковой сварки оплавлением, как это было описано выше.
Далее рассматривается вариант по фиг.7. Для того чтобы обеспечить в процессе стыковой сварки оплавлением правильное и плотное прижатие вспомогательного устройства, в частности клапана 240, к соответствующей части стенки 242 топливного бака, могут быть предусмотрены датчики 246 давления. Они могут быть выполнены, например, в виде тензодатчиков или микропереключателей, которые в данном варианте устанавливаются на конце руки 250 манипулятора. Однако подобные датчики или индикаторы давления могут устанавливаться и на других участках манипулятора.
На фиг.8 иллюстрируется одновременное прикрепление двух вспомогательных устройств, а именно клапанов 260А и 260В к внутренней поверхности стенки 264 топливного бака. Данный вариант предусматривает установку двух индукторов 266А и 266В над зонами, в которых должно проводиться приваривание соответствующих клапанов 260А и 260В. Предусмотрен также контроллер С, обеспечивающий одновременную подачу тока к индукторам 266А и 266В и к клапанам 260А и 260В. Должно быть понятно, что представленная система ориентирована скорее на крупные вспомогательные устройства (чем на отдельные клапаны), например на несущий компонент, прикрепляемый к внутренней стенке топливного бака, к которому, в свою очередь, крепятся другие вспомогательные устройства.
Хотя выше были описаны, со ссылками на чертежи, несколько вариантов полезной модели, необходимо подчеркнуть, что они не должны рассматриваться как ограничивающие объем полезной модели, которая включает все возможные варианты и модификации, охватываемые идеей полезной модели и лежащие, с учетом возможных соответствующих вариаций, в пределах прилагаемой формулы полезной модели.
Например, оплавляющий элемент может быть заранее интегрирован в какой-либо топливный элемент или в стенку топливного бака. Альтернативно, он может быть введен в соответствующую полость, предусмотренную во вспомогательном устройстве или в стенке бака. Альтернативно, оплавляющий элемент просто устанавливается между вспомогательным устройством и участком стенки.
Реферат
1. Топливный бак, изготовленный из пластика и снабженный, по меньшей мере, одним компонентом топливной системы, прикрепленным к внутренней поверхности стенки указанного бака и представляющим собой клапан или ловушку для жидкости или манометр, или фильтр; при этом компонент топливной системы заранее снабжен оплавляющим элементом, введенным внутрь верхней части корпуса компонента топливной системы, причем компонент топливной системы прикреплен к выбранному участку указанной внутренней поверхности посредством сварки оплавлением. ! 2. Бак по п.1, отличающийся тем, что оплавляющий элемент представляет собой нить накала. ! 3. Бак по п.1, отличающийся тем, что оплавляющий элемент выполнен из электропроводного листового материала. ! 4. Бак по п.1, отличающийся тем, что оплавляющий элемент выполнен с возможностью активирования пропусканием через него электрического тока, подаваемого по отходящим от него проводам. ! 5. Бак по п.1, отличающийся тем, что оплавляющий элемент активируется пропусканием через него электрического тока, подводимого посредством индукции. ! 6. Бак по п.1, отличающийся тем, что компонент топливной системы или указанный участок бака снабжен намагничиваемым компонентом, обеспечивающим в процессе стыковой сварки оплавлением притягивание компонента топливной системы к указанному участку бака посредством магнитных сил. ! 7. Бак по п.1, отличающийся тем, что магнитное поле для обеспечения притягивания компонента топливной системы к указанному участку бака и удерживания его прижатым к указанному участку с помощью намагничиваемого компонента генерируется посредством индукционного тока. ! 8. Бак по п.1, о�
Формула

Комментарии