Способ упаковки пружинного изделия - RU2227112C2
Код документа: RU2227112C2
Чертежи
Описание
Изобретение относится к упаковке пружин, а именно к упаковке в рулоны изделий, состоящих из пружин.
Известна упаковка пружинных изделий, предназначенных для использования при производстве матрасов, путем наматывания вокруг сердечника в продольном направлении гибкого листового материала, напр. бумаги одноразового использования или джутовой мешковины многоразового использования, и подачи в захват между растущим рулоном и перемещающимся листовым материалом пружинных изделий. По мере затягивания в рулон пружинных изделий происходит их сжатие, в результате чего эти упакованные в рулоне пружины имеют значительно меньший по сравнению с уложенными обычным способом пружинными изделиями объем.
Один из известных механизмов, предназначенных для этой цели, включает в себя намоточный сердечник, к которому концами с помощью болтов прикреплен фиксирующий стержень, предназначенный для закрепления переднего конца листового материала. Над сердечником установлен перемещающийся вверх нажимной валок, образующий вместе с сердечником входной захват для листового материала. Листовой материал с бобины, установленной в задней части механизма, поступает по нажимному валку и на сердечник. Оператор, находящийся перед механизмом, подает пружины во входной захват.
Другой механизм для упаковки матрацных пружин описан в патенте США №4669247. В патенте №4669247 описана упаковка пружинных изделий в рулон вместе с полосой из бумаги или иного материала многоразового использования. Аналогичный механизм для упаковки пружин описан в патенте США №2114008, причем в данном случае рулон оберточной бумаги подается по стеллажу в оберточный механизм, в котором на бумаге размещают пружинные изделия, поступающие затем вместе с движущейся бумагой в указанный механизм.
Во всех перечисленных предложенных до сих пор механизмах происходит сжатие и обертывание пружин в единой полосе бумаги или материала многоразового использования, разделяющей множество слоев пружинных изделий удерживающей пружины в сжатом состоянии для последующей отгрузки с предприятия изготовителя пружин изготовителю матрасов. Обычная техника упаковки в рулоны оказывается довольно дорогостоящей. Для свертывания и отгрузки пружин используется или большое количество бумаги, которой обертывают пружины за счет изготовителя пружин и которая идет в отходы и часто переходит к изготовителю матрасов, или же гораздо более дорогостоящий упаковочный материал многоразового использования. Материал многоразового использования, применяемый для свертывания и отгрузки пружин, должен быть отправлен назад изготовителю пружин, который может повторно включить стоимость материала в стоимость отгрузки и может переложить эти расходы на изготовителя матрасов. Кроме того, материал многоразового использования, предназначенный для упаковки пружин, имеет относительно короткий срок службы, хотя и более длительный, чем у бумажной упаковки.
В связи с этим целью настоящего изобретения является уменьшение стоимости упаковки и отгрузки пружинных изделий. Другой целью настоящего изобретения является разработка способа упаковки пружинных изделий без применения обычных способов с использованием бумаги или упаковочных материалов многоразового использования. Еще одной целью настоящего изобретения является создание способа упаковки пружинных изделий, при котором пружинное изделие упаковывают в изолирующий материал, который не идет в отходы но, скорее всего, может быть использован изготовителем матрасов в производстве матрасов.
Предпочтительные варианты реализации настоящего изобретения позволяют достичь указанных целей с помощью способа упаковки упругого пружинного изделия, такого как соединенные между собой цилиндрические пружины, при котором первая и вторая полосы изолирующего пружины материала предварительно крепятся к пружинному изделию таким образом, чтобы располагаться на верхней и нижней поверхностях пружинного изделия с последующей упаковкой в рулоне для отгрузки изготовителем пружины изготовителю матрасов, который просто развертывает пружинные изделия и разрезает изолирующий материал между пружинными изделиями, причем пружинные изделия с прикрепленным к ним изолирующим материалом должны использоваться при изготовлении матрасов таким образом, чтобы устранить необходимость упаковки в рулоны пружинных изделий с применением бумаги одноразового применения или дорогостоящего материала многоразового использования.
Пружинное изделие обладает однородной толщиной, ограниченной в целом плоской верхней первой поверхностью и параллельной ей в целом плоской нижней второй поверхностью. Пружинное изделие имеет продольный размер или длину, ограниченную парой противоположных торцевых поверхностей, и поперечный размер или ширину, ограниченную парой противоположных параллельных боковых поверхностей. Продольный размер или длина обычно превышает поперечный размер или ширину пружинного изделия, как и в большинстве матрасных изделий. Однако способ, являющийся предметом настоящего изобретения, может использоваться для упаковки квадратного пружинного изделия, у которого продольный и поперечный размеры одинаковы.
Способ, являющийся предметом настоящего изобретения, включает применение рулонов первой и второй полос изолирующего материала, разделенных между собой. Рулон первой полосы содержит первую полосу изолирующего материала для пружин, т.е. тканого или нетканого материала, намотанную на сердечник. Аналогичным образом рулон второй полосы содержит вторую полосу изолирующего материала для пружин, намотанную на сердечник. Каждая из первой и второй полос изолирующего материала содержит две противоположные боковые кромки, ограничивающие ширину полосы, которая превышает ширину пружинного изделия в поперечном направлении. Каждая полоса в направлении по ширине содержит две противоположные боковые части и расположенную между боковыми частями центральную часть.
Первая полоса изолирующего материала пропускается сверху и располагается против первой поверхности пружинного изделия, а вторая полоса пропускается снизу и располагается против второй поверхности пружинного изделия. Продольный размер пружинного изделия является в целом параллельным противоположным боковым кромкам первой и второй полос, которые в общем параллельны друг другу.
В первом предпочтительном варианте реализации изобретения первую и вторую полосы завертывают вокруг верхнего и нижнего витков самых крайних цилиндрических пружин, так что противоположные боковые части располагаются против поверхности центральной части, расположенной против пружинного изделия. Эти боковые части затем приклеивают, приваривают или крепят иным образом к центральной части. Во втором предпочтительном варианте реализации боковые части первой полосы склеивают или сваривают с прилегающими боковыми частями второй полосы таким образом, чтобы получить плотный установочный рукав, в котором надежно закреплено пружинное изделие. Пружинное изделие с прикрепленными друг к другу первой и второй полосами образует заготовку для матраса.
Заключительная операция способа, являющегося предметом настоящего изобретения, представляет собой затягивание заготовки для матраса в механизм упаковки в рулоны, в котором матрасное изделие сжимают и наматывают на штырь, после чего заготовка для матраса остается в этом свернутом и сжатом состоянии для последующей отгрузки изготовителю матрасов.
Эти и другие цели и преимущества настоящего изобретения станут вполне понятны из последующего краткого описания чертежей.
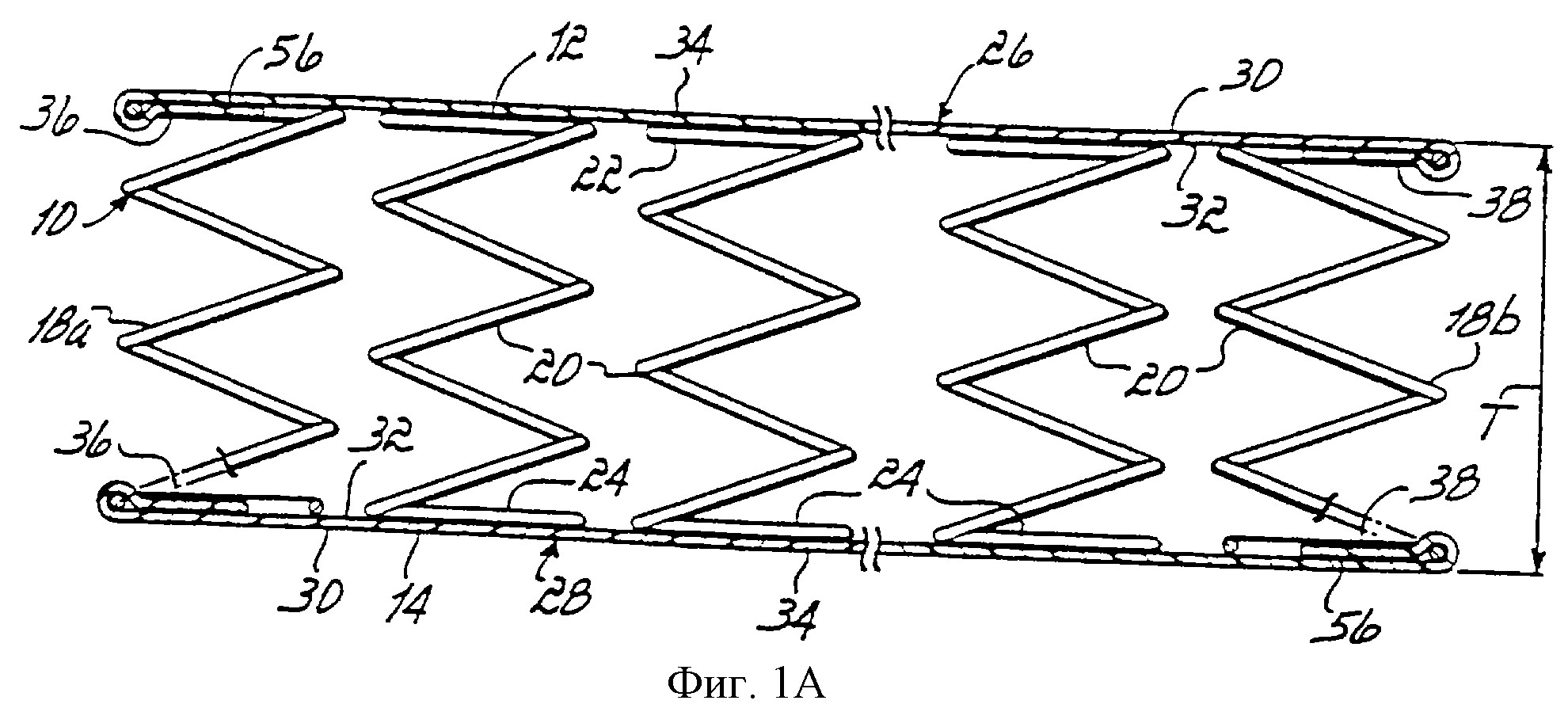
На фиг.1 показано трехмерное изображение первого предпочтительного варианта реализации являющегося предметом настоящего изобретения способа упаковки упругого пружинного изделия;
на фиг.1А показан поперечный разрез изображения с фиг.1, выполненный по линии 1А-1А;
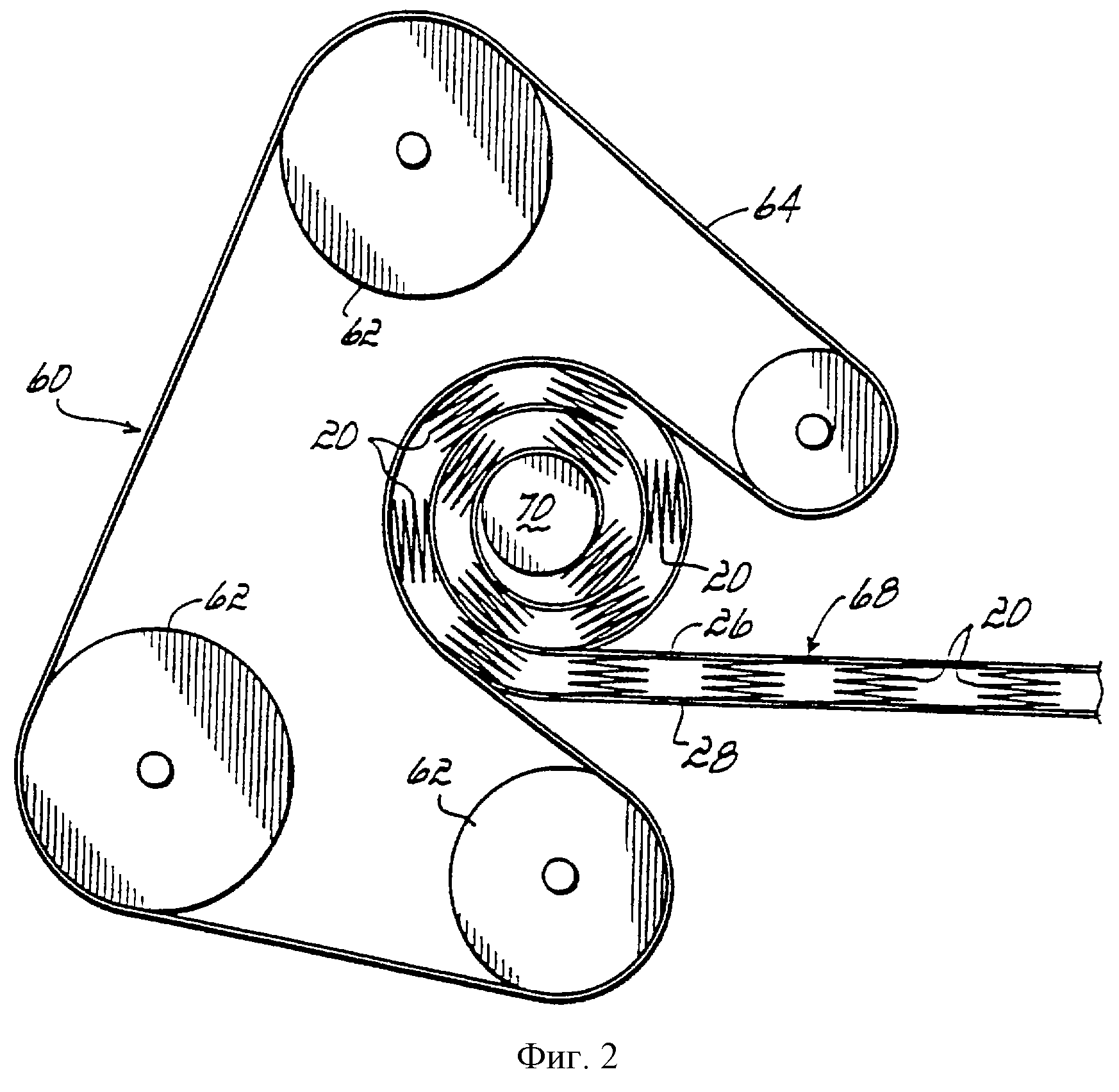
на фиг.2 показано изображение сбоку заготовки для матраса, которую упаковывают в рулон;
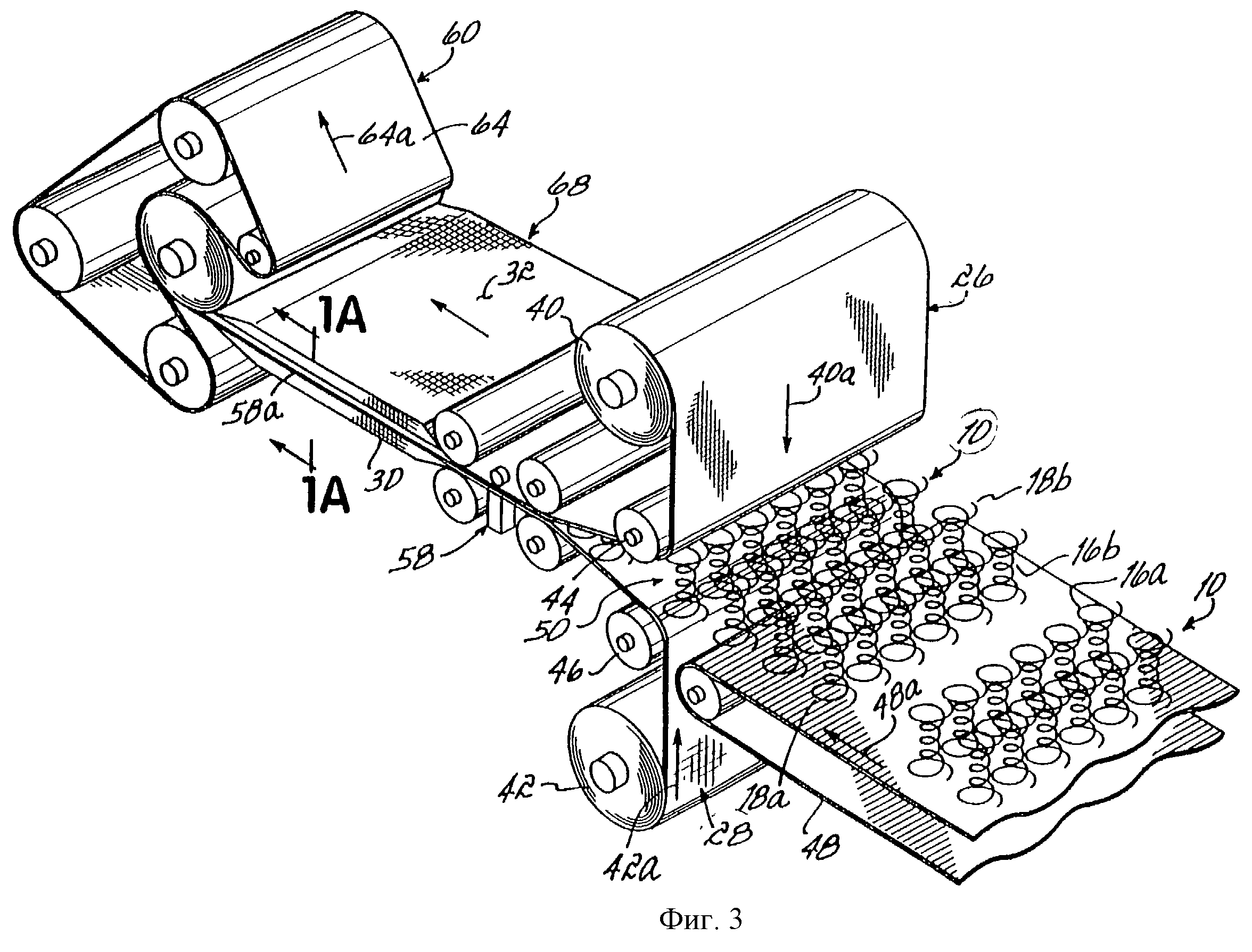
на фиг.3 показано трехмерное изображение второго предпочтительного варианта реализации являющегося предметом настоящего изобретения способа упаковки упругого пружинного изделия;
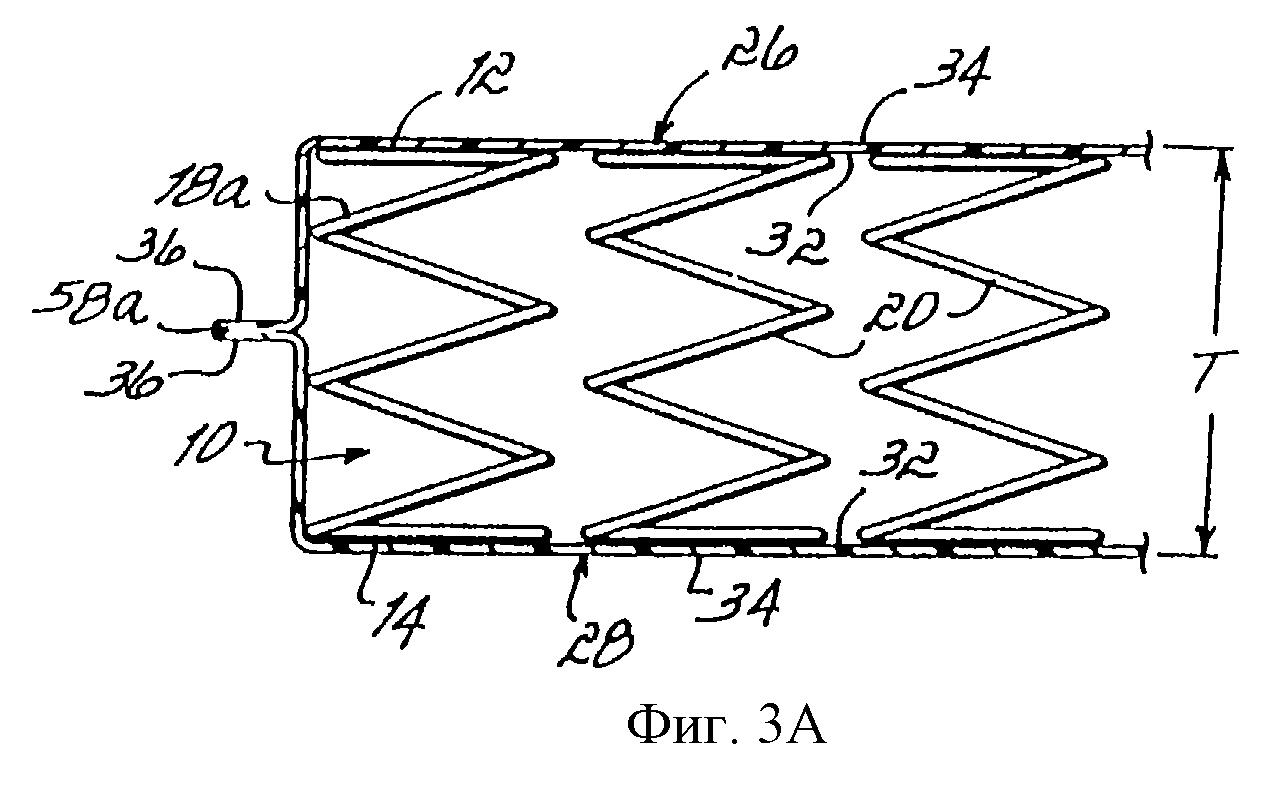
на фиг.3А показан поперечный разрез изображения с фиг.3, выполненный по линии 3А-3А.
Как показано в целом на фиг.1, 1А, 3, 3А, пружинное изделие 10 в общем содержит верхнюю или первую поверхность 12 и нижнюю или вторую поверхность 14. Пружинное изделие 10 имеет длину или продольный размер L и ширину или поперечный размер D, причем продольный размер L обычно больше поперечного размера D. Однако специалистам в данной области техники должно быть понятно, что L может, по существу, быть равна по размеру D. Пружинное изделие 10 обладает толщиной Т между первой поверхностью 12 и второй поверхностью 14, образующей противоположные торцовые поверхности 16а, 16b и противоположные боковые поверхности 18а, 18b.
Пружинное изделие 10 в целом состоит из множества цилиндрических пружин 20, причем цилиндрические пружины 20 скреплены между собой известными средствами. Каждая цилиндрическая пружина 20 содержит верхний виток 22, образующий часть первой поверхности 12, и нижний виток 24, образующий часть второй поверхности 14.
Первая поверхность 12 и вторая поверхность 14 покрыты соответственно первой и второй полосами 26, 28 изолирующего материала. Изолирующий материал, используемый для покрытия первой и второй поверхностей 12, 14 пружинного изделия 10, обычно является тканым или нетканым материалом. Каждая из первой и второй полос 26, 28 имеет лицевую или наружную поверхность 30 и изнаночную или внутреннюю поверхность 32, причем внутренняя поверхность каждой из первой и второй полос 26, 28 располагается против первой и второй поверхностей 12, 14 пружинного изделия соответственно.
Как показано на фиг. 1А и 3А, каждая из первой и второй полос 26, 28 имеет центральную часть 34 и противоположные боковые части 36, 38. Каждая из первой и второй полос 26, 28 имеет, по существу, одинаковую ширину W, превышающую поперечный размер D пружинного изделия 10, так что противоположные боковые части 36, 38 в общем выходят за поперечный размер D пружинного изделия 10 на, по существу, одинаковое расстояние. Длина (не обозначена) первой и второй полос 26, 28 значительно превышает продольный размер L отдельного пружинного изделия 10, так что с помощью способа, являющегося предметом настоящего изобретения и более подробно описанного ниже, можно упаковать несколько пружинных изделий 10.
Согласно являющемуся предметом настоящего изобретения способу упаковки пружинного изделия 10 первая и вторая полосы 26, 28 помещены соответственно на первом и втором сердечниках 40, 42 и могут сматываться с них в противоположных направлениях, указанных стрелками 40а, 42а. Первая и вторая полосы 26, 28 протягиваются между соответствующими первым и вторым направляющими валками 44, 46, причем валки 44, 46 разделены между собой промежутком, позволяющим пропустить между ними пружинное изделие 10. Конвейер 48 перемещает пружинное изделие 10 в направлении, указанном стрелкой 48а, в зазор 50, образованный первым и вторым валками 44, 46, в котором первая и вторая полосы 26, 28 пропускаются сверху и снизу и располагаются на первой и второй поверхностях 12, 14 пружинного изделия 10 соответственно.
В первом предпочтительном варианте реализации после размещения первой и второй полос 26, 28 против соответствующих первой и второй поверхностей 12, 14 пружинного изделия 10 клеевой узел 52 наносит клей 56 на внутреннюю поверхность 32 боковых частей 36, 38 каждой из первой и второй полос 26, 28. Пружинное изделие 10 с помещенными на нем первой и второй полосами 26, 28 перемещается затем к завертывающему устройству 54, которое заворачивает оборотную сторону 32 боковых частей 36, 38 каждой из первой и второй полос 26, 28 с нанесенным на нее клеем 56 в направлении оборотной стороны 32 соответствующей центральной части 34 и в направлении верхнего и нижнего витков 22, 24 цилиндрических пружин, образующих продольные края пружинного изделия 10.
Как показано на фиг.3 и 3А, во втором предпочтительном варианте реализации после размещения первой и второй полос 26, 28 против соответственно первой и второй поверхностей 12, 14 пружинного изделия 10 пружинное изделие 10 с первой и второй полосами 26, 28, помещенными на нем, перемещается к сварочному устройству 58, на котором оборотные стороны 32 противоположных боковых частей 36 первой полосы 26 приваривают к прилегающим боковым частям 36 второй полосы 28. Хотя на фиг.3А показаны только боковые части 36 первой и второй полос 26, 28, понятно, что боковые части 38 представляют собой их зеркальное отражение и могут быть сварены аналогичным образом. Сварка между собой первой и второй полос 26, 28 может быть выполнена с помощью любого известного в технике подходящего процесса сварки тканых и нетканых материалов, напр. с помощью ультразвуковой или высокочастотной сварки, с целью получения сварного шва 58а, показанного на фиг.3А.
После прочного закрепления первой и второй полос 26, 28 на первой и второй поверхностях 12, 14 пружинного изделия 10 с помощью склеивания или сварки, как это описано выше, пружинное изделие 10 с помещенными на нем первой и второй полосами перемещается к механизму скручивания в рулон 60, как это лучше всего показано на фиг.2. Механизм скручивания в рулон 60 состоит из нескольких валков 62, несущих бесконечную ленту 64, которая движется в направлении, указанном стрелкой 64а. Пружинное изделие 10 с постоянно закрепленными на нем первой и второй полосами 26, 28 образует заготовку для матрасов или диванов 68, готовую для отгрузки, например, с предприятия-изготовителя пружин изготовителю матрасов или диванов. Поскольку заготовка 68 намотана на сердечник 70, на котором ее транспортируют, механизм скручивания в рулон 60 сжимает заготовку для матрасов или диванов 68 таким образом, что обеспечивает возможность скручивания или упаковки таким образом множества заготовок для матрасов или диванов 68.
Когда упакованные заготовки для матрасов или диванов 68 поступают на предприятие изготовителя матрасов или диванов, изготовителю требуется только раскрутить рулон упакованной продукции и выполнить поперечный разрез полос 26, 28 в месте между разделенными между собой пружинными изделиями 10. После этого полученная заготовка для матрасов или диванов 68 с постоянно закрепленным на ее верхней и нижней сторонах изолирующим материалом оказывается готова для нанесения соответствующих набивочных и обивочных материалов для получения готового матраса или дивана.
На основе приведенного детального описания настоящего изобретения и предшествующей характеристики предпочтительного варианта реализации специалистам в данной области техники должны быть очевидна возможность различных модификаций в рамках настоящего изобретения.
В связи с этим желательно ограничиваться только рамками приведенной формулы изобретения.
Реферат
Настоящее изобретение относится к упаковке пружин, а именно к упаковке в рулоны изделий, состоящих из пружин. Согласно предложенному способу упаковки пружинного изделия (10), состоящего из цилиндрических пружин и предназначенного для применения в матрасах, помещают первую (26) и вторую (28) полосы изолирующего пружины материала неподвижно напротив верхней и нижней поверхностей пружинного изделия (10). Продольные края или соответственно заворачивают вокруг верхнего и нижнего витков и крепят к самой полосе, или совмещают с соответствующими краями противоположной полосы и скрепляют с ней с помощью ультразвуковой сварки, склеивания и т.п. Затем в процессе упаковки в рулоны (60) пружинные изделия сжимают для того, чтобы значительно уменьшить объем при отгрузке. Изобретение позволяет уменьшить стоимость упаковки и отгрузки пружинных изделий за счет возможности упаковки пружинного изделия в изолирующий материал, который не идет в отходы, а может быть использован изготовителем матрасов в их производстве. 8 с. и 18 з.п. ф-лы, 3 ил.

Формула
Документы, цитированные в отчёте о поиске
Способ упаковки упруго сжимаемых изделий
Комментарии