Эрозионностойкая керметная облицовка для применения в разведке, очистке и химической переработке нефти и газа - RU2437950C2
Код документа: RU2437950C2
Чертежи










Описание
Настоящее изобретение относится к керметным материалам. В частности, оно относится к использованию керметных материалов в применениях с текучими средами и твердыми частицами, требующих эрозионной стойкости. Еще конкретнее, настоящее изобретение относится к применению стойких к высокотемпературной эрозии керметных облицовок и вставок, требующих исключительной стойкости к эрозии/коррозии и трещиностойкости, для оборудования, применяемого в разведке и добыче, очистке и химической переработке нефти и газа.
Эрозионностойкие материалы используют во многих областях применения, где поверхности подвергаются эрозии. Например, стенки и внутрикорпусные устройства технологических аппаратов для нефтепереработки, на которые воздействуют агрессивные текучие среды, содержащие жесткие твердые частицы, такие как частицы катализатора, в различных химических и нефтяных средах подвергаются воздействию как эрозии, так и коррозии. Для облицовок и вставок, применяемых для обеспечения длительной стойкости к эрозии/истиранию внутренних металлических поверхностей в установках для очистки и химической переработки нефти с рабочими температурами выше 316°С (600°F), требуется сочетание таких свойств, как стойкость к высокотемпературной эрозии и ударная прочность. Защита указанных аппаратов и внутрикорпусных устройств от эрозии и коррозии, вызывающих ухудшение свойств материала, особенно при высоких температурах, является технологической проблемой. В некотором оборудовании для разведки и добычи нефти и газа, подвергаемом воздействию особо абразивных материалов, таких как песок, также требуется исключительная эрозионная стойкость. В настоящее время огнеупорные облицовки применяют для компонентов, требующих защиты от наиболее жесткой эрозии и коррозии, таких как внутренние стенки внутренних циклонов, применяемых для отделения твердых частиц от потоков текучей среды, например, внутренних циклонов в установках крекинга с псевдоожиженным слоем катализатора (также называемых "УКПСК") для отделения частиц катализатора от технологической текучей среды.
Химически связанные литые огнеупоры на основе оксида алюминия представляют собой эрозионностойкие материалы современного уровня техники. Литые огнеупоры на основе оксида алюминия обладают достаточной температурной и коррозионной стойкостью, но ограниченной стойкостью к эрозии. Указанные литые огнеупоры на основе оксида алюминия наносят на нуждающиеся в защите поверхности, и под действием тепла они затвердевают и сцепляются с поверхностью через металлические анкеры или металлическую арматуру. Они также легко присоединяются к другим огнеупорным поверхностям для обеспечения либо заплаты, либо полной облицовки. Типичный химический состав одного из имеющихся в продаже огнеупоров включает 80,0 мас.% Al2O3, 7,2 мас.% SiO2, 1,0 мас.% Fе2O3, 4,8 мас.% MgО/СаО, 4,5 мас.% Р2О5. Долговечность огнеупорных облицовок уровня техники значительно ограничена избыточным механическим износом облицовки от ударения твердых частиц при высокой скорости, механического растрескивания и скалывания. Примерами твердых частиц являются катализатор и кокс. Основной механизм эрозии представляет собой растрескивание фазы фосфатной связки в фазе связующего, как показано на изображенной на Фиг.1 микрофотографии поперечного сечения, сделанной с помощью сканирующего электронного микроскопа; на указанной микрофотографии представлен образец стандартного огнеупорного материала предшествующего уровня техники, применяемого в оборудовании для очистки и химической переработки нефти, подвергнутого воздействию высокотемпературной эрозии в смоделированных условиях эксплуатации УКПСК. На микрофотографии ясно видны трещины в фазе связующего. Когда указанные связки усиливают более прочным прямым связыванием зерен керамики, облицовка в целом становится дорогой для изготовления и склонной к катастрофическому хрупкому разрушению.
Тонкослойные керамические покрытия или наплавленные слои дисперсионно-твердеющего сплава также можно применять для повышения стойкости к высокотемпературной эрозии, но они являются менее эффективными, чем традиционные химически связанные облицовки из литых огнеупоров. Наплавленные слои и покрытия, полученные плазменным напылением, ограничены по толщине и содержанию керамических материалов, т.к. слой наносят в расплавленном виде поверх твердого металла основы, и остаточные тепловые/формовочные напряжения являются ограничивающим фактором.
Более твердые керамические материалы также проявляют тенденцию к излишней хрупкости, и недостаток их ударной прочности неблагоприятно влияет на надежность установки. В качестве альтернативы можно применять обогащенные металлом керамико-металлические композиционные материалы, такие как твердосплавное покрытие, но они не соответствуют уровню эрозионной стойкости, обеспечиваемому вышеупомянутыми огнеупорами, т.к. технологии формования/изготовления ограничивают количество твердого, крупнозернистого керамического материала, присутствующего в микроструктуре. Были разработаны композиционные материалы с металлической матрицей с более высоким содержанием твердых керамических зерен, обладающие повышенной эрозионной стойкостью и ударной прочностью, с помощью технологий порошковой металлургии для применений при менее 316°С (600°F), но современный уровень техники не обеспечивает термостойкие и коррозионностойкие композиции, пригодные для применения преимущественно в очистке и химической переработке нефти.
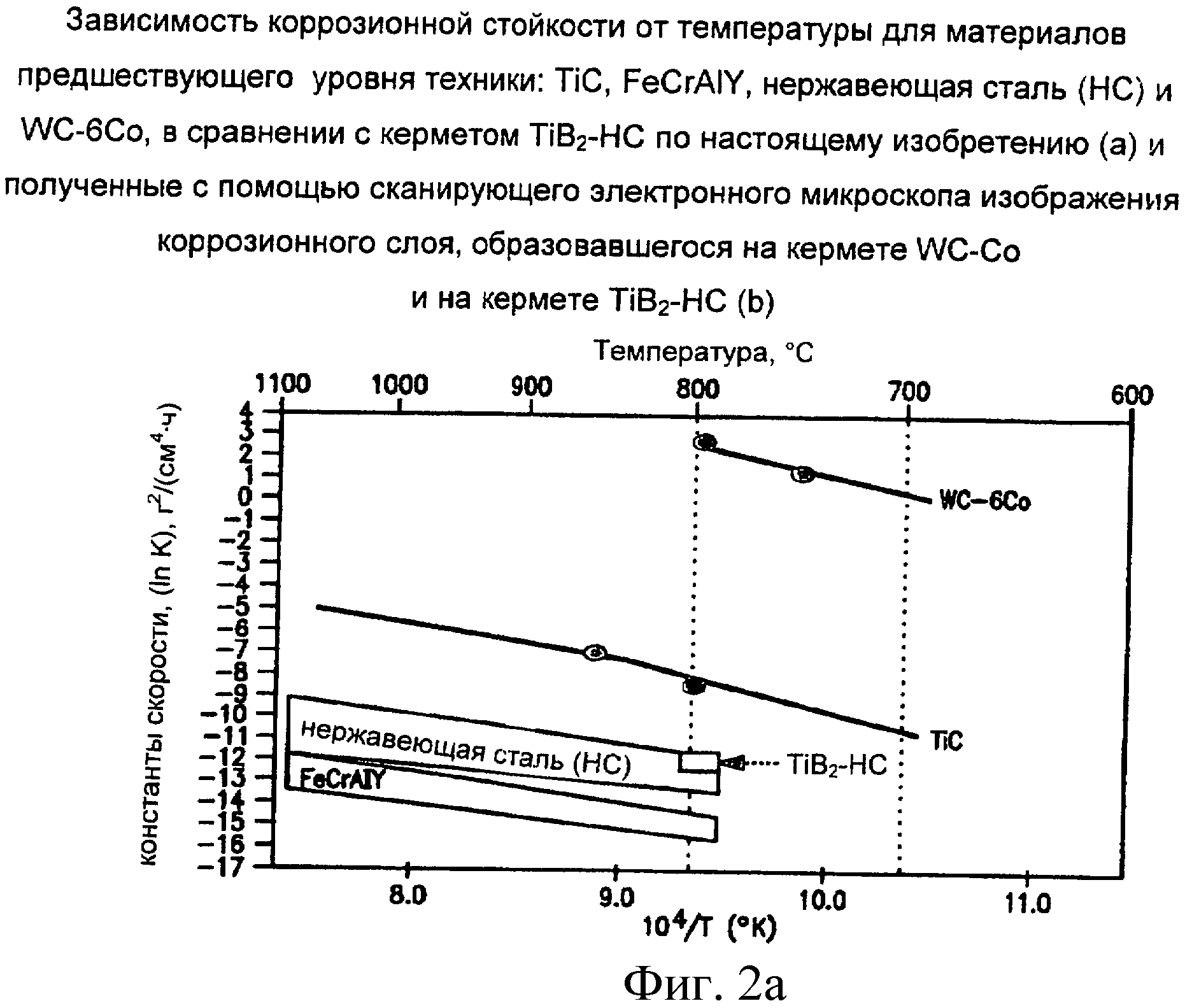
Ограниченную стойкость к высокотемпературной эрозии обогащенных керамикой керамико-металлических композиционных материалов известного уровня техники, таких как WC, связанный цементирующими карбидами Со или Ni, приписывают недостатку термодинамической стабильности для долгосрочных применений с высокотемпературным износом/эрозией в коррозионной среде. Как изображено на Фиг.2, указанные материалы реагируют с кислородом при температурах УКПСК, по сравнению с более жаростойкой сталью и зернами керамических материалов (TiC, нержавеющая сталь (НС), FeCrAlY). С другой стороны, дисперсионно-твердеющие сплавы сохраняют стабильный состав в средах высокотемпературных процессов, но обладают недостаточно высокой концентрацией твердого керамического материала и/или формой и размером этих агрегатов для оптимизации защиты от эрозии менее износостойкого металлического связующего компонента.
Облицовки и вставки применяют во многих способах высокотемпературной очистки и химической переработки нефти для защиты внутренних стальных поверхностей от эрозии/истирания, вызываемых циркуляцией твердых частиц, таких как катализатор или кокс. Одним из таких применений являются циклонные сепараторы. За последнее десятилетие значительные успехи в разработке циклонов и огнеупорных облицовочных материалов привели к существенным улучшениям работоспособности и производительности установок УКПСК. Однако в то же время из-за коммерческих стимулов и из-за применения более твердых, менее истираемых катализаторов увеличился спрос на циклонные системы с более длительным сроком службы, более высокой пропускной способностью, повышенной эффективностью разделения. Таким образом, стойкость к высокотемпературной эрозии и долговечность облицовки в настоящее время остаются свойствами материала, ограничивающими надежность и срок службы УКПСК, а материалы с улучшенным сочетанием долговечности и эрозионной стойкости могли бы улучшить эксплуатационные характеристики установки.
Существует необходимость в облицовках, вставках и покрытиях, обладающих сочетанием повышенной стойкости к эрозии/коррозии при высоких температурах по сравнению с огнеупорным материалом известного уровня техники и превосходной трещиностойкостью, для применения в очистке и химической переработке нефти, при сохранении эквивалентной или лучшей толщины и надежности присоединения по сравнению с огнеупорным материалом известного уровня техники. Также существует потребность в облицовках, вставках и покрытиях, обладающих повышенной эрозионной стойкостью при воздействии сред с абразивными твердыми частицами, для применения в разведке и добыче нефти и газа.
В одном из воплощений настоящего изобретения предложен преимущественный способ защиты металлических поверхностей, подвергаемых абразивной эрозии твердыми частицами при температурах до 1000°С, при их применении в разведке и добыче, очистке и химической переработке нефти и газа; способ включает стадию обеспечения металлических поверхностей стойкой к высокотемпературной эрозии керметной облицовкой или вставкой, где керметная облицовка или вставка включает: а) керамическую фазу и б) металлическую связующую фазу; причем керамическая фаза составляет от приблизительно 30 до приблизительно 95 об.% от общего объема керметной облицовки или вставки; и керметная облицовка или вставка имеет показатель эрозионной стойкости, определенный из ИВЭИ, составляющий по меньшей мере 5,0, и трещиностойкость К1C, составляющую по меньшей мере 7,0 МПа·м1/2.
В другом воплощении настоящего изобретения предложен преимущественный способ защиты металлических поверхностей, подвергаемых абразивной эрозии твердыми частицами при температурах до 1000°С, при их применении в разведке и добыче, очистке и химической переработке нефти и газа; способ включает стадию обеспечения металлических поверхностей стойким к высокотемпературной эрозии керметным покрытием, где керметное покрытие включает: а) керамическую фазу и б) металлическую связующую фазу; причем керамическая фаза составляет от приблизительно 30 до приблизительно 95 об.% от общего объема керметного покрытия; и керметное покрытие имеет показатель эрозионной стойкости, определенный из ИВЭИ, составляющий по меньшей мере приблизительно 5,0.
Здесь изложены применения/приложения, а также многочисленные преимущества, следующие из преимущественного способа защиты металлических поверхностей, подвергаемых абразивной эрозии твердыми частицами, при их применении в разведке и добыче, очистке и химической переработке нефти и газа, с помощью керметной облицовки, вставки или покрытия, включающих: а) керамическую фазу и б) металлическую связующую фазу; причем керамическая фаза составляет от приблизительно 30 до приблизительно 95 об.% от общего объема керметной облицовки, вставки или покрытия; и керметная облицовка, вставка или покрытие имеет показатель эрозионной стойкости, определенный из ИВЭИ, составляющий по меньшей мере 5,0.
Одно из преимуществ способа защиты металлических поверхностей керметной облицовкой, вставкой или покрытием по настоящему изобретению состоит в том, что в применениях при температурах до 1000°С улучшена эрозионная стойкость.
Другое преимущество способа защиты металлических поверхностей керметной облицовкой, вставкой или покрытием по настоящему изобретению состоит в том, что данный способ обеспечивает повышенную трещиностойкость эрозионностойкой облицовки, вставки или покрытия.
Другое преимущество способа защиты металлических поверхностей керметной облицовкой, вставкой или покрытием по настоящему изобретению состоит в том, что коррозионная стойкость повышена или не снижена.
Другое преимущество способа защиты металлических поверхностей керметной облицовкой, вставкой или покрытием по настоящему изобретению состоит в том, что достигают исключительной твердости.
Другое преимущество способа защиты металлических поверхностей керметной облицовкой, вставкой или покрытием по настоящему изобретению состоит в том, что микроструктура кермета проявляет исключительную стойкость к термической деградации при высоких температурах, что делает данный способ крайне подходящим и уникальным для долгосрочной эксплуатации при применении в высокотемпературной очистке и химической переработке нефти.
Другое преимущество способа защиты металлических поверхностей керметной облицовкой, вставкой или покрытием по настоящему изобретению состоит в том, что достигают исключительной эрозионной стойкости по отношению к песку и другим абразивным частицам, что делает данный способ подходящим для применения в разведке и добыче нефти и газа.
Еще одно преимущество способа защиты металлических поверхностей керметной облицовкой, вставкой или покрытием по настоящему изобретению состоит в том, что достигают исключительной совместимости по термическому расширению с различными металлическими основами.
Еще одно преимущество способа защиты металлических поверхностей керметной облицовкой, вставкой или покрытием по настоящему изобретению состоит в том, что облицовочные плитки можно получить с помощью технологии порошковой металлургии и присоединить к металлическим основам с помощью технологий сварки.
Еще одно преимущество способа защиты металлических поверхностей керметной облицовкой, вставкой или покрытием по настоящему изобретению состоит в том, что покрытия можно получить с помощью технологии термического напыления на защищаемые металлические поверхности.
Перечисленные и другие преимущества, особенности и признаки способа защиты металлических поверхностей керметной облицовкой, вставкой или покрытием по настоящему изобретению и их предпочтительные приложения и/или применения будут очевидны из последующего подробного описания, особенно в сочетании с прилагаемыми к данному документу чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для содействия специалистам в данной области в осуществлении и применении объекта данного изобретения предназначены прилагаемые чертежи.
На Фиг.1 изображено поперечное сечение эродированной поверхности огнеупорного материала предшествующего уровня техники, где показана эрозия, вызванная трещинами в фазе связующего.
На Фиг.2 изображен график (а) зависимости коррозионной стойкости от температуры для различных материалов предшествующего уровня техники, включая TiC, FeCrAlY, нержавеющую сталь (НС) и WC-6Со, в сравнении с керметом TIB2-HC по настоящему изобретению и полученные с помощью сканирующего электронного микроскопа изображения (b) коррозионного слоя, образовавшегося на кермете WC-Co предшествующего уровня техники и на кермете TiB2-HC по настоящему изобретению.
На Фиг.3 изображены схема (а) и фотография (b) действующей установки для испытаний на высокотемпературную эрозию/истирание (ИВЭИ) по настоящему изобретению.
На Фиг.4 изображена гистограмма показателя эрозии, определенного из ИВЭИ, для стандартного огнеупорного материала предшествующего уровня техники и промышленного керметного материала предшествующего уровня техники в сравнении с СВЭ керметами по настоящему изобретению.
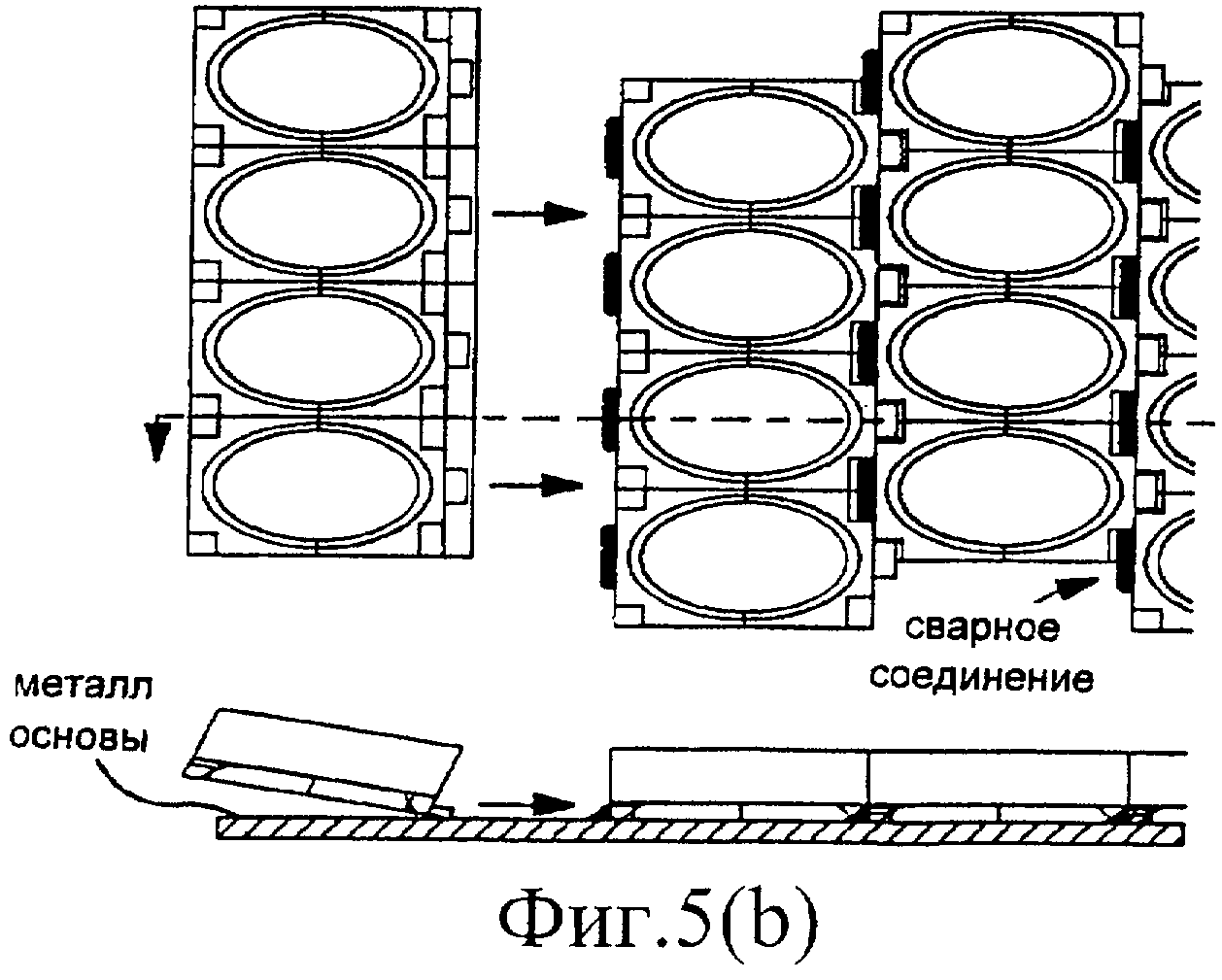
На Фиг.5 изображена схема сборки керметных плиток по настоящему изобретению в виде предварительно скомпонованных комплектов плиток (а) и приваривания металлических анкеров к металлической основе (b).
На Фиг.6 изображено сопоставление целостности керамических плиток предшествующего уровня техники (из Si3N4, SiC и оксида алюминия) [(а), (b), (с)] в сравнении с керметными плитками (d) по настоящему изобретению после 26 тепловых циклов в качестве смоделированной облицовки циклона.
На Фиг.7 изображен график зависимости трещиностойкости в МПа·м1/2 от показателя эрозии, определенного из ИВЭИ, для огнеупорных и керамических материалов предшествующего уровня техники в сравнении со стойкими к высокотемпературной эрозии (СВЭ) керметами по настоящему изобретению.
Настоящее изобретение включает способ снижения эрозии под воздействием твердых частиц в областях применения, связанных с разведкой и добычей, очисткой и химической переработкой нефти и газа, включающий прикрепление стойких к высокотемпературной эрозии (также называемых "СВЭ") керметных облицовок, вставок или покрытий к внешним или внутренним поверхностям технологического оборудования для разведки и добычи, очистки и химической переработки нефти и газа с получением облицовки, подвергаемой эрозии твердыми частицами, причем СВЭ керметные облицовки, вставки или покрытия включают керамическую фазу и металлическую связующую фазу. Способ снижения эрозии под воздействием твердых частиц в областях применения, связанных с разведкой и добычей, очисткой и химической переработкой нефти и газа, отличается от предшествующего уровня техники включением новых и неочевидных составов облицовок, вставок или покрытий, что приводит не только к уникальному сочетанию исключительной стойкости к эрозии/коррозии и трещиностойкости, но также и к исключительной технологичности и совместимости по тепловому расширению с металлическими основами.
Опыт эксплуатации циклонов подтверждает полезность огнеупорных облицовок, требующих сочетания таких свойств, как эрозионная стойкость и ударная прочность. Несмотря на то, что известны некоторые керамические материалы высокого технического уровня, обладающие исключительной эрозионной стойкостью, образование прямых связей между твердыми керамическими гранулами приводит к тому, что материалы становятся неблагоприятно хрупкими. Твердые керамические материалы, применяемые в высокотемпературных облицовках, склонны к повреждению из-за тепловых напряжений по одному из двух механизмов. Если они имеют высокий коэффициент теплового расширения, то только одних тепловых напряжений достаточно для образования трещин в детали. При низком коэффициенте теплового расширения указанные напряжения снижаются, но возрастает несоответствие теплового расширения между корпусом циклона и деталями облицовки. Это позволяет катализатору или коксу заполнять трещины и разрывы, которые образуются, когда облицовка горячая. При охлаждении проникший извне катализатор препятствует сжатию и повышает напряжения в деталях облицовки до уровня, при котором эти детали становятся склонными к разрушению. Кроме того, обычные колебания температуры могут вызвать термическую усталость, а циклы выключения и нагрева могут дополнительно вызывать напряжения, разрушающие деталь, если материалы, применяемые для изготовления, не обладают достаточной трещиностойкостью. Таким образом, для улучшения целостности плиток облицовки циклона и для уменьшения повреждений из-за тепловых напряжений требуется исключительная трещиностойкость.
Керамико-металлические композиционные материалы называют керметами. Керметы с достаточной химической стойкостью, разработанные соответствующим образом для достижения высокой твердости и трещиностойкости, могут обеспечить эрозионную стойкость, которая на порядок величины выше, чем для огнеупорных материалов, известных в данной области. Керметы обычно включают керамическую фазу и металлическую связующую фазу, и обычно их получают с применением технологий порошковой металлургии, где металлические и керамические порошки смешивают, прессуют и спекают при высоких температурах с образованием плотных прессовок. Стойкие к высокотемпературной эрозии керметы по настоящему изобретению предназначены для высокотемпературных областей применения и применения при стандартной температуре и обладают общими признаками составляющих материалов, изготовления, строения микроструктуры и полученных оптимизированных физических свойств, которые отличают их от материалов существующего уровня техники, применяемых в указанных областях. Класс СВЭ керметов, подходящих для применения в разведке и добыче, очистке и химической переработке нефти и газа по данному изобретению, обычно включает керамическую фазу и металлическую связующую фазу, обладающую уникальным сочетанием эрозионной стойкости и трещиностойкости, причем составы указанных фаз описаны более подробно ниже.
В находящейся на одновременном рассмотрении заявке на патент США №10/829816, поданной 22 апреля 2004 г. Bangaru et al., описаны боридные керметные композиции с улучшенной стойкостью к эрозии и коррозии в условиях высоких температур и способ их изготовления. Улучшенная керметная композиция представлена формулой (PQ)(RS), включающей: керамическую фазу (PQ) и связующую фазу (RS), где Р представляет собой по меньшей мере один металл, выбранный из группы, состоящей из элементов группы IV, группы V, группы VI, Q представляет собой борид, R выбран из группы, состоящей из Fe, Ni, Co, Mn и их смесей, a S включает по меньшей мере один элемент, выбранный из Cr, Al, Si и Y. Описанная керамическая фаза имеет вид зерен с мономодальным распределением по размерам. Заявка на Патент США №10/829816 включена сюда во всей полноте путем ссылки.
В находящейся на одновременном рассмотрении заявке на патент США №11/293728, поданной 2 декабря 2005 г. Chun et al., описаны боридные керметные композиции, обладающие бимодальным и мультимодальным распределением зерен, с улучшенной стойкостью к эрозии и коррозии в условиях высоких температур и способ их изготовления. Мультимодальные керметные композиции включают а) керамическую фазу и б) металлическую связующую фазу, где керамическая фаза представляет собой борид металла с мультимодальным распределением частиц, где по меньшей мере один металл выбран из группы, состоящей из элементов группы IV, группы V, группы VI Периодической системы элементов и их смесей, и где металлическая связующая фаза включает по меньшей мере один первый элемент, выбранный из группы, состоящей из Fe, Ni, Со, Mn и их смесей, и по меньшей мере один второй элемент, выбранный из группы, состоящей из Cr, Al, Si и Y, а также Ti. Способ изготовления мультимодальных боридных керметов включает стадии смешивания частиц мультимодальной керамической фазы и частиц металлической фазы, измельчения частиц керамической и металлической фазы, одноосное и, если требуется, изостатическое прессование частиц, жидкофазное спекание прессованной смеси при повышенных температурах и, в заключение, охлаждение мультимодальной керметной композиции. Заявка на Патент США №11/293728 включена сюда во всей полноте путем ссылки.
В находящихся на одновременном рассмотрении заявках на патент США №10/829820, поданной 22 апреля 2004 г., и №11/348598, поданной 7 февраля 2006 г. Chun et al., описаны карбонитридные керметные композиции с улучшенной эрозионной и коррозионной стойкостью в условиях высоких температур и способ их изготовления. Улучшенная керметная композиция представлена формулой (PQ)(RS), включающей: керамическую фазу (PQ) и связующую фазу (RS), где Р представляет собой по меньшей мере один металл, выбранный из группы, состоящей из Ti, Zr, Hf, V, Nb, Та, Cr, Mo, W, Fe, Mn и их смесей, Q представляет собой карбонитрид, R представляет собой металл, выбранный из группы, состоящей из Fe, Ni, Со, Mn и их смесей, a S включает по меньшей мере один элемент, выбранный из Cr, Al, Si и Y. Заявки на патент США №10/829820 и №11/348598 включены сюда во всей полноте путем ссылки.
В находящейся на одновременном рассмотрении заявке на патент США №10/829822, поданной 22 апреля 2004 г. Chun et al., описаны нитридные керметные композиции с улучшенной эрозионной и коррозионной стойкостью в условиях высоких температур и способ их изготовления. Улучшенная керметная композиция представлена формулой (PQ)(RS), включающей: керамическую фазу (PQ) и связующую фазу (RS), где Р представляет собой по меньшей мере один металл, выбранный из группы, состоящей из Si, Mn, Fe, Ti, Zr, Hf, V, Nb, Та, Cr, Mo, W и их смесей, Q представляет собой нитрид, R представляет собой металл, выбранный из группы, состоящей из Fe, Ni, Со, Mn и их смесей, S состоит по существу из по меньшей мере одного элемента, выбранного из Cr, Al, Si и Y, и по меньшей мере одного реакционноспособного смачивающего элемента с переменной валентностью, выбранного из группы, состоящей из Ti, Zr, Hf, V, Nb, Та, Cr, Mo, W и их смесей. Заявка на патент США №10/829822 включена сюда во всей полноте путем ссылки.
В находящейся на одновременном рассмотрении заявке на патент США №10/829821, поданной 22 апреля 2004 г. Bangaru et al., описаны оксидные керметные композиции с улучшенной эрозионной и коррозионной стойкостью в условиях высоких температур и способ их изготовления. Улучшенная керметная композиция представлена формулой (PQ)(RS), включающей: керамическую фазу (PQ) и связующую фазу (RS), где Р представляет собой по меньшей мере один металл, выбранный из группы, состоящей из Al, Si, Mg, Са, Y, Fe, Mn, элементов группы IV, группы V, группы VI и их смесей, Q представляет собой оксид, R представляет собой основной металл, выбранный из группы, состоящей из Fe, Ni, Со, Mn и их смесей, S состоит по существу из по меньшей мере одного элемента, выбранного из Cr, Al и Si, и по меньшей мере одного реакционноспособного смачивающего элемента, выбранного из группы, состоящей из Ti, Zr, Hf, Та, Sc, Y, La и Се. Заявка на патент США №10/829821 включена сюда во всей полноте путем ссылки.
В находящихся на одновременном рассмотрении заявках на патент США №10/829824, поданной 22 апреля 2004 г., и №11/369614, поданной 7 марта 2006 г. Chun et al., описаны карбидные керметные композиции с переосажденной фазой карбида металла с улучшенной эрозионной и коррозионной стойкостью в условиях высоких температур и способ их изготовления. Улучшенная керметная композиция представлена формулой (PQ)(RS)G, где (PQ) представляет собой керамическую фазу; (RS) представляет собой связующую фазу; a G представляет собой переосажденную фазу; и где (PQ) и G диспергированы в (RS); композиция включает: (а) приблизительно от 30 об.% до 95 об.% керамической фазы (PQ); по меньшей мере 50 об.% указанной керамической фазы представляет собой карбид металла, выбранного из группы, состоящей из Si, Ti, Zr, Hf, V, Nb, Та, Мо и их смесей; (б) приблизительно от 0,1 об.% до 10 об.%, в расчете на общий объем керметной композиции, переосажденной фазы G из карбида металла МхСу, где М представляет собой Cr, Fe, Mi, Co, Si, Ti, Zr, Hf, V, Nb, Та, Мо или их смеси; С представляет собой углерод, а индексы х и у представляют собой целые или дробные численные значения, причем х составляет от 1 до приблизительно 30, а у составляет от 1 до приблизительно 6, и (в) оставшиеся проценты по объему составляет связующая фаза, (RS), где R представляет собой металл, выбранный из группы, состоящей из Fe, Ni, Co, Mn и их смесей, а S включает, в расчете на общую массу связующего, по меньшей мере 12 мас.% Cr и до приблизительно 35 мас.% элемента, выбранного из группы, состоящей из Al, Si, Y и их смесей. Заявки на патент США №10/829824 и №11/369614 включены сюда во всей полноте путем ссылки.
В находящейся на одновременном рассмотрении заявке на патент США №10/829823, поданной 22 апреля 2004 г. Bangaru et al., описаны карбидные керметные композиции с улучшенной эрозионной и коррозионной стойкостью в условиях высоких температур и способ их изготовления. Улучшенная керметная композиция включает: (а) от приблизительно 50 об.% до приблизительно 95 об.% керамической фазы в расчете на общий объем керметной композиции, причем керамическая фаза представляет собой карбид хрома, выбранный из группы, состоящей из Cr23С6, Cr7С3, Cr3С2 и их смесей; и (б) связующей фазы, выбранной из группы, состоящей из: (i) сплавов, содержащих, в расчете на общую массу сплава, от приблизительно 60 мас.% до приблизительно 98 мас.% Ni; от приблизительно 2 мас.% до приблизительно 35 мас.% Cr; и до приблизительно 5 мас.% элемента, выбранного из группы, состоящей из Al, Si, Mn, Ti и их смесей; и (ii) сплавов, содержащих от приблизительно 0,01 мас.% до приблизительно 35 мас.% Fe; от приблизительно 25 мас.% до приблизительно 97,99 мас.% Ni; от приблизительно 2 мас.% до приблизительно 35 мас.% Cr; и до приблизительно 5 мас.% элемента, выбранного из группы, состоящей из Al, Si, Mn, Ti и их смесей. Заявка на патент США №10/829823 включена сюда во всей полноте путем ссылки.
В находящейся на одновременном рассмотрении заявке на патент США №10/829819, поданной 22 апреля 2004 г. Bangaru et al., также описаны керметные композиции с улучшенной эрозионной и коррозионной стойкостью в условиях высоких температур и способ их изготовления. Улучшенная керметная композиция представлена формулой (PQ)(RS)X, включающей: керамическую фазу (PQ), связующую фазу (RS) и X, где Х представляет собой по меньшей мере один компонент, выбранный из группы, состоящей из оксидного дисперсоида Е, интерметаллического соединения F и производного соединения G, причем указанная керамическая фаза (PQ) диспергирована в связующей фазе (RS) в виде частиц диаметром в интервале приблизительно от 0,5 до 3000 мкм, а указанный Х диспергирован в связующей фазе (RS) в виде частиц размером в интервале приблизительно от 1 до 400 нм. Заявка на патент США №10/829819 включена сюда во всей полноте путем ссылки.
В находящейся на одновременном рассмотрении заявке на патент США №10/829818, поданной 22 апреля 2004 г. Chun et al., также описаны керметы с градиентом состава и способы реакционной термообработки для изготовления таких керметов с получением композиций с улучшенной эрозионной и коррозионной стойкостью в условиях высоких температур. Способ изготовления керметного материала с градиентом состава включает стадии: (а) нагревания металлического сплава, содержащего по меньшей мере один из элементов, выбираемых из хрома и титана, до температуры в интервале от приблизительно 600°С до приблизительно 1150°С с получением нагретого металлического сплава; (б) воздействие на нагретый металлический сплав химически активной среды, включающей по меньшей мере один компонент, выбранный из группы, состоящей из реакционноспособного углерода, реакцией неспособного азота, реакционноспособного бора, реакционноспособного кислорода и их смесей, при температуре в интервале от приблизительно 600°С до приблизительно 1150°С в течение времени, достаточного для получения прореагировавшего сплава, и (в) охлаждения прореагировавшего сплава до температуры ниже приблизительно 40°С для получения керметного материала с градиентом состава. Заявка на патент США №10/829818 включена сюда во всей полноте путем ссылки.
Настоящее изобретение относится к преимущественному применению стойких к высокотемпературной эрозии керметных композиций согласно находящимся на одновременном рассмотрении заявкам на патент США, упомянутым выше и включенным сюда во всей полноте путем ссылки, в качестве облицовок и вставок из керамико-металлических композиционных материалов в технологических установках для разведки и добычи, очистки и химической переработки нефти и газа, для того чтобы обеспечить долговременную стойкость к эрозии/истиранию. Способ обеспечения керметных облицовок, вставок и покрытий в технологических установках для очистки и химической переработки нефти особенно предпочтителен для установок, работающих при температурах, превышающих 316°С (600°F). Применение указанных СВЭ керметных композиций обладает преимуществами благодаря новому сочетанию свойств (эрозионная стойкость и трещиностойкость), состава, изготовления и особенностей конструкции, которые отсутствуют в литых огнеупорах, керметах, покрытиях или наплавленных слоях современного уровня техники. Указанные керметные композиционные материалы с указанными признаками можно применять в качестве облицовки, вставки или покрытия для обеспечения повышенного уровня защиты от эрозии для внутрикорпусных устройств и оборудования для бурения, разведки и добычи, подвергаемых воздействию абразивных частиц, таких как, например, катализатор, кокс, песок и т.д. Вставка отличается от облицовки тем, что обычно является цельной и расположена на внутренней стороне защищаемой металлической поверхности. Вставка может иметь цилиндрическую или трубчатую форму (но не ограничивается перечисленным). Вставки и облицовки отличаются от покрытий толщиной. Вставки и облицовки обычно составляет 5 мм и более по толщине, тогда как толщина покрытий обычно составляет 5 мм и менее.
Вышеупомянутые СВЭ керметы обладают общими признаками, придающими им преимущества для применения в технологических установках для разведки и добычи, очистки и химической переработки нефти и газа. Указанные признаки, предоставляющие такую возможность, включают (но не ограничиваются перечисленным) следующее: 1) состав или поверхностное покрытие частиц для облегчения смачивания связующим металлом, 2) входящие в состав компоненты с низкой реакционной способностью или инертные в технологической среде УКПСК, 3) распределение и сортировка по размерам керамических зерен для защиты относительно мягкого связующего от контакта с абразивными частицами, 4) высокая ударная вязкость, достигаемая вследствие пластичности связующего и затупления трещин связующим, и 5) формуемость плитки для облегчения монтажа с оптимальной эрозионной стойкостью и надежностью присоединения.
СВЭ керметы по настоящему изобретению обеспечивают облицовочные материалы, превосходящие по свойствам материалы современного уровня техники. На Фиг.2(а) изображена зависимость коррозионной стойкости от температуры для различных материалов существующего уровня техники, включая TiC, FeCrAlY, нержавеющую сталь (НС) и WC-6Co, в сравнении с керметом TiB2-HC по настоящему изобретению. Данный чертеж представляет собой типичный график Аррениуса и показывает зависимость константы (К) параболической скорости в логарифмической шкале по оси ординат от обратной температуры. Константу параболической скорости применяли в качестве меры коррозионной стойкости. Чем ниже значение константы скорости, тем выше коррозионная стойкость. По коррозионным свойствам для эрозионностойкой керметной облицовки целью является достижение коррозионной стойкости, равной коррозионной стойкости нержавеющей стали. Можно видеть, что керметы существующего уровня техники на основе WC, а также TiC обладают очень высокой скоростью коррозии, тогда как керметы TiB2-НС могут удовлетворять требованиям по коррозионной стойкости. На Фиг.2(b) приведены полученные с помощью сканирующего электронного микроскопа изображения коррозионного слоя, образовавшегося согласно Фиг.2(а) на кермете WC-Со существующего уровня техники (верхняя часть Фиг.2(b)) и на кермете на основе TiB2 со связующим из нержавеющей стали по настоящему изобретению (нижняя часть Фиг.2(b)) после окисления воздухом в течение 65 ч. Кермет WC-6Co существующего уровня техники является химически нестабильным в окисляющих средах при высокой температуре, что приводит к развитию коррозии и образованию не защищающего, очень толстого коррозионного слоя по сравнению с защитным слоем с тонкой коррозионной пленкой в кермете TiB2-HC по настоящему изобретению.
Моделирующая установка для испытаний на высокотемпературную эрозию/истирание (ИВЭИ) и методика испытания
Собственную стойкость материала к эрозии при воздействии на поверхность материала ударов движущихся твердых частиц называют его эрозионной стойкостью. Заявители разработали испытание для измерения эрозионной стойкости материалов, которое моделирует условия эксплуатации, встречающиеся при работе УКПСК. Данное испытание названо ИВЭИ (испытание на высокотемпературную эрозию/истирание) и из него определяют показатель эрозионной стойкости в качестве меры рабочих характеристик материала, подвергаемого воздействию тепла и абразивных твердых частиц. Чем выше показатель эрозионной стойкости, определенный из ИВЭИ, тем лучше характеристика эрозионной стойкости материала. На Фиг.3(а) изображена схема установки для ИВЭИ с ее различными деталями, а на Фиг.3(b) изображена фотография действующей установки для испытаний. Показатель эрозионной стойкости, полученный при ИВЭИ, определяют измерением показателя эрозии, определяя объем, теряемый испытываемым материалом, при заданной продолжительности испытания по сравнению со стандартным огнеупорным материалом, испытанным в таких же условиях в течение такого же интервала времени. Диапазон скоростей в моделирующей установке для испытаний составляет от 3,05 до 91,4 м/с (от 10 до 300 фут/с), что охватывает диапазон скоростей в УКПСК. Температура при испытании является переменной величиной и может составлять до 788°С (1450°F). Угол столкновения при испытании составляет от 1° до 90°. Массовый расход может составлять от 0,5 до 2,0 кг/мин (от 1,10 до 4,41 фунт/мин). Среда при испытании может представлять собой воздух или регулируемую атмосферу (смешанный газ). Моделирующая установка для испытаний также может обеспечивать проведение длительных испытаний на эрозию с повторно используемым эродирующим материалом. Исключительная стойкость к высокотемпературной эрозии облицовок из СВЭ керметов по настоящему изобретению подтверждена результатами испытаний на высокотемпературную эрозию с применением моделирующей установки для ИВЭИ, изображенной на Фиг.3.
Истирающая и эродирующая способность частиц катализатора и кокса оказывает вредное воздействие на многие технологические установки, в которых частицы циркулируют при повышенных температурах. Была сконструирована установка для моделирования условий эксплуатации в данных процессах. Моделируемые условия включают скорость, нагрузку и угол столкновения при регулируемой температуре и составе газовой среды. Определяющие признаки данной установки обеспечивают проведение испытания дисперсных и/или содержащих облицовку материалов в широком интервале условий регулируемым и воспроизводимым образом, пригодным для применения при оценке рабочих характеристик. Применения данных таких испытаний включают (но не ограничиваются перечисленным) циклонные разделители и транспортные трубопроводы в способах химической переработки нефти, таких как установки крекинга с псевдоожиженным слоем катализатора.
Рассматриваемая установка для испытания обеспечивает повторное использование горячего эродирующего материала, чтобы приблизить условия к реальным промышленным применениям с катализаторами в виде частиц и эрозионностойкими облицовками, обычно имеющими длительный срок службы, в то же время сохраняя удобные лабораторные особенности. Установка дает возможность проведения испытаний действующих абразивных и облицовочных материалов, позволяя оценивать как эродирующие материалы, так и испытываемые материалы в условиях, наиболее близко копирующих условия промышленной эксплуатации. Особенности установки делают данные условия самоподдерживающимися в течение достаточно длительного интервала времени, чтобы можно было осуществить поддающиеся измерению изменения эрозии и/или истирания для переменного параметра, интересующего с точки зрения эксплуатационных характеристик и надежности. Это является усовершенствованием по отношению к современным испытаниям, таким как стандартное испытание ASTM C704 на абразивное истирание, которое осуществляют при комнатной температуре с применением высокой скорости, высоких концентраций эродирующего материала и однократного прохождения искусственных эродирующих частиц за период ускоренного испытания.
Конкретные примеры данной конструкции показаны (но не ограничиваются изображенным) на Фиг.3(а). Основной особенностью установки является прямая вертикальная трубка, в которой твердые частицы ускоряют с применением подогретого газа и выталкивают на испытываемый материал, размещенный в корпусе с одним выпускным отверстием. Данный корпус обеспечивает выпадение большей части твердых частиц из отходящего газа, до того как он достигает выпускного трубопровода. Также, выпускной трубопровод можно дополнительно оборудовать дополнительным устройством для улавливания твердых частиц, таким как циклонный сепаратор, так чтобы все извлеченные твердые частицы собирались в нижней части корпуса под действием силы тяжести. Затем собранные таким образом твердые частицы нагревают и/или псевдоожижают, при необходимости, для введения обратно в отверстие или систему механической подачи вертикальной трубки для повторения цикла. Восполнение твердых частиц по объему и/или размеру частиц осуществляют постепенным пополнением запаса в корпусе.
Установку для испытания можно эксплуатировать при температурах от комнатной до 788°С (1450°F), при концентрации твердых частиц от 0 до 80 кг/м3(от 0 до 5 фунт/фут3), при размерах частиц от 5 до 800 мкм, при скоростях от 3,05 до 91,44 м/с (от 10 до 300 фут/с), с применением воздуха или предварительно смешанных газообразных компонентов. Конструкция обеспечивает замену в горячем состоянии абразивных частиц, изношенной вертикальной трубки и/или эродируемого образца без необходимости охлаждения и повторного нагрева установки для испытаний в целом. Другие особенности включают возможность проведения испытаний в интервале углов столкновения от 1° до 90° и подходящие контрольно-измерительные приборы для наблюдения и регулирования эродирующего материала, температуры и газовой среды в течение испытания, продолжающегося секунды, минуты, часы, дни, месяцы или годы. Возможные контрольно-измерительные приборы включают денситометр или дифференциальный манометр для определения плотности потока, регулирующую скорость диафрагму или шнековый питатель для поддержания равномерного добавления твердых частиц в поток в вертикальной трубке, термопары, установленные в основных температурных зонах; так же, как и датчики давления и скорости, а также отверстие для отбора проб из присутствующих твердых частиц для измерения распределения частиц по размерам.
На Фиг.3(b) изображена моделирующая установка для ИВЭИ в заводском исполнении. Для регулирования установки включено несколько разных типов контрольно-измерительных приборов. Например, для контроля и обеспечения непрерывного потока эродирующего материала применяют датчик перепада давления. Кроме того, для контроля температуры в основных зонах установлены термопары.
Каждый из керметов подвергали испытанию на высокотемпературную эрозию и истирание (ИВЭИ) с применением установки, изображенной на Фиг.3. Применяли следующую методику испытания:
1) Взвешивали образец керметной плитки длиной приблизительно 42 мм, шириной приблизительно 28 мм и толщиной приблизительно 15 мм.
2) Затем центр одной стороны данного образца подвергали воздействию с расходом 1200 г/мин частиц SiC (зернистость 220, черный карбид кремния, сорт №1, UK Abrasives, Норсбрук, штат Иллинойс), вовлеченных в поток нагретого воздуха, выходящий из трубы диаметром 12,7 мм (0,5 дюйма), заканчивающейся на расстоянии 25,4 мм (1 дюйм) от мишени, под углом 45°. Скорость потока частиц SiC составляла 45,7 м/с.
3) Стадию (2) проводили в течение 7 часов при 732°С.
4) Через 7 часов образец оставляли охлаждаться до температуры окружающей среды и взвешивали для определения потери массы.
5) Определяли эрозию образца имеющегося в продаже литого огнеупора, и применяли его в качестве стандартного образца. Значение эрозии стандартного образца принимали за 1 и сравнивали результаты для образцов керметов со стандартным образцом.
6) Для подтверждения данных измерения потери массы измеряли непосредственно объемные потери образца и Стандартного Образца после ИВЭИ с помощью трехмерной лазерной профилометрии.
Методика испытания на трещиностойкость
В настоящем изобретении трещиностойкость K1C является мерой стойкости материала к разрушению после возникновения трещины. Чем выше трещиностойкость К1C, тем больше ударная прочность материала. Трещиностойкость (К1C) СВЭ керметов измеряли путем испытания на трехточечный изгиб образцов в виде брусков с одним боковым надрезом (БОБН). Измерения основаны на стандартном способе испытания ASTM E399 преимущественно в условиях линейно-упругой плоской деформации. Подробности применяемой методики испытания описаны ниже.
Размеры и приготовление образца
Из спеченной СВЭ керметной плитки вырезали три образца с применением электроэрозионного вырезного станка (ЭВС) или алмазной пилы и шлифовали алмазным абразивом зернистости 600 для чистовой обработки до следующих размеров: ширина (W)=8,50 мм, толщина (В)=4,25 мм (W/B=2) и длина (L)=38 мм. На краю изготовленных образцов делали надрез с применением алмазной пилы (например, Buehler Isomet 4000) с алмазным режущим диском (например, Buehler, Cat No: 11-4243) толщиной 0,15 мм (0,006 дюйма). Глубина (а) надреза такова, что отношение a/W составляет от 0,45 до 0,5.
Методика испытания
Образцы испытывали на трехточечный изгиб при расстоянии (S) между опорами 25,4 мм (отношение S/W равно 3) в универсальной испытательной машине (например, MTS, 55 кгс, с блоком управления Instron 8500), оборудованной динамометрическим датчиком на 227, 453 или 907 кг (500, 1000 или 2000 фунтов). Скорость смещения при испытании составляла приблизительно 0,127 мм/мин (0,005 дюйм/мин). Образец нагружали до разрушения, и данные по зависимости деформации от нагрузки вводили в компьютер с достаточным разрешением для фиксации всех событий разрушения.
Вычисление значения К1C
Измеряли максимальную нагрузку при разрушении и применяли ее для вычисления трещиностойкости с применением следующего уравнения.

где

где
К1C выражена в МПа·м1/2;
Р = нагрузка (кН);
В = толщина образца (см);
S = расстояние между опорами (см);
W = ширина образца (см);
а = длина трещины/надреза (см).
Фиг.4 представляет собой график показателя эрозионной стойкости, определенного из ИВЭИ, для СВЭ керметных материалов по настоящему изобретению в сравнении со стандартным огнеупорным материалом существующего уровня техники (литой огнеупор с фосфатной связкой) и промышленным керметом существующего уровня техники (кермет на основе TiC с 28 об.% металлического связующего, где металл представляет собой сплав 37,5 мас.% Со, 37,5 мас.% Ni и 25,0 мас.% Cr). Один экспериментальный материал и два материала существующего уровня техники подвергали воздействию частиц SiC в течение 7 часов при 730°С. СВЭ керметные облицовки по настоящему изобретению не проявляют растрескивания или преимущественной эрозии в связующей фазе и обладают показателем эрозионной стойкости, определенным из ИВЭИ, который в 8-12 раз выше, чем для стандартного огнеупорного материала (эрозионная стойкость <3 см3 при измерении по стандарту ASTM C704). Металлическое связующее в СВЭ керметах также проявляет преимущественную ударную прочность и способствует затуплению трещины, как показало изучение поперечного разреза вдоль эродированной поверхности. Кроме того, было показано, что микроструктуры такого композиционного материала можно получить на практике порошковой металлургией или присоединением методом сплавления металлических сплавов, термодинамически стабильных при повышенных температурах. Нежелательное влияние неудовлетворительного смачивания и/или чрезмерной реакционной способности можно преодолеть с помощью нанесения поверхностного покрытия и/или технологии производства.
В одном из воплощений данного изобретения поверхности технологического оборудования для разведки и добычи, очистки и химической переработки нефти и газа можно обеспечить СВЭ керметами по настоящему изобретению в виде облицовок или вставок, когда предпочтительным является сочетание исключительной эрозионной стойкости и трещиностойкости. В альтернативном воплощении данного изобретения поверхности технологического оборудования для разведки и добычи, очистки и химической переработки нефти и газа можно обеспечить СВЭ керметами по настоящему изобретению в виде покрытий, когда предпочтительной является исключительная эрозионная стойкость.
СВЭ керметную облицовку по настоящему изобретению формируют из плиток, которые собирают и приваривают к поверхности металлической основы с получением облицовки. Плитки из СВЭ керметов обычно получают с помощью технологии порошковой металлургии, при которой металлический и керамический порошки смешивают, прессуют и спекают при высоких температурах с получением плотных прессовок. Наиболее часто керамический порошок смешивают с металлическим связующим в присутствии органической жидкости и твердого парафина для получения сыпучей порошковой смеси. Смесь керамического порошка и металлического порошка помещают в пресс-форму, где ее одноосно прессуют для получения одноосно спрессованной заготовки. Затем одноосно спрессованную заготовку нагревают по заданному температурно-временному режиму для выжигания твердого парафина и осуществления жидкофазного спекания одноосно спрессованной заготовки с получением спеченной СВЭ керметной композиции. Затем спеченную СВЭ керметную композицию охлаждают с получением плитки из СВЭ керметной композиции; указанную плитку можно присоединить к защищаемой металлической поверхности для получения защитной облицовки или вставки. Толщина плиток составляет от 5 мм до 100 мм, предпочтительно, от 5 мм до 50 мм, и более предпочтительно, от 5 мм до 25 мм. Размер плиток составляет от 10 мм до 200 мм, предпочтительно, от 10 мм до 100 мм, и более предпочтительно, от 10 мм до 50 мм. Можно изготавливать плитки различных форм, включая (но не ограничиваясь перечисленным) квадраты, прямоугольники, треугольники, шестиугольники, восьмиугольники, пятиугольники, параллелограммы, ромбы, круги и эллипсы.
Можно изготовить плитки из СВЭ керметов по настоящему изобретению, совместимые по размеру с неглазурованной плиткой из огнеупорного материала в шестигранной сетке, с применением скомплектованной конструкции, как показано на Фиг.5(а) и (b). Данные отличительные признаки настоящего изобретения позволяют осуществлять покрытие плоских и закругленных поверхностей с минимальными особенностями форм с применением сварного соединения анкерного крепления плитки, которое является целесообразным для начальной установки и удаления, при применении в сочетании с традиционным огнеупорным материалом или вместо него. Приваренный металлический анкер для предварительно скомпонованных наборов плиток по настоящему изобретению, изображенный на Фиг.5(а), обладает приблизительно в четыре раза большим отношением опорной поверхности к объему, в четыре раза большей прочностью удерживания и пониженным несоответствием теплового расширения с металлической основой для анкеровки по сравнению с анкерными системами с шестигранной сеткой. В частности, что касается пониженного несоответствия теплового расширения, то плитки из СВЭ керметов по настоящему изобретению практически не проявляют несоответствия теплового расширения с основой из углеродистой стали и обладают пониженным на 50% несоответствием теплового расширения с основой из нержавеющей стали.
СВЭ керметные композиции по настоящему изобретению также можно наносить в виде покрытия на поверхности технологического оборудования для разведки и добычи, очистки и химической переработки нефти и газа. Толщина покрытия по сравнению с плитками значительно меньше и обычно составляет от 1 мкм до 5000 мкм, предпочтительно, от 5 мкм до 1000 мкм, и более предпочтительно, от 10 мкм до 500 мкм. СВЭ керметные композиции по настоящему изобретению для применения в качестве защитного покрытия в технологическом оборудовании для разведки и добычи, очистки и химической переработки нефти и газа можно получить любым из следующих способов нанесения покрытия термическим напылением, включая (но не ограничиваясь перечисленным) плазменное напыление, напыление при сгорании, электродуговое напыление, газопламенное напыление, высокоскоростное кислородно-топливное напыление (ВСКТ) и напыление детонационной пушкой (Д-пушка).
Применение СВЭ керметных облицовок, вставок и покрытий в технологических установках для очистки и химической переработки нефти позволяет достичь, среди прочего, исключительной стойкости к высокотемпературной эрозии и коррозии в сочетании с исключительной трещиностойкостью, а также исключительной совместимости по тепловому расширению с металлической основой указанных технологических установок. Дополнительные преимущества СВЭ керметных облицовок по настоящему изобретению в сравнении с наплавленными слоями твердосплавного покрытия или керамическими покрытиями для технологических установок для очистки и химической переработки нефти включают (но не ограничиваются перечисленным) возможность достижения большей толщины и устранение зависимости от сцепления или присоединения сплавлением. Другое преимущество состоит в возможности изготовления СВЭ керметных плиток по настоящему изобретению отдельно от металлической основы для присоединения и последующего прикрепления СВЭ керметных плиток с помощью металлических анкеров к внутренним поверхностям технологического оборудования для очистки и химической переработки нефти с получением облицовки.
СВЭ керметные облицовки, вставки и покрытия по настоящему изобретению пригодны для применения во многих зонах в технологических установках для очистки и химической переработки нефти при температурах, превышающих 316°С (600°F), где требуется высоконадежная облицовка с исключительной эрозионной стойкостью. В одном из воплощений данного изобретения СВЭ керметные облицовки по настоящему изобретению можно применять в зонах установок крекинга с псевдоожиженным слоем катализатора (УКПСК) нефтеперерабатывающего завода. В альтернативном воплощении данного изобретения СВЭ керметные облицовки по настоящему изобретению можно применять в зонах установок для коксования с псевдоожиженным слоем и установок для флексикокинга (FLEXICOKING) нефтеперерабатывающего завода. В другом воплощении данного изобретения СВЭ керметные облицовки по настоящему изобретению можно применять в технологическом оборудовании для химической переработки нефти. Точнее, зоны технологического оборудования для очистки и химической переработки нефти, которые предпочтительно снабжать СВЭ керметными облицовками, вставками и покрытиями по настоящему изобретению, включают (но не ограничиваются перечисленным) технологические аппараты, транспортные трубопроводы и системы трубопроводов, теплообменники, циклоны, скользящие заслонки и направляющие клапанов, питающие сопла, аэрирующие сопла, каналы для термопар, корпуса клапанов, внутренние стояки, отражательные заслонки и их сочетания. Аналогичные применения возможны в других областях с текучими средами и твердыми частицами, например, в установках для получения олефина из газа и установках с псевдоожиженным слоем для генерирования синтез-газа.
СВЭ керметные облицовки, вставки и покрытия по настоящему изобретению также подходят для применений с умеренными температурами, например, в оборудовании для разведки и добычи нефти и газа. В одном из конкретных неограничивающих воплощений данного изобретения в разведке нефти и газа, способ обеспечения керметных облицовок, вставок и покрытий по настоящему изобретению применяют в грохотах для песка, где исключительная стойкость к эрозии песком дает особое преимущество. В другом неограничивающем воплощении данного изобретения в разведке и добыче нефти и газа способ обеспечения керметных облицовок, вставок и покрытий по настоящему изобретению применяют в технологическом оборудовании для добычи нефти из нефтеносных песков (битуминозных песков), где исключительная стойкость к эрозии песком также дает особое преимущество.
Заявители пытались описать все воплощения и применения описанного предмета изобретения, которые можно разумно предвидеть. Однако возможны непредвиденные незначительные модификации, которые расцениваются как равнозначные. Хотя настоящее изобретение было описано в связи с его особыми примерными воплощениями, очевидно, что специалисты в данной области увидят множество изменений, модификаций и вариантов, которые с учетом предшествующего описания не отклоняются от сущности или объема настоящего описания. Следовательно, настоящее описание подразумевает включение всех таких изменений, модификаций и вариантов приведенного выше подробного описания.
Следующий пример дает иллюстрацию настоящего изобретения и его преимуществ, не ограничивая его объем.
ПРИМЕРЫ
Иллюстративный пример 1
Кермет на основе TiВ2 и связующего из нержавеющей стали по настоящему изобретению испытывали экспериментально в качестве облицовки в действующем циклонном барабане или цилиндре установки крекинга с псевдоожиженным слоем катализатора УКПСК нефтеперерабатывающего завода. Облицовку сформировали из плиток, созданных по технологии порошковой металлургии, присоединенных с помощью сварки плавлением металлического анкера к внутренней стенке циклона. Для того чтобы провести прямое сравнение с материалами существующего уровня техники, секции облицовки циклона или барабана также снабдили плитками из Si3N4, плитками из SiC, плитками из оксида алюминия в виде квадратов с длиной стороны 3,81 см (1,5 дюйма) и плитками из оксида алюминия в виде квадратов с длиной стороны 4,5 дюйма (11,43 см). Циклонный барабан подвергали воздействию 26 тепловых циклов нагрева/охлаждения. Циклонный барабан, изображенный на Фиг.6, подвергали воздействию 26 тепловых циклов нагрева/охлаждения со скоростями до 278°С/ч (500°F/ч) (от 56°С/ч до 278°С/ч (100°F/ч до 500°F/ч от)) в катализаторе УКПСК. Все облицовочные плитки из Si3N4 и SiC существующего уровня техники (Фиг.6(а)) и облицовочные плитки из оксида алюминия существующего уровня техники (Фиг.6(b) и (с)) не выдержали испытания, на что указывают трещины в них и отсутствующие плитки после воздействия 26 тепловых циклов. По сравнению с ними плитки из кермета на основе TiB2 и связующего из нержавеющей стали по настоящему изобретению остались полностью неповрежденными (Фиг.6(d)) после воздействия 26 тепловых циклов. Применяемый в способе очистки циклонный цилиндр или барабан, изображенный на Фиг.6, проявляет важную для эксплуатации облицовок циклона ударную прочность и лучшее соответствие по тепловому расширению.
Иллюстративный пример 2
СВЭ керметные облицовки и вставки по настоящему изобретению подходят для применения во многих зонах в технологических установках для очистки и химической переработки нефти при температурах, превышающих 316°С (600°F); на Фиг.7 изображен график зависимости трещиностойкости К1C(МПа·м1/2) от эрозионной стойкости, определенной из ИВЭИ (показатель эрозионной стойкости, определенный из ИВЭИ), для широкого диапазона материалов, претендующих на применение в качестве высокотемпературных облицовок; график получен с применением измеренных или опубликованных данных по трещиностойкости при трехточечном изгибе при комнатной температуре. График показывает, что материалы существующего уровня техники (твердые сплавы и WC, огнеупорные материалы и керамические материалы) следуют линии тренда, показывающей обратную зависимость между трещиностойкостью и эрозионной стойкостью. То есть материал с высокой стойкостью к высокотемпературной эрозии обладает недостаточной трещиностойкостью и наоборот. По сравнению с ними данные для СВЭ керметных облицовок по настоящему изобретению не попадают на указанную линию тренда, но находятся внутри другой области, значительно выше линии тренда (см. область "СВЭ керметы"). Это является основанием для предпочтительного применения таких СВЭ керметов в очистке и химической переработке нефти, где является выгодным сочетание исключительной трещиностойкости и эрозионной стойкости. В частности, СВЭ керметные облицовки по настоящему изобретению, показавшие трещиностойкость, составляющую 7-13 МПа·м1/2, испытывали на эрозионную стойкость при 732°С (1350°F) с применением частиц размером 60 мкм (в среднем) при скорости 45,7 м/с (150 фут/с) и сравнивали с лучшими из имеющихся в наличии огнеупорными материалами и керамическими материалами (см. область "СВЭ керметы" на Фиг.7). Результаты испытаний для керметной облицовки по настоящему изобретению, изготовленной из TiВ2 со связующим из нержавеющей стали марки 304, показали показатель эрозионной стойкости, который в 8-12 раз выше, чем для лучшего из имеющихся в наличии литого огнеупора (см. Фиг.7).
Реферат
Изобретение относится к способам защиты металлических поверхностей, подвергаемых абразивной эрозии твердыми частицами при температурах до 1000°С. Может использоваться в разведке и добыче, очистке и химической переработке нефти и газа. Металлическую поверхность обеспечивают керметной облицовкой или вставкой. Керметная облицовка или вставка содержит от приблизительно 30 до приблизительно 95 об.% керамической фазы и металлическую связующую фазу. Керметная облицовка или вставка обладает показателем эрозионной стойкости по меньшей мере 5,0, и трещиностойкостью K1С по меньшей мере 7,0 МПа·м1/2. Способ обеспечивает высокую стойкость к высокотемпературной эрозии и коррозии в сочетании с высокой трещиностойкостью. 2 н. и 58 з.п. ф-лы, 7 ил.
Формула
где указанная керамическая фаза составляет от приблизительно 30 до приблизительно 95 об.% объема указанной керметной облицовки или вставки и
где указанная керметная облицовка или вставка обладает показателем эрозионной стойкости, определенным из испытаний на высокотемпературную эрозию/истирание (ИВЭИ), составляющим по меньшей мере приблизительно 5,0, и трещиностойкостью K1C, составляющей по меньшей мере приблизительно 7,0 МПа·м1/2.
Р представляет собой по меньшей мере один металл, выбранный из группы, состоящей из элементов группы IV, группы V, группы VI,
Q представляет собой борид,
R выбран из группы, состоящей из Fe, Ni, Co, Mn и их смесей, и
S включает по меньшей мере один элемент, выбранный из группы, состоящей из Cr, Al, Si и Y.
S дополнительно включает Ti в количестве от 0,1 до 3,0 мас.% в расчете на массу указанной металлической связующей фазы (RS).
Р представляет собой металл, выбранный из группы, состоящей из Ti, Zr, Hf, V, Nb, Та, Cr, Mo, W, Fe, Mn и их смесей,
Q представляет собой карбонитрид,
R представляет собой металл, выбранный из группы, состоящей из Fe, Ni, Со, Mn и их смесей, и
S включает по меньшей мере один элемент, выбранный из группы, состоящей из Cr, Al, Si и Y.
S включает Cr, по меньшей мере один элемент, выбранный из группы, состоящей из Al, Si и Y, и по меньшей мере один элемент с переменной валентностью, выбранный из группы, состоящей из Y, Ti, Zr, Hf, Та, V, Nb, Cr, Mo, W, и
где общее массовое содержание указанных Cr, Al, Si, Y и их смесей составляет по меньшей мере 12 мас.%, а общее массовое содержание указанного по меньшей мере одного элемента с переменной валентностью составляет от 0,01 до 5 мас.% в расчете на массу указанной металлической связующей фазы (RS).
Р представляет собой металл, выбранный из группы, состоящей из Si, Mn, Fe, Ti, Zr, Hf, V, Nb, Та, Cr, Mo, W и их смесей,
Q представляет собой нитрид,
R представляет собой металл, выбранный из группы, состоящей из Fe, Ni, Со, Mn и их смесей, и
S состоит, по существу, из по меньшей мере одного элемента, выбранного из Cr, Al, Si и Y, и по меньшей мере одного реакционноспособного смачивающего элемента с переменной валентностью, выбранного из группы, состоящей из Ti, Zr, Hf, V, Nb, Та, Cr, Mo, W и их смесей.
Р представляет собой металл, выбранный из группы, состоящей из А1, Si, Mg, Ca, Y, Fe, Mn, элементов группы IV, группы V, группы VI и их смесей,
Q представляет собой оксид,
R представляет собой основной металл, выбранный из группы, состоящей из Fe, Ni, Co, Mn и их смесей, и
S состоит, по существу, из по меньшей мере одного элемента, выбранного из группы, состоящей из Cr, Al и Si, и по меньшей мере одного реакционноспособного смачивающего элемента, выбранного из группы, состоящей из Ti, Zr, Hf, Та, Sc, Y, La и Се.
где (PQ) и G диспергированы в (RS), а указанная облицовка или вставка из керметной композиции (PQ)(RS)(G) включает:
(а) приблизительно от 30 об.% до 95 об.% указанной керамической фазы (PQ); по меньшей мере 50 об.% указанной керамической фазы (PQ) представляет собой карбид металла, выбранного из группы, состоящей из Si, Ti, Zr, Hf, V, Nb, Та, Мо и их смесей;
(б) от приблизительно 0,1 об.% до приблизительно 10 об.% в расчете на общий объем указанной облицовки или вставки из керметной композиции указанной переосажденной фазы (G) из карбида металла МхСу, где М представляет собой Cr, Fe, Ni, Co, Si, Ti, Zr, Hf, V, Nb, Та, Мо или их смеси; С представляет собой углерод, а индексы х и у представляют собой целые или дробные численные величины, причем х составляет от 1 до приблизительно 30, а у составляет от 1 до приблизительно 6; и
(в) оставшиеся проценты по объему составляет указанная металлическая связующая фаза (RS), где R представляет собой металл, выбранный из группы, состоящей из Fe, Ni, Со, Mn и их смесей, a S включает в расчете на общую массу указанной металлической связующей фазы (RS) по меньшей мере 12 мас.% Cr и до приблизительно 35 мас.% элемента, выбранного из группы, состоящей из Al, Si, Y и их смесей.
(i) сплавов, содержащих в расчете на общую массу сплава от приблизительно 60 мас.% до приблизительно 98 мас.% Ni; от приблизительно 2 мас.% до приблизительно 35 мас.% Cr; и до приблизительно 5 мас.% элемента, выбранного из группы, состоящей из Al, Si, Mn, Ti и их смесей; и
(ii) сплавов, содержащих от приблизительно 0,01 мас.% до приблизительно 35 мас.% Fe; от приблизительно 25 мас.% до приблизительно 97,99 мас.% Ni; от приблизительно 2 мас.% до приблизительно 35 мас.% Cr; и до приблизительно 5 мас.% элемента, выбранного из группы, состоящей из Al, Si, Mn, Ti и их смесей.
где Х представляет собой по меньшей мере один компонент, выбранный из группы, состоящей из фазы оксидного дисперсоида Е, интерметаллического соединения F и производного соединения G,
где указанная керамическая фаза (PQ) диспергирована в указанной металлической связующей фазе (RS) в виде частиц диаметром приблизительно от 0,5 до 3000 мкм и
указанный Х диспергирован в указанной металлической связующей фазе (RS) в виде частиц размерами приблизительно от 1 до 400 нм.
нагревания металлического сплава, содержащего по меньшей мере один из элементов: хром или титан, до температуры в интервале от приблизительно 600°С до приблизительно 1150°С с получением нагретого металлического сплава;
воздействие на нагретый металлический сплав химически активной среды, включающей по меньшей мере один компонент, выбранный из группы, состоящей из реакционноспособного углерода, реакционноспособного азота, реакционноспособного бора, реакционноспособного кислорода и их смесей, при температуре от приблизительно 600°С до приблизительно 1150°С в течение времени, достаточного для получения прореагировавшего сплава, и
охлаждения указанного прореагировавшего сплава до температуры ниже приблизительно 40°С с получением керметного материала с градиентом состава.
где указанный прореагировавший сплав представляет собой слой толщиной от приблизительно 1,5 мм до приблизительно 30 мм на поверхности или в объеме указанного металлического сплава.
где указанная керамическая фаза составляет от приблизительно 30 до приблизительно 95 об.% объема указанного керметного покрытия, и
где указанное керметное покрытие обладает показателем эрозионной стойкости, определенным из ИВЭИ, составляющим по меньшей мере приблизительно 5,0.
Р представляет собой по меньшей мере один металл, выбранный из группы, состоящей из элементов группы IV, группы V, группы VI,
Q представляет собой борид,
R выбран из группы, состоящей из Fe, Ni, Co, Mn и их смесей и
S включает по меньшей мере один элемент, выбранный из группы, состоящей из Cr, Al, Si и Y.
S дополнительно включает Ti в количестве от 0,1 до 3,0 мас.% в расчете на массу указанной металлической связующей фазы (RS).
Р представляет собой металл, выбранный из группы, состоящей из Ti, Zr, Hf, V, Nb, Та, Cr, Mo, W, Fe, Mn и их смесей,
Q представляет собой карбонитрид,
R представляет собой металл, выбранный из группы, состоящей из Fe, Ni, Со, Mn и их смесей, и
S включает по меньшей мере один элемент, выбранный из группы, состоящей из Cr, Al, Si и Y.
S включает Cr, по меньшей мере один элемент, выбранный из группы, состоящей из Al, Si и Y, и по меньшей мере один элемент с переменной валентностью, выбранный из группы, состоящей из Y, Ti, Zr, Hf, Та, V, Nb, Cr, Mo, W, и
где общее массовое содержание указанных Cr, Al, Si, Y и их смесей составляет по меньшей мере 12 мас.%, а общее массовое содержание указанного по меньшей мере одного элемента с переменной валентностью составляет от 0,01 до 5 мас.% в расчете на массу указанной металлической связующей фазы (RS).
Р представляет собой металл, выбранный из группы, состоящей из Si, Mn, Fe, Ti, Zr, Hf, V, Nb, Та, Cr, Mo, W и их смесей,
Q представляет собой нитрид,
R представляет собой металл, выбранный из группы, состоящей из Fe, Ni, Со, Mn и их смесей, и
S состоит, по существу, из по меньшей мере одного элемента, выбранного из Cr, Al, Si и Y, и по меньшей мере одного реакционноспособного смачивающего элемента с переменной валентностью, выбранного из группы, состоящей из Ti, Zr, Hf, V, Nb, Та, Cr, Mo, W и их смесей.
Р представляет собой металл, выбранный из группы, состоящей из Al, Si, Mg, Са, Y, Fe, Mn, элементов группы IV, группы V, группы VI и их смесей,
Q представляет собой оксид,
R представляет собой основной металл, выбранный из группы, состоящей из Fe, Ni, Со, Mn и их смесей, и
S состоит, по существу, из по меньшей мере одного элемента, выбранного из группы, состоящей из Cr, Al и Si, и по меньшей мере одного реакционноспособного смачивающего элемента, выбранного из группы, состоящей из Ti, Zr, Hf, Та, Sc, Y, La и Се.
(а) приблизительно от 30 об.% до 95 об.% указанной керамической фазы (PQ); по меньшей мере 50 об.% указанной керамической фазы (PQ) представляет собой карбид металла, выбранного из группы, состоящей из Si, Ti, Zr, Hf, V, Nb, Та, Мо и их смесей;
(б) от приблизительно 0,1 об.% до приблизительно 10 об.% в расчете на общий объем указанного покрытия из керметной композиции указанной переосажденной фазы (G) из карбида металла МхСу, где М представляет собой Cr, Fe, Ni, Co, Si, Ti, Zr, Hf, V, Nb, Та, Мо или их смеси; С представляет собой углерод, а индексы x и у представляют собой целые или дробные численные величины, причем x составляет от 1 до приблизительно 30, а у составляет от 1 до приблизительно 6, и
(в) оставшиеся проценты по объему составляет указанная металлическая связующая фаза (RS), где R представляет собой металл, выбранный из группы, состоящей из Fe, Ni, Со, Mn и их смесей, a S включает, в расчете на общую массу указанной металлической связующей фазы (RS), по меньшей мере 12 мас.% Cr и до приблизительно 35 мас.% элемента, выбранного из группы, состоящей из Al, Si, Y и их смесей.
(i) сплавов, содержащих в расчете на общую массу сплава от приблизительно 60 мас.% до приблизительно 98 мас.% Ni; от приблизительно 2 мас.% до приблизительно 35 мас.% Cr; и до приблизительно 5 мас.% элемента, выбранного из группы, состоящей из Al, Si, Mn, Ti и их смесей; и
(ii) сплавов, содержащих от приблизительно 0,01 мас.% до приблизительно 35 мас.% Fe; от приблизительно 25 мас.% до приблизительно 97,99 мас.% Ni; от приблизительно 2 мас.% до приблизительно 35 мас.% Cr; и до приблизительно 5 мас.% элемента, выбранного из группы, состоящей из Al, Si, Mn, Ti и их смесей.
где Х представляет собой по меньшей мере один компонент, выбранный из группы, состоящей из фазы оксидного дисперсоида Е, интерметаллического соединения F и производного соединения G,
где указанная керамическая фаза (PQ) диспергирована в указанной металлической связующей фазе (RS) в виде частиц диаметром приблизительно от 0,5 до 3000 мкм, и
указанный X диспергирован в указанной металлической связующей фазе (RS) в виде частиц размерами приблизительно от 1 нм до 400 нм.
нагревания металлического сплава, содержащего по меньшей мере один из элементов: хром или титан, до температуры в интервале от приблизительно 600°С до приблизительно 1150°С с получением нагретого металлического сплава;
воздействие на указанный нагретый металлический сплав химически активной среды, включающей по меньшей мере один компонент, выбранный из группы, состоящей из реакционноспособного углерода, реакционноспособного азота, реакционноспособного бора, реакционноспособного кислорода и их смесей, при температуре в интервале от приблизительно 600°С до приблизительно 1150°С в течение времени, достаточного для получения прореагировавшего сплава, и
охлаждения указанного прореагировавшего сплава до температуры ниже приблизительно 40°С с получением керметного материала с градиентом состава.
где указанный прореагировавший сплав представляет собой слой толщиной от приблизительно 1,5 мм до приблизительно 30 мм на поверхности или в объеме указанного металлического сплава.
Документы, цитированные в отчёте о поиске
Способ защиты от эрозии, окисления и коррозии поверхности, устройство для обработки расплавленного металла, вращающаяся мешалка устройства для очистки расплавленного металла и способ обработки расплавленного металла
Защитное покрытие для составных элементов, подвергающихся эрозионно-коррозионному воздействию в высокотемпературной среде
Комментарии