Способ и устройство для упаковки плоских объектов - RU2390481C2
Код документа: RU2390481C2
Чертежи



Описание
Изобретение охватывает область упаковочной технологии и относится к способу и устройству, описанным в преамбулах соответствующих независимых пунктов формулы изобретения. Способ и устройство служат для упаковки плоских объектов, например отдельных элементов печатной продукции, из уложенных в стопы групп изделий печатной продукции и других плоских объектов, например компакт-дисков, плоских объектов с нанесенным рисунком или плоских пакетов с нанесенным рисунком.
Известно, как упаковывать плоские объекты вышеупомянутого типа с помощью квазибесконечной упаковочной ленты (например, пластиковой пленки или бумажной ленты, подаваемой из рулона). Таким образом, такой упаковочной лентой оборачивается ряд объектов, которые подаются один за другим на расстоянии друг от друга. В другом случае упаковочная лента подается в такой ряд с обеих сторон. На верхней стороне ряда или сбоку ряда на упаковочной ленте (или лентах) выполняются продольные и поперечные швы между двумя следующими друг за другом объектами. В зависимости от обстоятельств объекты, которые обернуты со всех сторон упаковочным материалом, отделяются друг от друга непосредственно после создания поперечных швов или одновременно с этим.
Если в качестве упаковочного материала используется пластиковая пленка, продольные и поперечные швы обычно выполняются сваркой, при этом разделение упакованных объектов может быть выполнено одновременно со сваркой. В случае применения бумаги в качестве упаковочного материала на упаковочный материал непосредственно перед подачей упаковочной ленты на ряд объектов, подлежащих упаковке, в местах продольных и поперечных швов может укладываться клеящий состав, активируемый нагревом. При этом швы выполняются с помощью средств, используемых при выполнении сварных швов на пластиковой упаковке. Швы можно наносить тиснением или с помощью других известных способов, которые соответствуют применяемому упаковочному материалу.
Как упоминается выше, устройства для осуществления упаковки раскрыты, например, в публикациях ЕР 01712782, DE-3123988 или ЕР 0018041.
Как описано в этих публикациях, объекты подаются на упаковку свободно лежащими на поверхности конвейера (например, конвейерной ленты) в ряд один за другим и на расстоянии друг от друга. Расстояния между последовательно расположенными объектами зависят от толщины объектов и от способов выполнения поперечных швов и разделения упаковочного материала. Для соблюдения точного размещения объектов в ряду, помимо поверхности конвейера, применяются конвейерные кулачки, с помощью которых плоские объекты могут подаваться более циклично, чем в случае использования только одной поверхности. Квазибесконечная упаковочная лента подается в ряд плоских объектов либо снизу через зазор в поверхности конвейера, либо сверху, при этом скорость упаковочной ленты такая же, что и скорость ряда объектов.
Для создания ряда объекты обычно берутся из стопы и укладываются по отдельности на поверхность конвейера.
Практически, упомянутый способ упаковки, включая создание и подачу ряда объектов, требует относительно большой длины конвейера, которая из-за недоступности свободных площадей в ряде случаев может быть получена только при изменении направления транспортировки. В случае таких изменений направления силы ускорения не только дезориентируют плоские объекты, но и дестабилизируют их, особенно, если этими объектами являются стопы, состоящие из множества плоских объектов. Кроме того, при большой пропускной способности конвейера возникают высокие скорости движения конвейера, и из-за этого увеличивается сопротивление воздуха, что также оказывает влияние на объекты. Для противодействия этим влияниям необходимо применять меры в процессе сборки конвейера, с помощью которых необходимая длина конвейера увеличится еще больше.
Поэтому целью данного изобретения является разработка способа и установки для упаковки ряда плоских объектов с помощью квазибесконечной упаковочной ленты, которые позволяют устранить недостатки известных способов и установок, описанных выше. В частности, способ и установка по настоящему изобретению сводят длину конвейера к минимуму при использовании самых простых конвейерных средств и, несмотря на это, обеспечивают упаковку при работе конвейера с высокой производительностью, даже при низкой устойчивости объектов.
Данная цель достигается применением способа и установки, представленных в пунктах формулы изобретения.
Основная идея изобретения состоит не в том, чтобы сначала выстроить подлежащие упаковке объекты в ряд, а затем транспортировать этот ряд, лежащий на поверхности конвейера, к квазибесконечному упаковочному материалу, как в известных способах упаковки, а в том, чтобы выстраивать объекты в ряд непосредственно на упаковочной ленте или под ней. Это означает, что в соответствии с настоящим изобретением объекты не выстраиваются в ряд друг за другом в направлении транспортировки на расстоянии друг от друга с последующей подачей этого ряда на упаковку, а используется питающий поток, состоящий из объектов с расстоянием между ними меньше их длины в направлении транспортировки. Таким образом, питающий поток является, например, потоком уложенных внахлест объектов, лежащих на поверхности конвейера, при этом объекты в этом потоке уложены частично друг на друга. Или это поток захватов, в котором объекты захватываются по отдельности за кромки и транспортируются с небольшим расстоянием друг от друга. От этого питающего потока объекты отделяются последовательно по одному с ускорением и непосредственно на упаковочной ленте или под ней, при этом лента транспортируется в заданном направлении. Такое размещение достигается, например, при укладке объектов на ленту или при выталкивании их на ленту.
Соотношение скорости ленты и скорости подачи объектов и таким образом требуемое ускорение объектов для выделения объектов из питающего потока и их размещения на упаковочной ленте определяется расстояниями между объектами в питающем потоке, длиной объектов и расстояниями между объектами в ряду, который необходимо выстроить на упаковочной ленте.
Лента перемещается в горизонтальной плоскости, поэтому плоские объекты, лежащие на упаковочной ленте и удерживаемые на ней гравитацией, остаются в своем положении на ленте, в которое они попали при ускорении. Если плоские объекты подаются в потоке внахлест, желательно их подачу осуществлять, как и подачу ленты, в вертикальной плоскости, и отводить упаковочный материал снизу или сверху в направлении движения ленты в месте ускорения. Если плоские объекты подаются в потоке захватов, предпочтительно направлять их сверху или снизу к упаковочной ленте в направлении движения ленты и отводить их непосредственно на упаковочную ленту или под нее в направлении движения ленты.
При использовании способа по настоящему изобретению относительно неустойчивые, плоские объекты, например стопы, состоящие из множества изделий печатной продукции различных форматов, могут размещаться на пластиковой пленке и подаваться на выполнение шва при пропускной способности конвейера более 40000 единиц в час без применения дополнительных средств для стабилизации объектов. При этом маршрут между пунктами индивидуализации, и размещения, и выполнения шва определяется исключительно типом ленты и способом размещения ленты вокруг ряда и может быть даже уменьшен при использовании двух лент.
Способ и установка по настоящему изобретению подробно описаны с использованием следующих чертежей.
На фиг.1 и 2 изображены схемы типового варианта осуществления установки по настоящему изобретению, которые служат для объяснения основных принципов способа по настоящему изобретению (на фиг.1 представлен вид сбоку, на фиг.2 представлен вид сверху);
На фиг.3 в увеличенном масштабе (см. фиг.1 и 2) показан этап выделения объектов из питающего потока с применением к ним ускорения и их размещения на упаковочной ленте;
На фиг.4 и 5 показан этап разделения и размещения (см. фиг.3), но с использованием других средств размещения;
На фиг.6 показан еще один вариант осуществления этапа выделения объектов из питающего потока с помощью ускорения и их размещения на упаковочной ленте;
На фиг.7 показан еще один вариант осуществления этапа выделения объектов из питающего потока с помощью ускорения и их размещения под упаковочной лентой, которая в этом случае подается сверху.
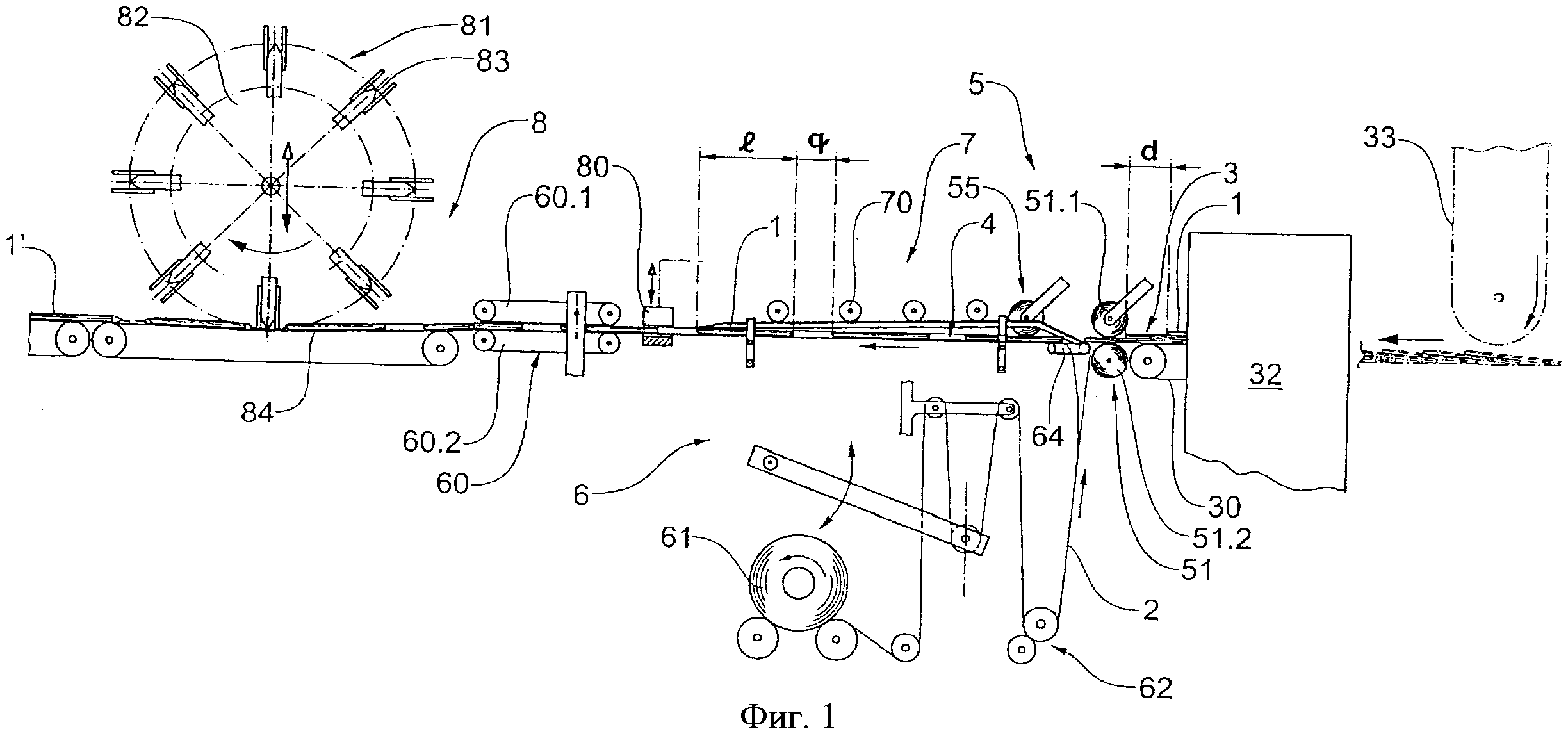
На фиг.1 и 2 показан типовой вариант осуществления способа и установки по настоящему изобретению. Как было объяснено ранее, они служат для упаковки плоских объектов 1 с помощью квазибесконечной упаковочной ленты 2. Объекты подаются в питающем потоке 3 (здесь поток уложенных внахлест объектов), и они размещаются один за другим на упаковочной ленте 2 таким образом, что на упаковочной ленте из них формируется ряд 4. Объекты транспортируются в питающем потоке 3 с расстоянием между ними d, при этом d меньше длины объектов 1 по ходу движения. Для выполнения поперечных швов между объектами 1, транспортируемыми один за другим в ряду 4, устанавливается расстояние q.
Установка включает, по существу, следующие четыре работающих совместно устройства: первое устройство 5 для построения объектов в ряд для выделения объектов 1 из питающего потока 3 с помощью ускорения и для их размещения непосредственно на упаковочной ленте 2 (или под ней, см. фиг.7), второе устройство 6 для подачи упаковочной ленты 2 и для транспортировки упаковочной ленты 2 вместе с рядом 4, третье устройство 7 для заворачивания упаковочной ленты 2 вокруг ряда 4 (или для подачи еще одной упаковочной ленты, см. фиг.6) и четвертое устройство 8 для выполнения швов и в зависимости от обстоятельств для отделения упакованных объектов 1' друг от друга.
Первое устройство 5 для построения объектов в ряд 4 включает средство ускорения 51, с помощью которого объекты последовательно ускоряются с головы питающего потока 3 и таким образом выделяются из головы потока, то есть индивидуализируются, и одновременно размещаются на упаковочной ленте. Средством ускорения 51 является, например, пара верхнего и нижнего ускоряющих роликов 51.1 и 51.2 или множество таких пар роликов. Вместо ускоряющих роликов 51.1 и 51.2 могут использоваться соответственным образом расположенные вращающиеся ускорительные ленты или кулачки.
Второе устройство 6 для подачи упаковочной ленты 2 и для транспортировки этой ленты совместно с рядом 4 включает волочильное средство 60 для непрерывного вытягивания упаковочной ленты 2 из питающего рулона 61 и продвижения ее в направлении движения ленты, а также средство натяжения 62 для обеспечения постоянного натяжения упаковочной ленты. Предпочтительно, чтобы волочильное средство 60 располагалось там, где упаковочный материал 2 уже завернут вокруг ряда 4, то есть после третьего устройства 7. Для обеспечения выполнения его волочильной функции без необходимости смены направления движения ленты волочильное средство 60 выполняется, например, в виде работающей совместно пары верхней и нижней натяжных лент 60.1 и 60.2, при этом две натяжные ленты давят сверху и снизу на ряд 3, завернутый в упаковочную ленту, и, по крайней мере, одна из натяжных лент подается со скоростью перемещения упаковочной ленты. Вместо натяжных лент 60.1 и 60.2 могут использоваться соответствующие волочильные ролики. Средство натяжения 62 располагается до места размещения подлежащих упаковке объектов на упаковочную ленту или под нее и состоит, например, из пары натяжных роликов. Кроме того, второе устройство 6 варианта осуществления настоящего изобретения по фиг.1 и 2 включает средство смены направления 64 (например, отводная планка), с помощью которого упаковочная лента перенаправляется в направлении движения ленты в зоне действия средства ускорения 51.
Третье устройство 7 для заворачивания упаковочной ленты 2 вокруг ряда 4 (или согласно фиг.6 для подачи еще одной упаковочной ленты) работает после волочильного средства 60 между ним и средством смены направления 64, при этом средство смены направления само может заворачивать упаковочную ленту 2, например, если выполнить его в виде дугообразной планки для смены направления. Третье устройство 7 включает, например, последовательность пар подворачивающих роликов 70, расположенных выше ряда 4, при этом расстояние между подворачивающими роликами 70 в парах уменьшается в направлении движения ленты так, что две продольные кромки упаковочной ленты 2 направляются друг к другу над рядом 4. Известны также соответствующие устройства, с помощью которых продольные кромки упаковочной ленты, расположенные над рядом, сближаются под рядом (см. фиг.7). Безусловно, ряд 4 можно также размещать не в середине упаковочной ленты 2, а с одной ее стороны, и заворачивать упаковочную ленту вокруг ряда только с одной стороны.
Четвертое устройство 8 для выполнения швов включает средство 80 для выполнения продольных швов и средство 81 для выполнения поперечных швов. Как показано на фиг.1 и 2, предпочтительно располагать средство 80 для выполнения продольных швов до волочильного средства 60, а средство 81 для выполнения поперечных швов после него. В качестве средств 80 и 81 может использоваться любое из известных подобных средств, которые подходят для соединения упаковочного материала с помощью швов. В частности, при использовании в качестве упаковочного материала пластиковой пленки могут применяться соответствующим образом разработанные и расположенные сварочные головки. В частности, поворотное устройство 82, состоящее из сварочных головок 83, которые работают совместно с противодействующей лентой 84, подходит в качестве средства 81 для выполнения поперечных швов. Такое устройство подробно описано в заявке с той же датой подачи, что и настоящая заявка.
Для формирования питающего потока 3 могут применяться известные способы, что не является частью настоящего изобретения. Например, поток уложенных внахлест изделий может укладываться на питающую ленту 30 с использованием питателя 32, который берет объекты из стопы, используя винтовую станцию, которая берет объекты из барабана, используя конвейер захватов 33, который доставляет объекты непосредственно с ротационной печатной машины. В последнем случае, в котором необходимо обработать поток большой пропускной способности, предпочтительно, чтобы поток захватов ходил по кругу с образованием двух или большего числа параллельных потоков уложенных внахлест изделий. Объекты, уложенные в соответствии с настоящим изобретением в такие параллельные потоки уложенных внахлест изделий, могут быть индивидуализированы и размещены на той же самой упаковочной ленте и впоследствии упакованы как параллельные ряды. В таком случае необходимо использовать соответственно широкую упаковочную ленту и предусмотреть средства выполнения дополнительного продольного шва между параллельными рядами.
На фиг.3 в увеличенном масштабе (см. фиг.1 и 2) показан этап выделения объектов 1 из питающего потока с применением к ним ускорения и их размещения непосредственно на упаковочной ленте 2. Номера позиций совпадают с номерами позиций на фиг.1 и 2.
Питающий поток 3 состоит в этом случае из трех потоков уложенных внахлест изделий, которые наложены друг на друга, и в каждом потоке подается один тип изделий (по-разному заштрихованы). Три потока уложенных внахлест изделий совмещаются и синхронизируются друг с другом таким образом, что изделия транспортируются с теми же самыми расстояниями d между ними во всех потоках уложенных внахлест изделий и что передние кромки изделий всех потоков уложенных внахлест изделий выровнены относительно друг друга. Таким образом, плоские объекты 1 предварительно формируются в наложенные друг на друга потоки уложенных внахлест изделий и в каждом случае включают три изделия, передние кромки которых выровнены относительно друг друга и каждое из которых принадлежит одному из потоков уложенных внахлест изделий. Эти объекты 1 (слева на фиг.3) лежат на упаковочной ленте 2 в ряду 4. Плоские объекты 1 в питающем потоке 3 могут также накладываться друг на друга без необходимости в адаптации способа или установки по настоящему изобретению.
Питающий поток 3 подается с помощью питающей ленты 30 со скоростью подачи v.1. Питающая лента 30 может также поддерживаться опорной поверхностью 31. Со стороны головного конца питающей ленты 30 расположено средство ускорения 51, которое включает верхний и нижний ускоряющие ролики 51.1 и 51.2. Нижний ускоряющий ролик, например, приводится с периферийной скоростью v.2, а верхний свободно вращается, например, на поворотном (двойная стрелка А) рычаге 51.3 таким образом, что он смещается под своей массой или под действием силы соответственным образом расположенной пружины напротив нижнего ускоряющего ролика 51.2. Можно также приводить оба ускоряющих ролика с периферийной скоростью v.2.
Ниже по ходу движения от средства ускорения расположено средство смены направления 64, которое подает упаковочную ленту в направлении движения ленты, которое является, по существу, прямолинейным продолжением направления подачи объектов. Упаковочная лента 2 транспортируется средствами волочения (на фиг.3 не показаны) со скоростью v.3 (скорость ленты) от средства ускорения 51, при этом она поддерживается опорным конвейером 65 и/или опорной поверхностью 66.
Отношение скоростей v.3:v.1 (скорости движения ленты к скорости подачи объектов) равняется отношению d:(l+q). Скорость v.2 (периферийная скорость ускоряющих роликов) равна, по крайней мере, v.3. В результате гарантируется, что самый первый объект в питающем потоке полностью выделяется из него, прежде чем следующий объект входит в зону действия средства ускорения 51. Так же гарантируется, что ускоренный объект может быть надежно размещен на упаковочной ленте. Размещение обеспечивается в данном случае гравитацией, которая удерживает объекты на упаковочной ленте. Размещение может также обеспечиваться средством размещения 55, которое действует на каждый недавно помещенный объект 1 в процессе прижима его к упаковочной ленте. Средством размещения 55 является, например, вспомогательный ролик 55.1, который расположен на поворотном (двойная стрелка В) рычаге 55.2 и свободно вращается, и накатывает на упаковочную ленту или на объекты, размещенные на ней, при смещении вниз под действием массы или соответственным образом расположенной пружины. Вспомогательный ролик 55.1 может также приводиться со скоростью ленты v.3.
Расстояние r между средством ускорения 51 и средством размещения 55 приблизительно равно длине 1 объектов. В соответствии с предпочтительным вариантом осуществления настоящего изобретения расстояние r может регулироваться для адаптации к различным длинам объектов 1, например, смещением поворотного рычага 55.2 (двойная стрелка С).
Каждый из ускоряющих роликов 51.1 и 51.2, а также вспомогательный ролик 55.1 могут выполняться в виде одного ролика с длиной в осевом направлении, соответствующей приблизительно ширине подлежащих упаковке объектов 1. Однако в соответствии с предпочтительным вариантом осуществления настоящего изобретения каждый ролик выполняется как множество находящихся на одной оси роликов, перемещаемых под прямым углом к направлению движения ленты таким образом, что они могут позиционироваться в зависимости от формата и формы подлежащих упаковке объектов. При возможности такого перемещения можно, например, предотвратить действие роликов на сгибы объектов и к тому же предотвратить эти сгибы от повреждений. Такая конструкция ускоряющих роликов и вспомогательных роликов показана на фиг.2, на которой представлены два ускоряющих ролика и три вспомогательных ролика.
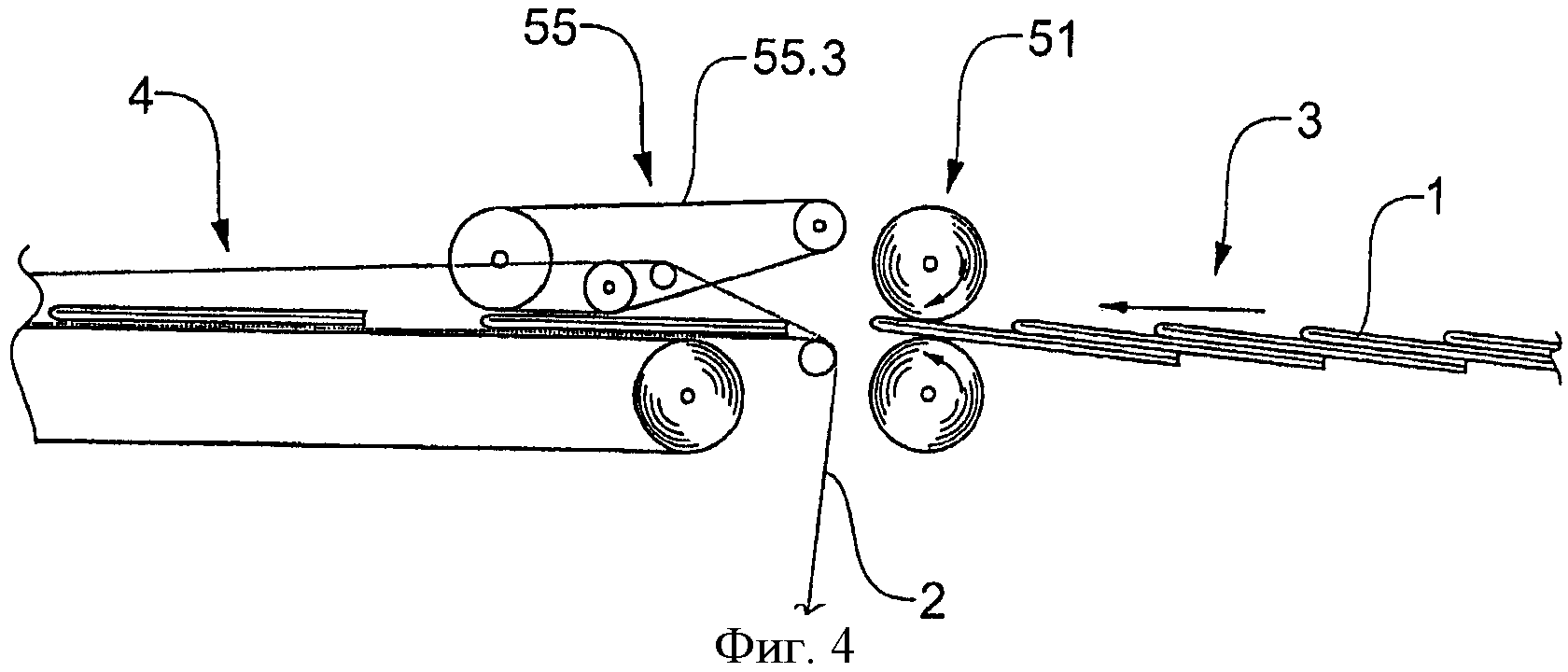
На фиг.4 и 5 показаны еще два варианта осуществления этапов выделения объектов 1 из головы питающего потока 3 и их размещения на упаковочной ленте 2 с целью формирования ряда 4 на этой ленте. Эти два варианта осуществления настоящего изобретения отличаются от варианта осуществления настоящего изобретения по фиг.1-3, в частности, разными конструкциями средства размещения 55.
На фиг.4 показано средство размещения 55 в форме вспомогательной ленты 55.3, которая в соответствии с предпочтительным вариантом осуществления настоящего изобретения приводится со скоростью v.3 (скорость ленты), и которое может быть выполнено так же, как вспомогательный ролик 55.1 (см. фиг.3), в виде множества конвейерных лент, способных перемещаться под прямым углом к направлению движения ленты. На фиг.5 показано средство размещения 55 в форме кулачкового конвейера 55.4 с кулачками 55.5, при этом упомянутый кулачковый конвейер действует сверху на размещаемые объекты 1. Кулачки расположены на конвейере на расстоянии друг от друга, равном l+q. Кулачки приводятся со скоростью ленты v.3 и синхронизированы с питающим потоком 3 таким образом, что выравнивают объекты 1, размещенные на упаковочной ленте, по передним кромкам. В соответствии с предпочтительным вариантом осуществления настоящего изобретения кулачки 55.5 состоят из множества кулачков, действующих параллельно, таким же образом, что и вспомогательный ролик (см. фиг.3), и вспомогательная лента (см. фиг.4).
Еще одно различие между вариантами способа по настоящему изобретению, представленными на фиг.4 и 5, касается питающего потока 3. В то время как питающий поток 3 согласно фиг.4 является простым потоком уложенных внахлест плоских объектов, питающий поток согласно фиг.5 включает множество наложенных друг на друга потоков. Не все эти потоки являются потоками уложенных внахлест изделий, как на фиг.3, но они состоят частично из плоских изделий, которые подаются друг за другом, так как их длина, очевидно, по ходу движения конвейера не больше расстояния между подлежащими упаковке объектами (группами изделий в каждом потоке). Очевидно, к способу по настоящему изобретению не относится питающий поток 3 и подлежащие упаковке объекты, поскольку расстояния между подлежащими упаковке объектами в питающем потоке меньше длины самого длинного изделия в каждом объекте так, что скорость подачи v.1 меньше скорости ленты v.3.
На фиг.6 показана схема еще одного типового варианта осуществления этапа выделения с помощью ускорения подлежащих упаковке объектов из питающего потока 3 и их размещения на упаковочной ленте 2. В соответствии с данным вариантом осуществления настоящего изобретения питающий поток 3 является потоком захватов, идущим сверху навстречу направлению перемещения упаковочной ленты 2, при этом над лентой поток захватов меняет направление. В этом потоке захватов каждый объект 1 при транспортировке удерживается захватом 90, и по длине конвейера расстояния между захватами 90 меньше длины объектов. Захваты 90 располагаются на конвейерном звене, например на цепи с захватами (пунктирная линия 91), выдающимися из конвейера в виде консолей таким образом, что при смене направления захваты ускоряются и их скорость достигает скорости ленты v.3, или расстояние между ними увеличивается до l+q соответственно. Поэтому смена направления в потоке захватов может действовать как средство ускорения 51. Это означает, что захваты 90 и удерживаемые ими объекты 1 последовательно ускоряются от v.1 до v.3 в месте смены направления и к тому же индивидуализируются с целью размещения на упаковочной ленте 2, проходящей мимо и ниже места смены направления, при этом для размещения захваты 90 открываются один за другим.
Каждый из захватов 90 вместо того, чтобы располагаться на конвейерном звене, может также располагаться на соответствующем конвейерном элементе, при этом конвейерные элементы могут перемещаться независимо друг от друга. В таком случае пунктирная линия 91 (см. фиг.6) должна пониматься как рельс для конвейерных элементов и место смены направления выполнено, например, в виде колеса. Захваты 90 расположены в виде консолей на конвейерных элементах таким же образом, как и в случае соответствующего конвейерного звена.
Для создания установки по фиг.6, адаптируемой к объектам 1 различной длины, длина выступа захватов из конвейера или конвейерного элемента и/или геометрия смены направления (радиус, угол) должны быть регулируемыми.
Как видно из фиг.6, представленная подача, индивидуализация и размещение дают возможность сократить размеры установки в сравнении с размерами установки, изображенной на фиг.1-5, в частности, если вместо заворачивания упаковочной ленты 2 вокруг ряда объектов сверху подавать еще одну ленту 2' из другого рулона 61'. В этом случае средство отвода дополнительной упаковочной ленты в направлении движения ленты может одновременно выполнять функцию средства размещения 55.
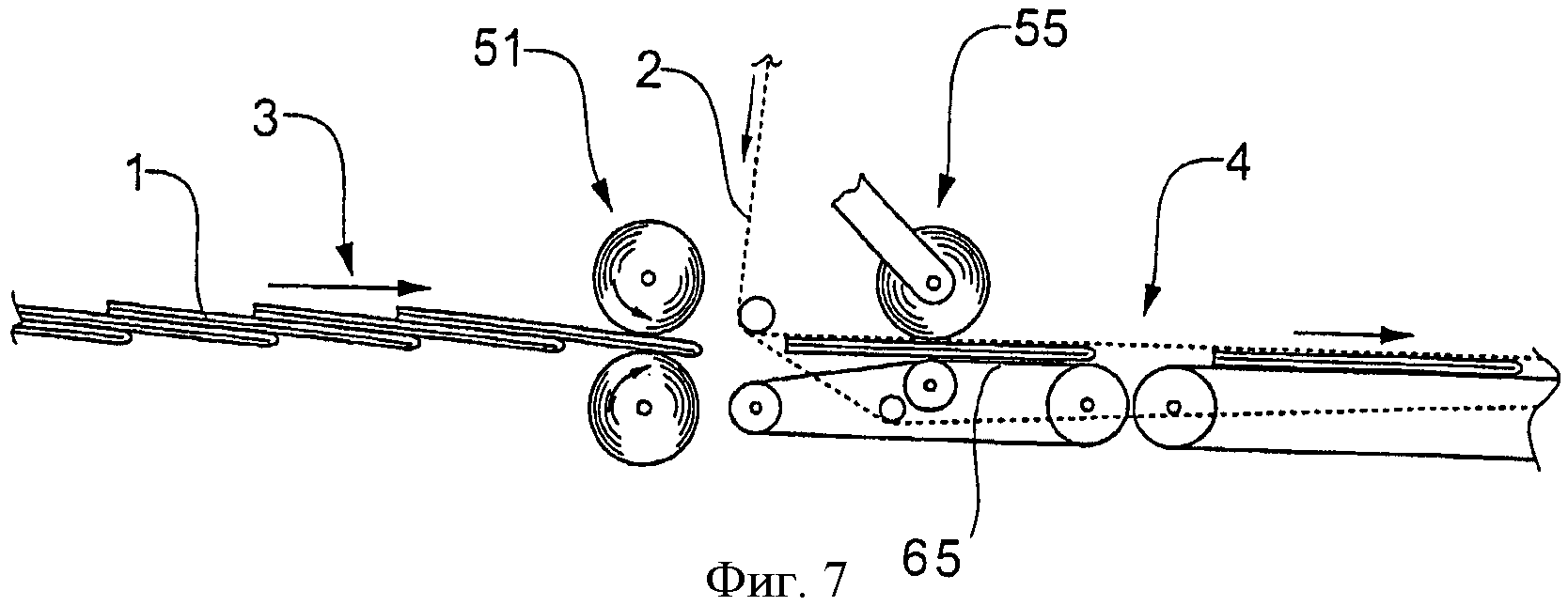
На фиг.7 показан еще один вариант осуществления этапа выделения плоских объектов 1, подлежащих упаковке, из питающего потока и их размещения, при этом в данном случае упаковочная лента 2 отводится сверху в направлении движения ленты в зону действия средства ускорения 51 и объекты 1 размещаются под упаковочную ленту 2, т.е. между упаковочной лентой 2 и опорным конвейером 65. В этом случае может также применяться средство размещения 55. Из предшествующего уровня техники известно заворачивание упаковочной ленты 2, расположенной выше ряда 4, вокруг ряда 4, и по этой причине здесь не рассматривается.
Реферат
Изобретение относится к способу и устройству для упаковки плоских предметов. Плоские объекты (1) транспортируются в ряду (4) один за другим и на расстоянии друг от друга на квазибесконечной упаковочной ленте (2) или под ней в направлении движения ленты. Упаковочная лента (2) заворачивается вокруг ряда (4), или еще одна упаковочная лента подается над или под рядом (4). На ряд, накрытый таким образом с обеих сторон, накладывается продольный шов, и поперечные швы между каждыми двумя соседними объектами в ряду (4) так, что каждый плоский объект (1) оказывается завернутым со всех сторон упаковочным материалом. Объекты (1) подаются в питающем потоке (3), в котором расстояния между объектами (d) меньше длины объектов (1) в направлении движения ленты с объектами (1) при их транспортировании в ряду (4). Объекты (1) последовательно выделяются из головы питающего потока (3) с помощью ускорения и последовательно размещаются непосредственно на упаковочной ленте (2) или под ней таким образом, что ряд (4) выстраивается непосредственно на упаковочной ленте (2) или под ней. Технический результат направлен на обеспечении упаковки при работе конвейера с высокой производительностью, при низкой устойчивости объектов. 2 н. и 15 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ упаковки пружинного изделия
Комментарии