Способ и устройство для удаления отдельных изделий или групп изделий из потока уложенных каскадом изделий - RU2252185C2
Код документа: RU2252185C2
Чертежи







Описание
Настоящее изобретение относится к области конвейерной технологии и в нем описаны способ и устройство, соответствующие родовым понятиям, раскрытым в независимых пунктах данного изобретения. Способ и устройство касаются перемещения потока уложенных каскадом плоских изделий, так называемого чешуйчатого потока, т.е. речь идет о перемещении большого количества плоских изделий таких, например, к которым относится печатная продукция (например, газеты или журналы), которые расположены в ряд и частично перекрывают друг друга в направлении движения потока. Способ и устройство по настоящему изобретению служат для удаления участков, т.е. отдельных изделий или групп последовательно уложенных изделий из таких чешуйчатых потоков.
Уложенные каскадом потоки такие, например, как потоки, уложенные с помощью ротационных печатных машин, относятся к образованиям, применяемым в обычной практике конвейерной транспортировки, и кроме того используются также в практике промежуточного хранения в процессе последующей обработки печатной продукции (например, промежуточное хранение печатной продукции в уложенных каскадом образованиях, смотанных в рулоны). Уложенные каскадом изделия потоков печатной продукции или других плоских изделий должны, например, перемещаться уложенными свободно (без фиксации) на несущем элементе конвейера, например на конвейерных лентах. На участках перемещаемого потока, на которых, например, из-за очень крутого перепада высот невозможно перемещение свободно уложенных образований, предусматриваются сдвоенные ленты, между которыми устраивается поток уложенных каскадом изделий.
В случае более длинных перемещаемых участков с ветвями сложной конфигурации (перепады высот, изгибы, повороты) для фиксации уложенных каскадом изделий обычно предусматриваются средства фиксации, которые устанавливаются на средствах конвейерной транспортировки. Для такого вида фиксированной транспортировки потока уложенных каскадом изделий предусматриваются, например, зажимы, которые устанавливаются на транспортном устройстве (например, транспортная цепь). В зависимости от жесткости изделий, образующих поток уложенных каскадом изделий, в зависимости от ветви конвейерной линии и в зависимости от требований по транспортировке поток уложенных каскадом изделий фиксируется либо только с одной стороны, либо с двух.
Расстояние между отдельными зажимными приспособлениями вдоль потока уложенных каскадом изделий выбирается с таким расчетом, чтобы каждое изделие в потоке изделий фиксировалось хотя бы одним зажимным приспособлением. Если каждое изделие фиксируется более чем одним зажимным приспособлением, то поток уложенных каскадом изделий образует связанную ленту. Если каждое изделие фиксируется только одним зажимным приспособлением, то поток уложенных каскадом изделий состоит из участков, каждый из которых состоит из множества изделий и фиксируется одним зажимным приспособлением.
Средства конвейерной транспортировки, снабженные средствами фиксации и пригодные для транспортировки потоков уложенных каскадом изделий, описаны, например, в публикациях СН-344085 (F1), CH-559692 (F36) или ЕР-0095602 (F146).
Для удаления отдельных изделий или группы изделий из потока последовательно расположенных, свободно уложенных каскадом изделий применяется множество известных способов. Одиночное изделие из потока уложенных каскадом изделий извлекается из потока путем его захвата за верхний обрез изделия, расположенный спереди по ходу потока, с последующим его выбрасыванием из потока с ускорением. Такой вид извлечения описан, например, в публикации ЕР-0116015 (US-4577855, F153). Для удаления группы последовательно расположенных изделий поток уложенных каскадом изделий разделяется в точке поворотного участка несущего элемента конвейера и поворотный участок несущего элемента конвейера поворачивается вверх и вниз для того, чтобы соединиться с другим конвейерным средством с целью отвода в сторону участка потока, удаляемого из потока уложенных каскадом изделий. Как только удаляемый участок потока минует поворотный участок несущего элемента конвейера, поток уложенных каскадом изделий разделяется снова и несущий элемент конвейера поворачивается назад.
Целью настоящего изобретения является разработка способа и устройства, которые позволяют удалять участки из потока уложенных каскадом изделий в процессе их транспортировки с фиксацией на конвейере, при этом, по возможности, должно предотвращаться влияние процесса удаления на транспортировку конвейером потока неудаляемых элементов; способ должен осуществляться простыми средствами.
Настоящая цель достигается тем, что в способе для удаления отдельных изделий или групп изделий из потока уложенных каскадом изделий (2), в состав которого входит ряд плоских перекрывающих друг друга изделий, который перемещается с фиксацией изделий по первой ветви конвейерной транспортировки (F.1), на входе участка (А) удаления изделий, расположенного на первой ветви конвейерной транспортировки, отключают фиксацию участков (2.2.) потока изделий, которые должны быть удалены из потока, или отдельных изделий, которые должны быть удалены из потока, и удаляемые изделия перемещают из первой ветви конвейерной транспортировки (F.1) во вторую ветвь конвейерной транспортировки (F.2), при этом оставшиеся участки (2.1) перемещают через участок (А) удаления изделий в неизменном виде с фиксацией по первой ветви конвейерной транспортировки.
Указанная цель также достигается тем, что поток уложенных каскадом изделий (2) фиксируют для осуществления транспортировки с фиксацией хотя бы по одной стороне из его продольных сторон с помощью зажимных приспособлений (1.2), при этом для прекращения фиксации зажимные приспособления (1.2) открывают.
Указанная цель также достигается тем, что для освобождения области ниже или выше потока уложенных каскадом изделий (2) зажимные приспособления (1.2) открывают.
Указанная цель также достигается тем, что участки (2.2), удаляемые из потока уложенных каскадом изделий (2), удаляют в направлении, перпендикулярном поперечной стороне потока уложенных каскадом изделий.
Указанная цель также достигается тем, что участки (2.2), удаляемые из потока уложенных каскадом изделий или из которых удаляют изделия, перемещают через участок (А) удаления изделий в свободном состоянии, т.е. без фиксации.
Указанная цель также достигается тем, что участки (2.2), удаляемые из потока уложенных каскадом изделий, удаляют в направлении, параллельном поперечной стороне потока уложенных каскадом изделий.
Указанная цель также достигается тем, что участки, удаляемые из потока уложенных каскадом изделий, перемещают через участок (А) удаления изделий в фиксированном состоянии.
Указанная цель также достигается тем, что в качестве плоских изделий используют печатную продукцию.
Указанная цель также достигается тем, что устройство для осуществления способа, в состав которого входит первое средство конвейерной транспортировки (1) со средствами фиксации для транспортировки с фиксацией потока уложенных каскадом изделий (2) вдоль первой ветви конвейерной транспортировки (F.1), в его состав входит также входное средство контроля (3) для выборочного отключения средств фиксации первого средства конвейерной транспортировки (1), при этом входное средство контроля расположено на входе участка (А) удаления изделий, мимо которого проходит первое средство конвейерной транспортировки (1), а также второе средство конвейерной транспортировки (5), настраиваемое на удаление изделий и сопрягаемое на входе участка (А) удаления изделий с первой ветвью конвейерной транспортировки (F.1) и настраиваемое на участке (А) удаления изделий на транспортировку по первой ветви конвейерной транспортировки (F.1) или на транспортировку изделий из первой ветви конвейерной транспортировки (F.1) во вторую ветвь конвейерной транспортировки (F.2), при этом средства фиксации первого средства конвейерной транспортировки (1) установлены с возможностью фиксации потока уложенных каскадом изделий (2) на первом участке, а второго средства конвейерной транспортировки (5) установлены с возможностью воздействия на поток уложенных каскадом изделий на втором участке, не совпадающем с первым участком, и при этом первое и второе средства конвейерной транспортировки (1 и 5) установлены с возможностью синхронного движения.
Указанная цель также достигается тем, что в состав первого средства конвейерной транспортировки (1) входит транспортное средство (1.1) и зажимные приспособления (1.2), расположенные на транспортном средстве (1.1) и предназначенные для захвата с боку потока уложенных каскадом изделий (2), при этом зажимные приспособления (1.2) установлены с возможностью открытия для обеспечения отключения фиксации.
Указанная цель также достигается тем, что для удаления участков (2.2) из потока уложенных каскадом изделий в направлении, перпендикулярном поперечной стороне потока уложенных каскадом изделий, элементы зажимных приспособлений (1.2) выполнены с возможностью удаления из области над потоком уложенных каскадом изделий и/или под ним.
Указанная цель также достигается тем, что в состав второго средства конвейерной транспортировки (5) входит поворотная транспортная лента (5.4).
Указанная цель также достигается тем, что в состав второго средства конвейерной транспортировки (5) входит перемещаемый барабан (5.5) и эластичный несущий элемент конвейера (5.4), который установлен с возможностью совместной работы с перемещаемым барабаном.
Указанная цель также достигается тем, что в состав второго средства конвейерной транспортировки (5) входят средства фиксации для транспортировки с фиксацией участков (2.2) потока, а для настройки второго средства конвейерной транспортировки (5) на удаление изделий предусмотрено входное средство контроля (3'), размещенное на втором средстве конвейерной транспортировки (5) и обеспечивающее перемещение средств фиксации в положение фиксации на входе участка (А) удаления изделий.
Указанная цель также достигается тем, что средства фиксации второго средства конвейерной транспортировки (5) представляют из себя множество зажимных приспособлений (5.7), расположенных на транспортном средстве (5.6), при этом зажимные приспособления (5.7) выполнены с возможностью закрытия при срабатывании.
Указанная цель также достигается тем, что на выходе участка (А) удаления изделий установлено выходное средство контроля (4) для обеспечения повторного срабатывания средств фиксации первого средства конвейерной транспортировки (1).
Способ по настоящему изобретению и примеры устройства для осуществления способа по настоящему изобретению подробно рассмотрены в связи с описанием фиг.1-9.
На фиг.1 и 2 показана транспортировка потока уложенных каскадом изделий на участке удаления изделий в примере устройства для осуществления способа по настоящему изобретению (фиг.1: конвейерная транспортировка потока участков изделий по первой части первой ветви конвейерной транспортировки; фиг.2: конвейерная транспортировка участка изделий, удаляемого из потока уложенных каскадом изделий с первой на вторую ветвь конвейерной транспортировки; вверху на фиг.2,а показан вид сбоку на обе ветви, а внизу на фиг.2,б - вид сверху).
На фиг.3 и 4 показаны два других участка удаления изделий в примере устройства для осуществления способа по настоящему изобретению.
На фиг. 5-9 показаны различные примеры зажимных приспособлений, применяемых в устройстве для осуществления способа по настоящему изобретению.
На фиг.1 и 2 схематично показан участок (А) удаления изделий варианта устройства для осуществления способа по настоящему изобретению; сверху на фиг.1,а и 1,б показан вид сбоку, а снизу на фиг.2,а и 2,б - вид сверху. Участок удаления изделий является своего рода переключателем, на который по первой ветви конвейерной транспортировки F.1 подается поток уложенных каскадом изделий и от которого участки (2.1, 2.2) изделий либо транспортируются далее по первой ветви конвейерной транспортировки F.1 (фиг.1), либо отводятся во вторую ветвь конвейерной транспортировки F.2 (фиг.2).
Первое средство конвейерной транспортировки 1 служит для транспортировки с фиксацией потока уложенных каскадом изделий 2 по первой ветви конвейерной транспортировки F.1 на участок А и для транспортировки с фиксацией неудаляемых участков 2.1 изделий потока по первой ветви конвейерной транспортировки F.1. В приведенном примере первое средство конвейерной транспортировки 1 состоит из транспортного средства 1.1 (например, транспортная цепь или отдельные транспортные приспособления) и зажимных приспособлений 1.2, каждое с парой зажимных губок. Средство контроля 3, расположенное на входе участка удаления изделий, выборочно отключает зажимные приспособления 1.2 (разжимает губки приспособлений), а средство контроля на выходе участка удаления изделий повторно включает отключенные зажимные приспособления (сжимает разжатые ранее губки приспособлений).
Второе средство конвейерной транспортировки 5, расположенное на участке А удаления изделий и настраиваемое на удаление изделий, состоит в приведенном примере из трех последовательно установленных конвейерных лент 5.1 (расположенной на входе и сопрягаемой с первой конвейерной ветвью F.1), 5.2 (настраиваемой для сопряжения с первой ветвью конвейерной транспортировки в случае неудаляемых изделий или поворачиваемой для сопряжения со второй ветвью конвейерной транспортировки F.2 в случае удаляемых изделий), и 5.3 (расположенной на выходе и сопрягаемой со второй ветвью конвейерной транспортировки). Для отвода удаляемых участков потока уложенных каскадом изделий предусмотрено средство отвода 6, например еще одна конвейерная лента. Ширина конвейерных лент 5.1, 5.2 и 5.3 второго средства конвейерной транспортировки 5 меньше ширины потока уложенных каскадом изделий и ленты взаимодействуют с потоком снизу, т.е. там, где изделия потока не взаимодействуют с зажимными приспособлениями 1.2 первого средства конвейерной транспортировки 1.
На фиг.1 показано устройство в процессе транспортировки неудаляемого участка 2.1 потока, т.е. в процессе транспортировки участка потока по первому маршруту конвейерной транспортировки F.1 через участок удаления изделий. Не работают ни средство контроля 3 на входе, ни средство контроля 4 на выходе, т.е. захватные приспособления 1.2 во время транспортировки по участку А удаления изделий остаются в закрытом состоянии. Второе средство конвейерной транспортировки 5 на участке частично поворотной конвейерной ленты 5.2 настроено на сопряжение с первой ветвью конвейерной транспортировки и его передаточная скорость равна передаточной скорости первого средства конвейерной транспортировки 1.
На фиг.2 так же, как и на фиг.1, показана конвейерная транспортировка участка 2.2 потока, отводимого вниз от первой ветви конвейерной транспортировки F.1 во вторую ветвь конвейерной транспортировки F.2. На этом участке потока зажимные приспособления 1.2 разжимаются входным средством контроля 3. Это значит, что в приведенном примере пара зажимных губок, соответствующих зажимных приспособлений открывается для прекращения зажима (нижняя зажимная губка передвигается вниз) и позволяет отпустить изделия по отходящему вниз потоку, при этом зажимные губки повернуты вниз. За входным средством контроля 3 удаляемый участок 2.2 потока транспортируется только вторым средством конвейерной транспортировки 5, т.е. он располагается свободно (без фиксации) на конвейерных лентах 5.1 и 5.2 и направляется на средство отвода 6 по конвейерной ленте 5.2, которая поворачивается вниз (настраивается на удаление изделий).
Условия взаимодействия с потоком уложенных каскадом изделий и передаточная скорость, которые должны выдерживаться вторым средством конвейерной транспортировки 5, не должны соблюдаться средством отвода 6, которое может быть шире потока уложенных каскадом изделий 2 и может действовать на нижнюю часть потока по всей его ширине и может двигаться медленнее или быстрее первого средства конвейерной транспортировки (1 и 5) и таким образом сокращать или увеличивать протяженность удаляемого участка 2.2 потока изделий.
Для обеспечения удаления участков потока уложенных каскадом изделий, транспортируемых без фиксации, необходимо предусмотреть средства разделения потока изделий, так как поток уложенных каскадом изделий, как показано на фиг.1 и 2, разделяется в точке между удаляемым и неудаляемым участками.
Средство контроля 3 на входе участка удаления изделий переключается таким образом, что все зажимные приспособления 1.2, влияющие на части потока, содержащие удаляемые участки или отдельные удаляемые изделия, отключаются, в то время как другие зажимные приспособления проходят средство контроля в сжатом положении. На выходе участка А удаления зажимные приспособления 1.2 могут снова сжиматься выходным средством контроля 4. Благодаря такому повторному включению можно обеспечить устойчивость частей неудаляемых участков изделий после и до средства контроля. Однако повторное включение зажимных приспособлений 1.2 на выходе участка удаления изделий не является условием осуществления способа по настоящему изобретению.
При перемещении изделий по первой ветви конвейерной транспортировки F.1 (фиг.1) второе средство конвейерной транспортировки 5 не участвует в процессе. При использовании данной компоновки второе средство конвейерной транспортировки может отсутствовать. Однако если оно присутствует и работает, что важно, то у него должна быть та же передаточная скорость, что и у первого средства конвейерной транспортировки 1. Можно обойтись без начального участка конвейерной ленты 5.1 и/или конечного участка конвейерной ленты 5.3, если входное средство контроля 3 и выходное средство контроля 4 располагаются сразу же до и после поворотной конвейерной ленты 5.2.
На фиг.1 и 2 показано удаление участков потока в направлении по ходу потока. Таким же образом можно применить и удаление в направлении против хода потока, при этом после отключения зажимных приспособлений верхние зажимные губки отводятся. Таким же образом может выполняться участок удаления изделий, на котором вторая ветвь конвейерной транспортировки напрямую соединяется с первой ветвью конвейерной транспортировки и первая ветвь конвейерной транспортировки отводится вверх или вниз.
На фиг.3 показан вид сбоку еще одного примера устройства осуществления способа по настоящему изобретению, в котором удаляемый участок потока перемещается по участку А удаления изделий. Первое средство конвейерной транспортировки 1 проходит по участку А удаления изделий, задавая тем самым снова первую ветвь конвейерной транспортировки F.1, и имеет в своем оснащении зажимные приспособления 1.2 для транспортировки с фиксацией потока уложенных каскадом изделий 2. Второе средство конвейерной транспортировки 5 настраивается на удаление изделий и состоит из стационарной конвейерной ленты 5.4 (или другого эластичного несущего элемента конвейера), сопрягаемой с первой ветвью конвейерной транспортировки F.1, и приводится синхронно с первым средством конвейерной транспортировки 1. В его состав также входит регулируемый перемещаемый барабан 5.5, который занимает положение удаления (показано сплошными линиями и обозначено 5.5) и положение покоя (показано пунктиром и обозначено 5.5'). Входное средство контроля 3 размещено перед перемещаемым барабаном 5.5, а выходное средство контроля 4 размещено после него.
Для удаляемого участка потока или участка потока, содержащего удаляемые изделия, входное средство контроля отключает зажимные приспособления 1.2 первого средства конвейерной транспортировки и перемещаемый барабан 5.5, находящийся в положение удаления, начинает давить на стационарную конвейерную ленту 5.4 таким образом, что изделия в потоке уложенных каскадом изделий прогибаются и их впередиидущие обрезы, находящиеся сверху потока, захватываются средством отвода 6, в состав которого входит пара лент, оказывающих давление друг на друга и движущихся в противоположных направлениях.
При прохождении частей потока, из которых не удаляются изделия, входное средство контроля не срабатывает и перемещающийся барабан находится в состоянии покоя (5.5'), т.е. поток уложенных каскадом изделий 2 перемещается на участок А удаления изделий, проходит через участок А удаления изделий и выходит из участка А удаления изделий по первой ветви конвейерной транспортировки без изменения схемы фиксации.
На фиг.4 показан вид сверху другого примера устройства для осуществления способа по настоящему изобретению. Здесь снова участок удаления изделий показан вместе с первой ветвью конвейерной транспортировки F.1 и второй ветвью конвейерной транспортировки F.2, с первым средством конвейерной транспортировки 1 для транспортировки с фиксацией потока уложенных каскадом изделий 2 по первой ветви конвейерной транспортировки F.1 и со вторым средством конвейерной транспортировки 5, перенастраиваемым для удаления изделий. В этом примере второе средство конвейерной транспортировки спроектировано точно так же, как и первое средство конвейерной транспортировки 1, т.е. в его состав входит транспортное средство 5.6 и зажимные приспособления 5.7, расположенные на транспортном средстве. Расстояния между зажимными приспособлениями 5.7 равны расстояниям между зажимными приспособлениями 1.2 и согласованы с потоком уложенных каскадом изделий 2 таким образом, что каждое изделие в потоке уложенных каскадом изделий фиксируется только одним зажимным приспособлением (поток состоит из множества участков, каждый из которых состоит из множества изделий, и все они фиксируются одним зажимным приспособлением).
На входе участка А удаления изделий первое и второе средства конвейерной транспортировки движутся параллельно и синхронно и для первого средства конвейерной транспортировки предусмотрено входное средство контроля 3, которое служит для отключения зажимных приспособлений 1.2. Перед входным средством контроля 3 установлено входное средство контроля 3', которое включает зажимные приспособления 5.7 второго средства конвейерной транспортировки 5. Первое средство конвейерной транспортировки 1 оставляет участок А удаления изделий на первой ветви конвейерной транспортировки F.1, а второе средство конвейерной транспортировки 5 - на второй ветви конвейерной транспортировки F.2, при этом второе средство конвейерной транспортировки 5 также берет на себя функцию средства отвода (поз. 6 на фиг. 1-3).
Для настройки второго средства конвейерной транспортировки на удаление изделий включается размещенное на этом средстве конвейерной транспортировки входное средство контроля 3' и перемещает захватные губки зажимного приспособления 5.7 в положение захвата. В это же время включается входное средство контроля 3, размещенное на первом средстве конвейерной транспортировки 1, и приводит захватные губки зажимного приспособления 1.2 в разжатое положение. При такой схеме зажимных приспособлений поток уложенных каскадом изделий перемещается во вторую ветвь конвейерной транспортировки.
В случае удаления изделий, как показано на фиг.4, участки потока удаляются в направлении, параллельном поперечной стороне потока уложенных каскадом изделий. Для этого достаточно открыть зажимное приспособление 1.2 первого средства конвейерной транспортировки 1. При этом захватные губки не отводятся из области над потоком уложенных каскадом изделий 2 и из области под этим потоком, как в случаях осуществления способа, проиллюстрированных фиг. 1-3.
Два средства конвейерной транспортировки 1 и 5 на участке A удаления изделий, как показано на фиг.4, могут задавать в широких пределах почти любую конфигурацию ветви и пространственное положение потока уложенных каскадом изделий. Единственным условием работы устройства является обеспечение точности при выполнении параллельных операций на участке А удаления изделий и синхронность выполнения этих операций.
Если применяемся схема, при которой отстоящие друг от друга зажимные приспособления первого и второго средств конвейерной транспортировки, как показано на фиг.4, обеспечивают фиксацию потока, при которой по крайней мере часть изделий потока фиксируется более чем одним зажимным приспособлением, то необходимо предусмотреть еще одно средство конвейерной транспортировки, например конвейерную ленту. Тогда зажимные приспособления 1.2 первого средства конвейерной транспортировки 1 отключаются перед зажимными приспособлениями 5.7 второго средства конвейерной транспортировки 5 и поток уложенных каскадом изделий перемещается от отключенных зажимных приспособлений к включенным с помощью еще одного средства конвейерной транспортировки, например без фиксации.
На фиг. 5-9 показаны примеры транспортных средств с зажимными приспособлениями и их применение в качестве первого средства конвейерной транспортировки 1 для транспортировки с фиксацией потока уложенных каскадом изделий. На фиг. 5-9 изображение параллельно первой ветви конвейерной транспортировки.
На фиг.5 и 6 показаны первое средство конвейерной транспортировки 1 и второе средство конвейерной транспортировки 5 на участке А удаления изделий. Первое средство конвейерной транспортировки 1 состоит из транспортного средства 1.1, которое, например, спроектировано в виде тяговой цепи, проходящей в канале 11, и зажимных приспособлений 1.2 со стационарными зажимными губками 14 на каждом и зажимными губками 15, которые могут поворачиваться в сторону от потока уложенных каскадом изделий 2. Зажимные приспособления 1.2 показаны в отключенном, т.е. незакрытом состоянии, при котором зажимные губки 15 повернуты наружу. Это значит, что поток уложенных каскадом изделий 2 перемещается вторым средством конвейерной транспортировки 5 (конвейерная лента).
В публикации ЕР-0095602 подробно описаны средства конвейерной транспортировки с фиксацией потока уложенных каскадом изделий, как показано на фиг.5 и 6, а также средства контроля для отключения/включения зажимов. Конечно, этот вид средств конвейерной транспортировки может располагаться с двух сторон потока уложенных каскадом изделий 2 и пара таких средств конвейерной транспортировки может служить в качестве первого средства конвейерной транспортировки. Такое же средство конвейерной транспортировки с зажимными приспособлениями может служить и в качестве второго средства конвейерной транспортировки в способе, который проиллюстрирован на фиг.4.
На фиг.5 показана компоновка для удаления вверх участков изделий из потока уложенных каскадом изделий, в этой компоновке зажимные приспособления 1.2 выполнены так, что верхнее зажимное приспособление может поворачиваться в сторону от участка потока уложенных каскадом изделий. На фиг.6 показана компоновка для удаления вниз участка изделий из потока уложенных каскадом изделий, в которой зажимные приспособления выполнены так, что нижняя зажимная губка может поворачиваться в сторону от участка потока уложенных каскадом изделий.
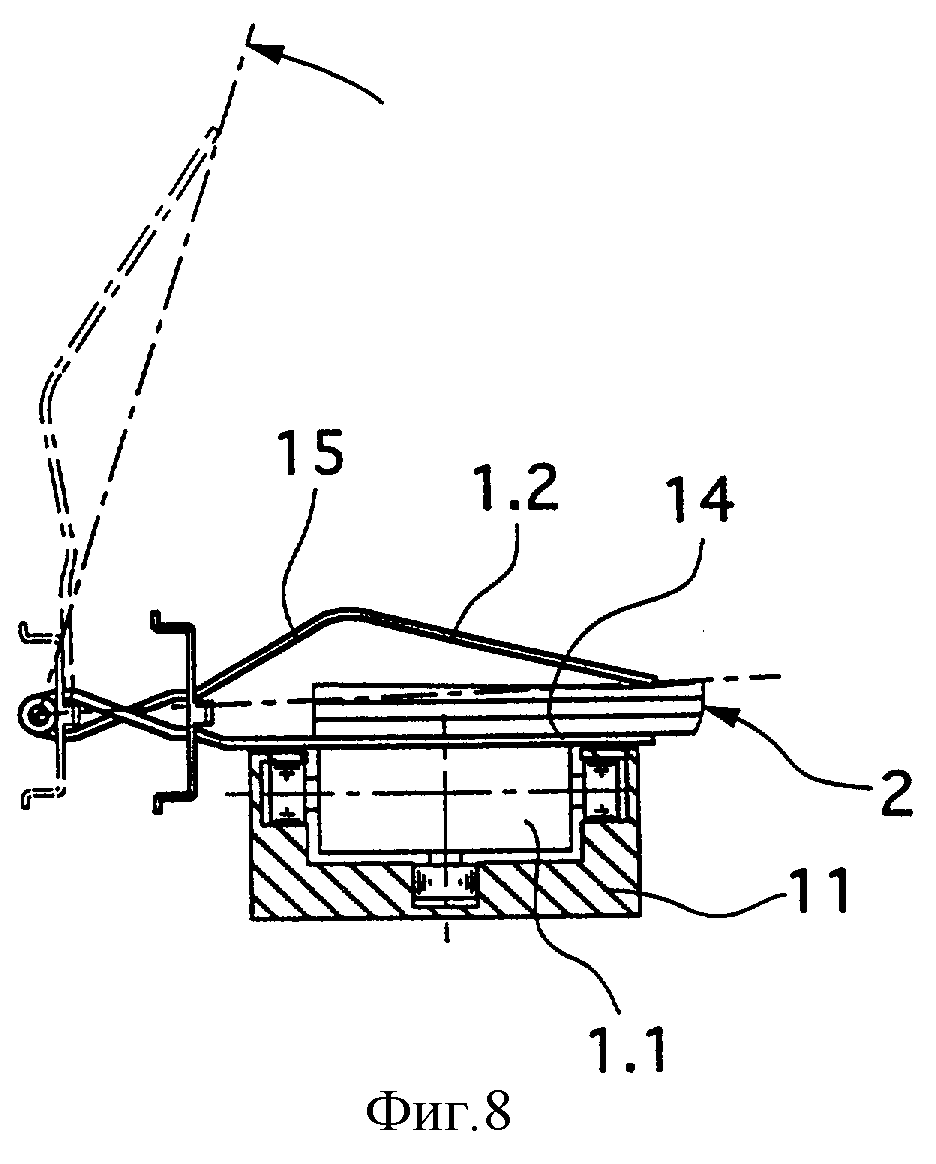
На фиг.7 и 8, так же как и на фиг.5 и 6, показано первое средство конвейерной транспортировки с транспортным средством 1.1 и зажимными приспособлениями 1.2 на участке А удаления изделий. Компоненты устройства обозначены точно так же, как и на фиг.5 и 6. В публикации СН-2901/97 подробно описаны зажимные приспособления 1.2 и средства контроля для их отключения/включения.
Зажимное приспособление в соответствии с фиг.7 имеет две зажимные губки 15, которые могут поворачиваться в сторону от участка потока уложенных каскадом изделий 2 и поэтому оно подходит для компоновок с участком удаления изделий, в которых участки изделий удаляются вверх и/или вниз.
На фиг.9, так же как и на фиг.5 и 6, показано первое средство конвейерной транспортировки 1 и второе средство конвейерной транспортировки 5 на участке удаления изделий. В состав первого средства конвейерной транспортировки 1 входят зажимные приспособления 1.2, действующие на поток уложенных каскадом изделий с двух сторон, и снабженные зажимными губками 15, которые могут поворачиваться в сторону от участка потока уложенных каскадом изделий. Здесь также второе средство конвейерной транспортировки 5 спроектировано в виде конвейерной ленты. В публикации СН-559692 подробно описаны зажимные приспособления 1.2 и средства контроля для их отключения/включения.
Реферат
Изобретение относится к области конвейерного транспорта. Согласно способу для удаления отдельных изделий или групп изделий из потока уложенных каскадом изделий, в состав которого входит ряд плоских перекрывающих друг друга изделий, который перемещается с фиксацией изделий по первой ветви конвейерной транспортировки, на входе участка удаления изделий, расположенного на первой ветви конвейерной транспортировки, отключают фиксацию участков потока изделий, которые должны быть удалены из потока или отдельных изделий, которые должны быть удалены из потока, и удаляемые изделия перемещают из первой ветви конвейерной транспортировки во вторую ветвь конвейерной транспортировки, при этом оставшиеся участки перемещают через участок удаления изделий в неизменном виде с фиксацией по первой ветви конвейерной транспортировки. Устройство для осуществления указанного способа содержит первое средство конвейерной транспортировки со средствами фиксации для транспортировки с фиксацией потока уложенных каскадом изделий вдоль первой ветви конвейерной транспортировки, входное средство контроля для выборочного отключения средств фиксации первого средства конвейерной транспортировки. Входное средство контроля расположено на входе участка удаления изделий, мимо которого проходит первое средство конвейерной транспортировки, а также второе средство конвейерной транспортировки, настраиваемое на удаление изделий и сопрягаемое на входе участка удаления изделий с первой ветвью конвейерной транспортировки и настраиваемое на участке удаления изделий на транспортировку по первой ветви конвейерной транспортировки или на транспортировку изделий из первой ветви конвейерной транспортировки во вторую ветвь конвейерной транспортировки. Средства фиксации первого средства конвейерной транспортировки установлены с возможностью фиксации потока уложенных каскадом изделий на первом участке, а второго средства конвейерной транспортировки установлены с возможностью воздействия на поток уложенных каскадом изделий на втором участке, не совпадающем с первым участком, и при этом первое и второе средства конвейерной транспортировки установлены с возможностью синхронного движения. Изобретения позволяют удалять участки из потока уложенных каскадом изделий в процессе их транспортировки с фиксацией на конвейере, при этом, по возможности, должно предотвращаться влияние процесса удаления на транспортировку конвейером потока неудаляемых изделий. Повышается надежность способа и устройства, при этом устройство имеет простую конструкцию. 2 н. и 14 з.п. ф-лы, 9 ил.

Формула
Документы, цитированные в отчёте о поиске
Устройство для вывода газетной продукции из фальцаппарата рулонной ротационной машины
Комментарии