Устройство размотки рулонов листового материала - RU2372270C2
Код документа: RU2372270C2
Чертежи









Описание
Область техники
Настоящее изобретение в общем имеет отношение к созданию оборудования для разматывания рулонов листового материала, в особенности бумаги, папиросной бумаги и т.п. Более конкретно настоящее изобретение имеет отношение к созданию сдвоенной установки для разматывания, снабженной устройством для сращивания заднего конца материала, смотанного с одного рулона, с передним концом материала другого полного рулона.
Предпосылки к созданию изобретения
Во время разматывания рулонов гибкого листового материала, такого как бумага, тонкая (папиросная) бумага и т.п., необходимо заменять пустые рулоны после размотки на полные. Так как важно снизить время простоя за счет процедуры смены рулонов, уже предложено разматывающее оборудование, позволяющее завершить процедуру установки нового рулона (одновременно с выполнением другой основной операции), с использованием симметричной конфигурации сдвоенного разматывающего вала. На практике это означает, что когда один рулон продолжают разматывать на одном валу, другой вал является холостым и может быть использован для установки второго рулона. Когда первый рулон будет полностью размотан, второй разматывающий вал начинает вращаться, после чего пустой рулон может быть заменен на новый полный на первом валу (который теперь является резервным). Последующие замены рулона проводят поочередно на двух валах, так что в запасе всегда имеется готовый полный рулон.
Сдвоенное оборудование описанного выше типа используют также для сращивания заднего конца полотна смотанного рулона с передним концом полотна на новом рулоне, так чтобы на оборудование, расположенное ниже по ходу от разматывающей установки (например, на резаки, устройства для перемотки, фальцующие устройства и т.п.), поступал непрерывный поток материала, что повышает производительность процесса. В случае бумаги сращивание производят за счет наложения двух кромок материала, а именно задней кромки полотна смотанного рулона и передней кромки полотна на новом рулоне, и уплотнения двух наложенных кромок за счет давления, прикладываемого в направлении, нормальном к плоскости, в которой лежат кромки.
При проведении сращивания перекрытие между двумя кромками не должно быть слишком длинным, так как это приводит к потере материала и может мешать проведению последующих технологических операций. С другой стороны, прочность сращивания прямо пропорциональна продольному размеру перекрытия, так что длина сращивания не должна падать ниже определенной предельной длины.
При проведении сращивания следует поддерживать натяжение заднего конца, так что сращивание следует производить тогда, когда еще остается достаточное количество материала, сматываемого с рулона. Таким образом, совместно с операцией сращивания следует производить отделение (отрезание) сращенного конца почти пустого рулона от остатка полотна на рулоне за счет крестообразного отрезания полотна. Кромка отреза должна быть ровной и чистой не только по эстетическим соображениям, но также и по функциональным причинам, так как неровная кромка может создавать проблемы на последующих стадиях обработки и в соответствующих машинах. По тем же самым причинам кромка переднего края нового рулона должна быть ровной и чистой, что также обеспечивают за счет крестообразного отрезания, ранее проведения реального процесса сращивания.
По очевидным причинам процедура сращивания должна быть, возможно, более быстрой, так чтобы создавать минимальный простой в подаче разматываемого материала. Устройство для сращивания должно быть простым и конструктивно компактным, чтобы оно не мешало другим частям оборудования или материалу при его разматывании.
Следует иметь в виду, что известное оборудование не в полной мере отвечает описанным выше требованиям.
Сущность изобретения
Основной задачей настоящего изобретения является создание сдвоенной установки для разматывания описанного здесь выше типа, которая позволяет осуществлять аккуратное сращивание с точно контролируемой длиной на предельной скорости, при помощи конструктивно и функционально простого сращивающего устройства.
Известна установка для разматывания рулонов листового материала US 5975457 А, содержащая пару разматывающих валов для соответствующих рулонов, лежащих на каждой из сторон плоскости симметрии установки, в соответствующее оборудование, и устройство для сращивания заднего конца рулона, сматываемого с одного из указанных валов, с передним концом нового рулона, установленного на другом валу, устройство для сращивания имеет симметричную конфигурацию относително указанной плоскости симметрии и содержит пару сращивающих цилиндров, расположенных на противоположных сторонах указанной плоскости симметрии, вращающихся вокруг своих соответствующих осей и выполненных с возможностью сближения друг с другом и удаления друг от друга, причем положение сближения цилиндров совпадает с условием взаимного контакта, с некоторой степенью давления, в указанной плоскости симметрии; средство привода, предназначенное для обеспечения вращения и смещения указанных цилиндров группы всасывающих отверстий, образованные вдоль соответствующих образующих указанных цилиндров, предназначенные для удержания материала на цилиндрах и отклонения его от указанной плоскости симметрии; первое режущее средство для отрезания поперек материала, удерживаемого на цилиндре, и второе режущее средство, предназначенное для поперечного отрезания материала.
Предлагаемая установка отличается от упомянутой тем, что первое режущее средство, взаимодействующее с упомянутым цилиндром и расположенное с возможностью прижатия к этому цилиндру вдоль его образующей, размещено ниже области контакта этого цилиднра с другим цилиндром, второе режущее средство расположено выше указанных цилиндров, при этом установка снабжена средством управления средством привода, синхронизирующим вращение цилиндров со скоростью, с которой указанный материал разматывается с рулонов.
Плоскость симметрии установки (X) является вертикальной и разделяет разматывающие валы и сращивающие цилиндры сращивающего устройства, которые имеют горизонтальные оси, причем предусмотрены средства отклонения материала, чтобы подавать его в устройство для сращивания сверху вдоль плоскости симметрии, и затем отклонять его горизонтально ниже по ходу от устройства, под одним из разматывающих валов.
Установка имеет отклоняющий валик для отклонения материала, освобожденного цилиндром, расположенный ниже указанного режущего средства с удалением от плоскости симметрии (X).
Под первым режущим средством и отклоняющим валиком расположено средство сбора материала, отрезанного этим средством, которое выполнено съемным.
Второе режущее средство, расположенное над цилиндром, предназначено для резки материала при взаимодействии с противоположным стержнем. Оно расположено между двумя валиками средства отклонения, один из которых является основным, а другой является вспомогательным и расположен выше с большим удалением от плоскости симметрии (X).
Каждое из режущих средств содержит режущий диск, который установлен со скольжением на направляющей, идущей вдоль соответствующей линии раскроя материала.
Всасывающие отверстия сообщаются с внутренними осевыми каналами, которые открыты по меньшей мере на одном осевом конце соответствующего цилиндра, для сообщения со всасывающим средством, расположенным снаружи, причем отверстие указанного канала закрывается при помощи распределительного средства для синхронизации силы всасывания, чтобы управлять удержанием/освобождением материала цилиндром.
Распределительное средство содержит по меньшей мере один фланец, расположенный у наружной поверхности заплечика цилиндра, и распределительный проход, образованный в указанном фланце вдоль дуги кольцевой траектории движения осевых каналов, причем проход сообщается с внешней стороной фланца через впуск всасывания всасывающего средства.
В плоскости симметрии (X) может быть установлен разделительный экран, разделяющий две симметричные части устройства для сращивания над сращивающими цилиндрами.
Рабочие поверхности сращивающих цилиндров целесообразно выполнить рифлеными, так что образуются продольные выступы, чтобы уменьшить область контактной поверхности, когда цилиндры входят в контакт друг с другом.
Второе режущее средство может быть установлено с возможностью регулировки.
Краткое описание чертежей
Характеристики сдвоенной установки для разматывания рулонов листового материала в соответствии с настоящим изобретением, снабженной устройством для сращивания рулонов, будут более ясны из последующего детального описания ее вариантов, данного исключительно в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи.
На фиг.1 схематично показан вид спереди установки в соответствии с настоящим изобретением.
На фиг.2 показан разрез установки по линии II-II фиг.1, причем некоторые детали для упрощения опущены.
На фиг.3a-3h показаны виды спереди, аналогично фиг.1, но с увеличением, сращивающего устройства установки, в последовательных этапах процедуры сращивания заднего конца одного полотна с передним концом другого полотна,
На фиг.4 и 5 показаны соответственно продольный и осевой виды сращивающего цилиндра устройства для сращивания, показанного на фиг.1-3.
На фиг.6 показан осевой вид пневматического распределительного фланца, связанного с цилиндром, показанным на фиг.4 и 5.
На фиг.7 показан разрез фланца по линии VII-VII фиг.6.
Подробное описание предпочтительного варианта осуществления изобретения
Обратимся теперь к рассмотрению фиг.1 и 2, на которых показана установка в соответствии с настоящим изобретением, которая содержит пару расположенных бок о бок разматывающих валов 1, 2, поддерживаемых на одном конце с возможностью вращения при помощи рамы 3, так что они лежат параллельно друг другу в горизонтальной плоскости. Рулоны B1, B2 разматываемого бумажного полотна помещают соответственно на валах 1, 2. Трубки внутри рулонов B1, B2 надевают коаксиально на валы 1, 2, с их свободного конца и закрепляют по месту с использованием известных устройств.
Известна также конфигурация разматывающего приводного средства, которое в этом случае показано в виде двух рычагов 4, 5 шарнирной конструкции, шарнирно укрепленных одним концом на раме 3, вокруг соответствующих горизонтальных осей. Каждый из двух рычагов 4, 5 может проходить над соответствующим валом 1, 2, в зеркальном положении относительно вертикальной плоскости симметрии установки, обозначенной позицией X.
Конструкция рычагов 4, 5 подробно не описана, так как она известна и не является отличительной характеристикой настоящего изобретения. Достаточно сказать, что материал с рулонов B1, B2 разматывается за счет тангенциального контакта с соответствующими приводными ремнями 4а, 5а, проходящими между комплектами натяжных роликов 4b, 5b (два из которых, по одному на ремень, имеют привод), которые поддерживаются с возможностью вращения при помощи рычагов 4, 5. Угловое перемещение указанных рычагов вокруг шарнирного конца контролируется при помощи соответствующих подъемников 6, 7. Очевидным преимуществом такого решения является то, что не требуется регулировать скорость вращения разматывающего привода, чтобы поддерживать постоянной скорость подачи разматываемого материала, когда диаметр рулона постепенно уменьшается. На фиг.1 показано, что полотно материала М после разматывания с рулонов выходит от них в тангенциальном направлении и движется в направлении плоскости симметрии X, а в частности, в направлении режущего и сращивающего устройства, обозначенного в общем виде позицией 8, которое также содержит две части, зеркально расположенные с двух сторон от плоскости X. Устройство 8, которое обсуждается далее более подробно, расположено несколько ниже, чем валы 1, 2, и полотно М поступает к его верхнему концу. После прохождения через устройство 8, все еще находясь в плоскости Х и, следовательно, двигаясь со скольжением вертикально, лист М выходит снизу из устройства и направляется при помощи отклоняющих валиков 9 в горизонтальное положение, в непосредственной близости от пола, и выходит из установки в боковом направлении на оборудование, расположенное ниже по ходу процесса.
Сердечник устройства 8 содержит два одинаковых сращивающих цилиндра, обозначенных позициями 11, 12, причем их горизонтальные оси находятся на одной и той же высоте с каждой стороны плоскости симметрии X. Эти цилиндры поддерживаются при помощи рамы 10, показанной на фиг.2, так что они могут не только вращаться вокруг своих собственных осей, но и перемещаться горизонтально, чтобы приближаться друг к другу или удаляться друг от друга, причем положение, в котором они сближены друг с другом, соответствует условию взаимного контакта с некоторой степенью давления (при этом создается давление, необходимое для обеспечения сцепления двух концов полотна) в плоскости симметрии X. Давление взаимного контакта преимущественно может быть увеличено за счет снабжения рабочих поверхностей двух цилиндров небольшими кольцевыми рифлениями. На практике создаются продольные выступы вдоль образующих цилиндров, в результате чего образуется область меньшей контактной поверхности.
На фиг.2 показано средство приведения цилиндров 11, 12 во вращение, которое содержит, например, соответствующие электродвигатели 26, 27, установленные на раме 3 и соединенные с концами цилиндров при помощи трансмиссий 28, 29. Как это обсуждается далее более подробно, электродвигатели 26, 27 обеспечивают вращение цилиндров 11, 12 синхронно со скоростью полотен, обрабатываемых на стадии сращивания. Поступательное перемещение создается при помощи гидравлических исполнительных механизмов 30, встроенных в раму 10 и соединенных также с концами цилиндров 11, 12. Эти приводные компоненты показаны схематично только в качестве примера, так как они могут быть выполнены с использованием (любых) конструктивных решений, известных специалистам в данной области.
Сращивающие цилиндры 11, 12 могут удерживать бумагу/материал М на рабочей поверхности 11а, 12а при помощи вакуумной системы. Обратимся теперь к рассмотрению фиг.4-7, на которых показан цилиндр 11 (следует иметь в виду, что цилиндр 12 является идентичным цилиндру 11), рабочая поверхность 11а которого имеет множество всасывающих отверстий 113, расположенных вдоль нескольких равномерно распределенных образующих (четырех в данном примере). Поток воздуха поступает через осевые каналы 114, образованные в цилиндре со смещением от его центральной оси, так что они (каналы 114) проходят под соответствующими рядами отверстий 113. Каналы 114 открыты на концах, на двух наружных поверхностях 11b заплечиков цилиндра. Соответствующие отверстия и каналы в цилиндре 12 можно видеть на фиг.1 и на рассматриваемых далее фиг.3a-3h, однако для облегчения понимания они не имеют позиционных обозначений.
Всасывание, создаваемое при помощи отверстий 113 в цилиндрах 11 и 12, соответствующим образом синхронизировано за счет использования известной самой по себе системы таким образом, что материал М удерживается (прижатым к поверхности цилиндра во время заданного угла вращения, в то время как он освобождается во время остального угла в соответствии с необходимой синхронизацией управления. Для этой цели наружные поверхности заплечиков закрыты между двумя фланцами синхронизации, один из которых, схематично показанный на фиг.6 и 7, обозначен позицией 115.
Фланец 115, который снабжен центральным отверстием 115а для прохода сердечника соответствующего цилиндра 11, может закрывать открытые концы соответствующих каналов 114. Однако вдоль кольцевой траектории движения, образованной указанными каналами, имеется распределительный проход 115b, образованный на внутренней стороне фланца 115, то есть на стороне, которая находится в контакте с наружной поверхностью заплечика цилиндра. Проход 115b содержит дугообразную глухую выемку, ширина которой, главным образом, совпадает с диаметром каналов 114.
Осевой проход 115с соединяет распределительный проход 115b с наружной стороной, где расположен вход всасывания (не показан). Таким образом, распределительный проход 115b открывает каналы наружу, при этом действие всасывания создается только вдоль заданной дуги траектории, длина которой определяется длиной вдоль окружности дугообразной выемки. На остальной дуге вращения, с другой стороны, каналы будут закрыты фланцем 115, так что при этом действие всасывания отсутствует.
Обратимся теперь вновь к рассмотрению фиг.1, на которой показаны сращивающие цилиндры 11, 12, взаимодействующие с соответствующими первыми резаками 13, 14, расположенными под цилиндрами, и, следовательно, расположенными ниже по ходу от области сращивания. Первые резаки 13, 14 показаны на фиг.1 только схематично, причем характеристики одного из примерных резаков (резака 13, связанного с цилиндром 11) показаны более подробно на фиг.4 и 5. Следует, в частности, иметь в виду, что резак 13 может быть выполнен с использованием режущего диска 13а, имеющего приводной двигатель (не показан) и установленного с возможностью скольжения на направляющей 13b, лежащей вдоль образующей цилиндра 11. За счет осевого движения диска, который прижимается к рабочей поверхности соответствующего цилиндра, на полотне М образуется надрез и оно разрезается вдоль образующей, соответствующей линии, идущей крестообразно к полотну.
Натяжные валики 15, 16, взаимодействующие тангенциально с цилиндрами 11, 12, которые расположены под цилиндрами 11, 12 и рядом с первыми резаками 13, 14, удалены дальше от плоскости симметрии X. Два ящика 17, 18 для сбора материала М расположены непосредственно под натяжными роликами 15, 16.
Выше по ходу от цилиндров 11, 12, то есть над ними, устройство 8 снабжено разделительным экраном 19, лежащим в плоскости симметрии X, и парой отклоняющих валиков 20, 21, расположенных зеркально относительно плоскости симметрии и при содействии вспомогательных валиков 22, 23 отклоняющих полотно М от плоскости, в которой оно покидает соответствующий рулон, в плоскость симметрии X. Наконец, предусмотрены вторые резаки 24, 25, показанные на фиг.1, которые разрезают полотно материала М вдоль крестообразных линий раскроя непосредственно выше по ходу от отклоняющих валиков 22, 23. Вторые резаки 24, 25 полностью аналогичны первым резакам 13, 14, за исключением того, что они взаимодействуют не с цилиндрами 11, 12, а со специфическими соответствующими противодействующими стержнями 31, 32.
Управление установкой осуществляется при помощи системы управления, которая не показана на чертежах и не описана подробно потому, что ее конфигурация является очевидной в свете приведенного ниже функционального описания.
Обратимся теперь к рассмотрению фиг.3a-3h совместно с рассмотрением фиг.1, на которых показано, что установка в соответствии с настоящим изобретением работает следующим образом. На фиг.1 показано, что рулон В1 разматывается нормально с вала 1, при этом материал М, как уже было описано здесь выше, проходит через устройство 8 и выходит в боковом направлении снизу от него, ниже по ходу от отклоняющих валиков 9. Два сращивающих цилиндра 11, 12 находятся в резервном положении и раздвинуты друг от друга, так что они не мешают прохождению материала при его разматывании. Другой вал 2 является свободным и к нему имеется доступ для установки полного рулона В2, который потребуется сращивать с рулоном В1, так чтобы рулон В2 мог заменить рулон В1 в процессе разматывания, когда рулон В1 станет пустым.
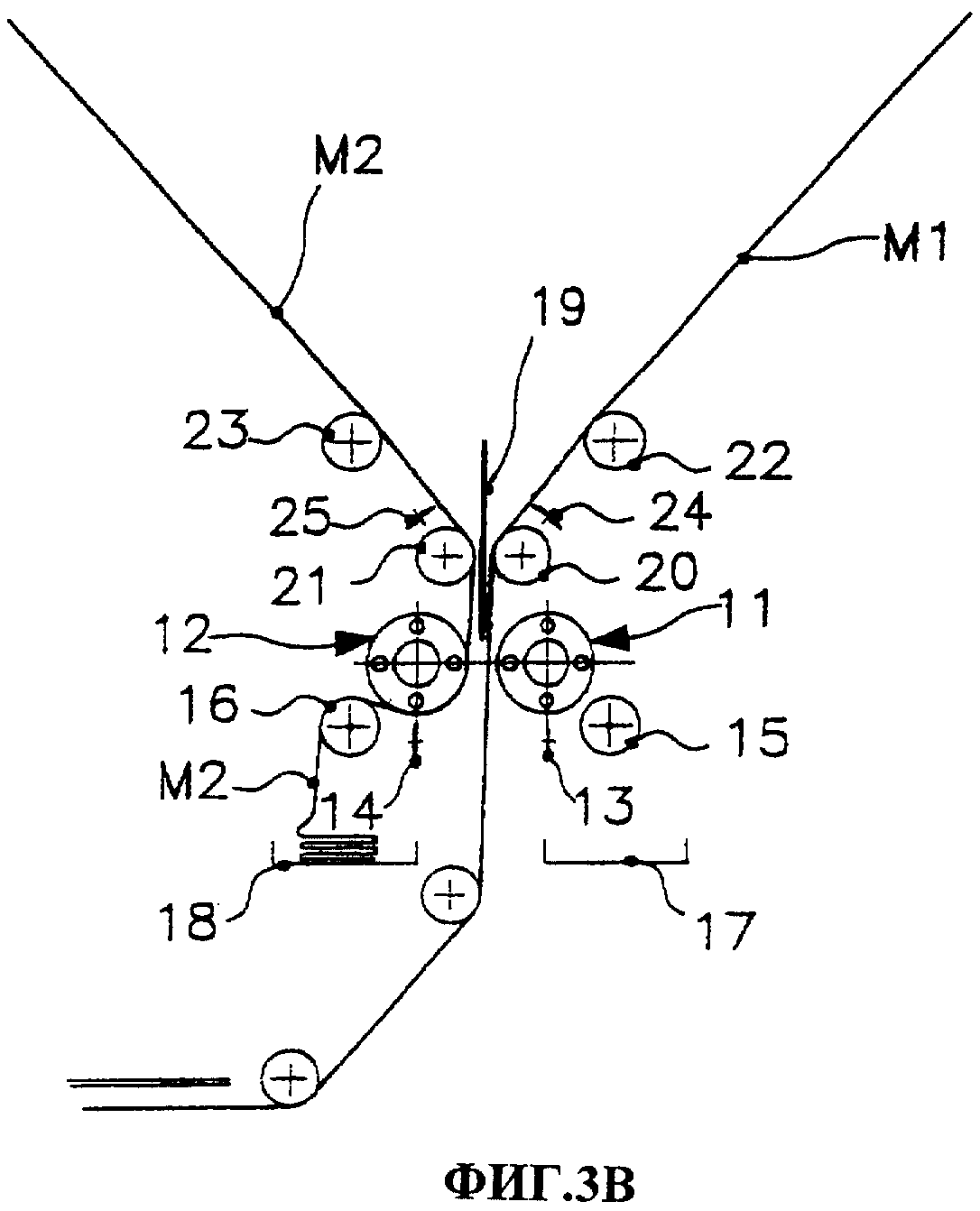
На фиг.3а показано, что после установки рулона В2 на валу 2 передний конец листового материала М2 вводят в устройство 8, между отклоняющим валиком 21 и разделительным экраном 19 до тех пор, пока кромка указанного переднего конца не будет захвачена системой всасывания на соответствующем сращивающем цилиндре 12. Тем временем, материал M1, разматываемый с рулона В1, продолжает скользить вертикально, при этом экран 19 физически разделяет два материала, в результате чего исключается любой риск взаимодействия между ними.
В этот момент, при помощи системы управления подготавливается сращивание за счет разматывания рулона В2 на низкой скорости (фиг.3b). В этой фазе приводной ремень 5а и, следовательно, также и полотно на рулоне В2 движутся синхронно со сращивающим цилиндром 12. Материал М2 удерживается за счет силы всасывания прижатым к цилиндру 12 вдоль заданной дуги вращения, после чего он освобождается и входит в контакт с натяжным валиком 16, в соответствии с временной диаграммой, установленной распределителями 115b неподвижных фланцев 115, после чего материал выгружается и собирается в определенном количестве в расположенном внизу накопительном ящике 18 до тех пор, пока не будет достигнуто идеальное совмещение полотна и не будут устранены любые дефекты материала.
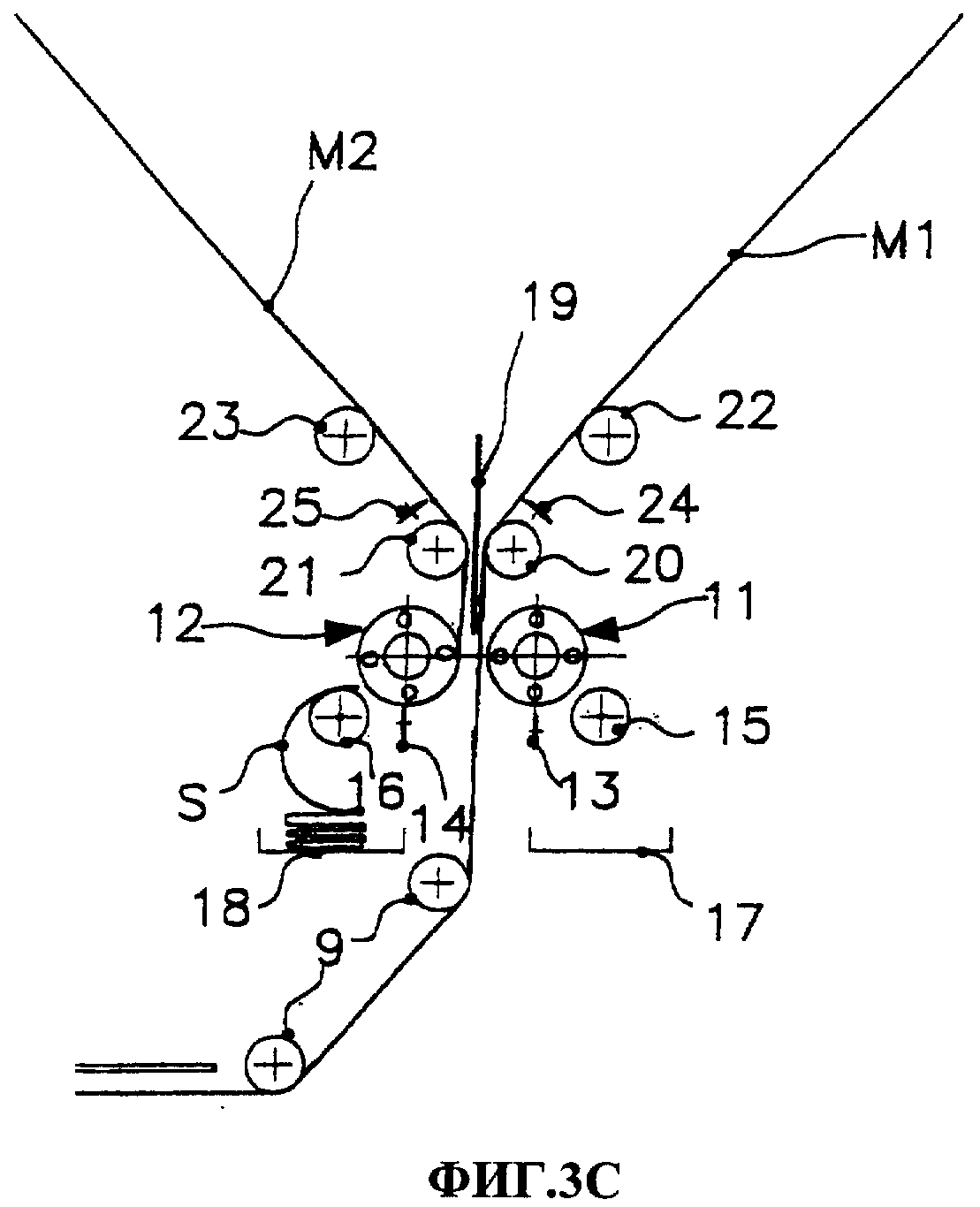
На фиг.3с показан следующий этап, когда подачу материала вперед прекращают, цилиндр 12 устанавливают так, что отверстия всасывания будут точно в фазе с резаком 14, который используют для осуществления крестообразного разреза, в результате чего получают материал М2 с ровной, чистой кромкой, которая удерживается прижатой к цилиндру при помощи отверстий всасывания. Тот факт, что сила всасывания приложена вдоль указанной кромки и, следовательно, сцепление с цилиндром происходит вдоль нее, позволяет очень точно контролировать ее положение. Полученные отходы S остаются в ящике 18, откуда затем они могут быть удалены. Цилиндр 12, который все еще сохраняет синхронизм с вращением рулона В2, поворачивают в обратном направлении, при этом поднимается отрезанная кромка конца листа, который все еще удерживается на месте при помощи системы всасывания, до точной высоты осей цилиндров (фиг.3d).
Во время описанной здесь выше процедуры подготовки переднего края рулона В2 рулон В1 продолжает разматываться без помех. Когда он становится практически пустым, как это показано на фиг.3е, разматывание прекращают и начинают действительную операцию сращивания между передним концом материала М2 на полном рулоне В2 и материалом M1 на рулоне В1. Два сращивающих цилиндра 12 и 13 вводят во взаимный контакт, при этом возникает давление, необходимое для соединения двух полотен материала вместе.
Теперь резак 24, расположенный выше по ходу от сращивающих цилиндров, воздействует на материал M1 на рулоне В1, делая крестообразный разрез (фиг.3f). За счет этого задний конец листа на рулоне В1 будет иметь чистую, ровную кромку. Сращивающие цилиндры вновь начинают вращаться с управляемой скоростью, в синхронизме со скоростью полного рулона В2. Сращивание завершают тогда, когда кромка заднего конца M1 проходит мимо сращивающих цилиндров (фиг.3g). Указанные цилиндры затем перемещают назад в положение, в котором они раздвинуты друг от друга (фиг.3f), и останавливают их вращение, в результате чего процесс возвращается к исходной ситуации, в которой материал скользит равномерно и свободно, на этот раз при разматывании с полного рулона В2. Вал 1 теперь готов для установки нового рулона после удаления с него пустой трубки (с любым оставшимся на ней материалом).
Вся описанная здесь выше процедура может быть повторена совершенно аналогично, но на противоположных сторонах установки. Благодаря идеально симметричному построению установки и, в частности, сращивающему устройству 8 передний конец полного рулона может быть подготовлен поочередно на одной стороне, а задний конец пустого рулона может быть отрезан на другой стороне установки.
Установка в соответствии с настоящим изобретением, в первую очередь, позволяет точно контролировать продольную длину места сращивания, так как эта длина определяется расстоянием, измеренным вдоль траектории полотна, между сращивающими цилиндрами 11, 12 и одним или другим из резаков 24, 25, расположенным выше по ходу. В соответствии с возможным вариантом указанное расстояние можно изменять за счет установки резаков 24, 25 с возможностью перемещения в соответствии с размерами (длиной) места сращивания, если это необходимо.
Другим преимуществом установки в соответствии с настоящим изобретением является возможность получения обеих кромок сращиваемых концов с высокой точностью и чистотой, за счет чего исключаются стадии последующей обработки и соответствующие машины. В частности, передний конец полного рулона может быть зачищен с минимальным расходом материала благодаря подготовительной процедуре, управляемой при помощи перемещения, обеспеченного силой всасывания, создаваемой при помощи сращивающих цилиндров 11, 12.
Процедура отрезания и сращивания включает в себя всего несколько элементарных операций, так что она может быть осуществлена очень быстро, с очень малым временем простоя в подаче разматываемого полотна. Подготовка и отрезание материала, контролируемые автоматически при помощи системы всасывания, подходят для различных широких и мягких материалов, в том числе для тонкой папиросной бумаги. Наконец, простая и компактная конструкция сращивающего устройства делает его весьма экономичным даже с точки зрения технического обслуживания, причем при нахождении в состоянии резерва это устройство совершенно не мешает нормальному разматыванию материала.
Несмотря на то, что был описан предпочтительный вариант осуществления установки для разматывания рулонов листового материала, снабженного устройством для сращивания рулонов, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят за рамки формулы изобретения.
Реферат
Установка содержит пару разматывающих валов для соответствующих рулонов, расположенных с противоположных сторон плоскости симметрии (X), устройство для сращивания заднего конца рулона, размотанного с одного из указанных валов, с передним концом нового, полного рулона, установленного на другом валу, причем устройство, в свою очередь, имеет конфигурацию, симметричную относительно плоскости симметрии, и содержит пару сращивающих цилиндров (11, 12), расположенных на каждой стороне плоскости симметрии (X), вращающихся вокруг своих соответствующих осей и выполненных с возможностью сближения друг с другом и удаления друг от друга, группы всасывающих отверстий, образованных на линиях вдоль образующих сращивающих цилиндров (11, 12). Согласно изобретению первое режущее средство (13), взаимодействующее с соответствующим цилиндром и расположенное с возможностью прижатия к этому цилиндру вдоль его образующей, размещено ниже области контакта этого цилиндра (11) с другим цилиндром (12), второе режущее средство (24) расположено выше указанных цилиндров, при этом установка снабжена средством управления средством привода (26, 27), синхронизирующим вращение цилиндров со скоростью, с которой указанный материал разматывается с рулонов. Изобретение обеспечивает повышение производительности. 11 з.п. ф-лы, 7 ил.
Комментарии