Способ упаковки для нанесения термосвариваемой оболочки на выдвижную пачку табачных изделий с шарнирной крышкой - RU2607606C2
Код документа: RU2607606C2
Чертежи





Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу упаковки для нанесения термосвариваемой оболочки на выдвижную пачку табачных изделий с шарнирной крышкой.
В нижеследующем описании для простоты и ясности путем примера сделана ссылка на жесткую выдвижную пачку сигарет с шарнирной крышкой.
Уровень техники
Жесткие пачки сигарет с шарнирной крышкой в настоящее время наиболее широко представлены на рынке, являясь простыми в производстве, простыми и практичными в использовании и эффективно защищающими сигареты внутри.
В дополнение к вышеуказанным жестким пачкам сигарет с шарнирной крышкой предложены жесткие выдвижные пачки, содержащие два частично отделяемых контейнера, один вставленный внутрь другого. Другими словами, жесткая выдвижная пачка сигарет содержит внутренний контейнер, который вмещает обернутую фольгой группу сигарет и помещенный внутрь внешнего контейнера для выдвижения относительно внешнего контейнера между закрытой конфигурацией, в которой внутренний контейнер вставлен внутрь внешнего контейнера, и открытой конфигурацией, в которой внутренний контейнер извлечен из внешнего контейнера.
Также предложена жесткая пачка сигарет с шарнирной крышкой, в которой внутренний контейнер имеет шарнирную крышку, выполненную с возможностью вращения между закрытым положением и открытым положением, закрывая и открывая открытый верхний конец. Крышка внутреннего контейнера имеет соединительный вкладыш, соединенный на одном конце с крышкой, а на другом конце с внешним контейнером, чтобы «автоматически» поворачивать крышку (т.е. без касания пользователя крышки), когда внутренний контейнер выдвигается относительно внешнего контейнера.
Как все стандартные пачки сигарет, жесткие выдвижные пачки сигарет с шарнирной крышкой обернуты в оболочку, изготовленную из прозрачного термосвариваемого материала и имеющую отрывную полоску. Для нанесения оболочки на пачку сигарет лист оберточного материала сначала сгибают в трубку вокруг пачки сигарет для образования трубчатой обертки, которая закрепляется продольной термосваркой и имеет два открытых конца на верхней стенке крышки и нижней стенке внешнего контейнера; затем два конца трубчатой обертки сгибают для завершения оболочки и далее два согнутых конца закрепляют соответствующими поперечными термосварками.
Каждая термосварка выполнена посредством воздействия на наложенные участки листа оберточного материала совокупности тепла (локально нагреть оберточный материал выше температуры плавления) и давления (плотно сжать вместе и соединить наложенные участки листа оберточного материала); причем и тепло, и давление прикладывают совместно посредством прижатия горячей термосваривающей подушки на наложенные участки листа оберточного материала, которые таким образом "зажимают" между подушкой и нижележащей стенкой пачки сигарет. Таким образом, нижележащая стенка пачки сигарет действует как "противоположный элемент", на который передается давление, оказываемое термосваривающей подушкой.
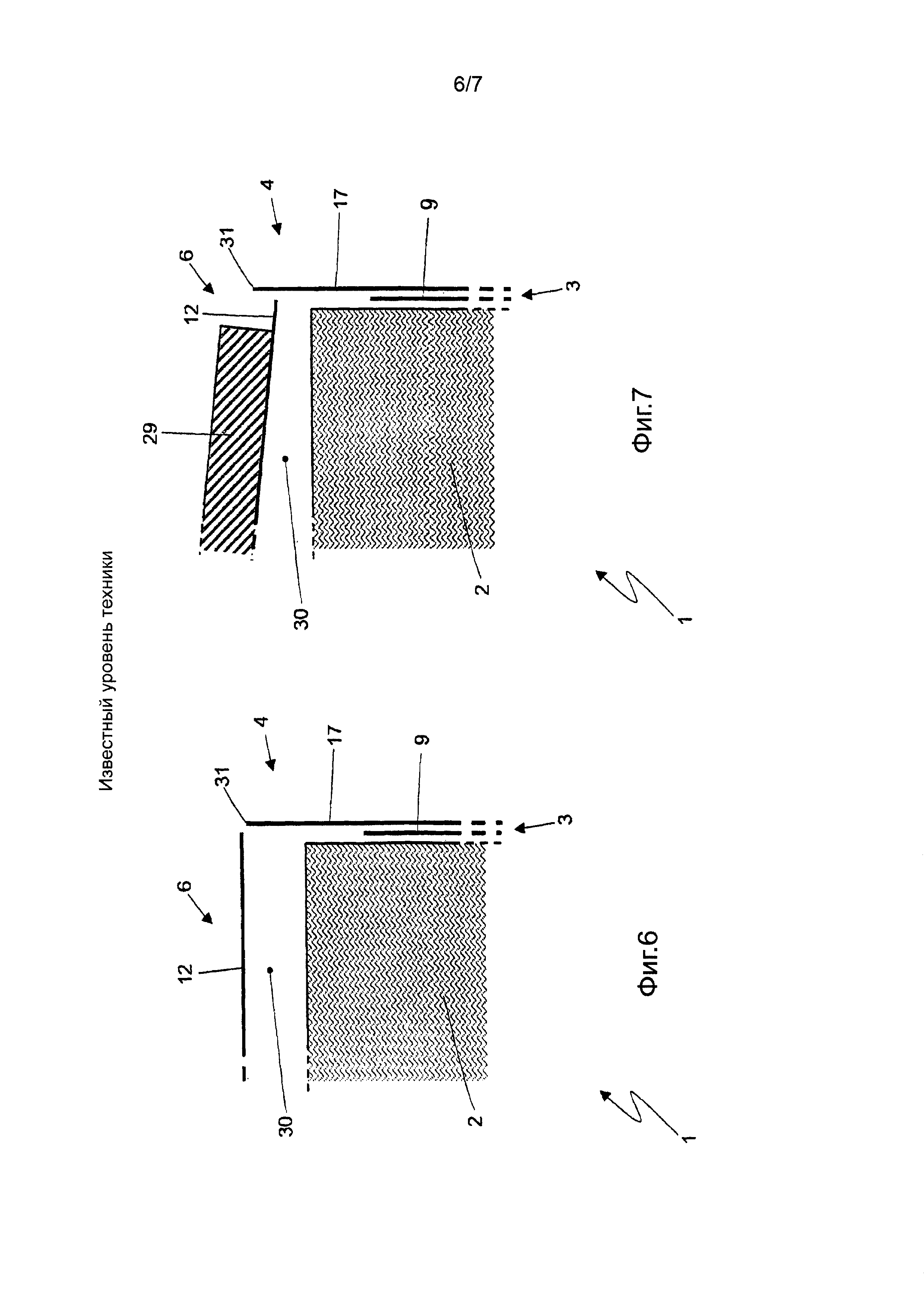
В жесткой выдвижной пачке сигарет с шарнирной крышкой часто имеется зазор между верхней стенкой крышки и верхней стенкой нижележащей обернутой группы сигарет (т.е. верхняя стенка крышки представляет собой заданное расстояние от верхней стенки нижележащей обернутой группы сигарет); и когда термосваривающую подушку прижимают к верхней стенке крышки для закрепления соответствующего согнутого конца оболочки, верхняя стенка крышки (которая не имеет опоры верхней стенки нижележащей обернутой группы сигарет из-за зазора между ними) может быть не достаточно прочной, чтобы выдерживать давление, оказываемое термосваривающей подушкой без значительного разрушения и деформации. Фиг. 7 схематически показывает разрушение верхней стенки 12 крышки 6 под давлением термосваривающей подушки 29.
Значительная деформация верхней стенки крышки под давлением, оказываемым термосваривающей подушкой, имеет два негативных эффекта: во-первых, она может быть по меньшей мере частично постоянной и, таким образом, приводить к неприглядному сморщиванию верхней стенки крышки; и, во-вторых, она может по меньшей мере частично ослаблять эффективность термосваривающей подушки и, таким образом, приводить к термосварке плохого качества.
Раскрытие изобретения
Задачей настоящего изобретения является обеспечение способа упаковки для нанесения термосвариваемой оболочки на выдвижную пачку табачных изделий с шарнирной крышкой, предназначенного для исключения вышеуказанных недостатков и который, в частности, является дешевым и простым в осуществлении.
Согласно настоящему изобретению обеспечен способ упаковки для нанесения термосвариваемой оболочки на выдвижную пачку табачных изделий с шарнирной крышкой, который заявлен в сопровождающей формуле изобретения.
Краткое описание чертежей
Неограничивающий вариант выполнения настоящего изобретения будет описан путем примера со ссылкой на сопровождающие чертежи, на которых:
Фиг. 1 показывает вид спереди в перспективе жесткой выдвижной пачки сигарет с шарнирной крышкой в закрытой конфигурации,
Фиг. 2 показывает вид спереди в перспективе пачки сигарет согласно Фиг. 1 в открытой конфигурации;
Фиг. 3 показывает вид сзади в перспективе пачки сигарет, согласно Фиг. 1 в открытой конфигурации;
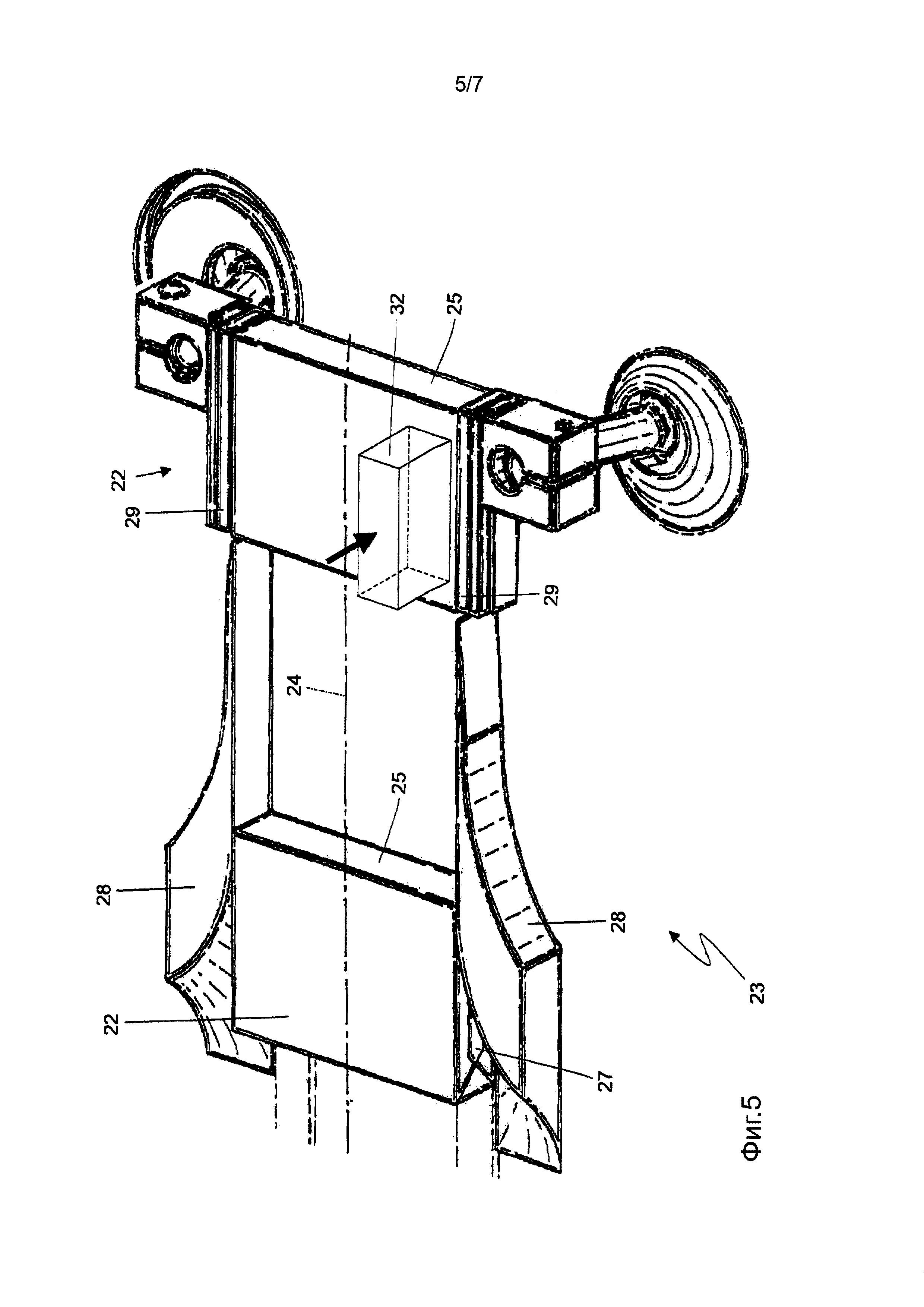
Фиг. 4 и 5 показывают два частичных схематических вида в перспективе упаковочной станции для нанесения прозрачной оболочки вокруг пачки сигарет, согласно Фиг. 1;
Фиг. 6 и 7 показывают два схематических продольных сечения верхнего участка пачки сигарет, согласно Фиг. 1, при поперечном уплотнении прозрачной оболочки известным образом в соответствии с известным уровнем техники,
Фиг. 8 и 9 показывают два схематических продольных сечения верхнего участка пачки сигарет, согласно Фиг. 1, при поперечном уплотнении прозрачной оболочкой в соответствии с настоящим изобретением.
Предпочтительные варианты выполнения изобретения
Позиция 1 на Фиг. 1, 2 и 3 обозначает в целом жесткую выдвижную пачку сигарет, которая открывается в поступательном (линейном) перемещении.
На Фиг. 1 пачка 1 сигарет содержит обернутую, т.е. обернутую фольгой группу 2 сигарет (схематически показана на Фиг. 2). Пачка 1 сигареты также содержит жесткий внутренний контейнер 3, фактически содержащий обернутую группу 2 сигарет; и жесткий внешний контейнер 4, который вмещает внутренний контейнер 3 с возможностью позволять внутреннему контейнеру 3 выдвигаться в поступательном перемещении относительно внешнего контейнера 4 между закрытой конфигурацией (Фиг. 1), в которой внутренний контейнер 3 вставлен полностью внутрь внешнего контейнера 4, и открытой конфигурацией (Фиг. 2 и 3), в которой внутренний контейнер 3 частично извлечен из внешнего контейнера 4, чтобы позволять доступ к обернутой группе 2 сигарет.
Внутренний контейнер 3 имеет форму параллелепипеда с прямоугольным поперечным сечением, имеет чашеобразную форму и содержит открытый верхний конец 5. Внутренний контейнер 3 содержит чашеобразную крышку 6, шарнирно соединенную с внутренним контейнером 3 вдоль шарнира 7 с возможностью вращения относительно внутреннего контейнера 3, между открытым положением (Фиг. 2 и 3) и закрытым положением (Фиг. 1), открывая и закрывая открытый верхний конец 5 соответственно.
Внутренний контейнер 3 содержит нижнюю стенку 8, противоположную открытому верхнему концу 5; переднюю стенку 9 и заднюю стенку 10, противоположные и параллельные друг другу; и две параллельные боковые стенки 11, помещенные между стенками 9 и 10. Четыре продольных края определены между стенками 9 и 10 и боковыми стенками 11, и четыре поперечных края определены между стенками 9, 10, 11 и нижней стенкой 8.
Крышка 6 имеет чашеобразную форму и содержит верхнюю стенку 12 (которая является параллельной и противоположной нижней стенке 8 внутреннего контейнера 3, когда крышка 6 закрыта), заднюю стенку 13, соединенную с задней стенкой 10 внутреннего контейнера 3 шарниром 7, и две параллельные боковые стенки 14.
Внешний контейнер 4 имеет чашеобразную форму, имеет форму параллелепипеда с прямоугольным поперечным сечением и содержит нижнюю стенку 15, противоположную открытому верхнему концу 16, переднюю стенку 17 и заднюю стенку 18, противоположные и параллельные друг другу; и две параллельные боковые стенки 19, помещенные между стенками 17 и 18. Четыре продольных края определены между стенками 17 и 18 и боковыми стенками 19, и четыре поперечных края определены между стенками 17, 18, 19 и нижней стенкой 15.
Как показано на Фиг. 3, задняя стенка 13 (конкретнее верхний край задней стенки 13) крышки 6 соединена с задней стенкой 18 внешнего контейнера 4 соединительным вкладышем 20 для поворота крышки 6 «автоматически» (т.е. без касания пользователя крышки 6), когда внутренний контейнер 3 выдвигается относительно внешнего контейнера 4. Другими словами, посредством соединительного вкладыша 20, механически соединяющего заднюю стенку 13 крышки 6 с задней стенкой 18 внешнего контейнера 4, внутренний контейнер 3, когда он выдвигается относительно внешнего контейнера 4 из закрытой к открытой конфигурации, толкает крышку 6 из закрытого к открытому положению «автоматически» (т.е. без касания пользователя крышки 6); и подобным образом когда внутренний контейнер 3 выдвигается относительно внешнего контейнера 4 из открытой к закрытой конфигурации, крышка 6 толкается внутренним контейнером 3 из открытого в закрытое положение «автоматически» (т.е. без касания пользователя крышки 6). В связи с этим пользователю необходимо просто приложить достаточное усилие для выдвижения внутреннего контейнера 3 относительно внешнего контейнера 4 без необходимости касаться крышки 6, которая поворачивается «автоматически».
Как показано на Фиг. 1 и 2, передняя стенка 17 внешнего контейнера 4 имеет сквозное отверстие 21, позволяющее доступ к передней стенке 9 внутреннего контейнера 3, чтобы прикладывать усилие к внутреннему контейнеру 3 для перемещения его между закрытой и открытой конфигурациями.
В варианте выполнения, показанном на чертежах, крышка 6 шарнирно соединена с задней стенкой 10 внутреннего контейнера 3; в другом не показанном варианте выполнения крышка 6 шарнирно соединена с задней стенкой 18 внешнего контейнера 4.
Как показано на Фиг. 4 и 5, при завершении пачка 1 сигарет обернута в оболочку 22, изготовленную из прозрачного термосвариваемого материала и имеющую отрывную полоску.
Оболочка 22 образуется в упаковочной станции 23 (показана только частично на Фиг. 4 и 5), когда пачку 1 сигарет подают вдоль линии 24 упаковки. Вдоль линии 24 упаковки, лист 25 оберточного материала сначала сгибают в трубку вокруг пачки 1 сигарет для образования трубчатой обертки 26, которая закрепляется посредством продольной термосварки (т.е. посредством термосварки наложенных участков листа 25 оберточного материала вдоль боковой стенки 19 внешнего контейнера 4). Трубчатая обертка 26 имеет два открытых конца 27 на верхней стенке 12 крышки 6 и нижней стенке 15 внешнего контейнера 4. Для завершения оболочки 22 два конца 27 трубчатой обертки 22 сгибают соответственно на верхней стенке 12 крышки 6 и на нижней стенке пачки 1 известными гибочными устройствами (не показаны) и в конечном счете двумя неподвижными сгибающими винтами 28.
Непосредственно сзади от двух неподвижных сгибающих винтов 28, два согнутых конца 27 прикрепляют первой поперечной термосваркой на наложенные участки листа 25 оберточного материала на верхней стенке 12 крышки 6, и одновременной второй поперечной термосваркой на наложенные участки листа 25 оберточного материала на нижней стенке 15 внешнего контейнера 4. Каждая поперечная термосварка выполнена посредством воздействия на наложенные участки листа 25 оберточного материал совокупности тепла (чтобы локально нагреть оберточный материал выше температуры плавления) и давления (чтобы плотно сжать вместе и соединить наложенные участки листа 25 оберточного материала); причем и тепло, и давление прикладывают совместно посредством прижатия горячей термосваривающей подушки 29 к наложенным участкам листа 25 оберточного материала, которые, таким образом, «зажимают» между термосваривающей подушкой 29 и нижележащей стенкой 12, 15. Нижележащая стенка 12, 15, таким образом, действует как "противоположный элемент", на который передается давление приложенной термосваривающей подушкой 29.
Как показано на Фиг. 6 и 7, пачка 1 сигарет имеет небольшой зазор 30 (значительно увеличенный на Фиг. 6 и 7 для ясности) между верхней стенкой 12 крышки 6 и верхней стенкой нижележащей обернутой группы 2 сигарет (т.е. верхняя стенка 12 крышки 6 представляет собой заданное расстояние от верхней стенки нижележащей обернутой группы 2 сигарет). Зазор 30 представляет собой результат допуска, необходимого для полного закрытия крышки 6 без взаимодействия с группой 2 сигарет.
Если меры предосторожности не приняты, когда термосваривающую подушку 29 прижимают к верхней стенке 12 крышки 6 для закрепления соответствующего согнутого конца 27 оболочки 22, верхняя стенка 12 крышки 6 (которая не имеет опоры верхней стенки нижележащей обернутой группы 2 сигарет из-за зазора между ними) может быть недостаточно прочной, чтобы выдерживать давление, оказываемое термосваривающей подушкой 29 без значительного разрушения и деформации. Фиг. 7 схематически показывает разрушение верхней стенки 12 крышки 6 под давлением термосваривающей подушки 29. Значительная деформация верхней стенки 12 крышки 6 под давлением, оказываемым термосваривающей подушкой 29, имеет два негативных эффекта: во-первых, она может быть по меньшей мере частично постоянной и, таким образом, приводить к неприглядному сморщиванию верхней стенки 12 крышки 6; и, во-вторых, она может по меньшей мере частично ослаблять эффективность термосваривающей подушки 29 и, таким образом, приводить к термосварке плохого качества.
В соответствии с настоящим изобретением, и как показано на Фиг. 8 и 9, переднюю стенку 17 внешнего контейнера 4 сжимают по меньшей мере при выполнении первой поперечной термосварки на верхней стенке 12 крышки 6 так, чтобы перемещать верхний край 31 передней стенки 17 внешнего контейнера 4 под верхней стенкой 12 крышки 6. При прижатии термосваривающей подушки 29 верхняя стенка 12 крышки 6 в связи с этим имеет "опору" верхнего края 31 передней стенки 17 внешнего контейнера 4 (как ясно показано на Фиг. 9), и, таким образом, предотвращается от разрушения и деформации под давлением термосваривающей подушки 29. Другими словами, верхний край 31 передней стенки 17 внешнего контейнера 4 обычно расположен снаружи верхней стенки 12 крышки 6 (как показано на Фиг. 6 и 7), таким образом, когда верхнюю стенку 12 крышки 6 прижимают термосваривающей подушкой 29, верхняя стенка 12 никоим образом не поддерживается передней стенкой 17 внешнего контейнера 4 (как показано на Фиг. 7); тогда как в настоящем изобретении передняя стенка 17 внешнего контейнера 4 перемещается внутрь для размещения верхнего края 31 под верхней стенкой 12 крышки 6 (с заданным запасом прочности), таким образом, передняя стенка 17 внешнего контейнера 4 действует в качестве "опоры" для верхней стенки 12 крышки 6 (как показано на Фиг. 9).
Очевидно, не весь верхний край 31 передней стенки 17 внешнего контейнера 4 может перемещаться под верхней стенкой 12 крышки 6, за счет передней стенки 17 внешнего контейнера 4, являющейся латерально нераздельной с боковой стенкой 19; при прижатии передняя стенка 17 внешнего контейнера 4 деформируется в форму "арки" с максимальной деформацией в центре и практически без деформации на двух сторонах. Таким образом, только средний участок верхнего край 31 передней стенки 17 внешнего контейнера 4 перемещается под верхней стенкой 12 крышки 6.
Очевидно, сжатие передней стенки 17 внешнего контейнера 4 также сжимает переднюю стенку 9 внутреннего контейнера 3, расположенную под передней стенкой 17 внешнего контейнера 4. Таким образом, передняя стенка 9 внутреннего контейнера 3 также деформируется таким же образом, как передняя стенка 17 внешнего контейнера 4. Давление, приложенное на две передние стенки 9 и 17, является минимальным и никоим образом не разрушает сигареты в обернутой группе 2 внутри внутреннего контейнера 3.
В одном варианте выполнения переднюю стенку 17 внешнего контейнера 4 сжимают только при выполнении первой поперечной термосварки на верхней стенке 12 крышки 6 приложением устройства 32 давления (схематически показано на Фиг. 5) к передней стенке 17 внешнего контейнера 4 близко к крышке 6. В этом варианте выполнения устройство 32 давления прижимают к передней стенке 17 внешнего контейнера 4 только до прижимания термосваривающей подушки 29 к верхней стенке 12 крышки 6 и удаляют от передней стенки 17 внешнего контейнера 4, как только термосваривающая подушка 29 удаляется от верхней стенки 12 крышки 6.
В альтернативном варианте выполнения переднюю стенку 17 внешнего контейнера 4 сжимают при образовании трубчатой обертки 26 и оставляют сжатой самой трубчатой оберткой 26. Конкретнее, переднюю стенку 17 внешнего контейнера 4 сжимают посредством затягивания трубчатой обертки 26 вокруг пачки 1 сигарет, т.е. передняя стенка 17 внешнего контейнера 4 сжимается посредством натяжения, приложенного к трубчатой обертке 26 и которое незначительно "сдавливает" пачку 1 сигарет. В этом варианте выполнения передняя стенка 17 внешнего контейнера 4 остается сжатой до того, как оболочка 22 или ослабляется естественно, или удаляется.
Описанный способ упаковки имеет многочисленные преимущества.
Главным образом описанный способ упаковки эффективно предотвращает верхнюю стенку 12 крышки 6 от разрушения под давлением термосваривающей подушки 29.
Кроме того, описанный способ упаковки является дешевым и простым в осуществлении, даже его самый сложный вариант выполнения требует только устройства 32 давления с одной степенью свободы в области без особых ограничений пространства (т.е. по существу в "чистой" области).
Реферат
В способе термосвариваемую оболочку наносят на пачку табачных изделий, которая имеет внутренний контейнер, вмещающий группу изделий, и внешний контейнер для размещения в нем внутреннего выдвигающегося контейнера и шарнирную крышку, закрывающую открытый верхний конец внутреннего контейнера. При этом лист термосвариваемого оберточного материала сгибают в трубку вокруг пачки, затем сгибают два конца трубчатой обертки для завершения оболочки и закрепляют оболочку с помощью двух поперечных термосварок. Причем при выполнении поперечной термосварки сжимают переднюю стенку внешнего контейнера так, чтобы перемещать, по меньшей мере, часть верхнего края передней стенки внешнего контейнера под верхней стенкой крышки. Изобретение обеспечивает повышение качества. 7 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ и машина для обертывания изделия, в частности, пачки сигарет в лист термосвариваемого оберточного материала
Комментарии