Устройство для транспортировки рулонных изделий и относящиеся к нему способы - RU2496705C2
Код документа: RU2496705C2
Чертежи




Описание
Ссылки на перекрестные заявки
Данная заявка в целом относится к следующим, одновременно находящимся на рассмотрении патентным заявкам US № 12/231739, озаглавленная «Устройство для направления и разрезания рулонных изделий и относящиеся к нему способы»; № 12/231755, озаглавленная «Устройство для транспортировки и позиционирования конвертов и относящиеся к нему способы»; № 12/231753, озаглавленная «Устройство для вкладывания отдельных предметов в конверты и относящиеся к нему способы»; № 12/231754, озаглавленная «Устройство для транспортировки отдельных листов в конверты и относящиеся к нему способы»; и № 12/231730, озаглавленная «Транспортное устройство для конвертов и относящиеся к нему способы», все из которых имеют одну дату подачи, и содержания которых полностью включены здесь посредством ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к оборудованию для обработки и, более конкретно, к устройству для преобразования бумаги в листы, подборки и автоматического заполнения конвертов.
Описание предшествующего уровня техники
Известно оборудование для обработки, предназначенное для автоматического заполнения конвертов. Подобное оборудование может включать в себя компоненты для подачи предварительно отпечатанного рулона бумаги, для разрезания такого рулона на один или более отдельных листов, для подборки листов и для подачи таких подборок отдельных листов в конверты. Такое оборудование дополнительно может включать в себя компоненты для транспортировки заполненных конвертов к определенному месту расположения. В промышленности давно известны устройства, которые выполняют эти и другие функции. Однако необходимы усовершенствования там, где требуются учет больших объемов бумажных листов и высокие скорости, без ухудшения точности, надежности и качества конечного продукта.
Более конкретно, на большом рулоне бумаги обычно печатают в отдельных зонах части конкретной информации. То есть исходный рулон бумаги содержит огромное число отдельных зон с уже напечатанной конкретной информацией в виде штампов, причем каждая отдельная зона определяет, что должна в конечном итоге содержать отдельная страница или лист конкретной информации в виде штампа. Для того чтобы усложнить процесс, изменяемое число листов с соответствующими штампами должно быть помещено в конверты, так что содержание одного конверта отличается от содержания другого конверта количеством листов и, разумеется, конкретными штампами на вложенных листах. В качестве одного примера, для финансовых отчетов многочисленных клиентов или подробностей счетов может требоваться, чтобы было нарезано различное число листов для клиента или для конкретных отчетов, соответственно, подобрано, наполнено и выгружено для доставки. Таким образом, содержание каждого конверта включает в себя либо отдельный лист, либо «подборку» от двух до множества листов, причем каждая «подборка» является специальной для направления адресату почтой.
В такой приведенной в качестве примера операции финансовая организация может направить информацию о выставлении счета или информацию об инвойсе каждому из своих клиентов. Для информации о счете или для «штампов» для одного клиента может потребоваться примерно от одного итогового листа до некоторого числа листов, которые должны быть отсортированы, подобраны и затем помещены в этот конверт клиента. Хотя вся эта информация может быть отпечатана в отдельных зонах размером в лист, на одном рулоне, эти зоны должны быть хорошо определены, разрезаны, соединены или подобраны в листы для одного и того же адресата или пункта назначения, помещены в конверты, обработаны и выгружены. Таким образом, система для осуществления этого процесса в прошлом включала в себя определенные типичные компоненты, такие как стойка для бумажных рулонов, привод, листорезальное устройство, блок для соединения, блок для сбора или подбора, фальцевальное устройство, устройство для подачи конвертов, устройство для заполнения конвертов и также блоки обработки и выгрузки. Электронные управляющие устройства используются для того, чтобы управлять системой, чтобы коррелировать функции так, чтобы надлежащие листы были подобраны и помещены в конверты надлежащих мест назначений.
В таких многокомпонентных системах скорость прохождения от бумажного рулона до обработанного конверта зависит от скорости каждого компонента, при этом общая скорость производства является функцией самого медленного или самого слабого связующего компонента. Подобным образом ограничена общая надежность. Кроме того, среднее время простоя, начиная с любой неполадки или выхода из строя и до ремонта, ограничено наиболее предрасположенным к ремонту, а также требующим наибольшего обслуживания компонентом. Такие системы являются капиталоемкими, требующими значительной площади пола или опорной поверхности, к тому же они требуют значительных затрат труда, материалов, возможностей обслуживания и оборудования.
В подобной системе иногда необходимо транспортировать единичный отдельный лист материала или два отдельных, расположенных бок о бок листа материала, например, между режущим устройством и секцией фальцовки и промежуточного хранения. Традиционные системы могут иметь тенденцию повреждать листы материала или могут проявлять плохие рабочие характеристики, обусловленные избыточным износом и задиром твердых конструкций, используемых для зацепления листов.
Соответственно, требуется создать усовершенствованное устройство для транспортировки бумаги в высокоскоростной транспортно-загрузочной машине. Также требуется создать систему для транспортировки и относящиеся к ней способы, которые учитывают проблемы, наблюдаемые в традиционных системах для бумаги.
Сущность изобретения
С этой целью в одном конкретном варианте осуществления настоящего изобретения предложено устройство для транспортировки отдельного бумажного или пленочного предмета в продольном направлении. Устройство включает в себя верхний зацепляющий участок для контактирования с первой стороной предмета и нижний зацепляющий участок для контактирования со второй стороной предмета, противоположной первой стороне, и соответственно взаимодействующий с верхним зацепляющим участком, чтобы перемещать предмет в продольном направлении. По меньшей мере один из участков, верхний зацепляющий участок или нижний зацепляющий участок, включает в себя множество отклоняемых элементов для зацепления предмета. Отклоняемые элементы могут быть, например, в виде щетинок. Один из зацепляющих участков, верхний или нижний, может включать в себя множество отклоняемых элементов, в то время как другой из зацепляющих участков, верхний или нижний, включает в себя резиновую ленту для зацепления предмета. Устройство может включать в себя приводной механизм, который технологически соединен по меньшей мере с одним из зацепляющих участков, верхним или нижним, для перемещения предмета в продольном направлении. Приводной механизм может быть выполнен с возможностью приведения в действие верхнего и нижнего зацепляющих участков по существу с равными окружными скоростями. Приводной механизм дополнительно или альтернативно быть сервоустройством. Отклоняемые элементы могут быть размещены с возможностью отклонения и посредством этого размещать толщину предмета. Нижний зацепляющий участок может включать в себя пару противоположных ленточных узлов, причем устройство включает в себя опорную поверхность, расположенную между противоположными ленточными узлами для поддержки центрального участка предмета.
Верхний и нижний зацепляющие участки могут быть выполнены с возможностью перемещения двух расположенных бок о бок бумажных или пленочных предметов в продольном направлении, причем опорная поверхность выполнена с возможностью поддержки внутренних кромок каждого из предметов. По меньшей мере один ролик может быть расположен для контактирования с предметом и взаимодействия по меньшей мере с одним из участков, верхним зацепляющим участком или нижним зацепляющим участком, чтобы направлять предмет в продольном направлении. Верхний зацепляющий участок может включать в себя первую пару противоположных ленточных узлов, при этом нижний зацепляющий участок может включать в себя вторую пару противоположных ленточных узлов, взаимодействующих соответственно с первой парой ленточных узлов для зацепления предмета. Ленточные узлы по меньшей мере первой или второй пары являются непараллельными относительно друг друга. Ленточные узлы по меньшей мере первой пары или второй пары могут расходиться в продольном направлении.
В другом варианте осуществления настоящего изобретения предложено устройство для транспортировки пары отдельных, расположенных бок о бок бумажных или пленочных предметов в продольном направлении. Устройство включает в себя верхний зацепляющий участок, включающий первую пару противоположных ленточных узлов, для контактирования с соответствующими первыми сторонами каждого из предметов и соответствующими боковыми кромками каждого из предметов, и нижний зацепляющий участок. Нижний зацепляющий участок включает в себя вторую пару противоположных ленточных узлов, которые взаимодействуют, соответственно, с первой парой ленточных узлов для контактирования со вторыми сторонами каждого из предметов, противоположными первым сторонам, и, соответственно, взаимодействует с верхним зацепляющим участком для перемещения предметов в продольном направлении. Один из участков, верхний зацепляющий участок или нижний зацепляющий участок, включает в себя множество щетинок для зацепления предметов, при этом ленточные узлы по меньшей мере первой пары или второй пары являются непараллельными относительно друг друга. Другой из участков, верхний зацепляющий участок или нижний зацепляющий участок, может включать в себя резиновую ленту для зацепления предметов.
В еще одном варианте осуществления настоящего изобретения предложена автоматическая машина для заполнения конверта и включает в себя первый конец, связанный с подачей рулона бумаги в продольном направлении. Участок машины выполнен с возможностью обрабатывать рулон бумаги в отдельные бумажные предметы. Второй конец связан с подачей конвертов к отдельным бумажным предметам. Машина включает в себя устройство для транспортировки, которое включает в себя верхний зацепляющий участок для контактирования с первой стороной предметов и нижний зацепляющий участок для контактирования со второй стороной предметов, противоположной первой стороне, и, соответственно, взаимодействующий с верхним зацепляющим участком для перемещения предметов ко второму концу. По меньшей мере один из участков, верхний зацепляющий участок или нижний зацепляющий участок, включает в себя множество отклоняемых элементов для зацепления предметов.
В другом варианте осуществления настоящего изобретения предложен способ для транспортировки отдельного бумажного или пленочного предмета в продольном направлении. Первая сторона предмета входит в зацепление по существу с твердой поверхностью. Вторая сторона предмета, противоположная первой стороне, входит в зацепление по существу с упругой поверхностью, которая отклоняется при ее вхождении в зацепление с предметом. По существу твердая поверхность и по существу упругая поверхность перемещаются, чтобы посредством этого перемещать предмет в продольном направлении. Способ может включать в себя перемещение по существу твердой поверхности и по существу другой поверхности по существу при равных окружных скоростях. Центральный участок предмета может контактировать с опорной поверхностью, чтобы посредством этого поддерживать предмет при его перемещении в продольном направлении, при этом предмет перемещается в продольном направлении относительно опорной поверхности. В альтернативном варианте способ может включать в себя вхождение в зацепление пары расположенных бок о бок бумажных или пленочных предметов с по существу твердой поверхностью и с по существу упругой поверхностью, чтобы за счет этого перемещать пару предметов в продольном направлении. Способ может дополнительно или альтернативно включать в себя перемещение предметов наружу относительно друг друга в продольном направлении. Способ может включать в себя зацепление предмета по боковым кромкам предметов.
Такое устройство и способы являются особенно эффективными в системах преобразования бумаги и заполнения конвертов, предполагающих усовершенствованные устройства и способы преобразования бумаги и вкладывания листов, на основе модулей, и имеющих усовершенствованные транспортно-погрузочные устройства, сервоприводные компоненты, усовершенствованный датчик плотности и усовершенствованные решения управления, регулирующие работу системы. Один или более из вариантов осуществления настоящего изобретения предполагает выполнение усовершенствованного транспортирующего устройства, которое может быть использовано в качестве модуля модульной системы преобразования бумаги и вкладывания листов, в которой поэтому человеческие ресурсы, требуемое пространство, требуемое оборудование, обслуживание, трудозатраты и материалы, и оборудование сокращены по сравнению с традиционными системами подобной пропускной способности.
Более конкретно, такие усовершенствованные устройства и способы предполагают множество функциональных модулей, выполняющих следующие функции в последовательности модулей, подобных или отличающихся модулей, где конкретный модуль является многофункциональным.
Функции включают в себя:
- транспортировку/разматывание отпечатанного бумажного рулона;
- нарезание бумаги полосами и разрезание;
- подборку и сбор листов;
- фальцовку листов;
- транспортировку для сопряжения с вкладышами;
- подачу конверта;
- сопряжение подборки и вкладывание; и
- обработку конверта и выгрузку.
Более конкретно, один или более аспектов изобретения могут предполагать, без ограничения, новое и единственное устройство, и способы для:
(а) направления полотна бумаги или пленки, содержащего отпечатанные штампы, в режущее устройство;
(b) обработку полотна посредством операции разрезания на полосы и поперечного разрезания;
(с) транспортировку и соединение отдельных листов вкладыша;
(d) накопление заданных стопок отдельных листов вкладыша;
(е) направление и транспортировку стопки из отдельных листов вкладыша к секции заполнения конвертов;
(f) транспортировку отдельных конвертов к секции заполнения конвертов;
(g) создание и обработку стопки конвертов до процесса заполнения конвертов; и
(h) обработку отдельного конверта из стопки конвертов и через секцию заполнения конверта.
Хотя совокупность конкретных функций в конкретных модулях являются уникальными совокупностями, изобретение по данному применению заключается в первую очередь в устройстве для транспортировки бумаги и способах, описанных здесь.
Краткое описание чертежей
Фиг.1 представляет собой вид в перспективе, иллюстрирующий участок машины для обработки, предназначенной для заполнения конвертов отобранными бумажными или пленочными предметами;
фиг.2 представляет собой вид в перспективе транспортного модуля машины для обработки согласно фиг.1;
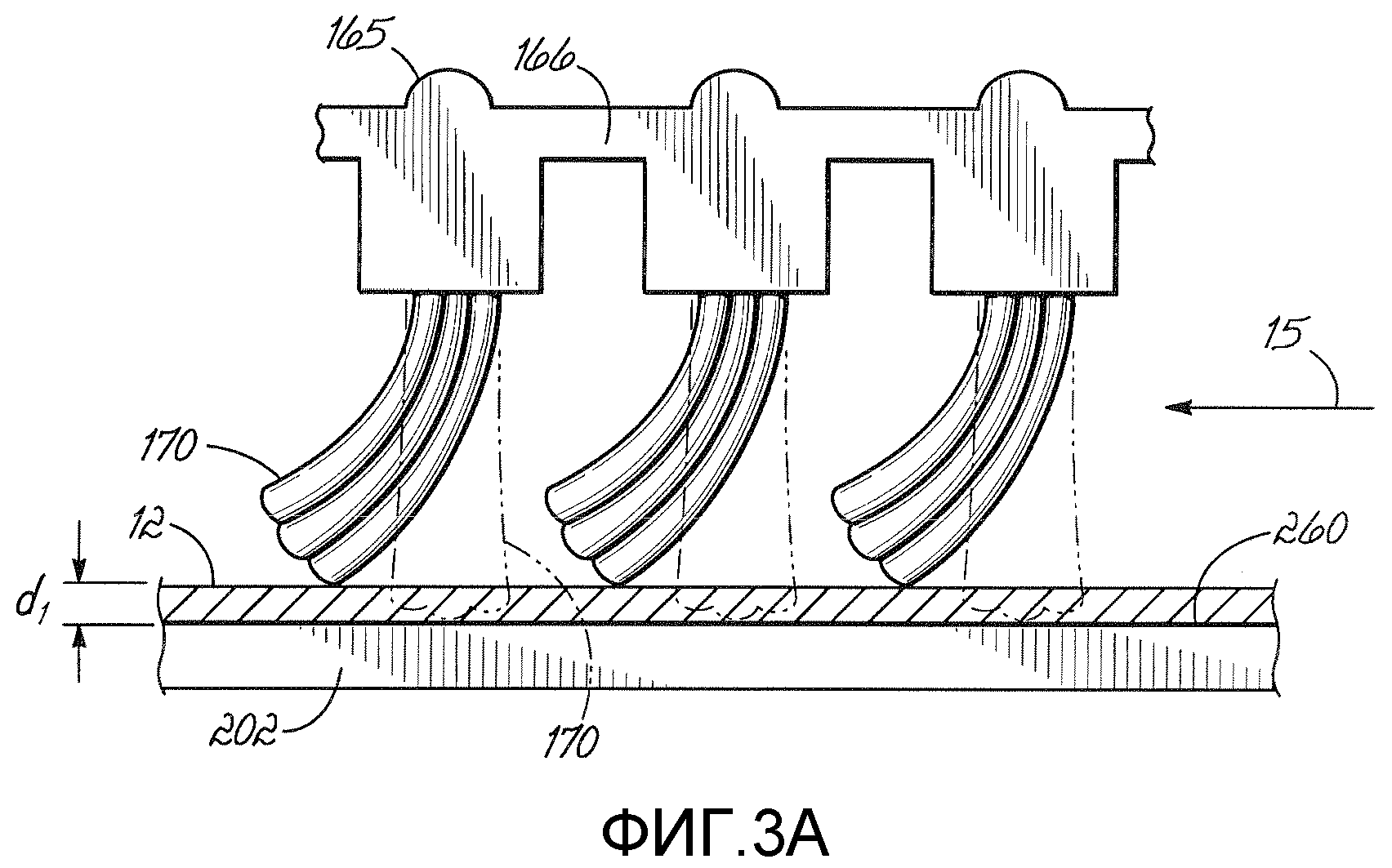
фиг.3А представляет собой вид сверху множества щетинок транспортного модуля согласно фиг.2;
фиг.3D представляет собой вид сверху, подобный виду на фиг.3А, на котором показаны щетинки с ориентацией, отличной от ориентации, показанной на фиг.3А;
фиг.4 представляет собой схематичный вид сверху элементов транспортного модуля согласно фиг.2.
Подробное описание изобретения
На чертежах и, более конкретно, на фиг.1 показан участок приведенной в качестве примера машины 10 для обработки, предназначенной для обработки полотна 12 бумаги или пленки. Хотя и не показано, полотно 12, обрабатываемое машиной 10 для обработки, поступает, например, из рулона (не показано) материала, содержащего такое полотно. Рулон в целом соединен с первым концом 14 машины 10 для обработки и разматывается известными в технике способами, например, путем приведения в действие шпинделя, на котором надет сердечник рулона, или путем взаимодействия поверхности рулона с лентой или подобным устройством. Обычно, на полотне 12 предварительно напечатаны штампы в отдельных зонах.
Таким образом, полотно 12 перемещается в продольном направлении, в целом указанном стрелкой 15, через несколько модулей, которые составляют машину 10 для обработки. В приведенном в качестве примера варианте осуществления настоящего изобретения согласно фиг.1, машина 10 для обработки разрезает материал полотна на отдельные листы (соответствующие «зонам») материала («вкладыши») и подает их в конверты, подаваемые обычно с противоположного конца 16 машины 10 для обработки. Машина 10 для обработки может кроме того транспортировать содержащие вкладыши конверты от показанного участка машины 10 для обработки для последующей обработки или выгрузки. Приведенная в качестве примера машина 10 для обработки включает в себя, как отмечено выше, несколько модулей для осуществления различных этапов в обработке полотна и получающихся из него вкладышей, также как и для обработки конвертов. Специалистам в данной области техники должно быть хорошо понятно, что машина 10 для обработки может включать в себя другие модули, в дополнение или вместо тех, которые показаны здесь.
Первым из показанных модулей является, например, модуль 30 резки, относительно проксимальный к первому концу 14 машины 10 для обработки, который разрезает полотно 12 на отдельные предметы, такие как вкладыши (не показаны) для последующей обработки. Модуль 40 транспортировки контролирует и транспортирует отдельные вкладыши, принятые из модуля резки, и подает их в модуль 50 фальцовки и промежуточного хранения. Модуль 50 может, если это необходимо, формировать стопки из отдельных вкладышей для последующей обработки, например, если назначение производства требует заполнения конвертов вкладышами, образованными более чем одним отдельным листом. Модуль 50 фальцует отдельные листы, если это требуется назначением производства, вдоль продольной оси отдельных вкладышей, расположенных обычно вдоль продольного направления. Кроме того, модуль 50 собирает, подбирает-сортирует или осуществляет промежуточное хранение наборов отдельных листов в отдельно транспортируемые стопки, если конкретное производство требует этого.
Как опять же видно на фиг.1, модуль 60 ввода принимает вкладыши из модуля 50 фальцовки и промежуточного хранения и объединяет с компонентами из модуля 70 заполнения, чтобы транспортировать вкладыши и подавать их в конверты. Конверты, в свою очередь, транспортируются и подаются к модулю 70 заполнения транспортером 80 для конвертов. Транспортный узел 90 технологически соединен с модулем 70 заполнения и транспортером 80 для конвертов для транспортировки набитых или наполненных конвертов от показанного участка конвертера 10 для последующей обработки или размещения.
На фиг.2 и 3А-3D подробно проиллюстрирован приведенный в качестве примера модуль 40 транспортировки. Модуль 40 включает в себя опорную раму или корпус 100 (показанный штрихпунктирной линией), которая является опорой для различных составных частей модуля, который более подробно описан ниже. Опорная рама 100 в данном варианте осуществления настоящего изобретения изготовлена из металла, хотя могут быть выбраны вместо этого другие подходящие материалы. Чехол или крышка 104 (фиг.1) ограничивает доступ к движущимся составным частям модуля 40 и может, например, дополнительно защищать рулон 12 от обрезков и т.п. Чехол или крышка 104 может быть изготовлен, например, из прозрачного или просвечивающего материала, чтобы обеспечить во время работы наблюдение за рулоном и движущимися составными частями.
Модуль 40 транспортировки включает в себя верхний зацепляющий участок 120 и нижний зацепляющий участок 130 для зацепления, соответственно, первой (например, верхней) стороны 12а полотна и второй (например, нижней) стороны 12b полотна 12. Используемый здесь и в контексте модуля 40 транспортировки термин «полотно» в целом относится к отдельному бумажному или пленочному предмету или паре бумажных или пленочных предметов, размещенных бок о бок. Верхний зацепляющий участок 120 и нижний зацепляющий участок 130 взаимодействуют друг с другом, чтобы перемещать полотно 12 от первого конца 40а модуля 40 ко второму концу 40b модуля 40 в продольном направлении (стрелка 15). В этом отношении схематично обозначенный приводной механизм, например, в виде серводвигателя 150 технологически соединен с одним или обоими участками, верхним и нижним зацепляющими участками 120, 130, чтобы вызвать их перемещение, и посредством этого перемещать полотно 12 в продольном направлении.
Более конкретно, в данном приведенном в качестве примера варианте осуществления настоящего изобретения, сервоустройство 150 технологически соединено с первой парой зубчатых передач или звездочек 150, проксимальных ко второму концу 40b и которые находятся в жестком приводном зацеплении с парой ленточных узлов 160, 164 верхнего зацепляющего участка 120. Хотя и не показано, в данном варианте осуществления настоящего изобретения сервоустройство 150 приводит в действие общий вал, который соединен, через приводные ленты или шкивы, с каждой из двух звездочек 154 верхнего зацепляющего участка 120. Жесткое приводное зацепление с ленточными узлами 160, 164 облегчается в данном варианте осуществления настоящего изобретения с помощью выступающих участков 165 (фиг.3А) лент 166, которые входят в зацепление в пространствах между зубьями или звездочками 154. Вращение звездочек 154, например, в направлении стрелок 156 вызывает перемещение в продольном направлении множества отклоняемых элементов, в качестве примера, в виде щетинок 170, продолжающихся от лент 166, которые находятся в жестком приводном зацеплении со звездочками 154. Хотя в данном приведенном в качестве примера варианте осуществления настоящего изобретения и не показано, предполагается, что сервоустройство 150 может быть технологически соединено, дополнительно или альтернативно, только с одной из звездочек 154, проксимальной ко второму концу 40b модуля 40 или с одной или обеими звездочками из второй пары звездочек 154, расположенных проксимально к первому концу 40а модуля 40. Также предполагается, что любой из двух или оба, верхний и нижний, зацепляющие участки 120, 130, могут иметь единый ленточный узел, а не приведенную в качестве примера по данному варианту осуществления настоящего изобретения соответствующую пару ленточных узлов. Используемый здесь термин «отклоняемый» в качестве применяемого к отклоняемым элементам по данному варианту осуществления настоящего изобретения и альтернативным вариантам осуществления настоящего изобретения относится к твердой или полутвердой структурам, которые изгибаются или деформируются под действием силы.
Как конкретно показано на фиг.2, в данном приведенном в качестве примера варианте осуществления настоящего изобретения сервоустройство 150 также технологически соединено с парой роликов 182, расположенных проксимально ко второму концу 40b модуля 40 и находящихся в жестком приводном зацеплении со второй парой ленточных узлов 190, 194 нижнего зацепляющего участка 130. Вращение роликов 182, например, в направлении стрелок 196 вызывает перемещение в продольном направлении пары лент 202, которые находятся в жестком приводном зацеплении с роликами 182. Хотя и не показано в данном приведенном качестве примера варианте осуществления настоящего изобретения, предполагается, что сервоустройство 150 может быть технологически соединено, дополнительно или альтернативно, только с одним из роликов 182, проксимальным ко второму концу 40b модуля 40, или с одним или двумя роликами из второй пары роликов 182, расположенных проксимально к первому концу 40а модуля 40.
В данном варианте осуществления настоящего изобретения приведение в действие верхнего и нижнего зацепляющих участков 120, 130 облегчено с помощью узлов 210 подшипников, обеспечивающих соединение между опорной рамой 100 и звездочками 154, и может быть дополнительно облегчено с помощью узлов подшипников (не показаны) или с помощью соединений другого типа между роликами 182 нижнего зацепляющего участка 130 и опорной рамы 100. Используемые здесь термины «верхний», «нижний», «вверх», «вниз» и соответствующие их производные не предназначены ограничивать, но скорее отражают приведенные в качестве примеров ориентации, показанные на чертежах.
Как отмечено выше, верхний зацепляющий участок 120 включает в себя щетинки 170, продолжающиеся от лент 166. Некоторые или все щетинки 170 могут быть выполнены, например, из нейлона или другого соответствующим образом выбранного материала (материалов). Щетинки 170 обеспечивают мягкое зацепление полотна 12. Более конкретно, в данном варианте осуществления настоящего изобретения, щетинки 170 размещены в четырех рядах из групп щетинок 170, причем группы разнесены в пространстве в продольном направлении. Этот тип устройства, хотя и является только иллюстративным и поэтому не предназначен быть ограничивающим, приводит к приложению каждой отдельной щетинкой 172 относительно малой силы к полотну 12. Кроме того, материал, из которого выполнены щетинки 170, также как и их сборка, позволяет им отклоняться в ответ на зацепляющий контакт с полотном 12. Поэтому, в этом отношении, щетинки 170 отклоняются в соответствии с толщиной полотна 12, за счет этого обеспечивая транспортировку модулем 40 полотен 12 различной толщины.
На фиг.3А и 3B конкретно, в качестве примера, показано вышеописанное отклонение щетинок 170. Более конкретно, на фиг.3А показаны щетинки 170 в первом положении, размещающие полотно 12, имеющее первую толщину d1. Отклонение щетинок 170, в этом отношении, относится к ориентации, показанной штрихпунктирной линией на фиг.3А, и связанной с отсутствием полотна 12, зацепляющим щетинки 170. На фиг.3В показаны щетинки 170 в различной ориентации, отклоненные с большей степенью, чтобы разместить полотно 12', имеющее толщину d2, большую по отношению к толщине полотна 12 (фиг.3А). Более конкретно, на фиг.3В показаны щетинки 170, отклоненные в большей степени относительно отклонения (показанного штрихпунктирной линией на фиг.3В), вызванного полотном 12 (фиг.3А). Этот отклоняемый признак щетинок 170 подобным образом обеспечивается для любого перемещения полотна 12 вверх, которое может происходить во время перемещения полотна 12 в продольном направлении.
Как конкретно показано на фиг.2 и 3А-3В, нижний зацепляющий участок 130 включает в себя ленточную поверхность 260 лент 202, которые взаимодействуют с щетинками 170, чтобы входить в зацепление и перемещать полотно 12 в продольном направлении. Более конкретно, ленточная поверхность 260 является в целом плоской и создает по существу твердую опорную поверхность, к которой щетинки 170 отклоняются, как описано выше. Кроме того, ленточная поверхность 260 выполнена с возможностью обеспечения достаточного зацепления, с тем чтобы предотвратить или минимизировать скольжение полотна 12 относительно ленточной поверхности 260. Например, но без ограничений, ленты 202 могут быть изготовлены из резины, так что ленточная поверхность 260 ленты обеспечивает, при вхождении в зацепление, относительно высокий уровень трения с полотном 12. Альтернативно, ленты 202 могут быть изготовлены из любого материала, при условии, что ленточная поверхность 260 выполнена с возможностью зацепления и перемещения полотна 12 в продольном направлении. Например, ленточная поверхность 260 может быть выполнена с текстурой или быть в виде покрытия, нанесенного на ленты 202.
Как описано выше, приведенный на фиг.2, 3А-3В в качестве примера вариант осуществления настоящего изобретения включает в себя сервоустройство 150, технологически соединенное с одним или обоими, верхним или нижним зацепляющими участками 120, 130, для перемещения полотна 12 в продольном направлении. Сервоустройство 150 может быть выполнено с возможностью приведения в действие верхнего и нижнего зацепляющего участка 120, 130 при окружных скоростях, которые по существу равны друг другу. Например, сервоустройство 150 может быть выполнено таким, что скорость перемещения лент 166 отличается от скорости перемещения лент 202, посредством этого составляя часть величины отклонения щетинок 170. Более конкретно, в данном варианте осуществления настоящего изобретения окружная скорость верхнего зацепляющего участка 120 определяется скоростью в точках, где щетинки 170 входят в зацепление с полотном 12, а не на лентах 166. Соответственно, результатом вращения звездочек 154 является окружная скорость (то есть скорость в точке контакта щетинок 170 с полотном 12), которая больше, чем скорость перемещения лент 166. Поэтому, в этом отношении, сервоустройство 150 может быть выполнено с возможностью обеспечения такой разницы, что результирующая окружная скорость верхнего зацепляющего участка 120 по существу равна скорости ленточной поверхности 260 нижнего зацепляющего участка 130.
В данном приведенном в качестве примера варианте осуществления настоящего изобретения перемещение полотна 12 в продольном направлении дополнительно облегчается с помощью одного или более направляющих роликов 278 (показан только один), расположенного в области, проксимальной к первому концу 40а модуля 40 (b), который помогает направлять полотно 12 внутри модуля 40. Более конкретно, ролики 278 установлены с возможностью поворота, чтобы поддерживать раму 100 посредством монтажного блока 282 и поворотной руки 284, как показано на фиг.2. Ролики 278 предотвращают ошибочное перемещение полотна 12 вверх или вниз во время перемещения в продольном направлении. Ролики 278 прилагают направленное вниз давление к полотну 12 и, более конкретно, к лентам 202, чтобы посредством этого зажать и таким образом минимизировать перемещение вверх полотна 12.
Как конкретно показано на фиг.2, опорная поверхность 290, выполненная, например, из металла, также облегчает перемещение полотна 12 внутри модуля 40. Более конкретно, опорная поверхность 290 является неподвижной относительно полотна 12 (то есть она не перемещается с полотном 12) и поддерживает основной или центральный участок полотна 12 в виде единичного отдельного листа. В альтернативном варианте, когда модуль 40 обрабатывает полотно в виде двух расположенных бок о бок предметов или листов 12L, 12R, опорная поверхность 290 поддерживает большую часть тела каждого из листов 12L, 12R, также как и внутренние кромки 12m, 12n листов 12L, 12R.
Как видно на фиг.4, в данном приведенном в качестве примера варианте осуществления настоящего изобретения первая пара ленточных узлов 160, 164 верхнего зацепляющего участка 120, также как и вторая пара ленточных узлов 190, 194 нижнего зацепляющего участка 130, размещены в относительной непараллельной ориентации. Более конкретно, ленточные узлы 160, 164, 190, 194 расходятся в продольном направлении. Соответственно, ленточные узлы 160, 164 образуют между собой первое расстояние f1, проксимальное к первому концу 40а модуля 40, и второе, большее, расстояние f2 между собой, проксимальное ко второму концу 40b. Подобным образом, ленточные узлы 190, 194 образуют между собой первое расстояние g1, проксимальное к первому концу 40а модуля 40, и второе, большее, расстояние g2 между собой, проксимальное ко второму концу 40b. Специалистам в данной области техники будет понятно, что в альтернативном варианте только одна или никакая из двух пар ленточных узлов может расходиться.
В данном приведенном в качестве примера варианте осуществления настоящего изобретения расходящаяся ориентация ленточных узлов 160, 164, 190, 194 создает растягивающую (то есть направленную наружу) силу на полотно 12. Соответственно, когда модуль 40 обрабатывает единичный отдельный предмет или лист, верхний и нижний зацепляющие участки 120, 130 зацепляют боковые кромки 12b, 12c полотна 12, которые перемещают полотно 12 в продольном направлении и дополнительно направляют кромки 12c, 12d наружу, посредством этого предотвращая или устраняя морщинки на полотне 12. В альтернативном варианте, когда модуль 40 обрабатывает два расположенных бок о бок предмета или листа 12L, 12R (как предложено пунктирными линиями в срединном участке полотна 12), верхний и нижний зацепляющие участки 120, 130 входят в зацепление с соответствующими наружными боковыми кромками 12b, 12c полотна 12, чтобы перемещать листы 12L, 12R в продольном направлении и дополнительно наружу один от другого. Таким образом, может потребоваться, например, направлять листы 12L, 12К в различные участки модуля 50 фальцовки и временного хранения (фиг.1) для последующей обработки.
Хотя настоящее изобретение было проиллюстрировано с помощью описания различных вариантов осуществления настоящего изобретения, и хотя эти варианты осуществления настоящего изобретения были описаны достаточно подробно, это не предполагает ограничивать или каким-либо путем лимитировать объем приложенной формулы изобретения до подобных подробностей. Дополнительные преимущества и модификации будут хорошо понятны специалистам. Поэтому изобретение в своих самых широких аспектах не ограничено конкретными деталями, представляющими устройство и способ, а также показанными и описанными иллюстративными примерами. Соответственно, можно выйти за эти подробности, не выходя за рамки сущности или объема общего изобретательского замысла.
Реферат
Изобретение относится к области транспортировки изделий. Устройство для транспортировки отдельного бумажного или пленочного предмета в продольном направлении содержит верхний зацепляющий участок и нижний зацепляющий участок. Зацепляющие участки взаимодействуют друг с другом для захвата и перемещения предмета в продольном направлении. Верхний зацепляющий участок контактирует с первой стороной предмета. Нижний зацепляющий участок контактирует со второй стороной предмета, противоположной первой стороне. По меньшей мере один из верхнего зацепляющего участка или нижнего зацепляющего участка имеет множество отклоняемых элементов для зацепления предмета. Обеспечивается исключение механических повреждений при зацеплении и транспортировке предметов. 3 н. и 19 з.п. ф-лы, 5 ил.
Формула
верхний зацепляющий участок, содержащий пару конвейеров для контактирования с первой стороной предмета, проксимальных к его соответствующим кромкам и перемещаемых в направлении вниз по потоку; и
нижний зацепляющий участок, содержащий пару конвейеров для контактирования со второй стороной предмета, противоположной первой стороне, и соответственно противостоящих соответствующим конвейерам верхнего участка, причем упомянутый нижний зацепляющий участок является перемещаемым в направлении вниз по потоку и соответственно взаимодействует с упомянутым верхним зацепляющим участком для перемещения предмета в продольном направлении;
при этом конвейеры одного из упомянутых верхнего или нижнего зацепляющих участков включают в себя множество отклоняемых элементов, выступающих из них, для непосредственного зацепления предмета на одной его стороне, и установлены с возможностью отклонения в ответ на такое непосредственное зацепление, и при этом другой из упомянутых верхнего или нижнего зацепляющих участков включает в себя, по существу, твердую транспортирующую поверхность для контактирования с предметом на его другой стороне, противоположной упомянутым отклоняющим элементам.
приводной механизм, технологически соединенный по меньшей мере с одним из упомянутых верхнего и нижнего зацепляющих участков для перемещения предмета в продольном направлении.
опорную поверхность, протянутую в упомянутом продольном направлении между конвейерами упомянутого нижнего участка для поддержки центрального участка предмета.
по меньшей мере один ролик, контактирующий с предметом и взаимодействующий по меньшей мере с одним из упомянутого верхнего зацепляющего участка или упомянутого нижнего зацепляющего участка, чтобы направлять предмет в продольном направлении.
верхний зацепляющий участок, перемещаемый в направлении вниз по потоку и включающий в себя первую пару противоположных ленточных узлов для контактирования с соответствующими первыми сторонами каждого из предметов на соответствующих противолежащих боковых кромках каждого из предметов, и
нижний зацепляющий участок, перемещаемый в направлении вниз по потоку и включающий в себя вторую пару противоположных ленточных узлов, соответственно взаимодействующих с упомянутой первой парой ленточных узлов для контактирования со вторыми сторонами каждого из предметов, противоположными первым сторонам, и соответственно взаимодействующую с и противолежащую упомянутому верхнему зацепляющему участку для перемещения предмета в продольном направлении;
при этом один из упомянутого верхнего зацепляющего участка или упомянутого нижнего зацепляющего участка включает в себя множество выступающих из нее щетинок для вхождения в зацепление с предметами; и упомянутые ленточные узлы по меньшей мере упомянутой первой пары или упомянутой второй пары являются непараллельными относительно друг друга.
контактирование первой стороны предмета с перемещаемой, по существу, твердой поверхностью;
контактирование второй стороны предмета, противоположной первой стороне, с перемещаемой, по существу, упругой поверхностью, отклоняемой при ее вхождении в зацепление с предметом; перемещение, по существу, твердой поверхности и, по существу, упругой поверхности, чтобы посредством этого перемещать предмет в продольном направлении; и
перемещение, по существу, твердой поверхности и, по существу, упругой поверхности с, по существу, равными окружными скоростями.
контактирование центрального участка предмета с неподвижной опорной поверхностью, чтобы посредством этого поддерживать предмет при его перемещении в продольном направлении; и
перемещение предмета в продольном направлении относительно опорной поверхности.
вхождение в зацепление пары расположенных бок о бок бумажных или пленочных предметов с перемещаемой, по существу, твердой поверхностью и с, по существу, упругой поверхностью, чтобы посредством этого перемещать пару предметов в продольном направлении.
перемещение предметов наружу относительно друг друга по отношению к продольному направлению.
контактирование первой стороны предмета на противоположных боковых кромках предмета.
Документы, цитированные в отчёте о поиске
Конвейерная лента
Щетина с поверхностной структурой, способ ее изготовления и изготовленная из нее щетка или щетка для очистки межзубных промежутков
Комментарии