Щетина с поверхностной структурой, способ ее изготовления и изготовленная из нее щетка или щетка для очистки межзубных промежутков - RU2153830C2
Код документа: RU2153830C2
Чертежи
Описание
Изобретение относится к щетине с поверхностной структурой и способу изготовления поверхностно-структурированного щетинного материала из пластика путем экструзии мононити. Кроме того, изобретение относится к щетке или щетке для очистки межзубных промежутков, которая, по меньшей мере частично, снабжена поверхностно-структурированной щетиной.
Хотя изобретение описано ниже в связи с щетиной и щетинным материалом, к его объекту относятся и мононити, перерабатываемые в ткани, маты, фильтры и т. п. Изобретение может также найти применение в кистях, полировальных и шлифовальных кругах или устройствах для очистки, аппликации, полирования или шлифования.
Щетинки, экструдируемые из пластика, имеют обычно гладкую поверхность, обусловленную процессом изготовления. Подобные щетинки проявляют свое очищающее действие в щеточных изделиях сначала преимущественно за счет своих свободных концов, которые раздирают загрязненную поверхность и удаляют грязь за счет скобления и царапания. При более сильном нажиме щетинки сгибаются и действуют своей боковой поверхностью. Они больше скользят по поверхности с поглаживанием и продвижением и оказывают на нее более щадящее действие. Также при нанесении краски и т.п. с помощью кисти щетинки искривляются так, что они прилегают к обрабатываемой поверхности не только своими свободными концами, но и своей боковой поверхностью. Уже давно поэтому существует стремление привлечь боковую поверхность щетинок для обработки поверхности путем ее структурирования или профилирования.
Из DD-PS 32963, а также US-PS 2642705 известно покрытие боковой поверхности щетинок или щетинного материала абразивными частицами, заделываемыми в расплавленную поверхность щетинного материала. Подобный способ не только очень сложен, но и показал также, что внешние абразивные частицы могут расшататься вследствие изгиба, возникающего при использовании щетинок. Кроме того, подобные щетинки настолько абразивны и тем самым агрессивны, что их невозможно использовать во всех случаях ухода за зубами и кожей.
Из уже названного US-PS 2642705, а также GB-PS 1327329 и, в частности, DE-OS 2037674 известно примешивание абразивных частиц к синтетическому материалу щетинок. При этом согласно DE-OS 2037674 применение находят неорганические абразивные частицы из оксида алюминия, измельченного стекловолокна, асбеста или керамического материала, или же в виде алмазных частиц, имеющих существенно большую твердость, чем окружающий синтетический материал, так что возникает очень сильное абразивное действие, которое во многих случаях применения нежелательно. Во многих случаях абразивные частицы добавляют с таким высоким процентным содержанием, что они касаются также поверхности щетинок или проникают через нее. Кроме того, опыт показывает, что подобные заделанные абразивные частицы со временем появляются на поверхности щетинки вследствие износа, в результате чего абразивность щетинок заметно повышается, так что использовать эти щетинки для ухода за зубами и кожей невозможно, поскольку с этим была бы связана значительная опасность повреждения кожи, зубов или слизистых оболочек. Для удаления, например, налета с зубов или грязи с пола или с улиц требуется не столько абразивное действие посредством абразивного материала, сколько так называемое очищающее действие, что может быть достигнуто только за счет поверхностной структуры или микрорельефа. При примешивании абразивных частиц подобная поверхностная структура может быть достигнута только при использовании относительно крупных частиц. Очищающих свойств подобной щетинки, правда, достаточно, однако выступающие на поверхности крупные абразивные частицы одновременно повышают абразивность. Кроме того, щетинки из-за наличия крупных абразивных частиц сильно ослабляются, в результате чего обладают лишь недостаточной прочностью.
Известно также придание шероховатости поверхности щетинок механическими средствами путем структурирования боковых сторон щетинок с помощью инструмента (US- PS 3325845, US-PS 3229347). Придание шероховатости боковым сторонам щетинок может осуществляться с помощью шлифовального устройства или также пескоструйной обработки. При этом, однако, возникает тот недостаток, что молекулы, продольно ориентированные в щетинках, разрушаются и щетинки за счет этого ослабляются. Кроме того, этот способ очень сложен. После обработки поверхности становятся бахромчатыми и волокнистыми, что создает опасность отделения частей щетинного материала. Оказалось, что достичь таким образом определенного микрорельефа поверхности невозможно.
Из FR-A-2450580, из которого исходили как из решения, наиболее близкого согласно уровню техники, известно, что для повышения способности накапливать жидкость щетинку можно выполнить с утолщениями в форме наплывов или гранул и дополнительно с ребрами, проходящими в продольном направлении щетинки. Это обеспечивается за счет того, что мононить подвергают перед ее окончательным растяжением процессу промывки. Но и здесь не удается достичь определенной топографии поверхности.
В ЕР-0360938 A1 предложено заделывать в щетинный материал порообразователь и за счет вспенивания порообразователя достигать шероховатости поверхности. Образующиеся во всем щетинном жгуте камеры или пузырьки приводят, однако, к существенному снижению жесткости щетины. Кроме того, поверхность щетинки неравномерна из-за лопнувших пузырьков и не имеет определенной глубины структуры или микрорельефа, что необходимо для эффективной очистки.
В основе изобретения лежит задача создания щетины или щетинного материала, которая или который имеет заданный микрорельеф поверхности с заданной или небольшой абразивностью, однако с повышенным очищающим действием. Кроме того, должен быть разработан способ изготовления щетинного материала, с помощью которого простым способом могут быть изготовлены соответствующие щетинки.
В отношении способа эта задача решается за счет того, что к термически расплавленному первому синтетическому материалу, образующему главный компонент экструдированной мононити, до или во время экструзии примешивают гранулят из второго синтетического материала, имеющего более высокую термостойкость, чем первый синтетический материал. При применении термопласта в качестве второго синтетического материала он имеет более высокую температуру плавления. При применении в качестве альтернативы другого синтетического материала должно быть гарантировано, чтобы он не разжижался или по крайней мере не разжижался прежде первого синтетического материала. Размер гранул рассчитан при этом так, что мононить при последующей вытяжке подвергается более сильному уменьшению или поперечному сжатию в сечениях, в которых мало или совсем нет гранулята, чем в сечениях с высоким содержанием гранулята. Гранулят служит при этом не как абразивная частица, а лишь как формованное или оказывающее сопротивление тело для локального воспрепятствования поперечному сжатию.
В способе согласно изобретению нагревают в экструдере и делают за счет этого текучим первый синтетический материал, который может представлять собой полиамид, сложный полиэфир, полиолефин и т.п. Затем во время или до экструзии примешивают гранулят из второго синтетического материала в количестве преимущественно 5-30% от общей массы щетинного материала. Размеры гранул и их форма зависят от желаемой поверхностной структуры. Размеры могут колебаться, однако они не должны быть выбраны слишком малыми. В предпочтительном варианте выполнения изобретения предусмотрено, что размер гранулы составляет 10-50% от диаметра щетинного материала.
Поскольку второй синтетический материал гранулята имеет более высокую термостойкость или температуру плавления, чем образующий главный компонент первый синтетический материал, может быть достигнуто то, что он вследствие тепла первого синтетического материала не расплавится или расплавится по крайней мере на поверхности, так что гранулы во время экструзии содержатся в текучем первом синтетическом материале в виде твердых включений.
Согласно изобретению гранулят также состоит из пластика. С этим связано то преимущество, что гранулят может быть получен простым способом, например, изготовления экструдированной мононити и ее отрезания на нужную длину. При этом зарекомендовал себя выбор длины гранулы либо равной диаметру мононити, либо больше него. В качестве альтернативы этому возможно, однако, изготовление гранулята путем размола пластика. Для получения относительно равномерного размола гранулы гранулят может быть сортирован обычным образом с помощью грохочения.
Предпочтительным оказалось удаление заусенцев с гранулята. В частности, у гранулятов, полученных отрезанием мононити, возникают относительно острые кромки, которые при износе щетинки могут выступать наружу. За счет удаления заусенцев эти острые кромки устраняются. Удаление заусенцев может осуществляться термическим и/или механическим способом. При термическом удалении заусенцев гранулят оплавляют на поверхности, так что острые кромки растекаются. В качестве альтернативы возможна поверхностная обработка гранулята в барабанах перед примешиванием к первому синтетическому материалу и тем самым удаление кромок.
Оказалось, что в качестве гранулята могут применяться и такие пластики с более высокой термостойкостью, которые до сих пор из-за своей молекулярной структуры не могли применяться для изготовления щетины, поскольку технические данные щетинного материала, изготовленного согласно изобретению, имеют лишь вторичную зависимость от материала гранулята.
Если первый синтетический материал с примешанным гранулятом прессуют через фильеру экструдера и входящую мононить сматывают со скоростью, которая выше скорости выхода из фильеры, то происходит первая вытяжка мононити. Растягивающие усилия действуют, однако, только в первом синтетическом материале, поскольку гранулы содержатся в нем, в основном, в свободно подвижном состоянии. За счет вытяжки спутанные молекулы первого синтетического материала продольно ориентируются, а диаметр мононити за счет поперечного сжатия уменьшается. Уменьшение диаметра происходит, однако, неравномерно по длине, и гранулы препятствуют поперечному сжатию, так что в зоне расположения гранулы возникает меньшее сужение сечения, чем в зонах, где гранула отсутствует. Вытяжка приводит, таким образом, к возникновению поверхностной структуры мононити.
Затем еще текучую мононить с поверхностной структурой охлаждают известным образом, чем достигается ее упрочнение. Преимущественно мононить подвергают затем дополнительной вытяжке, приводящей к многократному увеличению длины и, в частности, дальнейшему уменьшению диаметра. При этом продольно ориентированные молекулы первого синтетического материала не разрушаются. В заключение может осуществляться обычным образом стабилизация мононити или щетинного материала.
Если в усовершенствовании изобретения абразивность второго синтетического материала максимально так же высока, как и абразивность первого синтетического материала, это надежно исключает зависимость абразивности щетинного материала от того, расположены ли гранулы на боковой поверхности мононити и при необходимости в каком объеме или действуют ли они и при необходимости в какой степени. Даже если боковая сторона или боковая поверхность щетинки со временем изнашивается и в результате этого гранулы будут касаться боковой поверхности, то щетинка имеет максимум такую же абразивность, что и первый синтетический материал, образующий главный компонент.
В предпочтительном варианте выполнения изобретения предусмотрено, что гранулят заделан в первый синтетический материал и, в основном, полностью покрыт им. Это достигается за счет того, что гранулят смачивают первым синтетическим материалом в экструдере таким образом, что при выходе из фильеры он большей частью покрыт синтетическим материалом. Мононить имеет, следовательно, боковую поверхность, в основном, полностью образованную первым синтетическим материалом.
Оказалось, что микрорельеф поверхности, образованный разным на отдельных участках поперечным сжатием, зависит от формы гранул и повторяет ее. Для достижения разного микрорельефа гранулят может иметь форму шара, куба или призмы или содержать смесь гранул разной формы.
Как уже сказано, можно не расплавлять гранулят в процессе экструзии, за счет чего гранулы образуют прочное само по себе, формоустойчивое включение в первом синтетическом материале. В качестве альтернативы этому можно также оплавить при экструзии поверхность состоящего из пластика гранулята, за счет чего он прочно соединяется с окружающим первым синтетическим материалом и сваривается с ним на поверхности. При этом, однако, необходимо гарантировать, чтобы гранулят полностью не расплавился, поскольку иначе он смешается с первым синтетическим материалом. С другой стороны, благодаря поверхностному оплавлению можно достичь удаления заусенцев.
Для первого и второго синтетических материалов применяют преимущественно комбинации из термопласта, хорошо свариваемые между собой. В частности, для зубных щеток зарекомендовала себя комбинация для первого синтетического материала щетины из нейлона 6.12 с гранулятом из полифениленсульфида. Особенно предпочтительной оказалась при этом разность температур плавления нейлона 6.12 (218oC) и полифениленсульфида (260oC).
Как первый, так и второй синтетический материал гранулята может содержать или не содержать наполнители.
Оказалось, что поверхностное структурирование лучше всего видно тогда, когда к первому синтетическому материалу примешивают относительно мало гранулята. Однако, с другой стороны, абразивность снижается из-за небольшого числа возвышений поверхности. В этом случае абразивность можно снова повысить путем добавки в первый синтетический материал наполнителей. Таким образом, можно получить слегка абразивную щетинку с хорошей поверхностной структурой.
В определенных случаях может быть целесообразным, если гранулят состоит из материала, более твердого, чем первый синтетический материал. Тогда это позволяет предпочтительным образом способствовать образованию поверхностной структуры и ее сохранению в течение продолжительного времени. В качестве альтернативы этому, однако, возможно, чтобы гранулят состоял из материала, более мягкого, чем первый синтетический материал. За счет этого возникает более податливая поверхностная структура, целесообразная, в частности, в устройствах для обработки чувствительных зон, например десен или промежутков между зубами. Для этой цели возможно, чтобы гранулят состоял из резиноподобного материала.
Для определенных областей применения необходимо гарантировать, чтобы потребитель распознавал щетину, создающую очищающее действие, как таковую и не использовал ее не по назначению. В усовершенствовании изобретения этого можно достичь за счет выполнения первого синтетического материала прозрачным или просвечивающим. Таким образом, потребитель может видеть скрытый гранулят, имеющий преимущественно иной цвет, нежели первый синтетический материал, сквозь первый синтетический материал. Также для различения разных по форме, величине и действию типов гранулята они могут иметь различные цвета при заделке в прозрачный или просвечивающий первый синтетический материал.
Что касается щетинки, то поставленная выше задача решается за счет того, что щетинка изготовлена из образующего главный компонент первого синтетического материала, в который заделан полностью покрытый им гранулят, причем гранулят образует на поверхности щетинки структурирование. При этом также может быть предусмотрено, чтобы абразивность второго синтетического материала гранулята максимально соответствовала абразивности первого синтетического материала. Подобные щетинки определяют нужное массажное и очищающее действие не за счет наполнителя или гранулята, а за счет поверхностных структур, зависимых от размеров гранулята. Другие признаки и преимущества соответствующих щетинок следуют из вышеприведенного описания способа. Мононить, используемая, например, в некоторых щетках для очистки межзубных промежутков может обладать названными признаками и преимуществами.
Щетинки или мононить могут иметь любую форму сечения, в частности круглую, овальную, треугольную, четырехугольную, звездообразную и так далее.
Далее, изобретение относится к щетке, в частности зубной щетке или щетке для очистки межзубных промежутков, содержащей множество щетинок, при необходимости объединенных в пучки, причем по меньшей мере некоторые щетинки выполнены согласно изобретению. Для того чтобы привести действие щетки в соответствие с условиями, заданными в рамках изобретения, можно комбинировать щетинки согласно изобретению также с щетинками другой конфигурации и перерабатывать их сообща.
Известны также щетки для очистки межзубных промежутков, состоящие только из одной мононити. Изобретение должно включать в себя также подобные щетки для очистки межзубных промежутков, у которых мононить выполнена согласно изобретению.
Помимо названных щеток изобретение может применяться и в кистях для повышения способности удерживать краску, в щетках для волос для улучшения очистки и обезжиривания, в массажных щетках с улучшенным терочным действием, в ручных и электрических щетках для улучшения подбора грязи, в кругах для полирования и шлифования с более высоким КПД за счет микрорельефа поверхности, а также в тканых, плетеных или изготовленных иным образом из щетины и мононитей ковриках, чистящих устройствах, аппликаторах, полировальных и шлифовальных устройствах. Кроме того, изобретение может быть реализовано в фильтре, который, благодаря структурированию, имеет увеличенную поверхность мононити.
Изобретение поясняется ниже на примере его выполнения со ссылкой на фиг. 1-3, на которых изображено:
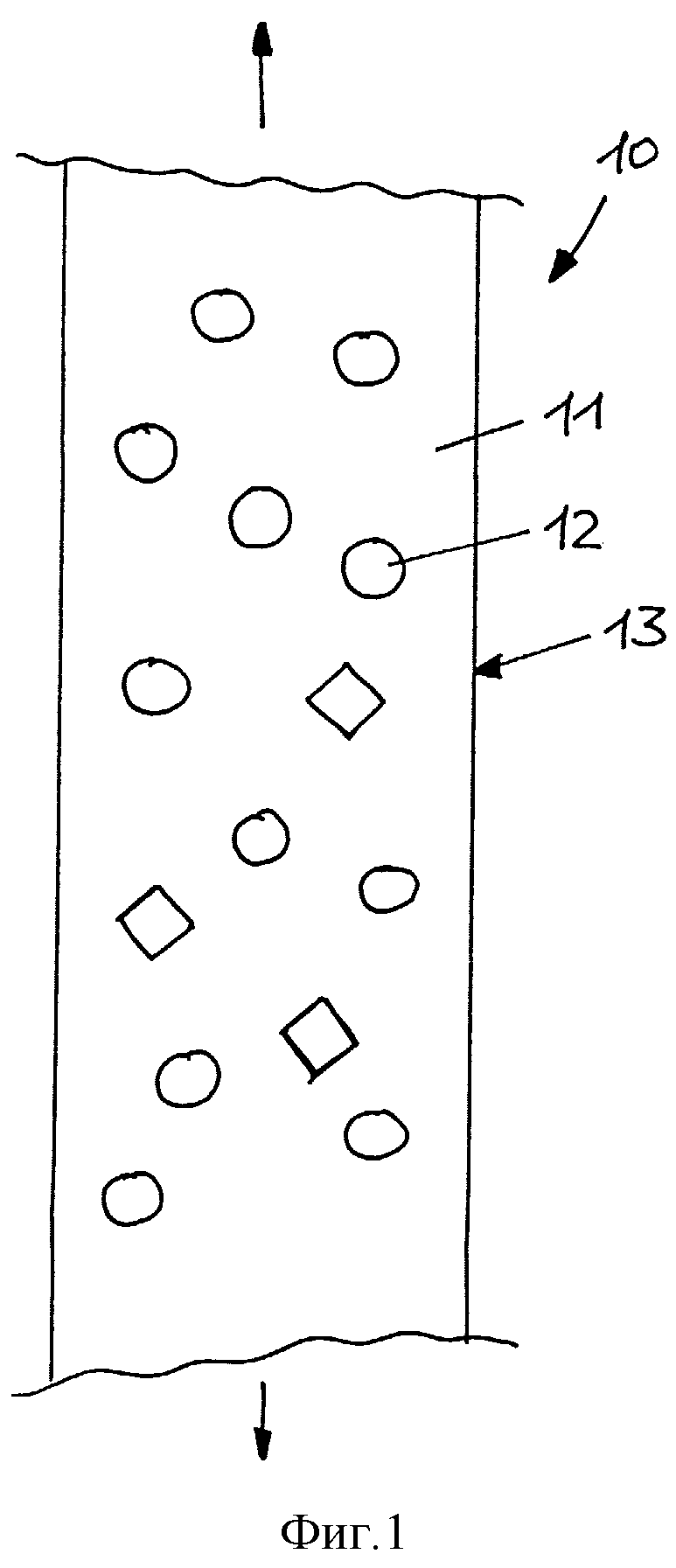
фиг. 1 - мононить после экструзии в продольном
разрезе,
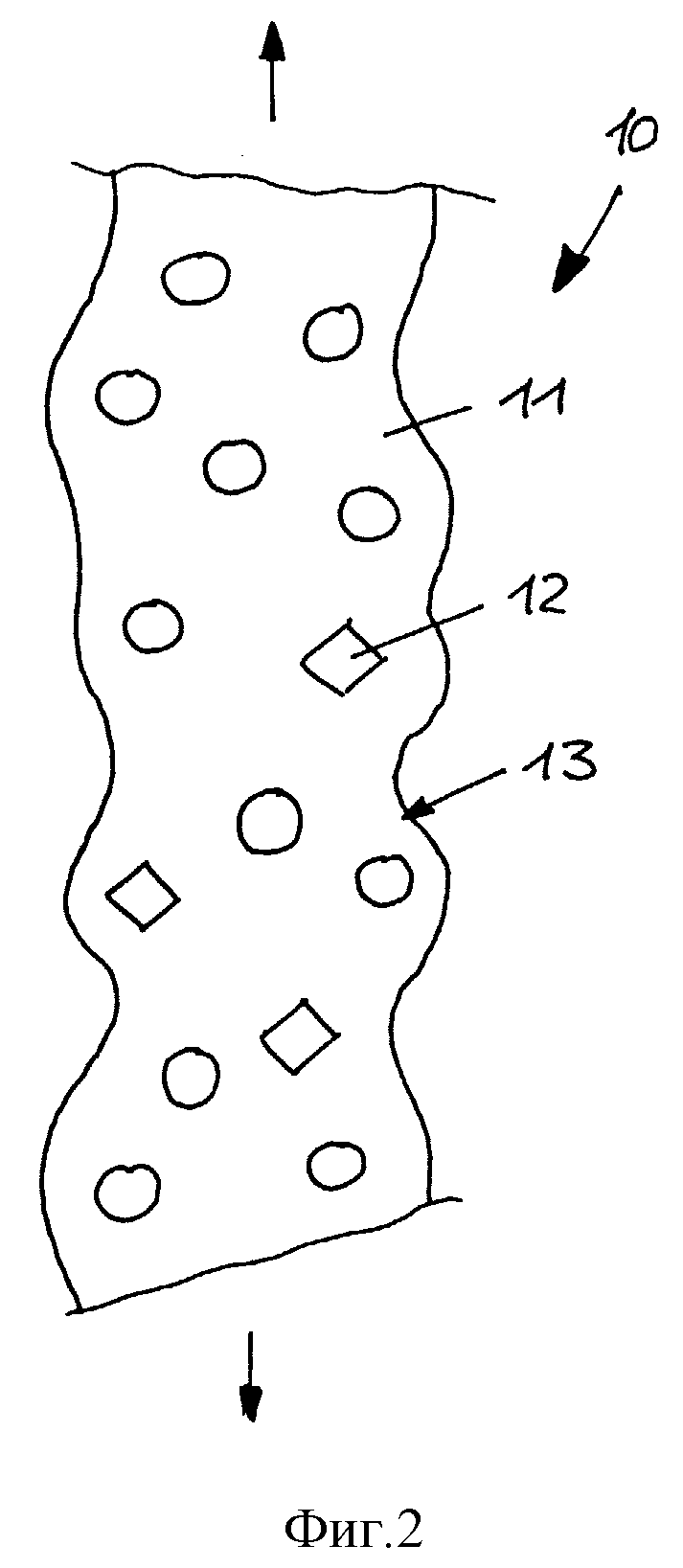
фиг. 2 - мононить после предварительной вытяжки и
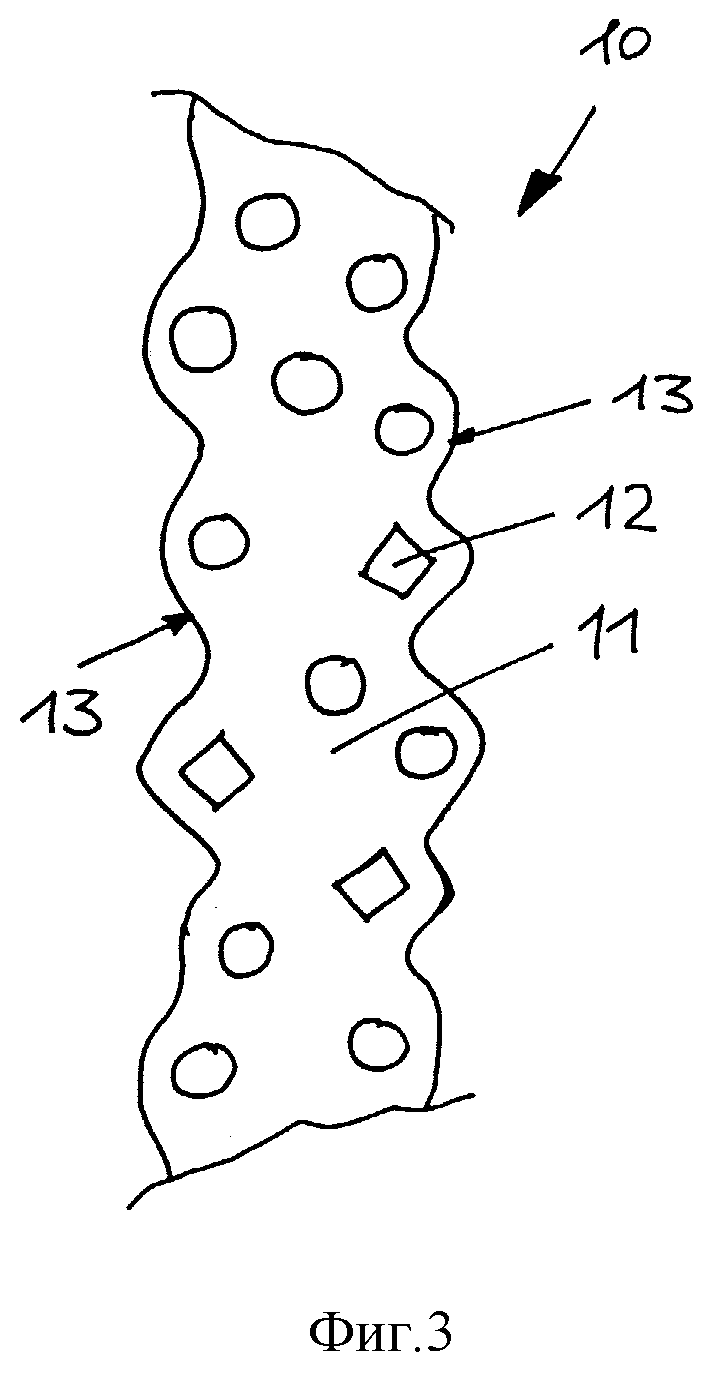
фиг. 3 - мононить после дополнительной вытяжки.
Как изображено на фиг. 1, мононить 10 имеет непосредственно после выхода из фильеры экструдера в основном равномерное по длине сечение с гладкой боковой поверхностью 13, причем в первый синтетический материал 11, образующий главный компонент мононити 10, в неупорядоченном виде заделано несколько гранул 12 из второго синтетического материала. В изображенном примере гранулы 12 имеют частично форму шара, а частично форму куба. Первый синтетический материал 11 текучий, тогда как гранулы 12 образуют стабильные сами по себе включения. Мононить после выхода из фильеры экструдера подвергают предварительной вытяжке (по стрелкам на фиг. 1), за счет чего ее сечение уменьшается вследствие поперечного сжатия. Гранулы 12 препятствуют однако в отдельных местах этому поперечному сжатию, так что сечения, в которых отсутствуют гранулы или расположено очень мало гранул, подвержены более сильному поперечному сжатию, чем сечения, в которых имеется относительно много гранул. Это приводит к неравномерным по длине мононити, изменяющимся форме и величине сечения, так что с внешней стороны боковой поверхности 13 возникает структура, изображенная на фиг. 2.
После охлаждения мононить подвергают повторной вытяжке (по стрелкам на фиг. 2) и растягивают на длину, которая превышает первоначальную во много раз. При этом вследствие поперечного сжатия, которому снова препятствуют гранулы, происходит дальнейшее уменьшение сечения. Усиливающаяся за счет этого структура боковой поверхности 13 мононити 10 изображена на фиг. 3. При этом видно, что образующийся микрорельеф поверхности зависит от формы гранулы. При использовании гранулята в форме шариков возникают значительно более мягкие формы микрорельефа, чем при использовании, например, гранулята в форме кубиков.
Реферат
Способ изготовления поверхностно-структурированного щетинного материала из пластика путем экструзии мононити, при котором термически расплавленному, образующему главный компонент мононити, первому синтетическому материалу до или во время экструзии примешивают гранулят из второго синтетического материала, имеющего более высокую термостойкость, чем первый синтетический материал. Размер гранул рассчитан так, что при последующей вытяжке мононить подвергается в сечениях, в которых мало или нет гранулята, более сильному поперечному сжатию, чем в сечениях с высоким содержанием гранулята. Щетка и щетинка с поверхностной структурой из образующего главный компонент первого синтетического материала, в который заделан гранулят из второго синтетического материала, имеющего более высокую термостойкость, чем первый, что обеспечивает заданный микрорельеф поверхности с повышенным очищающим действием. 4 с. и 25 з.п. ф-лы, 3 ил.
Комментарии