Отклонитель пути транспортировки - RU2762923C2
Код документа: RU2762923C2
Чертежи




Описание
Область техники
Изобретение относится к отклонителю пути транспортировки, который отклоняет путь транспортировки транспортируемого изделия в оборудовании для транспортировки изделия.
Уровень техники
В качестве отклонителя пути транспортировки, который отклоняет путь транспортировки транспортируемого изделия в оборудовании для транспортировки изделия, имеется отклонитель пути транспортировки, проиллюстрированный в публикации выложенной заявки на патент Японии № 2006-131404. Этот отклонитель пути транспортировки включает в себя главный конвейер, находящийся на верхней ступени, и два вспомогательных конвейера, расположенные вертикально на двух ступенях. Между главным конвейером и двумя вспомогательными конвейерами предусмотрены три отклоняющих конвейера. В отклонителе пути транспортировки верхний отклоняющий конвейер на стороне впуска и верхний отклоняющий конвейер на стороне выпуска сочленены друг с другом посредством охватывающего соединительного элемента, тогда как верхний отклоняющий конвейер на стороне выпуска и нижний отклоняющий конвейер на стороне выпуска сочленены друг с другом посредством звена. В отклонителе пути транспортировки охватывающий соединительный элемент приводят в действие с тем, чтобы сообщить качание верхнему отклоняющему конвейеру на стороне впуска и верхнему отклоняющему конвейеру на стороне выпуска, а качание верхнего отклоняющего конвейера на стороне выпуска приводит к качанию нижнего отклоняющего конвейера на стороне выпуска посредством звена. Три отклоняющих конвейера совершают качание, переключая путь транспортировки с верхнего главного конвейера к верхнему вспомогательному конвейеру на путь транспортировки с верхнего главного конвейера к нижнему вспомогательному конвейеру. Таким образом, в отклонителе пути транспортировки согласно публикации выложенной заявки на патент Японии № 2006-131404 верхний отклоняющий конвейер на стороне выпуска и нижний отклоняющий конвейер на стороне выпуска сочленены друг с другом посредством одного и того же звена, вследствие чего и отклоняется путь транспортировки транспортируемого изделия.
Подобно отклонителю пути транспортировки согласно публикации выложенной заявки на патент Японии № 2006-131404, отклонитель 100 пути транспортировки на фиг.5A и 5B действует как отклонитель пути транспортировки, который отклоняет путь транспортировки транспортируемого изделия за счет сочленения двух - верхнего и нижнего - отклоняющих конвейеров посредством одного и того же качающегося звена. Отклонитель 100 пути транспортировки включает в себя главный конвейер 110, находящийся на верхней ступени, главный конвейер 120, находящийся на нижней ступени, вспомогательный конвейер 130, находящийся на верхней ступени, и вспомогательный конвейер 140, находящийся на нижней ступени. Отклонитель 100 пути транспортировки включает в себя четыре отклоняющих конвейера (верхний отклоняющий конвейер 150 на стороне впуска, нижний отклоняющий конвейер 160 на стороне впуска, верхний отклоняющий конвейер 170 на стороне выпуска и нижний отклоняющий конвейер 180 на стороне выпуска) между главным конвейером 110 и главным конвейером 120, а также вспомогательным конвейером 130 и вспомогательным конвейером 140. В отклонителе 100 пути транспортировки верхний отклоняющий конвейер 150 на стороне впуска и нижний отклоняющий конвейер 160 на стороне впуска сочленены друг с другом посредством качающегося звена 190. Качание качающегося звена 190 приводит к одновременному качанию верхнего отклоняющего конвейера 150 и нижнего отклоняющего конвейера 160. Более того, верхний отклоняющий конвейер 170 на стороне выпуска и нижний отклоняющий конвейер 180 на стороне выпуска сочленены друг с другом посредством одного и того же качающегося звена 195. Качание качающегося звена 195 приводит к одновременному качанию верхнего отклоняющего конвейера 170 и нижнего отклоняющего конвейера 180.
Как изображено на фиг.5B, когда верхний отклоняющий конвейер 150 совершает качание вниз в отклонителе 100 пути транспортировки, нижний отклоняющий конвейер 160 соответственно совершает качание вниз. Таким образом, под горизонтальным положением нижнего отклоняющего конвейера 160 необходимо пространство K1 для отвода нижнего отклоняющего конвейера 160. Помимо этого, чтобы верхний отклоняющий конвейер 170 совершил качание вверх в отклонителе 100 пути транспортировки, качающееся звено 195 должно совершить качание выше высоты качания верхнего отклоняющего конвейера 170. Таким образом, выше упомянутого горизонтального положения (см. фиг.5A) верхнего отклоняющего конвейера 170 необходимо пространство K2 для качания качающегося звена 195. Поскольку пространство K1 и пространство K2 необходимы в отклонителе 100 пути транспортировки, если отклонитель 100 пути транспортировки вводят в пунктах, где существующие конвейеры 110, 120, 130 и 140 предусмотрены, а пространства K1 и K2 получить нельзя, нижний отклоняющий конвейер 180, совершающий качание вверх, и верхний отклоняющий конвейер 150, совершающий качание вниз, могут вызвать задевание потолка качающимся звеном 195 и задевание пола нижним отклоняющим конвейером 160. Таким образом, к сожалению, отклонитель 100 пути транспортировки для существующих конвейеров 110, 120, 130 и 140 устанавливать нельзя.
Подобно отклонителю пути транспортировки, описанному в публикации международной заявки WO 2005/021410, разработан отклонитель, в котором два отклоняющих конвейера - верхний и нижний - совершают качания независимо. Таким образом, даже если верхний отклоняющий конвейер совершает качание вниз, нижний отклоняющий конвейер не совершает соответственное качание вниз, а отклонитель не задевает потолок, когда вызывают качание верхнего отклоняющего конвейера вверх. В отклонителе пути транспортировки, описанном в публикации международной заявки WO 2005/021410, нижний отклоняющий конвейер не совершает качание вниз в соответствии с качанием верхнего отклоняющего конвейера. Помимо этого, верхний отклоняющий конвейер не совершает качание вверх в соответствии с качанием нижнего отклоняющего конвейера. Это исключает необходимость предусматривать пространство для отвода нижнего отклоняющего конвейера и пространство для отвода верхнего отклоняющего конвейера, тем самым уменьшая габариты отклонителя пути транспортировки. Поэтому отклонитель пути транспортировки можно устанавливать для существующих конвейеров, не изменяя высоты существующих конвейеров.
Вместе с тем, в отклонителе пути транспортировки, который предусматривает независимое качание двух - верхнего и нижнего - отклоняющих конвейеров, как описано в публикации международной заявки WO 2005/021410, необходимо управлять качаниями каждого из отклоняющих конвейеров 210, 220, 230 и 240, как изображено на фиг.6. Это может усложнить управление отклоняющими конвейерами 210, 220, 230 и 240. При транспортировке, в частности, изделия 310 к верхнему конвейеру 250 вслед за изделием 300 (уже транспортируемым изделием), транспортируемым нижними отклоняющими конвейерами 220 и 240, верхний отклоняющий конвейер 230 сообщает качание вниз находящемуся на стороне впуска концу верхнего отклоняющего конвейера 230, чтобы транспортировать (принять) последующее изделие 310, когда изделие 300 транспортируется нижними отклоняющими конвейерами 220 и 240. Таким образом, когда нижние отклоняющие конвейеры 220 и 240 транспортируют большое изделие 300, верхний отклоняющий конвейер 230, совершающий качание вниз, может причинить ущерб, разрушая изделие 300, транспортируемое нижними отклоняющими конвейерами 220 и 240.
Задача данного изобретения состоит в том, чтобы разработать в качестве отклонителя пути транспортировки, который транспортирует изделие на находящемся на стороне впуска конвейере к находящимся на стороне выпуска конвейерам за счет отклонения пути транспортировки посредством отклоняющих конвейеров, отклонитель пути транспортировки, который можно устанавливать, не изменяя высоты существующих находящихся на стороне впуска и стороне выпуска конвейеров и который предотвращает разрушение транспортируемого изделия отклоняющим конвейером при отклонении пути транспортировки транспортируемого изделия.
Сущность изобретения
Далее будет рассмотрено решение технической задачи данного изобретения.
В частности, отклонитель пути транспортировки согласно данному изобретению представляет собой отклонитель пути транспортировки, который отклоняет путь транспортировки таким образом, что изделие, транспортируемое находящимся на стороне впуска конвейером, предусмотренным на стороне впуска пути транспортировки, транспортируется к находящемуся на стороне выпуска верхнему конвейеру, расположенному выше находящегося на стороне впуска конвейера на стороне выпуска пути транспортировки, и находящемуся на стороне выпуска нижнему конвейеру, расположенному ниже расположенного на стороне выпуска верхнего конвейера на стороне выпуска пути транспортировки, при этом отклонитель пути транспортировки содержит: находящийся на стороне впуска нижний отклоняющий конвейер, который расположен по ходу после находящегося на стороне впуска конвейера и имеет сторону выпуска, совершающую качание около находящегося на стороне впуска конвейера; находящийся на стороне выпуска верхний отклоняющий конвейер, который расположен выше находящегося на стороне впуска конвейера и находящегося на стороне впуска нижнего отклоняющего конвейера и по ходу перед находящимися на стороне выпуска верхним конвейером и имеет сторону впуска, совершающую качание около находящегося на стороне выпуска верхнего конвейера; находящийся на стороне выпуска нижний отклоняющий конвейер, который расположен ниже находящегося на стороне выпуска верхнего отклоняющего конвейера и по ходу перед находящимися на стороне выпуска нижним конвейером и имеет сторону впуска, совершающую качание около находящегося на стороне выпуска нижнего конвейера; детектор высоты, который определяет транспортируемое изделие, имеющее, по меньшей мере, некоторую заданную высоту; и детектор транспортируемого изделия, который определяет изделие, переносимое с находящегося на стороне впуска нижнего отклоняющего конвейера к находящемуся на стороне выпуска нижнему отклоняющему конвейеру, причем находящемуся на стороне впуска нижнему отклоняющему конвейеру, находящемуся на стороне выпуска верхнему отклоняющему конвейеру и находящемуся на стороне выпуска нижнему отклоняющему конвейеру сообщают качание разными сообщающими качание устройствами, и управление качанием находящегося на стороне выпуска верхнего отклоняющего конвейера под действием сообщающего качание устройства осуществляется на основе определения транспортируемого изделия детектором высоты и детектором транспортируемого изделия.
В этой конфигурации, детектор высоты и детектор транспортируемого изделия определяют изделие, транспортируемое находящимся на стороне впуска нижним отклоняющим конвейером и находящимся на стороне выпуска нижним отклоняющим конвейером, вследствие чего качание находящегося на стороне выпуска верхнего отклоняющего конвейера оказывается управляемым.
Помимо этого, если детектор высоты определяет транспортируемое изделие, детектор транспортируемого изделия определяет транспортируемое изделие, а потом находящемуся на стороне выпуска нижнему отклоняющему конвейеру сообщается движение на заданную величину пробега, что позволяет сообщающему качание устройству, предназначенному для сообщения качания находящемуся на стороне выпуска верхнему отклоняющему конвейеру, начать сообщение качания находящемуся на стороне выпуска верхнему отклоняющему конвейеру.
В этой конфигурации, если детектор высоты определяет транспортируемое изделие, находящемуся на стороне выпуска верхнему отклоняющему конвейеру сообщают качание после того, как детектор транспортируемого изделия определяет транспортируемое изделие, а изделие транспортируется на заданное расстояние на находящемся на стороне выпуска нижнем отклоняющем конвейере. В этом случае, выражение «после того, как детектор транспортируемого изделия определяет транспортируемое изделие,» означает действие после «начала» определения транспортируемого изделия детектором транспортируемого изделия (т.е., после того, как детектор транспортируемого изделия определяет «переднюю сторону направления транспортировки» транспортируемого изделия) или после «завершения» определения транспортируемого изделия детектором транспортируемого изделия (после детектор транспортируемого изделия определяет «заднюю сторону направления транспортировки» транспортируемого изделия).
Помимо этого, если детектор высоты определяет транспортируемое изделие, детектор транспортируемого изделия определяет транспортируемое изделие, а потом сообщающее качание устройство начинает сообщение качания находящемуся на стороне выпуска верхнему отклоняющему конвейеру после истечения заданного времени.
В этой конфигурации, если детектор высоты определяет транспортируемым изделие, находящемуся на стороне выпуска верхнему отклоняющему конвейеру сообщают качание в заданный момент времени после того, как детектор транспортируемого изделия определяет транспортируемое изделие. В этом случае, выражение «после того, как детектор транспортируемого изделия определяет транспортируемое изделие,» означает после «начала» определения транспортируемого изделия детектором транспортируемого изделия (после того, как детектор транспортируемого изделия определяет «переднюю сторону направления транспортировки» транспортируемого изделия) или после «завершения» определения транспортируемого изделия детектором транспортируемого изделия (после того, как детектор транспортируемого изделия определяет «заднюю сторону направления транспортировки» транспортируемого изделия).
Помимо этого, если детектор высоты не определяют транспортируемое изделие, сообщающее качание устройство начинает сообщение качания находящемуся на стороне выпуска верхнему отклоняющему конвейеру в ответ на определение транспортируемого изделия детектором транспортируемого изделия.
В этой конфигурации, если детектор высоты не определяют транспортируемое изделие, находящемуся на стороне выпуска верхнему отклоняющему конвейеру сообщают качание после того, как детектор транспортируемого изделия определяет транспортируемое изделие. В этом случае, выражение «после того, как детектор транспортируемого изделия определяет транспортируемое изделие,» означает после «начала» определения транспортируемого изделия детектором транспортируемого изделия (после, того как детектор транспортируемого изделия определяет «переднюю сторону направления транспортировки» транспортируемого изделия), или после «завершения» определения транспортируемого изделия детектором транспортируемого изделия (после того, как детектор транспортируемого изделия определяет «заднюю сторону направления транспортировки» транспортируемого изделия).
В соответствии с отклонителем пути транспортировки согласно данному изобретению, качанием находящийся на стороне выпуска верхнего отклоняющего конвейера управляют путем определения высоты изделия, транспортируемого находящимся на стороне впуска нижним отклоняющим конвейером, и изделия, переносимого с находящегося на стороне впуска нижнего отклоняющего конвейера к находящемуся на стороне выпуска нижнему отклоняющему конвейеру. Таким образом, находящемуся на стороне выпуска верхнему отклоняющему конвейеру можно сообщить качание вниз, соответствующее габаритам и положению изделия, транспортируемого находящимся на стороне впуска нижним отклоняющим конвейером и находящимся на стороне выпуска нижним отклоняющим конвейером. Следовательно, даже если отклоняющим конвейерам, составляющим отклонитель пути транспортировки, сообщают качание разные сообщающие качание устройства, когда происходит отклонение пути транспортировки изделия, изделие, транспортируемое находящимся на стороне впуска нижним отклоняющим конвейером и находящимся на стороне выпуска нижним отклоняющим конвейером, не разрушается находящимся на стороне выпуска верхним отклоняющим конвейером, совершающим качание вниз.
Краткое описание чертежей
Фиг.1 - вид спереди отклонителя пути транспортировки в соответствии с данным изобретением;
Фиг.2 - вид спереди отклонителя пути транспортировки в соответствии с данным изобретением;
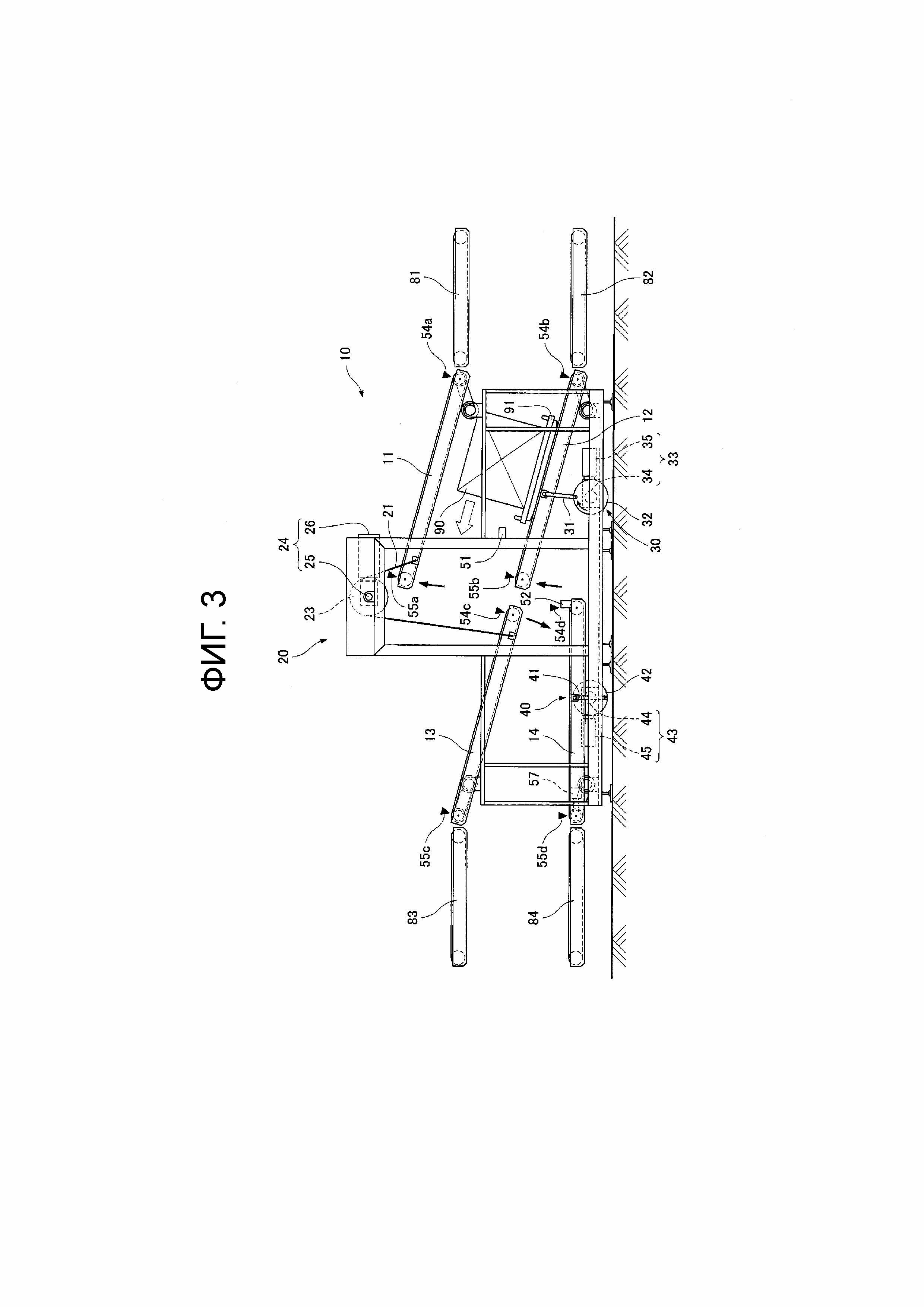
Фиг.3 - вид спереди отклонителя пути транспортировки в соответствии с данным изобретением;
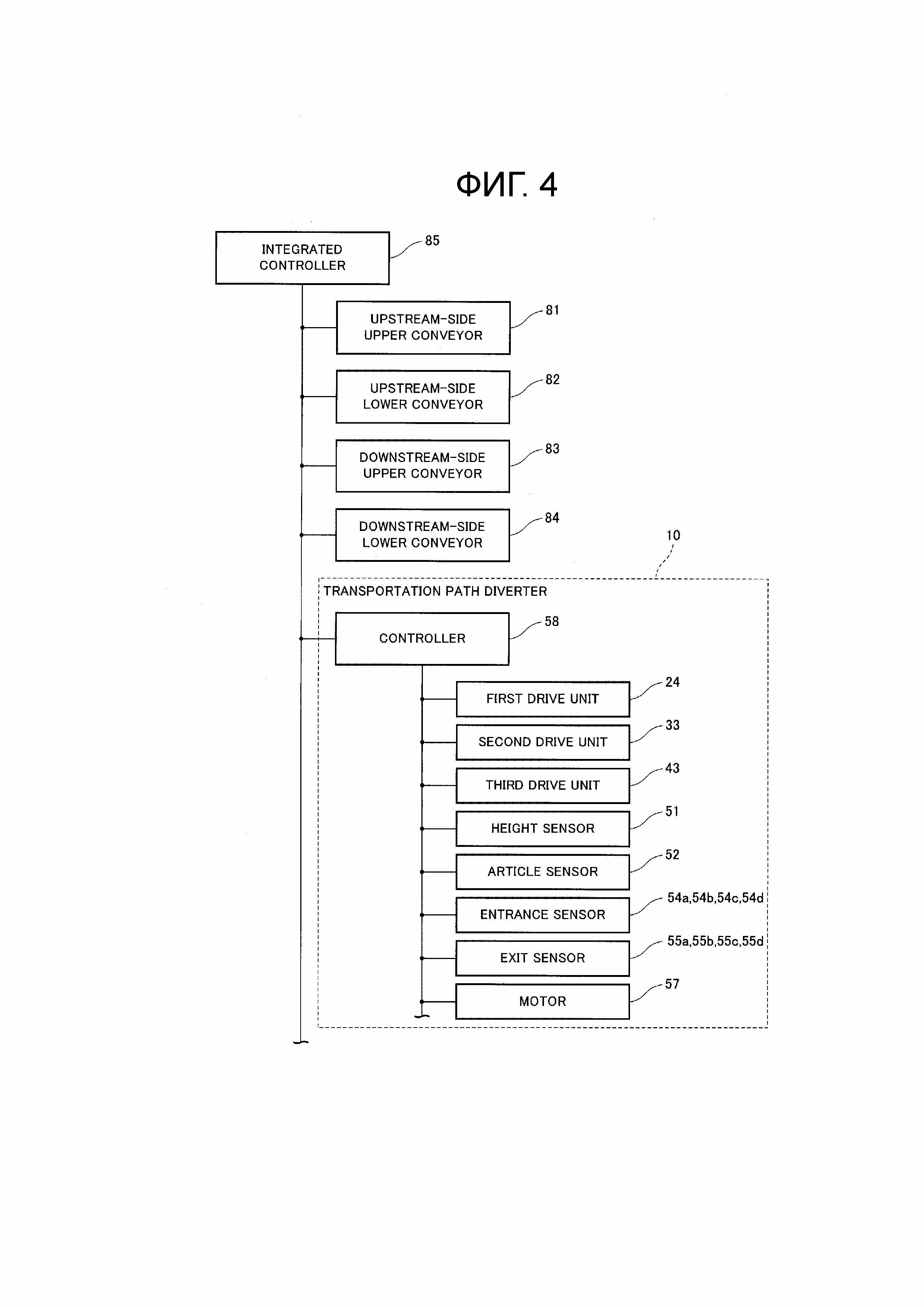
Фиг.4 - блок-схема системы управления для отклонителя пути транспортировки в соответствии с данным изобретением;
Фиг.5A - вид спереди отклонителя пути транспортировки в соответствии с известным техническим решением;
Фиг.5B - вид спереди отклонителя пути транспортировки в соответствии с известным техническим решением; и
Фиг.6 - вид спереди отклонителя пути транспортировки в соответствии с еще одним примером известного технического решения.
Описание варианта осуществления изобретения
Далее будет описан отклонитель 10 пути транспортировки в соответствии с вариантом осуществления данного изобретения.
Как изображено на фиг.1, отклонитель 10 пути транспортировки представляет собой вертикальный отклонитель пути транспортировки, который вертикально (в направлении высоты) отклоняет путь транспортировки изделия 90 (являющегося примером «транспортируемого изделия»), хранимого на поддоне 91. Отклонитель 10 пути транспортировки предусмотрен в системе сортировки (не изображена), предназначенной для сортировки изделий 90, например, в аэропорту или распределительном центре. Отклонитель 10 пути транспортировки располагается между находящимся на стороне впуска верхним конвейером 81 и находящийся на стороне впуска нижним конвейером 82 (являющимися примером «находящегося на стороне впуска конвейера»), которые находятся на двух расположенных вертикально ступенях, и находящимся на стороне выпуска верхним конвейером 83 и находящийся на стороне выпуска нижним конвейером 84, которые находятся на двух расположенных вертикально ступенях.
Находящийся на стороне впуска верхний конвейер 81 и находящийся на стороне впуска нижний конвейер 82 предусмотрены на стороне впуска - по отношению к отклонителю 10 пути транспортировки - пути транспортировки изделия 90. Находящийся на стороне впуска верхний конвейер 81 и находящийся на стороне впуска нижний конвейер 82 транспортируют изделие 90 к отклонителю пути транспортировки.
Находящийся на стороне впуска верхний конвейер 81 параллелен находящемуся на стороне впуска нижнему конвейеру 82 с заданным зазором непосредственно над находящимся на стороне впуска нижним конвейером 82.
Находящийся на стороне выпуска верхний конвейер 83 и находящийся на стороне выпуска нижний отклоняющий конвейер 84 предусмотрены на стороне выпуска - по отношению к отклонителю 10 пути транспортировки - пути транспортировки изделия. Находящийся на стороне выпуска верхний конвейер 83 и находящийся на стороне выпуска нижнего отклоняющего конвейер 84 транспортируют изделие 90, транспортируемое от отклонителя 10 пути транспортировки.
Находящийся на стороне выпуска верхний конвейер 83 располагается на той же высоте, что и находящийся на стороне впуска верхний конвейер 81, и располагается по диагонали над находящимся на стороне впуска нижним конвейером 82 на стороне выпуска находящегося на стороне впуска нижнего конвейера 82.
Находящийся на стороне выпуска отклоняющий конвейер 84 располагается на той же высоте, что и находящийся на стороне впуска нижний конвейер 82 на стороне выпуска находящегося на стороне впуска нижнего конвейера. Находящийся на стороне выпуска нижний конвейер 84 параллелен находящемуся на стороне выпуска верхнему конвейеру 83 с заданным зазором под находящимся на стороне выпуска верхним конвейером 83.
Отклонитель 10 пути транспортировки отклоняет путь транспортировки изделия 90 с тем, чтобы транспортировать изделие 90 с находящегося на стороне впуска верхнего конвейера 81 к одному из находящегося на стороне выпуска верхнего конвейера 83 и находящегося на стороне выпуска нижнего конвейера 84, которые предусмотрены по ходу после отклонителя 10 пути транспортировки. Помимо этого, отклонитель 10 пути транспортировки отклоняет путь транспортировки изделия 90 с тем, чтобы транспортировать изделие 90 с находящегося на стороне впуска нижнего конвейера 82 к одному из находящегося на стороне выпуска верхнего конвейера 83 и находящегося на стороне выпуска нижнего конвейера 84, которые предусмотрены по ходу после отклонителя 10 пути транспортировки.
В отклонителе 10 пути транспортировки путь транспортировки изделия 90 к находящемуся на стороне выпуска верхнему конвейеру 83 или находящемуся на стороне выпуска нижнему конвейеру 84 отклоняют путем переключения находящегося на стороне впуска верхнего отклоняющего конвейера 11, находящегося на стороне впуска нижнего отклоняющего конвейера 12, находящегося на стороне выпуска верхнего отклоняющего конвейера 13 и находящегося на стороне выпуска нижнего отклоняющего конвейера 14.
Находящийся на стороне впуска верхний отклоняющий конвейер 11 располагается по ходу после находящегося на стороне впуска верхнего конвейера 81. Сторона выпуска находящегося на стороне впуска верхнего отклоняющего конвейера 11 совершает качание около находящегося на стороне впуска верхнего конвейера 81. Находящийся на стороне впуска верхний отклоняющий конвейер 11 поворачивают на той же высоте, что и находящийся на стороне впуска верхний конвейер 81.
Находящийся на стороне впуска нижний отклоняющий конвейер 12 параллелен находящемуся на стороне впуска верхнему отклоняющему конвейеру 11 с заданным зазором непосредственно под находящимся на стороне впуска верхним отклоняющим конвейером 11. Находящийся на стороне впуска нижний отклоняющий конвейер 12 располагается по ходу после находящегося на стороне впуска нижнего конвейера 82. Сторона выпуска находящегося на стороне впуска нижнего отклоняющего конвейера 12 совершает качание около находящегося на стороне впуска нижнего конвейера 82. Находящийся на стороне впуска нижний отклоняющий конвейер 12 поворачивают на той же высоте, что и находящийся на стороне впуска нижний конвейер 82.
Находящийся на стороне выпуска верхний отклоняющий конвейер 13 располагается по ходу перед находящимся на стороне выпуска верхним конвейером 83. Находящийся на стороне выпуска верхний отклоняющий конвейер 13 располагается по диагонали над находящимся на стороне впуска нижним конвейером 82 и находящимся на стороне впуска нижним отклоняющим конвейером 12. Сторона впуска находящегося на стороне выпуска верхнего отклоняющего конвейера 13 совершает качание около находящегося на стороне выпуска верхнего конвейера 83. Находящийся на стороне выпуска верхний отклоняющий конвейер 13 поворачивают на той же высоте, что и находящийся на стороне выпуска верхний конвейер 83.
Находящийся на стороне выпуска нижний отклоняющий конвейер 14 располагается по ходу перед находящимся на стороне выпуска нижним конвейером 84. Находящийся на стороне выпуска нижний отклоняющий конвейер 14 параллелен находящемуся на стороне выпуска верхнему отклоняющему конвейеру 13 с заданным зазором непосредственно под находящимся на стороне выпуска верхним отклоняющим конвейером 13. Сторона впуска находящегося на стороне выпуска нижнего отклоняющего конвейера 14 совершает качание около находящегося на стороне выпуска нижнего отклоняющего конвейера 84. Находящийся на стороне выпуска нижний отклоняющий конвейер 14 поворачивают на той же высоте, что и находящийся на стороне выпуска нижний отклоняющий конвейер 84.
Как изображено на фиг.1, в отклонителе 10 пути транспортировки находящийся на стороне впуска верхний отклоняющий конвейер 11 и находящийся на стороне выпуска верхний отклоняющий конвейер 13 пролегают друг за другом, так что изделие 90, транспортируемое находящимся на стороне впуска верхним конвейером 81, транспортируется к находящемуся на стороне выпуска верхнему конвейеру 83. В отклонителе 10 пути транспортировки находящийся на стороне впуска верхний отклоняющий конвейер 11 и находящийся на стороне выпуска нижний отклоняющий конвейер 14 совершают качание, оказываясь пролегающими друг за другом, так что изделие 90, транспортируемое находящимся на стороне впуска верхним конвейером 81, транспортируется к находящемуся на стороне выпуска нижнему конвейеру 84.
Помимо этого, в отклонителе 10 пути транспортировки находящийся на стороне впуска нижний отклоняющий конвейер 12 и находящийся на стороне выпуска нижний отклоняющий конвейер 14 пролегают друг за другом, так что изделие 90, транспортируемое находящимся на стороне впуска нижним конвейером 82, транспортируется к находящемуся на стороне выпуска нижнему конвейеру 84. Как изображено на фиг.3, в отклонителе 10 пути транспортировки находящийся на стороне впуска нижний отклоняющий конвейер 12 и находящийся на стороне выпуска верхний отклоняющий конвейер 13 совершают качание, оказываясь пролегающими друг за другом, так что изделие 90, транспортируемое находящимся на стороне впуска нижним конвейером 82, транспортируется к находящемуся на стороне выпуска верхнему конвейеру 83.
Как изображено на фиг.1—3, находящемуся на стороне впуска верхнему отклоняющему конвейеру 11 и находящемуся на стороне выпуска верхнему отклоняющему конвейеру 13 сообщает вертикальное качание первое сообщающее качание устройство 20. Первое сообщающее качание устройство 20 включает в себя роликовую цепь 21, звездочку 23 и первый узел 24 привода, который вращает звездочку 23.
Один конец роликовой цепи 21 соединен с находящимся на стороне выпуска концом (свободным концом) находящегося на стороне впуска верхнего отклоняющего конвейера 11. Другой конец роликовой цепи 21 соединен с находящимся на стороне впуска концом (свободным концом) находящегося на стороне выпуска верхнего отклоняющего конвейера 13. Роликовая цепь 21 огибает звездочку 23.
Звездочка 23 вращает первый узел 24 привода. Звездочка 23 вращается, втягивая один конец роликовой цепи 21 и выпуская другой конец роликовой цепи 21.
Первый узел 24 привода состоит главным образом из первого вращающегося вала 25, который вращает звездочку 23, и первого электродвигателя 26, который вращает первый вращающийся вал 25.
Как изображено на фиг.1—3, находящемуся на стороне впуска нижнему отклоняющему конвейеру 12 сообщает вертикальное качание второе сообщающее качание устройство 30. Второе сообщающее качание устройство 30 включает в себя находящееся на стороне впуска нижнее звено 31, соединенное с находящимся на стороне впуска нижним отклоняющим конвейером 12, первый кулачок 32, который сообщает движение находящемуся на стороне впуска нижнему звену 31, и второй узел 33 привода, который вращает первый кулачок 32.
Находящийся на стороне впуска нижний отклоняющий конвейер 12 соединен с одним концом находящегося на стороне впуска нижнего звена 31. Первый кулачок 32 соединен с другим концом находящегося на стороне впуска нижнего звена 31. Находящееся на стороне впуска нижнее звено 31 вертикально движется, качая сторону выпуска находящегося на стороне впуска нижнего отклоняющего конвейера 12.
Первый кулачок 32 вращается, сообщая вертикальное движение находящемуся на стороне впуска нижнему звену 31. Первому кулачку 32 сообщает вращение второй узел 33 привода.
Второй узел 33 привода состоит главным образом из второго вращающегося вала 34, предусмотренного в первом кулачке 32, и второго электродвигателя 35, который вращает второй вращающийся вал 34.
Как изображено на фиг.1—3, находящемуся на стороне выпуска нижнему отклоняющему конвейеру 14 сообщает вертикальное качание третье сообщающее качание устройство 40. Третье сообщающее качание устройство 40 включает в себя находящееся на стороне выпуска нижнее звено 41, соединенное с находящимся на стороне выпуска нижним отклоняющим конвейером 14, второй кулачок 42, который сообщает движение находящемуся на стороне выпуска нижнему звену 41, и третий узел 43 привода, который вращает второй кулачок 42.
Находящийся на стороне выпуска нижний отклоняющий конвейер 14 соединен с одним концом находящегося на стороне выпуска нижнего звена 41. Второй кулачок 42 соединен с другим концом находящегося на стороне выпуска нижнего звена 41. Находящееся на стороне выпуска нижнее звено 41 совершает вертикальное движение, качая сторону впуска находящегося на стороне выпуска нижнего отклоняющего конвейера 14.
Второй кулачок 42 вращается, сообщая вертикальное движение находящемуся на стороне выпуска нижнему звену 41. Второму кулачку 42 сообщает вращение третий узел 43 привода.
Третий узел 43 привода состоит главным образом из третьего вращающегося вала 44, предусмотренного во втором кулачке 42, и третьего электродвигателя 45, который вращает третий вращающийся вал 44.
В отклонителе 10 пути транспортировки, находящемуся на стороне впуска верхнему отклоняющему конвейеру 11 и находящемуся на стороне выпуска верхнему отклоняющему конвейеру 13 сообщает вертикальное качание первое сообщающее качание устройство 20. Находящемуся на стороне впуска нижнему отклоняющему конвейеру 12 сообщает вертикальное качание второе сообщающее качание устройство 30, отличающееся от первого сообщающего качание устройства 20. Находящемуся на стороне выпуска нижнему отклоняющему конвейеру 14 сообщает вертикальное качание третье сообщающее качание устройство 40, которое отличается от первого сообщающего качание устройства 20 и второго сообщающего качание устройства 30.
Как изображено на фиг.1—3, между находящимся на стороне впуска верхним отклоняющим конвейером 11 и находящимся на стороне впуска нижним отклоняющим конвейером 12 предусмотрен датчик 51 высоты (являющийся примером «детектора высоты»), предназначенный для определения высоты изделия 90, транспортируемого находящимся на стороне впуска нижним отклоняющим конвейером 12. Датчик 51 высоты предусмотрен на заданной высоте над транспортировочной поверхностью находящегося на стороне впуска нижнего отклоняющего конвейера 12 в горизонтальном положении.
По ходу перед находящимся на стороне выпуска нижним отклоняющим конвейером 14 предусмотрен датчик 52 изделия (являющийся примером «детектора транспортируемого изделия»), предназначенный для определения изделия 90, переносимого с находящегося на стороне впуска нижнего отклоняющего конвейера 12 к находящемуся на стороне выпуска нижнему отклоняющему конвейеру 14.
На сторонах впуска (сторонах входа) отклоняющих конвейеров 11, 12, 13 и 14 предусмотрены датчики 54a, 54b, 54c и 54d входа, предназначенные для определения изделия 90, проходящего через стороны впуска (стороны входа) отклоняющих конвейеров 11, 12, 13 и 14. На сторонах выпуска (сторонах выхода) отклоняющих конвейеров 11, 12, 13 и 14 предусмотрены датчики 55a, 55b, 55c и 55d выхода, предназначенные для определения изделия 90, проходящего через стороны выпуска (стороны выхода) отклоняющих конвейеров 11, 12, 13 и 14. Датчики 54a, 54b, 54c и 54d входа и датчики 55a, 55b, 55c и 55d выхода предусмотрены для отклоняющих конвейеров 11, 12, 13 и 14, чтобы подтверждать прохождение и присутствие изделия 90 на отклоняющих конвейерах 11, 12, 13 и 14. Это поможет точнее управлять операциями качания отклоняющих конвейеров 11, 12, 13 и 14.
Далее будет описана система управления для отклонителя 10 пути транспортировки.
Как изображено на фиг.4, отклонитель 10 пути транспортировки и конвейеры 81, 82, 83 и 84 соединены со встроенным контроллером 85. Встроенный контроллер 85 управляет операциями отклонителя пути транспортировки и конвейеров.
Отклонитель 10 пути транспортировки включает в себя контроллер 58, который управляет в целом отклонителем 10 пути транспортировки. Контроллер 58 соединен со встроенным контроллером 85 и управляет в целом отклонителем 10 пути транспортировки в ответ на команду из встроенного контроллера 85. В данном варианте осуществления в целом отклонителем 10 пути транспортировки управляет контроллер 58. Встроенный контроллер 85 может непосредственно управлять в целом отклонителем 10 пути транспортировки и без контроллера 58.
Первый узел 24 привода первого сообщающего качание устройства 20, второй узел 33 привода второго сообщающего качание устройства 30 и третий узел 43 привода третьего сообщающего качание устройства 40 соединены с контроллером 58. Контроллер 58 управляет приводом первого узла 24 привода, чтобы управлять качанием находящегося на стороне впуска верхнего отклоняющего конвейера 11 и находящегося на стороне выпуска верхнего отклоняющего конвейера 13, которые соединены с первым узлом 24 привода. Контроллер 58 управляет приводом второго узла 33 привода, чтобы управлять качанием находящегося на стороне впуска нижнего отклоняющего конвейера 12, соединенного со вторым узлом 33 привода. Контроллер 58 управляет приводом третьего узла 43 привода, чтобы управлять качанием находящегося на стороне выпуска нижнего отклоняющего конвейера 14, соединенного с третьим узлом 43 привода.
Датчик 51 высоты соединен с контроллером 58. Контроллер 58 определяет, что изделие 90, транспортируемое находящимся на стороне впуска нижним отклоняющим конвейером 12 имеет, по меньшей мере, заданную высоту, на основе сигнала определения из датчика 51 высоты. Встроенный контроллер 85 может определять высоту изделия 90 посредством контроллера 58 на основе сигнала определения из датчика 51 высоты.
Датчик 52 изделия соединен с контроллером 58. Когда изделие 90 переносят с находящегося на стороне впуска нижнего отклоняющего конвейера 12 к находящемуся на стороне выпуска нижнему отклоняющему конвейеру 14, датчик 52 изделия начинает определение изделия 90 (датчик 52 изделия включается). Контроллер 58 определяет перенос изделия 90 с находящегося на стороне впуска нижнего отклоняющего конвейера 12 к находящемуся на стороне выпуска нижнему отклоняющему конвейеру 14 на основе сигнала определения из датчика 52 изделия. Встроенный контроллер 85 может определять изделие 90 посредством контроллера 58 на основе сигнала определения из датчика 52 изделия.
Датчики 54a, 54b, 54c и 54d входа соединены с контроллером 58. Когда изделие 90 транспортируется к отклоняющим конвейерам 11, 12, 13 и 14, датчики 54a, 54b, 54c и 54d входа начинают определение изделия 90 (датчики 54a, 54b, 54c и 54d входа включаются). Контроллер 58 определяет прохождение изделия 90 через стороны впуска (стороны входа) отклоняющих конвейеров 11, 12, 13 и 14 на основе сигналов определения из датчиков 54a, 54b, 54c и 54d входа.
Датчики 55a, 55b, 55c и 55d выхода соединены с контроллером 58. Когда изделие 90 транспортируется к сторонам выпуска (сторонам выхода) отклоняющих конвейеров 11, 12, 13 и 14, датчики 55a, 55b, 55c и 55d выхода начинают определение изделия 90 (датчики 55a, 55b, 55c и 55d выхода включаются). Контроллер 58 определяет прохождение изделия 90 через стороны выпуска (стороны выхода) отклоняющих конвейеров 11, 12, 13 и 14 на основе сигналов определения из датчиков 55a, 55b, 55c и 55d выхода.
Ниже будет описана работа отклонителя 10 пути транспортировки при транспортировке изделия 90 с находящегося на стороне впуска нижнего конвейера 82 к находящемуся на стороне выпуска верхнему конвейеру 83.
В отклонителе 10 пути транспортировки изделие с находящегося на стороне впуска нижнего конвейера 82 транспортируется к находящемуся на стороне выпуска нижнему конвейеру 84 или находящемуся на стороне выпуска верхнему конвейеру 83. Путь транспортировки изделия 90 в отклонителе 10 пути транспортировки определяют до транспортировки изделия 90 к находящемуся на стороне впуска нижнему конвейеру 82. Таким образом, контроллер 58 предписывает сообщающим качание устройствам 20, 30, и 40 сообщить качание отклоняющим конвейерам 11, 12, 13, когда изделие 90 транспортируется к находящемуся на стороне впуска нижнему конвейеру 82.
Как изображено на фиг.1, когда изделие 90 транспортируется к находящемуся на стороне впуска нижнему конвейеру 82, контроллер 58 подтверждает путь транспортировки изделия 90 в отклонителе 10 пути транспортировки. Если путь транспортировки изделия 90 представляет собой путь (вертикальный путь) с находящегося на стороне впуска нижнего конвейера 82 к находящемуся на стороне выпуска верхнему конвейеру 83, контроллер 58 определяет - на основе сигналов определения из датчика 51 высоты и датчика 52 изделия, - транспортируется ли предыдущее изделие 90 на находящемся на стороне впуска нижнем отклоняющем конвейере 12 или находящемся на стороне выпуска нижнем отклоняющем конвейере 14.
Если контроллер 58 не определяет сигналы определения из датчика 51 высоты и датчика 52 изделия, то есть, если предыдущее изделие 90 не транспортируется на находящемся на стороне впуска нижнем отклоняющем конвейере 12 и находящемся на стороне выпуска нижнем отклоняющем конвейере 14, контроллер 58 передает сигналы команд в первый узел 24 привода первого сообщающего качание устройства 20 и второй узел 33 привода второго сообщающего качание устройства 30. Первый узел 24 привода начинает качание находящегося на стороне выпуска верхнего отклоняющего конвейера 13 на основе сигнала команды из контроллера 58. Соответственно, второй узел 33 привода начинает качание находящегося на стороне впуска нижнего отклоняющего конвейера 12 на основе сигнала команды из контроллера 58. Таким образом, как изображено на фиг.3, находящийся на стороне выпуска верхний отклоняющий конвейер 13 совершает качание вниз, а находящийся на стороне впуска верхний отклоняющий конвейер и находящийся на стороне впуска нижний отклоняющий конвейер 12 совершают качание вверх, так что находящийся на стороне впуска нижний отклоняющий конвейер 12 и находящийся на стороне выпуска верхний отклоняющий конвейер 13 оказываются пролегающими друг за другом.
Если контроллер 58 определяет сигнал определения из датчика 51 высоты, контроллер 58 определяет, что изделие 90, имеющее, по меньшей мере, заданную высоту, транспортируется на находящемся на стороне впуска нижнем отклоняющем конвейере 12. Иными словами, контроллер 58 определяет, что еще одно изделие 90, имеющее, по меньшей мере, заданную высоту, транспортируется впереди изделия 90, транспортируемого находящим на стороне впуска нижним конвейером 82. В этой конфигурации, заданная высота изделия 90 представляет собой минимальную высоту изделия 90, на которой оно разрушается в контакте с находящимся на стороне выпуска верхним отклоняющим конвейером 13, которому сообщают качание, когда находящийся на стороне выпуска верхний отклоняющий конвейер 13 совершает качание вниз, а изделие 90 при этом переносят с находящегося на стороне впуска нижнего отклоняющего конвейера 12 к находящемуся на стороне выпуска нижнему отклоняющему конвейеру 14. Заданную высоту изделия 90 определяют с учетом скорости транспортировки изделия на находящемся на стороне впуска нижнем отклоняющем конвейере 12 и находящемся на стороне выпуска нижнем отклоняющем конвейере 14 и скорости качания находящегося на стороне выпуска верхнего отклоняющего конвейера 13, совершающего качание вниз.
Изделие 90, определяемое датчиком 51 высоты, переносят с находящегося на стороне впуска нижнего отклоняющего конвейера 12 к находящемуся на стороне выпуска нижнему отклоняющему конвейеру 14. В процессе переноса к находящемуся на стороне выпуска нижнему отклоняющему конвейеру 14, изделие 90 определяется датчиком 52 изделия. В частности, когда изделие 90 переносят к находящемуся на стороне выпуска нижнему отклоняющему конвейеру 14, датчик 52 изделия начинает определение изделия 90 и передает сигнал определения в контроллер 58.
На основе сигнала определения из датчика 52 изделия, контроллер 58 определяет, что изделие 90 перенесено с находящегося на стороне впуска нижнего отклоняющего конвейера 12 к находящемуся на стороне выпуска нижнему отклоняющему конвейеру 14.
Принимая сигнал определения из датчика 52 изделия, контроллер 58 определяет величину пробега находящегося на стороне выпуска нижнего отклоняющего конвейера 14. В частности, когда датчик 52 изделия начинает определение изделия 90 (датчик 52 изделия включается), контроллер 58 определяет величину пробега находящегося на стороне выпуска нижнего отклоняющего конвейера 14. В частности, когда датчик 52 изделия начинает определение изделия 90, контроллер 58 подсчитывает количество импульсов электродвигателя 57, который приводит в движение находящийся на стороне выпуска нижний отклоняющий конвейер 14. Контроллер 58 определяет величину пробега находящегося на стороне выпуска нижнего отклоняющего конвейера 14 путем подсчета количества импульсов электродвигателя 57 для находящегося на стороне выпуска нижнего отклоняющего конвейера 14, так что вычисляется расстояние, проходимое изделием 90 на находящемся на стороне выпуска нижнем отклоняющем конвейере 14.
Контроллер 58 подсчитывает количество импульсов до тех пор, пока количество импульсов электродвигателя 57 для находящегося на стороне выпуска нижнего отклоняющего конвейера 14 не достигает некоторого заданного количества импульсов. Заданным количество импульсов электродвигателя 57 для находящегося на стороне выпуска нижнего отклоняющего конвейера 14 представляет собой количество импульсов электродвигателя 57 для находящегося на стороне выпуска нижнего отклоняющего конвейера 14, когда находящийся на стороне выпуска нижний отклоняющий конвейер 14 транспортирует изделие 90 из положения, где датчик 52 изделия начинает определение изделия 90 на находящемся на стороне выпуска нижнем отклоняющем конвейере, 14 в положение, где изделие 90 не разрушается в контакте с находящийся на стороне выпуска верхнем отклоняющем конвейере 13, совершающий качание вниз.
Контроллер 58 подсчитывает количество импульсов электродвигателя 57 до тех пор, пока количество импульсов не достигает заданного количества импульсов. Иными словами, как изображено на фиг.2, контроллер 58 передает сигнал команды в первый узел 24 привода, чтобы предотвратить разрушение изделия 90 в контакте с находящимся на стороне выпуска верхним отклоняющим конвейером 13, совершающим качание вниз. Первый узел 24 привода начинает качание находящегося на стороне выпуска верхнего отклоняющего конвейера 13 на основе сигнала команды из контроллера 58.
Когда изделие 90 проходит мимо датчика 52 изделия, а сигнал определения из датчика 52 изделия оказывается неопределяемым (определение изделия 90 датчиком 52 изделия заканчивается), контроллер 58 передает сигнал команды во второй узел 33 привода. Второй узел 33 привода начинает качание находящегося на стороне впуска нижнего отклоняющего конвейера 12 на основе сигнала команды из контроллера 58.
Таким образом, контроллер 58 передает сигнал команды в первый узел 24 привода и второй узел 33 привода, так что, как изображено на фиг.3, находящийся на стороне выпуска верхний отклоняющий конвейер 13 совершает качание вниз, а находящийся на стороне впуска нижний отклоняющий конвейер 12 совершает качание вверх, вследствие чего они оказываются уложенными друг за другом.
Если контроллер 58 определяет только сигнал определения из датчика 52 изделия, не определяя сигнал определения из датчика 51 высоты, контроллер 58 определяет, что изделие 90, оказывающееся ниже заданной высоты, транспортируется на находящемся на стороне выпуска нижнем отклоняющем конвейере 14. Иными словами, контроллер 58 определяет, что еще одно изделие 90, оказывающееся ниже заданной высоты, транспортируется впереди изделия 90, транспортируемого находящемуся на стороне впуска нижним конвейером 82.
Когда изделие 90 проходит мимо датчика изделия, а сигнал определения из датчика 52 изделия оказывается неопределяемым (определение изделия 90 датчиком 52 изделия заканчивается), контроллер 58 передает сигнал команды в первый узел 24 привода и второй узел 33 привода. Первый узел 24 привода начинает качание находящегося на стороне впуска верхнего отклоняющего конвейера 13 на основе сигнала команды из контроллера 58. Соответственно, второй узел 33 привода начинает качание находящегося на стороне впуска нижнего отклоняющего конвейера 12 на основе сигнала команды из контроллера 58.
Как обсуждалось, если изделие 90, оказывающееся ниже, чем заданная высота, транспортируется на находящемся на стороне выпуска нижнем отклоняющем конвейере 14, контроллер 58 передает сигнал команды в первый узел 24 привода и второй узел 33 привода, не подсчитывая количество импульсов электродвигателя 57 для находящегося на стороне выпуска нижнего отклоняющего конвейера 14, и начинает качание находящегося на стороне впуска нижнего отклоняющего конвейера 12 и находящегося на стороне выпуска верхнего отклоняющего конвейера 13.
В заключение отметим, что, если изделие 90 с находящегося на стороне впуска нижнего конвейера 82 транспортируется к находящемуся на стороне выпуска верхнему конвейеру 83, высоту предыдущего изделия 90 определяет датчик 51 высоты.
Если изделие 90 имеет, по меньшей мере, заданную высоту, качание вниз находящегося на стороне выпуска верхнего отклоняющего конвейера 13 начинается после подсчета заданного количества импульсов электродвигателя 57 для находящегося на стороне выпуска нижнего отклоняющего конвейера 14, так что изделие 90 транспортируется в положение, где изделие 90 не разрушается в контакте с находящимся на стороне выпуска верхним отклоняющим конвейером 13, совершающим качание вниз.
Если изделие 90 оказывается ниже заданной высоты, качание вниз находящегося на стороне выпуска верхнего отклоняющего конвейера 13 начинается после того, как изделие 90 проходит мимо датчика 52 изделия без подтверждения количества импульсов электродвигателя 57 для находящегося на стороне выпуска нижнего отклоняющего конвейера 14.
В соответствии с данным вариантом осуществления рассмотрено качание находящегося на стороне выпуска верхнего отклоняющего конвейера 13, которым управляют за счет определения высоты изделия 90, транспортируемого находящимся на стороне впуска нижним отклоняющим конвейером 12, и изделия 90, переносимого с находящегося на стороне впуска нижнего отклоняющего конвейера 12 к находящемуся на стороне выпуска нижнему отклоняющему конвейеру 14. Таким образом, находящемуся на стороне выпуска верхнему отклоняющему конвейеру 13 можно сообщить качание вниз в соответствии с габаритами изделия 90, транспортируемого на находящемся на стороне впуска нижнем отклоняющем конвейере 12 и находящемся на стороне выпуска нижнем отклоняющем конвейере 14, и положением изделия 90 on находящемся на стороне впуска нижнем отклоняющем конвейере 12 и находящемся на стороне выпуска нижнем отклоняющем конвейере 14. Следовательно, даже если отклоняющим конвейерам 11, 12, 13 и 14, составляющим отклонитель 10 пути транспортировки, сообщают качания посредством разных сообщающих качание устройств 20, 30 и 40, когда пути транспортировки изделия 90 сообщают отклонение, изделие 90, транспортируемое находящимся на стороне впуска нижним отклоняющим конвейером 12 и находящимся на стороне выпуска нижним отклоняющим конвейером 14, не разрушаются находящимся на стороне выпуска верхним отклоняющим конвейером 13, совершающим качание вниз. Помимо этого, отклонитель 10 пути транспортировки можно устанавливать между находящимся на стороне впуска верхним конвейером 81 и находящимся на стороне впуска нижним конвейером 82, а также между находящимся на стороне выпуска верхним конвейером 83 и находящимся на стороне выпуска нижним отклоняющим конвейером 84, не изменяя высоты конвейеров 81, 82, 83 и 84.
В данном варианте осуществления, если датчик 51 высоты определяет изделие 90, находящийся на стороне выпуска нижний отклоняющий конвейер 14 приводят в движение на заданную величину пробега после того, как датчик 52 изделия начинает определение изделия 90, так что первый узел 24 привода сообщает качание вниз находящемуся на стороне выпуска верхнему отклоняющему конвейеру 13. На этот процесс конкретных ограничений нет. Первый узел 24 привода может сообщать качание вниз находящемуся на стороне выпуска верхнему отклоняющему конвейеру 13 в некоторый заданный момент времени после того, как датчик 52 изделия начинает определение изделия 90. В этом случае, заданный момент времени соответствует времени, необходимому для транспортировки изделия 90 находящимся на стороне выпуска нижним отклоняющим конвейером 14 из положения, где датчик 52 изделия начинает определение изделия 90, в положение, где изделие 90 не разрушается в контакте с находящимся на стороне выпуска верхним отклоняющим конвейером 13, совершающим качание вниз.
В частности, контроллер 58 начинает измерение времени, когда принимает сигнал определения из датчика 52 изделия. После того, как контроллер 58 измеряет время до истечения заданного времени, контроллер 58 передает сигнал команды в первый узел 24 привода и второй узел 33 привода. Впоследствии, первый узел 24 привода и второй узел 33 привода начинают сообщать качание находящемуся на стороне впуска нижнему отклоняющему конвейеру 12 и находящемуся на стороне выпуска верхнему отклоняющему конвейеру 13. Таким образом, как изображено на фиг.3, находящийся на стороне выпуска верхний отклоняющий конвейер 13 совершает качание вниз, а находящийся на стороне впуска нижний отклоняющий конвейер 12 совершает качание вверх, так что находящийся на стороне впуска нижний отклоняющий конвейер 12 и находящийся на стороне выпуска верхний отклоняющий конвейер 13 оказываются пролегающими друг за другом.
В данном варианте осуществления, если датчик 51 высоты определяет изделие 90, находящийся на стороне выпуска нижний отклоняющий конвейер 14 приводят в движение на заданную величину пробега после того, как датчик 52 изделия начинает определение изделия 90, так что первый узел 24 привода сообщает качание вниз находящемуся на стороне выпуска верхнему отклоняющему конвейеру 13. На этот процесс конкретных ограничений нет. Первый узел 24 привода может сообщать качание вниз находящемуся на стороне выпуска верхнему отклоняющему конвейеру 13, приводя находящийся на стороне выпуска нижний отклоняющий конвейер 14 в движение на заданную величину пробега после завершения определения изделия 90 датчиком 52 изделия, который начал определение изделия 90 (с момента выключения датчика 52 изделия). Иными словами, после завершения определения изделия 90 датчиком 52 изделия, который начал определение изделия 90, первый узел 24 привода может сообщать качание вниз находящемуся на стороне выпуска верхнему отклоняющему конвейеру 13 в ответ на определение величины пробега находящегося на стороне выпуска нижнего отклоняющего конвейера 14 контроллером 58. Помимо этого, после завершения определения изделия 90 датчиком 52 изделия, который начал определение изделия 90, первый узел 24 привода может сообщать качание вниз находящемуся на стороне выпуска верхнему отклоняющему конвейеру 13 после истечения некоторого заданного времени.
В данном варианте осуществления отклонитель 10 пути транспортировки отклоняет путь транспортировки изделия 90, транспортируемого находящимся на стороне впуска верхним конвейером 81 или находящимся на стороне впуска нижним конвейером 82. На эту конфигурацию конкретных ограничений нет. Отклонитель 10 пути транспортировки может отклонять только путь транспортировки изделия 90, транспортируемого находящимся на стороне впуска нижним конвейером 82. Иными словами, в оборудовании, не оснащенном находящимся на стороне впуска верхним конвейером 81, отклонитель 10 пути транспортировки не включает в себя находящийся на стороне впуска верхний отклоняющий конвейер 11. В этом случае, конфигурация первого сообщающего качание устройства 20 обеспечивает сообщение качания только находящемуся на стороне выпуска верхнему отклоняющему конвейеру 13 и предусматривает, например, звено, сочленяемое с находящимся на стороне выпуска верхним отклоняющим конвейером 13, кулачок для сообщения движения этому звену и узел привода для вращения этого кулачка.
В данном варианте осуществления датчик 51 высоты определяет высоту изделия 90, транспортируемого на находящемся на стороне впуска нижним отклоняющим конвейером 12. В альтернативном варианте, датчик 51 высоты может определять, например, высоту изделия 90, переносимого с находящегося на стороне впуска нижнего отклоняющего конвейера 12 к находящемуся на стороне выпуска нижнему отклоняющему конвейеру 14. В этом случае, датчик 51 высоты располагается на границе между находящимся на стороне впуска нижним отклоняющим конвейером 12 и находящимся на стороне выпуска нижним отклоняющим конвейером 14.
В альтернативном варианте, датчик 51 высоты может определять, например, высоту изделия 90, переносимого с находящегося на стороне впуска нижнего конвейера 82 к находящемуся на стороне впуска нижнему отклоняющему конвейеру 12. В этом случае, датчик 51 высоты располагается на границе между находящимся на стороне впуска нижним конвейером 82 и находящимся на стороне впуска нижним отклоняющим конвейером 12.
В данном варианте осуществления высоту изделия, транспортируемого находящимся на стороне впуска нижним отклоняющим конвейером, фактически определяет датчик 51 высоты. В альтернативном варианте, каждому из изделий 90 можно заранее присвоить метку, включающую в себя информацию о высоте изделия 90, а изделие 90 можно определять на основе этой информации.
Перечень ссылочных позиций
10 - отклонитель пути транспортировки
12 - находящийся на стороне впуска нижний отклоняющий конвейер
13 - находящийся на стороне выпуска верхний отклоняющий конвейер
14 - находящийся на стороне выпуска нижний отклоняющий конвейер
20 - первое сообщающее качание устройство (сообщающее качание устройство)
30 - второе сообщающее качание устройство (сообщающее качание устройство)
40 - третье сообщающее качание устройство (сообщающее качание устройство)
51 - датчик высоты (детектор высоты)
52 - датчик изделия (детектор транспортируемого изделия)
82 - находящийся на стороне впуска нижний конвейер (находящийся на стороне впуска конвейер)
83 - находящийся на стороне выпуска верхний конвейер
84 - находящийся на стороне выпуска нижний конвейер
90 - изделие (транспортируемое изделие)
Реферат
Отклонитель (10) пути транспортировки отклоняет путь транспортировки транспортируемого изделия (90). Отклонитель (10) пути транспортировки включает в себя находящийся на стороне впуска нижний отклоняющий конвейер (12), находящийся на стороне выпуска верхний отклоняющий конвейер (13), находящийся на стороне выпуска нижний отклоняющий конвейер (14), детектор (51) высоты и детектор (52) изделия. Детектор (51) высоты определяет изделие (90), транспортируемое находящимся на стороне выпуска нижним отклоняющим конвейером (12), причем изделие (90) имеет по меньшей мере некоторую заданную высоту. Детектор (52) изделия определяет изделие (90), переносимое с находящегося на стороне впуска нижнего отклоняющего конвейера (12) к находящемуся на стороне выпуска нижнему отклоняющему конвейеру (14). Управление качанием находящегося на стороне выпуска верхнего отклоняющего конвейера (13) осуществляется на основе определения транспортируемого изделия (90) детектором (51) высоты и детектором (52) изделия. Изобретение предотвращает разрушение транспортируемого изделия отклоняющим конвейером при отклонении пути транспортировки транспортируемого изделия. 3 з.п. ф-лы, 6 ил.

Формула
Документы, цитированные в отчёте о поиске
Способ и устройство для удаления отдельных изделий или групп изделий из потока уложенных каскадом изделий
Комментарии