Легко удаляемая бумажная втулка, изделие, использующее бумажную втулку, и способ последовательного использования изделий - RU2612435C2
Код документа: RU2612435C2
Чертежи











Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к легкоудаляемой бумажной втулке, используемой для намотки материала, такого как ткань, лента, пленка и так далее, и к способу последовательного использования изделий, каждое из которых использует бумажную втулку, и, конкретнее, к легкоудаляемой бумажной втулке и к способу последовательного использования изделий, которые используют бумажную втулку, в которых бумажная втулка эффективно удаляется без деформирования рулона материала, намотанного на бумажную втулку, причем такое использование материала, обеспечиваемое путем высвобождения его изнутри рулона с удаленной бумажной втулкой, тем самым увеличивает скорость развертывания материала, и первое изделие и второе изделие, каждое из которых включает в себя намотанный материал, соединяются друг с другом для использования, тем самым обеспечивая последовательное обеспечение изделий и таким образом значительно увеличивая скорость последовательного изготовления.
Уровень техники
В общем бумажная втулка формируется в цилиндрической форме путем обрезания листа исходной бумаги по заданной длине и склеивания и непрерывного свертывания обрезанной исходной бумаги спиральным образом несколькими слоями.
Материал, такой как нить, веревка, ткань, пленка и т.п., который намотан на бумажную втулку, в основном разматывается с внешних слоев рулона путем вращения бумажной втулки, однако в этом случае затруднительно развертывать материал с высокой скоростью, и после того, как одно изделие из намотанного материала полностью использовано, другое изделие необходимо соединять с использованным изделием, то есть изделия должны использоваться по отдельности одно за другим, тем самым скорость последовательного изготовления снижается.
Техническая проблема
Настоящее изобретение разработано для решения вышеупомянутых проблем, и одна цель настоящего изобретения заключается в обеспечении легкоудаляемой бумажной втулки и способа последовательного использования изделий с бумажной втулкой, в которой образованы последовательные перфорации по спирали в продольном направлении бумажной втулки, то есть в направлении длины поверхности намотки, на которую материал наматывается так, что бумажная втулка может быть эффективно удалена при поддержании состояния намотки материала без деформирования рулона материала, тем самым позволяя высвобождать материал изнутри после удаления бумажной втулки и таким образом улучшая скорость разматывания материала, и причем первое изделие намотанного материала и второе изделие намотанного материала используются путем соединения их друг с другом, тем самым обеспечивая возможность последовательного обеспечения изделийи таким образом значительного улучшения скорости последовательного изготовления.
Вышеуказанные и другие цели и преимущества настоящего изобретения будут более очевидны из следующего далее описания примерных вариантов выполнения.
Техническое решение
Вышеуказанная цель достигается с помощью легкоудаляемой бумажной втулки согласно первому аспекту, которая отличается тем, что включает в себя перфорированный участок, который имеет перфорации, образованные по спирали на поверхности намотки бумажной втулки с цилиндрической формой.
Здесь отношение длины перфорации перфорированного участка к неперфорированной части (т.е. длине между двумя перфорациями) может составлять 0,5:1 - 10:1.
Предпочтительно, угол перфорированного участка относительно горизонтальной плоскости может составлять 20 - 40 градусов.
Предпочтительно, расстояние между двумя перфорированными участками может составлять 30- 200 мм.
Согласно второму аспекту легкоудаляемая бумажная втулка может дополнительно включать в себя по меньшей мере один дополнительный лист исходной бумаги, обернутый вокруг ее поверхности намотки, за исключением перфорированного участка.
Согласно третьему аспекту легкоудаляемая бумажная втулка может дополнительно включать в себя по меньшей мере один лист пленки или бумаги, который обертывается вокруг крайней периферийной поверхности бумажной втулки второго аспекта.
Предпочтительно, шероховатость поверхности центральной линии пленки или бумаги может составлять 0,03-10 мкм.
Предпочтительно, длина пленки или бумаги может быть короче, чем длина бумажной втулки, но больше, чем длина наматываемого материала.
Предпочтительно, пленка или бумага могут быть термически сжаты.
Согласно четвертому аспекту легкоудаляемая бумажная втулка может дополнительно включать в себя по меньшей мере один лист пленки или бумаги, который окружает крайнюю периферийную поверхность бумажной втулки первого аспекта.
Вышеуказанная цель может быть достигнута с помощью способа последовательного использования изделий, использующих бумажную втулку, причем способ содержит четыре этапа, на которых удаляют легкоудаляемую бумажную втулку четвертого аспекта из каждого из по меньшей мере двух изделий, каждое из которых содержит материал, намотанный на бумажную втулку; удаляют пленку или бумагу из каждого из по меньшей мере двух изделий; образуют внешний конец после удаления внешнего узла намотанного материала из каждого из по меньшей мере двух изделий; и образуют участок соединения между по меньшей мере двумя изделиями путем связывания внешнего конца одного из по меньшей мере двух изделий с внутренним концом другого изделия.
Предпочтительно, способ может быть применимым к по меньшей мере двум изделиям, каждое из которых включает в себя материал, намотанный на легкоудаляемую бумажную втулку третьего аспекта.
В дополнение, вышеуказанная задача решается с помощью изделия, использующего вышеупомянутую легкоудаляемую бумажную втулку, причем изделие включает в себя бумажную втулку и материал, намотанный на бумажную втулку.
Намотанный материал может представлять собой одно из волокна, нетканой ткани, пленки или ткани.
Дополнительные признаки изобретения будут изложены в описании, которое следует далее, и частично будут ясны из описания или могут быть изучены из практического применения изобретения.
Предпочтительные технические результаты
Согласно настоящему изобретению бумажная втулка может быть легко удалена, тем самым увеличивая эффективность работы или эффективность изготовления, и после удаления бумажной втулки намотанный материал может использоваться изнутри так, что возможно соединять первое изделие и второе изделие путем соединения внешнего конца или внутреннего конца первого изделия с внутренним концом или внешним концом второго изделия, что обеспечивает последовательное изготовление изделий, тем самым значительно способствуя повышению производительности.
Описание чертежей
Фиг. 1 представляет собой вид в перспективе легкоудаляемой бумажной втулки согласно примерному варианту выполнения.
Фиг. 2 представляет собой изображение, показывающее процесс удаления бумажной втулки из намотанного материала.
Фиг. 3 представляет собой вид в перспективе легкоудаляемой бумажной втулки согласно другому примерному варианту выполнения.
Фиг. 4 представляет собой вид в перспективе легкоудаляемой бумажной втулки согласно другому примерному варианту выполнения.
Фиг. 5 представляет собой изображение, иллюстрирующее способ изготовления легкоудаляемой бумажной втулки согласно примерному варианту выполнения.
Фиг. 6 представляет собой изображение, иллюстрирующее способ образования перфорированного участка на исходной бумаге, используемой для легкоудаляемой бумажной втулки согласно примерному варианту выполнения.
Фиг. 7 представляет собой изображение, иллюстрирующее примеры легкоудаляемой бумажной втулки, которые изготовлены с возможностью иметь различные длины пленки.
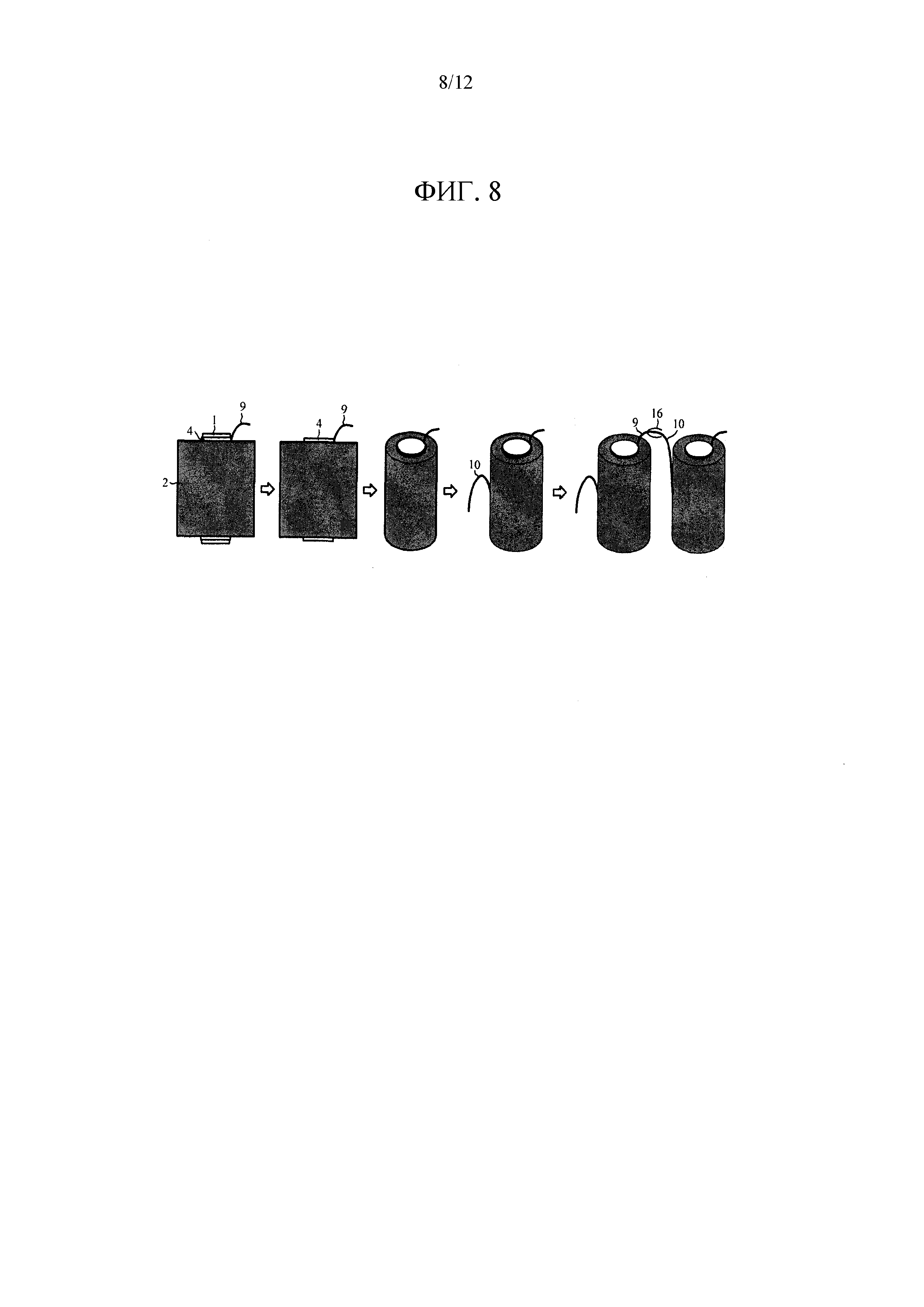
Фиг. 8 представляет собой изображение, иллюстрирующее способ использования легкоудаляемой бумажной втулки согласно третьему аспекту.
Фиг. 9 представляет собой изображение, показывающее пример процесса измерения силы разрыва с использованием прибора для испытания на отрыв.
Фиг. 10 представляет собой изображение, показывающее пример процесса измерения силы сжатия.
Фиг. 11 представляет собой график, показывающий силу разрыва и силу сжатия согласно отношению перфорации перфорированного участка к неперфорированной части между двумя перфорациями.
Фиг. 12 представляет собой график, показывающий силу разрыва и силу сжатия согласно ширине исходной бумаги.
Ссылочные позиции, которые показаны на чертежах, обозначают следующее:
Наилучший вариант выполнения
Легкоудаляемая бумажная втулка включает в себя перфорированный участок, который образован путем перфорации по спирали поверхности намотки бумажной втулки с цилиндрической формой.
Вариант выполнения для изобретения
Далее изобретение описано более полно со ссылкой на сопровождающие чертежи, на которых показаны примерные варианты выполнения изобретения. Однако изобретение может быть выполнено во многих различных формах и не должно истолковываться как ограниченное вариантами выполнения, изложенными здесь. Точнее, эти варианты выполнения обеспечены так, что это раскрытие является исчерпывающим и будет полностью передавать объем охраны изобретения специалисту в области техники.
Если не определено иначе, все технические и научные выражения, используемые здесь, имеют то же самое значение, которое обычно понятно специалисту в области техники, к которой данное изобретение относится. В случае противоречия, описание, включающее в себя определения, будет иметь преимущественную силу.
Несмотря на то что способы и материалы, подобные или эквивалентные тем, что описаны здесь, могут быть использованы в практическом применении или испытании изобретения, пригодные способы и материалы описаны здесь.
Если не установлено иначе, все процентные содержания, части, отношения и т.д. определены по весу. Когда величина, концентрация или другое значение или параметр представлены в виде либо диапазона, предпочтительного диапазона, либо перечня верхних предпочтительных значений и нижних предпочтительных значений, это следует понимать как конкретно раскрывающее все диапазоны, образованные из любой пары любого верхнего предела диапазона или предпочтительного значения и любого нижнего предела диапазона или предпочтительного значения, независимо от того, раскрыты ли диапазоны отдельно. Там, где перечислен здесь диапазон числовых значений, если не установлено иначе, диапазон подразумевает включение в себя его конечных точек и всех целых чисел и дробных чисел в пределах диапазона. Не подразумевается, что объем охраны изобретения будет ограничиваться конкретными значениями, перечисленными при определении диапазона.
Когда выражение «около» используется при описании значения или конечной точки диапазона, и данное раскрытие следует понимать включающим в себя конкретное значение или упомянутую конечную точку.
Как используется здесь, выражения «содержит», «содержащий», «включает в себя», «включающий в себя», «содержащий в себе», «отличающийся тем, что», «имеет», «имеющий» или любой другой их вариант подразумевают охват неисключительного включения. Например, процесс, способ, изделие или устройство, которое содержит перечень элементов, необязательно ограничено только этими элементами, но может включать в себя другие элементы, прямо не перечисленные или присущие такому процессу, способу, изделию или устройству.
Дополнительно, если прямо не установлено обратное, «ИЛИ» относится к включающему «ИЛИ», а не исключающему «ИЛИ».
Там, где заявители определили изобретение или его участок не ограничивающим выражением, таким как «содержащий», это следует легко понимать так, что, если не установлено иначе, описание следует интерпретировать также описывающим такое изобретение с использованием выражений «состоящий по существу из» и «состоящий из».
Со ссылкой на Фиг. 1, которая представляет собой вид в перспективе легкоудаляемой бумажной втулки согласно примерному варианту выполнения, легкоудаляемая бумажная втулка 1 с цилиндрической формой в соответствии с первым аспектом настоящего изобретения отличается тем, что имеет перфорированный участок 5, изготовленный путем перфорации по спирали поверхности намотки цилиндрической бумажной втулки 1. Соответственно, бумажная втулка с материалом, намотанным на нее, может легко удаляться вдоль по перфорированному участку, и материал может легко разматываться изнутри после удаления бумажной втулки (см. Фиг. 2).
Согласно примерному варианту выполнения процесс перфорации выполняется на исходной бумаге 3 до свертывания с возможностью образования бумажной втулки (см. Фиг. 5 и Фиг. 6). В этом случае толщина и/или количество слоев исходной бумаги могут определяться согласно материалу, подлежащему намотке на бумажную втулку, и могут регулироваться согласно эффективности работы по удалению бумажной втулки. Когда толщина исходной бумаги увеличивается, сила сжатия также увеличивается, что может быть предпочтительным при управлении весом материала, подлежащего намотке, или давлением поверхности при намотке материала на бумажную втулку, при этом более толстая исходная бумага может вызывать снижение эффективности работы, так как она требует существенной величины усилия при удалении бумажной втулки.
Перфорированный участок 5 может быть сформирован пробивкой отверстий в средней части исходной бумаги 3 с использованием устройства с пилообразными зубьями, которое показано на Фиг. 6, которая иллюстрирует способ формирования перфорированного участка на исходной бумаге, которая используется для легкоудаляемой бумажной втулки согласно примерному варианту выполнения. В процессе перфорирования отношение длины перфорации 6 перфорированного участка 5 к неперфорированной части 7, то есть длине 7 между двумя перфорациями 6 перфорированного участка 5, может предпочтительно составлять 0,5:1-10:1. Когда отношение длины перфорации 6 к неперфорированной части 7 между двумя перфорациями 6 составляет менее 0,5:1, общая площадь перфораций является настолько маленькой, что для удаления бумажной втулки требуется значительная величина усилия, и бумажная втулка может отрываться, не будучи полностью удаленной. Когда отношение длины перфорации к неперфорированной части между двумя перфорациями составляет более 10:1, общая площадь перфораций является настолько большой, что бумажной втулкой становится затруднительно манипулировать и легко отрывать даже при низком сжатии. В связи с этим требуется подходящая установка состояния согласно свойствам материала, подлежащего намотке, и/или эффективности работы.
В процессе перфорирования исходная бумага после формирования на ней перфораций сматывается под заданным углом θ (см. Фиг. 1) к аксиальному направлению для образования бумажной втулки. При этом угол θ, под которым сматывается исходная бумага, то есть угол перфорированного участка может определяться согласно обстоятельствам, так как этот угол относится к мощности, требуемой для удаления бумажной втулки, эффективности работы и т.п. Угол θ перфорированного участка 5 относительно горизонтальной плоскости может находиться в диапазоне между 20 - 40 градусами, что может быть предпочтительным в отношении мощности и эффективности работы во время удаления бумажной втулки. Угол менее 20 градусов приводит к большей площади перфорированного участка, что вызывает увеличение времени, требуемого для удаления бумажной втулки, и таким образом уменьшает эффективность работы, а угол более 40 градусов не обеспечивает устойчивое удаление бумажной втулки и может заставлять бумажную втулку отрываться во время удаления.
В дополнение, в процессе перфорации длина между перфорированными линиями бумажной втулки определяется шириной (расстоянием между перфорированными участками, появляющимися на бумажной втулке) исходной бумаги 11, подлежащей перфорации. Ширина исходной бумаги (расстояние между перфорированными участками) составляет предпочтительно 30 мм или более и до 200 мм. Если ширина исходной бумаги составляет более 200 мм, площадь перфорированного участка, подлежащего удалению, уменьшается и таким образом сила, требуемая для удаления, снижается, но устойчивое удаление перфорированного участка может не обеспечиваться, и бумажная втулка может отрываться во время удаления. Если ширина исходной бумаги составляет менее 30 мм, вся площадь перфорированного участка увеличивается, приводя к увеличению времени, необходимого для удаления бумажной втулки, и снижению эффективности работы.
В бумажной втулке 1 с перфорированным участком в случае, когда бумажная втулка образована только исходной бумагой с перфорированным участком, более тонкий лист исходной бумаги может вызывать снижение силы сжатия, приводя к ухудшению манипулирования бумажной втулкой, и таким образом бумажная втулка легко может повреждаться во время работы. При этом более толстый лист исходной бумаги может требовать большего усилия для удаления бумажной втулки и заставлять бумажную втулку отрываться во время удаления. В связи с этим один лист исходной бумаги подходящей толщины, на котором процесс перфорации выполнялся с возможностью иметь один или более листов вспомогательной исходной бумаги, обернут вокруг остальной площади, отличной от перфорированного участка, так, что может поддерживаться высокая эффективность удаления бумажной втулки, и толщина остальной площади может увеличиваться, тем самым усиливая бумажную втулку так, что могут быть обеспечены лучшее манипулирование бумажной втулкой и превосходное сопротивление давлению поверхности намотки. Таким образом, как показано на Фиг. 3, которая представляет собой вид в перспективе бумажной втулки согласно другому примерному варианту выполнения настоящего изобретения, легкоудаляемая бумажная втулка согласно второму аспекту настоящего изобретения может отличаться тем, что она дополнительно имеет по меньшей мере один лист исходной бумаги 3, который наматывается на площадь поверхности намотки бумажной втулки, отличную от перфорированного участка 5.
В вышеуказанной бумажной втулке в случае, когда материал намотан на и находится в непосредственном контакте с бумажной втулкой, может быть весьма вероятным повреждение внутренней части материала оторванной частью или поврежденной частью бумажной втулки в процессе удаления бумажной втулки путем разрыва и вытягивания бумажной втулки. В связи с этим для преодоления таких проблем может быть предпочтительно обертывать пленку или бумагу вокруг крайней периферийной поверхности бумажной втулки, образованной вышеуказанным способом, для предотвращения повреждения и деформации внутренней части намотанного материала при удалении в первую очередь исходного материала, и далее удалять дополнительную пленку или бумагу. Таким образом, как показано на Фиг. 4, на виде в перспективе легкоудаляемой бумажной втулки согласно другому примерному варианту выполнения легкоудаляемая бумажная втулка согласно третьему аспекту настоящего изобретения отличается тем, что дополнительно имеет по меньшей мере один лист пленки или бумаги 4 для обертывания крайней периферийной поверхности бумажной втулки 1 второго аспекта.
Легкоудаляемая бумажная втулка согласно четвертому аспекту настоящего изобретения отличается тем, что имеет по меньшей мере один лист пленки или бумаги 4, который обертывается вокруг крайней периферийной поверхности бумажной втулки 1 первого аспекта изобретения. То есть бумажная втулка 1 включает в себя по меньшей мере один лист пленки или бумаги 4, который окружает крайнюю периферийную поверхность поверхности намотки бумажной втулки 1, которая не включает в себя по меньшей мере один лист исходной бумаги 3, намотанный на всю поверхность исходной бумаги, отличную от перфорированного участка 5.
В этом случае пленка или бумага 4, обработанная с возможностью обертывания крайней периферийной поверхности, может иметь шероховатость Ra поверхности центральной линии, составляющую предпочтительно 0,03-10 мкм. Шероховатость Ra поверхности менее 0,03 мкм может заставлять поверхность быть настолько гладкой, что может становиться затруднительным наматывать материал на бумажную втулку, тогда как шероховатость Ra поверхности более 10 мкм может вызывать повреждение наматываемого материала поверхностью пленки или бумаги.
В дополнение, при обертывании крайней периферийной поверхности бумажной втулки пленкой или бумагой 4 длина пленки или бумаги может быть установлена с возможностью быть короче, чем вся длина бумажной втулки, но больше, чем длина (расстояние между обоими концами) материала, подлежащего намотке, так, что может быть обеспечена улучшенная эффективность работы при первоначальном отрыве бумажной втулки.
Более того, может быть предпочтительно в первую очередь обертывать поверхность бумажной втулки пленкой или бумагой 4 и далее во вторую очередь нагревать поверхность с возможностью термического сжатия. Пленка или бумага 4 находится в контакте с бумажной втулкой с помощью силы сжатия пленки или бумаги 4, и таким образом может быть предотвращен отрыв пленки или бумаги 4, который может быть вызван прилипанием к поверхности бумажной втулки.
Дополнительно, способ последовательного использования изделий, каждое из которых использует бумажную втулку согласно примерному варианту выполнения, может включать в себя четыре этапа, на которых:
удаляют бумажную втулку 1 третьего аспекта настоящего изобретения из каждого из по меньшей мере двух изделий, каждое из которых включает в себя материал 2, намотанный на бумажную втулку 1; удаляют пленку или бумагу 4 из каждого из по меньшей мере двух изделий, образуя внешний конец 10 после удаления внешнего узла материала 2 каждого из по меньшей мере двух изделий; и формируют участок 16 соединения путем соединения внешнего конца 10 одного изделия с внутренним концом 9 другого изделия.
Способ последовательного использования изделий, каждое из которых использует бумажную втулку, будет описан подробно со ссылкой на Фиг. 8, которая иллюстрирует способ последовательного использования ткани (изделия), которая представляет собой намотанный материал 2, после удаления бумажной втулки третьего аспекта настоящего изобретения.
Сначала, на первом этапе, бумажную втулку 1 удаляют из каждого из по меньшей мере двух изделий, каждое из которых включает в себя материал 2, намотанный на бумажную втулку третьего аспекта, причем бумажная втулка может быть легко удалена вдоль по перфорированному участку согласно техническим признакам настоящего изобретения так, что материал 2 может быть легко развернут изнутри при удаленной бумажной втулке (см. Фиг. 2).
На втором этапе пленку или бумагу 4 дополнительно удаляют из изделия, причем пленка или бумага 4 на внешней поверхности бумажной втулки предотвратила внутреннюю часть рулона намотанного материала от повреждения или деформации, когда в первую очередь удаляли бумажную втулку.
На третьем этапе формируют внешний конец 10 издeлия, то есть конец для соединения с намотанным материалом другого издeлия, после удаления внешнего узла рулона намотанного материала, из которого пленку или бумагу 4 удалили на втором этапе.
На четвертом этапе формируют участок 16 соединения путем соединения внешнего конца 10 издeлия, который образуют на третьем этапе, с внутренним концом 9 другого издeлия, причем два или более издeлий могут быть соединены друг с другом таким же образом, при котором внешнюю сторону или внутреннюю сторону первого издeлия могут соединять с внутренней стороной или внешней стороной второго издeлия так, что возможно последовательно обеспечивать два или более издeлий, тем самым значительно способствуя улучшению производительности.
Специалисту в области техники может быть ясно, что цель настоящего изобретения может быть достигнута, даже когда бумажную втулку четвертого аспекта применяют в способе последовательного использования издeлий, использующих бумажную втулку.
Издeлие, использующее легкоудаляемую бумажную втулку согласно настоящему изобретению, отличается тем, что включает в себя легкоудаляемую бумажную втулку и материал, намотанный на бумажную втулку. Очевидно, что любые типы издeлий для продажи, которые имеют материал, намотанный на такую бумажную втулку, будут находиться в пределах объема охраны настоящего изобретения.
Материал может представлять собой одно из, но не ограничиваясь этим, например, волокна, нетканой ткани, пленки или ткани.
Далее конфигурация и технические результаты настоящего изобретения будут описаны подробно со ссылкой на его примеры и сравнительные примеры. Однако примеры обеспечены только с целью подробного описания и таким образом объем охраны изобретения не ограничен ими.
Примеры 1-5
После процесса перфорирования на листе исходной бумаги шириной 75 мм с использованием пилообразных зубьев, которые показаны на Фиг. 6, изготовлялась бумажная втулка длиной 280 мм, которая показана на Фиг. 1, посредством процедур, схематически показанных на Фиг. 5. В этом случае угол θ перфорированного участка относительно горизонтальной плоскости устанавливался равным 28°. В примерах 1-5 отношение длины перфорации перфорированного участка к неперфорированной части между двумя перфорациями устанавливалось соответственно равным 0,5:1, 1:1, 2:1, 5:1 и 10:1 в процессе перфорирования.
Примеры 6-8
Бумажная втулка изготавливалась таким же образом, как в примере 3, за исключением того, что в соответственных примерах 6-8 использовался лист исходной бумаги шириной 50 мм, 75 мм и 100 мм, тогда как отношение длины перфорации к неперфорированной части между двумя перфорациями задавалось равным 2:1 в процессе перфорации.
Пример 9
Бумажная втулка изготавливалась таким же образом, как в примере 3, за исключением того, что вся площадь бумажной втулки, отличная от перфорированного участка, обертывалась вспомогательной исходной бумагой, которая показана на Фиг. 3, тогда как отношение длины перфорации к неперфорированной части между двумя перфорациями задавалось равным 2:1.
Пример 10
Бумажная втулка изготавливалась таким же способом, который использовался в примере 9, и далее обрабатывалась так, чтобы иметь пленку, обернутую вокруг внешней периферийной поверхности, как показано на Фиг. 4. При этом поверхность бумажной втулки в первую очередь обертывалась усадочной пленкой ПЭТ толщиной 40 мкм с шероховатостью поверхности 0,05 мкм и далее во вторую очередь нагревалась с возможностью сжатия. Сила сжатия пленки позволяла пленке поддерживать контакт с бумажной втулкой так, что когда бумажная втулка удаляется, может быть предотвращен отрыв пленки, который может быть вызван прилипанием к поверхности бумажной втулки.
В этом случае, как показано на Фиг. 7 (ii), пленка ПЭТ с длиной, которая короче, чем длина бумажной втулки, и больше, чем длина материала, подлежащего намотке на бумажную втулку, использовалась в примере 10, и настоящий материал (волокно) наматывался на бумажную втулку, вокруг которой обертывалась пленка.
Сравнительные примеры 1-3
Бумажная втулка изготавливалась таким же способом, который использовался в примере 10. Однако в сравнительном примере 1 длина пленки ПЭТ была такой же, как и длина материала, намотанного на бумажную втулку, как показано на Фиг. 7 (i), в сравнительном примере 2 длина пленки ПЭТ была больше, чем длина бумажной втулки, как показано на Фиг. 7 (iii), и в сравнительном примере 3 длина пленки ПЭТ была короче, чем длина материала, намотанного на бумажную втулку, как показано на Фиг. 7 (iv), и далее настоящий материал (волокно) обертывался вокруг бумажной втулки каждого сравнительного примера.
Оценки, которые представлены ниже, выполнялись на бумажной втулке примеров 1-10 и сравнительных примеров 1-3, и результаты показаны в таблицах еще ниже.
Способ оценки
1. Оценка силы разрыва (испытание на отрыв)
Сила разрыва бумажной втулки с перфорированным участком, образованным на ней, измерялась с использованием прибора для испытания на отрыв, который показан на Фиг. 9, путем зацепления одного конца бумажной втулки и вытягивания его вверх.
2. Оценка силы сжатия (при сжатии в направлении вертикально к длине бумажной втулки)
Как показано на Фиг. 10, горизонтально расположенная бумажная втулка находилась под давлением до тех пор, пока она не сжалась до 20 мм, и измерялась нагрузка, приложенная к бумажной втулке в тот момент.
3. Оценка степени разрыва и повреждения
Степень разрыва и повреждения наблюдалась невооруженным глазом. Результаты сравнительной оценки бумажной втулки примеров 1-5 показаны в таблице 1 и на Фиг. 11. В таблице 1 «время разрыва» относится ко времени, требуемому для полного отрыва бумажной втулки.
Как указано в таблице 1 и на Фиг. 11, которая представляет собой график, показывающий силу разрыва и силу сжатия согласно отношению длины перфорации к длине между двумя перфорациями, сила разрыва для удаления бумажной втулки и сила сжатия бумажной втулки могут изменяться согласно отношению длины перфорации и длины между двумя перфорациями. В этой оценке при увеличении отношения перфораций сила разрыва уменьшалась, тем самым облегчая удаление бумажной втулки, при этом сила сжатия также уменьшалась, что заставляло бумажную втулку легко отрываться во время манипулирования и снижало эффективность работы в процессе намотки материала на бумажную втулку из-за более низкого давления поверхности. В связи с этим ясно, что отношение перфорации к неперфорированной части между двумя перфорациями необходимо регулировать в соответствии с материалом, подлежащим намотке, и процедурам, и может быть предпочтительно, чтобы отношение устанавливалось равным 0,5:1 - 10:1.
Результаты оценки силы разрыва и силы сжатия бумажных втулок с различными ширинами исходной бумаги примеров 6-8 показаны в таблице 2 и на Фиг. 12.
Как видно в таблице 2 и на Фиг. 2, которая представляет собой график, показывающий силу разрыва и силу сжатия бумажной втулки согласно ширине исходной бумаги, сила разрыва и сила сжатия изменялись в соответствии с шириной исходной бумаги. Когда исходная бумага имеет более широкую ширину, количество разрывов на заданную длину бумажной втулки уменьшается так, что время, требуемое для удаления бумажной втулки, сокращается, что усиливает эффективность работы, но повышает силу разрыва. Также видно, что когда исходная бумага увеличивается в ширине, абсолютная величина перфораций уменьшается, что приводит к тенденции к увеличению силы, которая сжимает бумажную втулку.
Результаты оценки силы разрыва и силы сжатия бумажной втулки примера 3, которая изготавливалась путем перфорации основной исходной бумаги, и бумажной втулки примера 9, которая усиливалась вспомогательной исходной бумагой, показаны в таблице 3.
Когда остальная площадь бумажной втулки, за исключением перфораций, усиливалась вспомогательной исходной бумагой, сила сжатия бумажной втулки увеличивалась, тогда как сила разрыва поддерживалась, по существу одинаковой, как видно в таблице 3. Таким образом, эффективность работы может быть улучшена при снижении силы разрыва, и повреждение бумажной втулки, которое может возникать во время манипулирования, может быть значительно уменьшено при увеличении силы сжатия. Однако, если исходная бумага, используемая при усилении, слишком толстая, или усиление выполняется с использованием нескольких листов исходных бумаг, это может приводить к ухудшению эффективности работы или обработки из-за разницы в толщине между перфорированным участком и неперфорированной площадью. Например, перфорированный участок легко может быть оторван от бумажной втулки. Таким образом, усиление необходимо выполнять с надлежащим управлением исходной бумагой.
Таблица 4 показывает результаты оценки эффективности работы (по удалению бумажной втулки) и возникновение внутреннего повреждения изделия согласно тому, была ли выполненная поверхность бумажной втулки каждого из примеров 10 и сравнительных примеров 1-3 обработана пленкой, и согласно длине пленки.
Как видно в таблице 4, на эффективность работы не оказывается влияние, когда бумажная втулка с пленкой, окружающей ее поверхность (крайнюю периферийную поверхность), разрывается, тогда как повреждение внутренней части материала из-за оторванной части или поврежденной части бумажной втулки может быть заметно предотвращено. В этом случае длина пленки или бумаги, окружающей крайнюю периферийную поверхность бумажной втулки, короче, чем вся длина бумажной втулки, но больше, чем намотанный материал (изделие), которое обеспечено в примере 10 так, что на эффективность работы во время отрыва перфорированного участка на верхней части бумажной втулки для первоначального разрыва не оказывается влияние, тогда как внутренняя часть изделия может быть эффективно защищена за счет большей длины пленки, чем длина материала.
Как ясно из вышеуказанного описания, возможно оптимизировать легкоудаляемую бумажную втулку путем добавления к ней необходимых функций посредством различных вариантов выполнения. Кроме того, тогда как вышеуказанные примерные варианты выполнения обеспечены только в качестве типовых примерных вариантов выполнения, очевидно должно быть понятно, что настоящее изобретение не ограничено ими.
Специалисту в области техники будет ясно, что различные преобразования и изменения могут быть произведены в настоящем изобретении без отклонения от замысла или объема охраны изобретения. Таким образом, предполагается, что настоящее изобретение охватывает преобразования и изменения этого изобретения при условии, что они входят в пределы объема охраны приложенной формулы изобретения и ее эквивалентов.
Реферат
Группа изобретений относится к легкоудаляемой бумажной втулке для намотки материала, изделию с легкоудаляемой втулкой и способу последовательного использования таких изделий. Легкоудаляемая бумажная втулка содержит перфорированный участок. Перфорированный участок сформирован спирально на поверхности намотки бумажной цилиндрической втулки. Вокруг крайней периферийной поверхности втулки обертывается по меньшей мере один лист пленки или бумаги. При осуществлении способа последовательного использования изделий с втулками удаляют пленку или бумагу из каждого изделия. Формируют внешний конец после удаления внешнего узла намотанного материала из изделий. Формируют участок соединения между изделиями путем связывания внешнего конца одного изделия с внутренним концом другого изделия. Обеспечивается эффективное удаление втулки без деформации рулона намотанного материала. Повышаются скорость развертывания намотанного материала и скорость последовательного изготовления изделий с втулками. 3 н. и 9 з.п. ф-лы, 4 табл., 12 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство размотки рулонов листового материала
Устройство для сращивания полотен материала
Комментарии