Металлические порошки - RU2468889C2
Код документа: RU2468889C2
Чертежи
Описание
Твердые сплавы, представляющие собой спеченный или композитный материал, состоят, по меньшей мере, из двух фаз, в том числе одной металлической связующей фазы и одной или нескольких фаз твердого вещества. Варьируя конкретную долю металлической или твердой фаз, можно изменять баланс между их различными свойствами и регулировать таким образом желательные свойства твердых сплавов, как то: прочность, твердость, модуль эластичности и т.д. Обычно фаза твердого вещества состоит из карбида вольфрама, а также - в зависимости от применения инструментов из твердых сплавов - также из кубических карбидов, например карбида ванадия, циркония, тантала или карбида ниобия, смесовых карбидов этих веществ друг с другом или с карбидом вольфрама, а также из карбида хрома или карбида молибдена. Также возможно применение кубических карбидов с содержанием азота ("карбонитридов"), например в целях воздействия на соотношение фаз в краевых зонах при спекании. Содержание связующего компонента в твердых сплавах обычно составляет от 5 до 15% по массе, в особых областях применения оно, однако, может быть и ниже, до 3%, и выше - до 40% по массе.
В классических твердых сплавах металлическая связующая фаза преимущественно состоит из кобальта. Из-за спекания с использованием жидкой фазы и имеющих при этом место процессов растворения и осаждения карбидной фазы металлическая фаза после спекания содержит некоторые количества растворенного вольфрама и углерода, нередко также и хрома - если, например, в качестве добавки применяли карбид хрома, а в случае устойчивых к коррозии твердых сплавов - также и молибден. Изредка в качестве добавок также применяют рений или рутений. Доля в связующем компоненте тех металлов, которые образуют кубические карбиды, существенно ниже из-за их малой растворимости.
В состоянии после спекания металлическая связующая фаза заключает в себе фазу твердого вещества, образует сплошную сеть, и поэтому ее часто называют "металлической связкой" или "связкой". Она имеет решающее значение для прочности твердого сплава.
Для изготовления твердого сплава металлический порошок кобальта обычно перемалывают, смешивая его с порошками твердых веществ в шаровых мельницах или аттриторах в жидкостях, как то: в воде, спиртах или ацетоне. При этом на порошок кобальта приходится деформирующая нагрузка. Полученную таким образом жидкую суспензию сушат, полученный при этом гранулят или порошок ("смесь твердого сплава") прессуют, получая прессовки, а затем спекают, обеспечивая, по меньшей мере, частичное плавление металлической связки, затем при необходимости режут по конечному размеру и/или наносят покрытия. Процедуры шлифовки обусловливают определенные технические затраты, поскольку при этом возникает тонкодисперсная пыль, вредная для здоровья или же шлифовальные шламы, представляющие собой потери, а работа с ними без вреда для окружающей среды вызывает расходы. Поэтому желательно контролировать изменение размера прессовки при спекании так, чтобы по возможности отпадали процедуры шлифовки.
В порошковой металлургии, а также в керамике изменение размера прессовки при спекании называют сжатием или усадкой. Линейное сжатие (Si) размера рассчитывают делением изменения размера, обусловленного спеканием, на исходный размер прессовки. Типичные значения так называемой линейной усадки в промышленности твердых сплавов составляют 15 и 23%. Это значение зависит от различных параметров, как то: добавленных органических вспомогательных веществ (как, например, парафина, низкомолекулярных полиэтиленов или сложных эфиров или амидов длинноцепочечных жирных кислот, используемых в качестве вспомогательных средств прессовки, средств образования пленки для стабилизации гранулятов после распылительной сушки, как, например, полиэтиленгликоля или поливинилового спирта, или антиоксидантов, как то: гидроксиламина или аскорбиновой кислоты). Эти органические вспомогательные вещества называют органическими добавками. Прочие величины, оказывающие влияние на усадку и его изотропность, - это величина размер частиц порошка твердого вещества и распределение размера, условия размола со смешиванием и геометрия прессовки. Лежащая в основе этого причина состоит в том, что эти параметры и добавки влияют на процесс сжатия при прессовании смеси твердых сплавов с получением прессовки. Кроме того, для управления балансом углерода при спекании используют одноэлементный углерод или порошок огнеупорного металла в качестве дальнейших добавок (неорганические добавки), которые также могут повлиять на усадку и ее изотропность.
В случае прессовок, которые спрессовывают в осевом направлении, представляющих собой промышленный стандарт, появляется анизотропия плотности прессования, обусловленная внутренним трением и трением о стенки, которую нельзя устранить, даже варьируя параметры, указанные в предыдущем абзаце. Эта анизотропия плотности ведет к различиям в степени сжатия по двум или даже трем пространственным осям (анизотропная усадка), следовательно, к напряжению или даже появлению трещин в спеченном образце, и их, стало быть, необходимо по возможности минимизировать. В принципе, из опыта известно, что чем ниже усадка, то есть чем лучше возможность уплотнения при прессовании, тем легче с точки зрения техники процесса контролировать усадку в рамках желательных допусков и снижать анизотропность усадки. При надлежащей конструкции прессового оборудования в этом случае можно получать спеченные образцы, очертания которых близки к окончательным или точно соответствуют им. В последнем случае необходимость в операции шлифовки отпадает.
При прессовании в осевом направлении имеется разница согласно изобретению в усадке перпендикулярно и параллельно направлению прессовки. В случае простых геометрических форм, например кубов или пластин, квадратных в сечении перпендикулярно направлению прессования, по обеим перпендикулярным этому направлению осям значимые различия не возникают, так что достаточно определить усадку только в одном из обоих направлений.
В европейском патенте ЕР 0 937 781 В1 описано, как можно воздействовать на нежелательную анизотропию усадки при изготовлении кобальтосвязанных твердых сплавов из карбида вольфрама менее 1 мкм путем одноосевого прессования с помощью размера частиц кобальтового металлического порошка, применяемого в качестве связующего. Цель состоит в полной идентичности усадки в направлении прессования и перпендикулярно ему (изотропном прессовании), что соответствует значению параметра К, равному единице. Чем дальше величина К отстоит от единицы в сторону уменьшения, тем значительнее анизотропия усадки. Чтобы не было необходимости в дополнительной обработке шлифовкой, значение К должно составлять по меньшей мере 0,988. Для твердых сплавов с содержанием кобальта 20% приведено значение К, составляющее 0,960.
Из имеющихся значений усадки S (в %) величину К можно рассчитать по следующей формуле, причем индекс "s" означает перпендикулярно направлению прессования, а "р" - параллельно направлению прессования:
Глобальное сжатие (глобальную усадку) Sg в процентах можно определить из плотности прессования и плотности спекания по следующей формуле:

Глобальная усадка не учитывает возможные различия в 3 измерениях, ее следует рассматривать как среднее значение усадки по трем осям пространства. Она позволяет прогнозировать усадку на основании плотности прессования.
По причине вредного для здоровья действия пылевидного композита карбида вольфрама с кобальтом, формирующегося, например, при шлифовке спеченного твердого сплава, а также ввиду труднодоступности кобальта, являющегося продуктом, сопутствующим получению никеля или меди, имеется значительный интерес в замене кобальта как связующей фазы.
В качестве потенциальной замены металлическим связкам на основе кобальта уже применяют связки на основе никеля, например, для устойчивых к коррозии или немагнитных сортов твердых сплавов. Ввиду низкой твердости и высокой растяжимости при высоких температурах такие сорта твердых сплавов невозможно, однако, применять для резки металлов.
Металлические системы связок с содержанием железа и кобальта представляют поэтому основной интерес и уже доступны на коммерческой основе. При этом в качестве рабочих материалов при размоле со смешением с порошками твердого вещества обычно используют либо одноэлементные порошки, как то: металлические порошки кобальта, никеля или железа, либо предварительно сплавленные порошки. Последние уже в виде предварительно сплавленного порошка представляют собой после спекания желательный для связки состав FeCoNi.
Из европейской заявки ЕР-В-1007751 известны твердые сплавы для соответствующих целей применения, содержащие до 36% Fe. В этом случае достигают преимуществ в эффективности по сравнению с твердыми сплавами с кобальтовой связкой, поскольку спеченный твердый сплав обладает устойчивой кубической гранецентрированной (face-centered cubic, fcc) фазой связки, в отличие от твердого сплава с кобальтовой связкой, фаза связки которого хотя и представляет собой после спекания fcc, но при использовании превращается в более устойчивую при низких температурах гексагональную фазу. Это преобразование фазы вызывает изменение структуры, которое называют затвердеванием при использовании, а также ухудшает характеристики усталости, что не имеет места в устойчивой фазе связывания fcc.
В европейской заявке ЕРА-1346074 описан не содержащий кобальта тип связки на железоникелевой основе (FeNi) для режущих инструментов из твердого сплава с покрытием. В этом случае, благодаря устойчивости фазы связывания fcc в широком диапазоне температур, от комнатной до температуры спекания, затвердевание при использовании невозможно. Следует полагать, что из-за отсутствия кобальта качества пластичной связки при высоких температурах недостаточны для некоторых видов применения, например токарных работ по металлу.
Из немецкого патента DE-U-29617040 и диссертации Leo Prakash (Высшая техническая школа Карлсруэ, 1979) давно известно, что твердый сплав с фазой связывания на основе FeCoNi, которые после спекания претерпевают обусловленное охлаждением фазовое преобразование с формированием мартенсита, обладает особо высокой твердостью при повышенной температуре, а также вообще более высокой износостойкостью и лучшей коррозионной устойчивостью. Хотя на фазовой диаграмме трехкомпонентной системы Fe-Co-Ni и можно оценить область, в которой возможно возникновение мартенсита, но в спеченном твердом сплаве происходит сдвиг двухфазной области из-за содержания растворенных после спекания в металлической связке вольфрама, углерода или хрома, поскольку эти элементы стабилизируют решетку типа fcc. Высокую износостойкость в ряде областей применения твердого сплава продемонстрировала металлическая фаза связывания, содержащая около 70% железа, 10% кобальта и 20% никеля, которая отличается двухфазным составом ввиду мартенситного превращения при охлаждении (В.Wittman, W.-D.Schubert, В.Lux, Euro РМ 2002, Lausanne).
С металлургической точки зрения выгодно применять долю FeCoNi металлической фазы связывания в виде предварительно сплавленного порошка, поскольку опыт использования одноэлементных порошков (например, порошка Fe, Со и Ni) показывает, что образуются локальные различия в температуре и составе эвтектических сплавов Co-W-C, или Ni-W-C, или Fe-W-C, что вызывает преждевременную локальную усадку, негомогенность структуры спекания и механические напряжения. Таким образом, процессы движения к химическому равновесию заслоняют собой процесс спекания.
В европейской заявке ЕР-А-1079950 описаны способы производства предварительно сплавленных металлических порошков из системы сплавов FeCoNi. При этом происходит восстановление металлических соединений, прошедших совместную преципитацию, или смесей оксидов водородом при температурах от 300°С до 600°С до металлического порошка. В качестве альтернативы можно изготавливать предварительно сплавленные металлические порошки и другими способами, которые дают возможность смешивания металлических компонентов путем диффузии, как, например, смешивание и отжиг оксидов. Если заданный составом брутто равновесный фазовый состав этих порошков дает при комнатной температуре две фазы, то после изготовления в этих порошках, ввиду охлаждения, уже содержится в определенных количествах выделенная ферритная фаза (кубическая, объемно-центрированная, bcc), а оставшаяся часть fcc может быть частично или полностью метастабильна. Следовательно, порошки из сплавов могут быть при комнатной температуре перенасыщены в отношении подлежащего выделению количества bcc, причем выделению долей bcc можно способствовать и при комнатной температуре путем механической активации порошков. Поскольку фазы bcc, как известно, плохо деформируются, и поскольку из-за выделения они находятся в тонкодисперсном состоянии, порошки твердого сплава, полученные после размола со смешиванием и содержащие фазу bcc, плохо поддаются прессованию. Получают низкую плотность до спекания, усадка отличается значительной величиной и анизотропией, а плотность прессовки сильнее зависит от давления прессования, чем в случае одноэлементных металлических порошков. Поэтому, несмотря на выраженную гомогенность, предварительно сплавленные порошки FeCoNi, склонные к образованию двух фаз, не смогли утвердиться в качестве рабочего материала для производства твердых сплавов по причинам, обусловленным техникой процесса. Поскольку карбид вольфрама при прессовании не деформируется, и необходимую при прессовании растяжимость обеспечивает только порошок-связка, вышеуказанные проблемы сильнее проявляются при сниженном содержании связки. Твердые сплавы, связка которых находится в состоянии мартенсита и которые требуют порошка связки с очень высокими характеристиками и, следовательно, с высокой долей bcc и низким содержанием связки, например 6%, изготавливают поэтому лишь с очень большими техническими затратами.
Задача настоящего изобретения состоит в предложении спеченного твердого сплава с металлической связкой на основе FeCoNi, который обладает улучшенными характеристиками прессования перед спеканием и приемлемыми показателями усадки, с применением предварительно изготовленного порошка сплава FeCoNi, а также способа его производства и пригодной для этой металлической порошковой смеси. Эту задачу решают посредством способа изготовления смеси твердых сплавов посредством применения а) по меньшей мере, одного предварительно сплавленного порошка, выбранного из группы, которую образуют сочетания железо/никель, железо/кобальт, железо/никель/кобальт и никель/кобальт; b) по меньшей мере, одноэлементного порошка, выбранного из группы, которую образуют железо, никель и кобальт или предварительно сплавленного порошка, выбранного из группы, которую образуют сочетания железо/никель, железо/кобальт, железо/никель/кобальт и никель/кобальт, и который отличается от компонента а); с) порошка твердого вещества, причем состав брутто компонентов а) и b) в сумме содержит самое большее 90% кобальта и самое большее 70% мас. никеля. Целесообразно, чтобы содержание железа составляло, по меньшей мере, 10% мас. В целесообразном варианте исполнения изобретения это способ производства смеси твердых сплавов по пункту 1, причем в состав брутто связки входят Со в количестве максимум 90% мас. Ni максимум 70% мас. и Fe, по меньшей мере, 10% мас., причем содержание железа удовлетворяет неравенству

(где Fe: содержание железа в % мас. %Со: содержание кобальта в % мас. %Ni: содержание никеля в % мас.),
и причем применяют, по меньшей мере, два порошка связки а) и b), причем один порошок связки беднее железом, чем брутто-состав связки, а другой порошок связки богаче железом, чем брутто-состав связки, и причем применяют, по меньшей мере, один порошок связки, предварительно сплавленный, по меньшей мере, из двух элементов, выбранных из группы, которую составляют железо, никель и кобальт.
Неожиданно было обнаружено, что за неблагоприятные характеристики сжатия при использовании предварительно сплавленных порошков отвечает не фактическая доля фазы bcc в металлическом порошке-связке, а ожидаемая из теоретических соображений стабильно существующая при комнатной температуре доля bcc, поскольку фазовые превращения предварительно сплавленных порошков-связок, при комнатной температуре еще имеющих долю метастабильной фазы, по-видимому, вызванные механическими воздействиями при размоле с перемешиванием, отвечают за неблагоприятные характеристики при сжатии. Решающее значение для характеристик прессования и усадки, таким образом, имеет стабильная доля fcc, которой следует ожидать при комнатной температуре из теоретических соображений.
Целесообразно, чтобы компонент а) представлял собой предварительно сплавленный металлический порошок, а компонент b) - одноэлементный порошок или же предварительно сплавленный порошок с другим составом, причем особо целесообразно, чтобы один из компонентов а) или b) имел большую долю фазы fcc, стабильной при комнатной температуре, чем брутто-состав связки, если бы вся она была предварительно сплавлена. В частности, целесообразно, чтобы один из компонентов а) или b) был обеднен железом по сравнению с брутто-составом порошка связки. Соответственно, в каждом случае другой компонент содержит больше железа, причем показатели содержания железа, никеля и кобальта в сумме дополняют друг друга, образуя желательный общий состав связки (совокупный состав компонентов а) и b)).
Поскольку плотности и молярные массы элементов железа, кобальта и никеля очень близки, в настоящей публикации понятия объемного процента (% об.), молярного процента (% моль.) и процента по массе (% мас.) применяют в качестве синонимов.
Целесообразно, чтобы общее содержание никеля в компонентах составляло 70% масс, порошковой смеси или меньше. Целесообразно, чтобы общее содержание никеля в компонентах а) и b) составляло 45% мас., порошковой смеси или меньше, если содержание кобальта составляет менее 5% мас.
Еще в одной форме исполнения изобретения общее содержание никеля в обоих компонентах а) и b) составляет 45% мас., порошковой смеси или меньше, если содержание кобальта составляет менее 5% мас. В целесообразном варианте исполнения изобретения а) представляет собой предварительно сплавленный порошок, состоящий из железа и никеля, а b) порошок железа. Еще в одном варианте исполнения изобретения компонент а) представляет собой предварительно сплавленный порошок, как, например, FeNi 50/50, FeCo 50/50 или FeCoNi 40/20/40. Кроме того, настоящее изобретение касается смеси твердых сплавов, получаемой одним из вышеописанных способов. Эту смесь твердых сплавов согласно изобретению можно применять для изготовления формованных предметов, предпочтительно - методами прессования и спекания. Таким образом, настоящее изобретение также касается формованных предметов, содержащих спеченную металлическую порошковую смесь согласно изобретению. Формованный предмет содержит твердое вещество. Кроме того, изобретение касается твердого сплава, получаемого спеканием смеси твердых сплавов согласно изобретению.
Кроме того, настоящее изобретение касается способа производства формованных предметов, включающего в себя следующие этапы:
- подготовку первого предварительно сплавленного металлического порошка,
- подготовку одноэлементного порошка или второго предварительно сплавленного металлического порошка,
- смешивание обоих компонентов для получения смеси твердых сплавов,
- прессование и спекание смеси твердых сплавов, причем получают формованный предмет из твердого сплава.
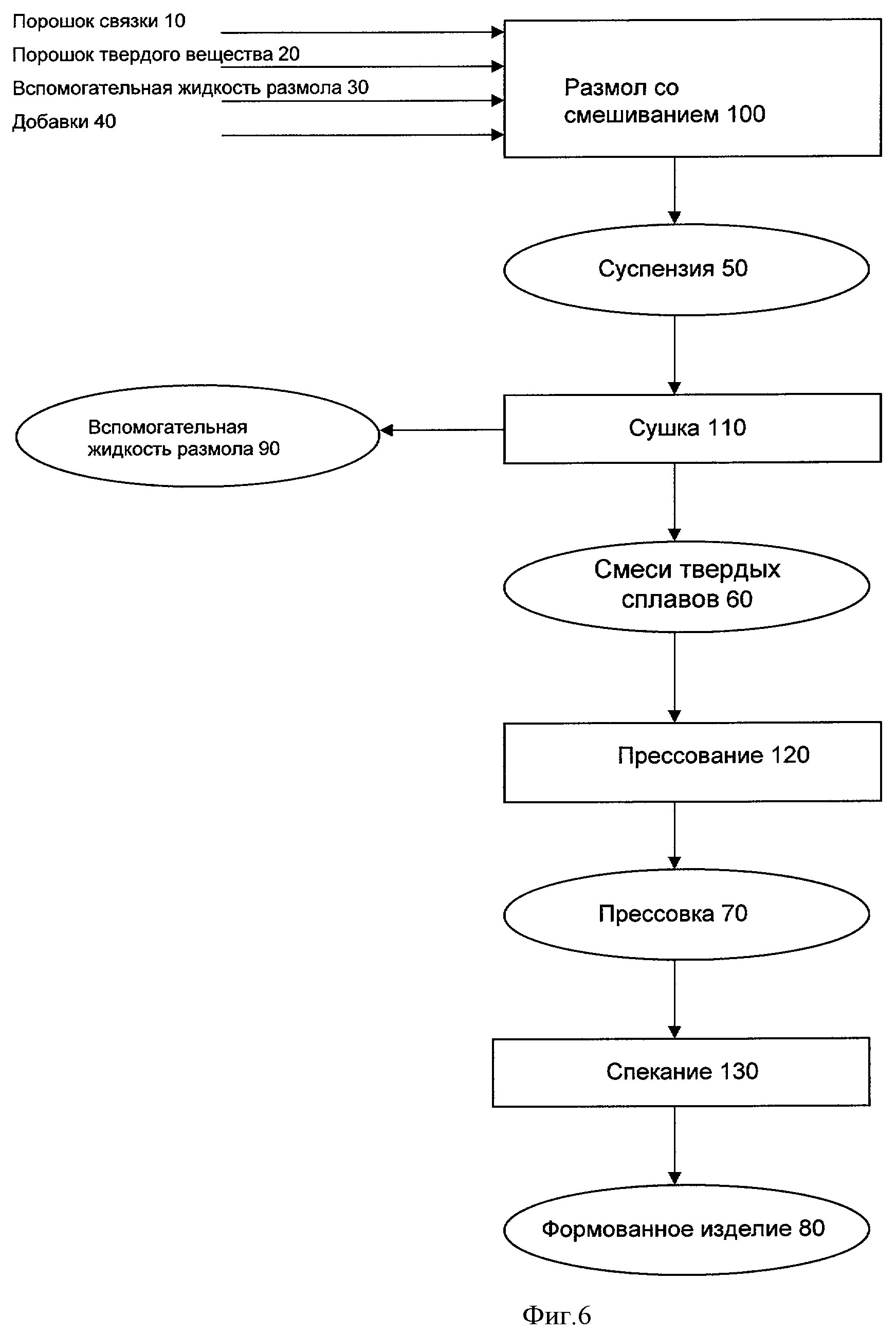
Способ производства формованных предметов схематически представлен на фигуре 6. Компоненты а) и b), которые вместе называют порошком связки 10, и порошок твердого вещества 20 (компонент с) вместе с обычной вспомогательной жидкостью размола 30, например, водой, гексаном, этанолом, ацетоном и при необходимости - с прочими органическими и/или неорганическими присадками (добавками 40) подвергают размолу со смешиванием 100, например, в шаровой мельнице или в аттриторе. Полученную суспензию 50 сушат, причем жидкость для размола 90 удаляют и получают смесь твердых сплавов 60. Этой смеси твердых сплавов прессованием 120 придают желательную форму, причем получают прессовку 70. Затем ее спекают обычным способом, как подробно описано ниже (спекание 130). При этом получают формованный предмет 90, состоящий из твердого сплава.
Кроме того, возможно присутствие обычных вспомогательных веществ. Речь при этом, в частности, идет об органических или неорганических добавках.
Органические добавки - это, например, парафин, низкомолекулярный полиэтилен или сложные эфиры или амиды длинноцепочечных жирных кислот, используемые в качестве вспомогательных средств прессовки, средства образования пленки для стабилизации гранулятов после распылительной сушки, как, например, полиэтиленгликоль или поливиниловый спирт, или антиоксиданты, как то: гидроксиламин или аскорбиновая кислота. Особо удобно применять в качестве органических добавок низкомолекулярные органические соединения. Если применяют полимеры, то к надлежащим полимерам относятся таковые с низкой предельной температурой полимеризации, предпочтительно ниже 250°С, например полиакрилаты и полиметакрилаты, как то: полиметилметакрилат, полиэтилметакрилат, полиметилакрилат, полиэтилакрилат, либо же поливинилацетат или гомополимеры или сополимеры полиацеталя.
Их обычно применяют в количествах от 1% мас., до 5% мас., относительно общего количества компонентов a, b и с.
Неорганические добавки - это, например, одноэлементный углерод или порошок огнеупорного металла, добавляемые для управления балансом углерода при спекании, они также могут повлиять на усадку и ее изотропность. В качестве порошков огнеупорного металла можно применять, например, порошок вольфрама, хрома или молибдена. В общем случае их используют в количествах менее 1:5, в особенности - менее 1:10 в массовом отношении к общему содержанию связки твердого сплава.
В качестве углерода можно применять сажу или графит. В общем случае надлежащие графитные порошки отличаются удельной площадью поверхности (BET) в пределах от 10 до 30 м2/г, в особенности - от 15 до 25 м2/г, целесообразно - в пределах от 15 до 25 м2/г. Значение d50 распределения частиц по размеру преимущественно составляет от 2 до 10 мкм, целесообразно - от 3 до 7 мкм, а значение d90 обычно находится в пределах от 5 до 15 мкм.
Основное существо изобретения состоит в том, чтобы иметь при прессовании по возможности минимальную долю стабильной при комнатной температуре фазы bcc в составах связки, которые, если бы они были полностью предварительно сплавлены, при комнатной температуре находились бы в двухфазной области bcc/fcc. Этого добиваются, формируя брутто-состав связки, по меньшей мере, из двух различных порошков, один из которых при комнатной температуре представляет собой стабильную фазу bcc, (например, порошок железа или богатый железом состав, который при комнатной температуре стабилен и содержит одну лишь фазу bcc), а второй при комнатной температуре представляет собой стабильную фазу fcc или содержит большую стабильную фазу fcc, чем содержал бы брутто-состав, если бы весь сплав был создан предварительно.
Еще одна важная черта изобретения состоит в том, чтобы во время прессования иметь по возможности минимальную долю фазы bcc в таких составах связок по сравнению с ситуацией, когда бы они были полностью сплавлены предварительно.
Этого добиваются, формируя брутто-состав связки, по меньшей мере, из двух различных порошков, один из которых при комнатной температуре содержит большее количество фазы bcc по сравнению с применением для изготовления смеси твердых сплавов одноэлементных металлических порошков.
Таким образом, изобретение преимущественно имеет значение для того диапазона состава FeCoNi связки (состава брутто), который в предварительно сплавленном состоянии находится при комнатной температуре (предполагается, что температура при размоле со смешиванием находится между комнатной температурой и самое большее 80°С) согласно фазовой диаграмме находится в двухфазной области bcc (кубическая, центрованная по объему)/fсс (кубическая, центрованная по площади), что дает предпосылки для выделения фаз bcc с механической активацией. Поскольку фазы fcc более стабильны при высоких температурах либо же область их существования больше, общим правилом считают, что предварительно сплавленные металлические порошки в системе FeCoNi - при условии, что при комнатной температуре состав находится в двухфазной области - при комнатной температуре в принципе перенасыщены фазой fcc, что обусловлено обычной температурой производства, находящейся между 400 и 900°С, и поэтому склонный к выделению фазы bcc при механической активации. Следовательно, этот предпочтительный участок задан границей двухфазной области fcc/bcc и области fcc. Поэтому предпочтительно формировать брутто-состав связки, с одной стороны, из одного или нескольких предварительно сплавленных порошков из группы FeCoNi, FeNi, CoNi и Ni (с более высокой стабильной при комнатной температуре долей фазы fcc, чем в брутто-составе, или же вообще на 100% состоящих из стабильной при комнатной температуре фазы fcc, как то: порошок никеля или FeNi 15/85), а с другой стороны, из порошка, принадлежащего к группе стабильных однофазных порошков bcc или таковых с более высокой долей стабильной при комнатной температуре фазы bcc, например, порошка железа, порошка FeCo, содержащего до 90% Со, FeNi 82/18 или FeCoNi 90/5/5.
Неожиданным образом в предварительно сплавленном порошке состава FeCoNi 40/20/40 уже при комнатной температуре методом рентгеноструктурного анализа обнаружили центрованную по площади кубическую фазу, хотя фазовые диаграммы, опубликованные для этого состава, позволяют считать стабильной только центрованную по площади кубическую фазу. Кроме того, очень высокая доля центрованной по площади кубической фазы после размола со смешиванием из примера 1 также дает указания на то, что граница двухфазной области fcc/bcc и области fcc должна проходить по областям гораздо более низких значений содержания железа, чем это указано в литературе.
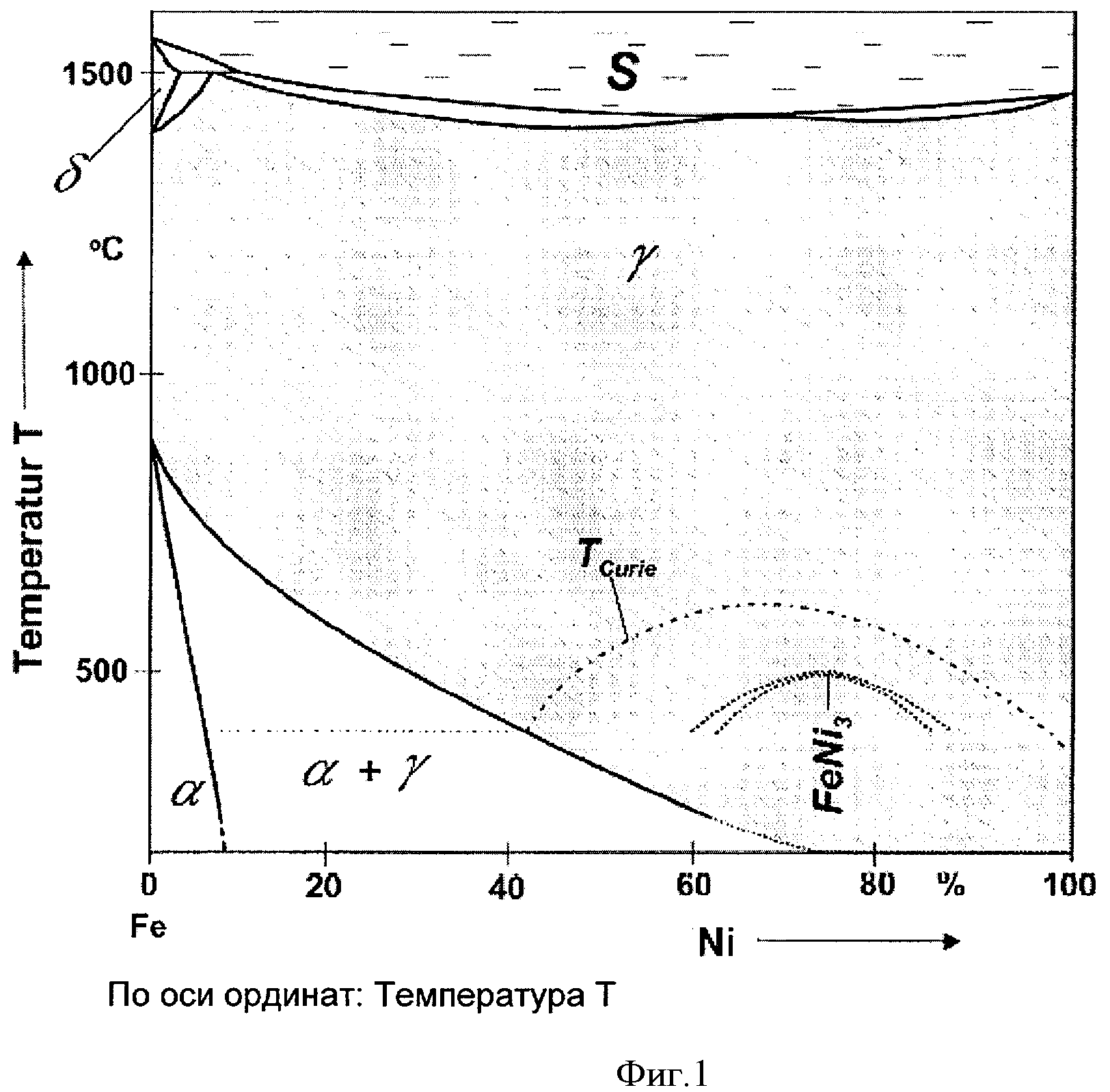
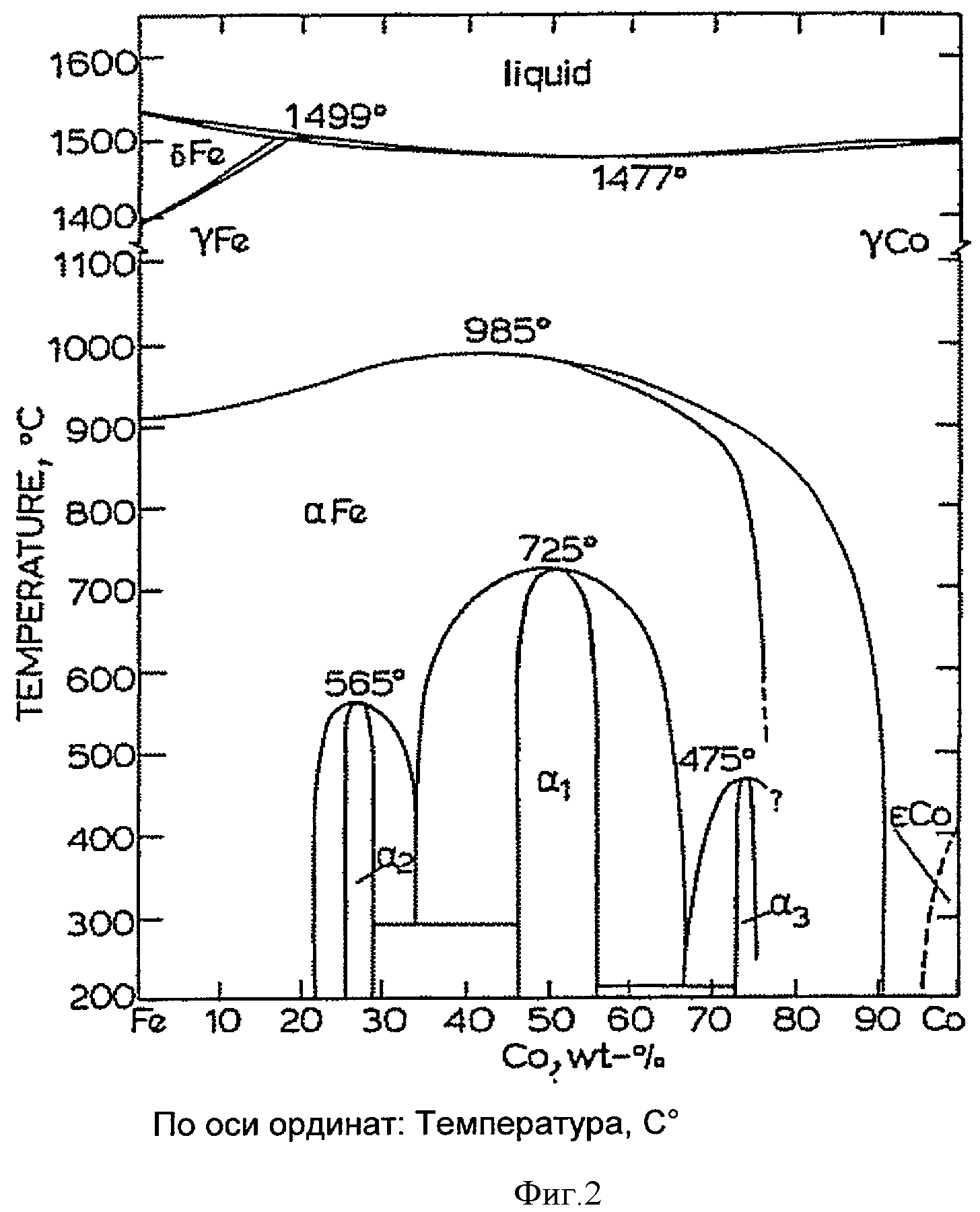
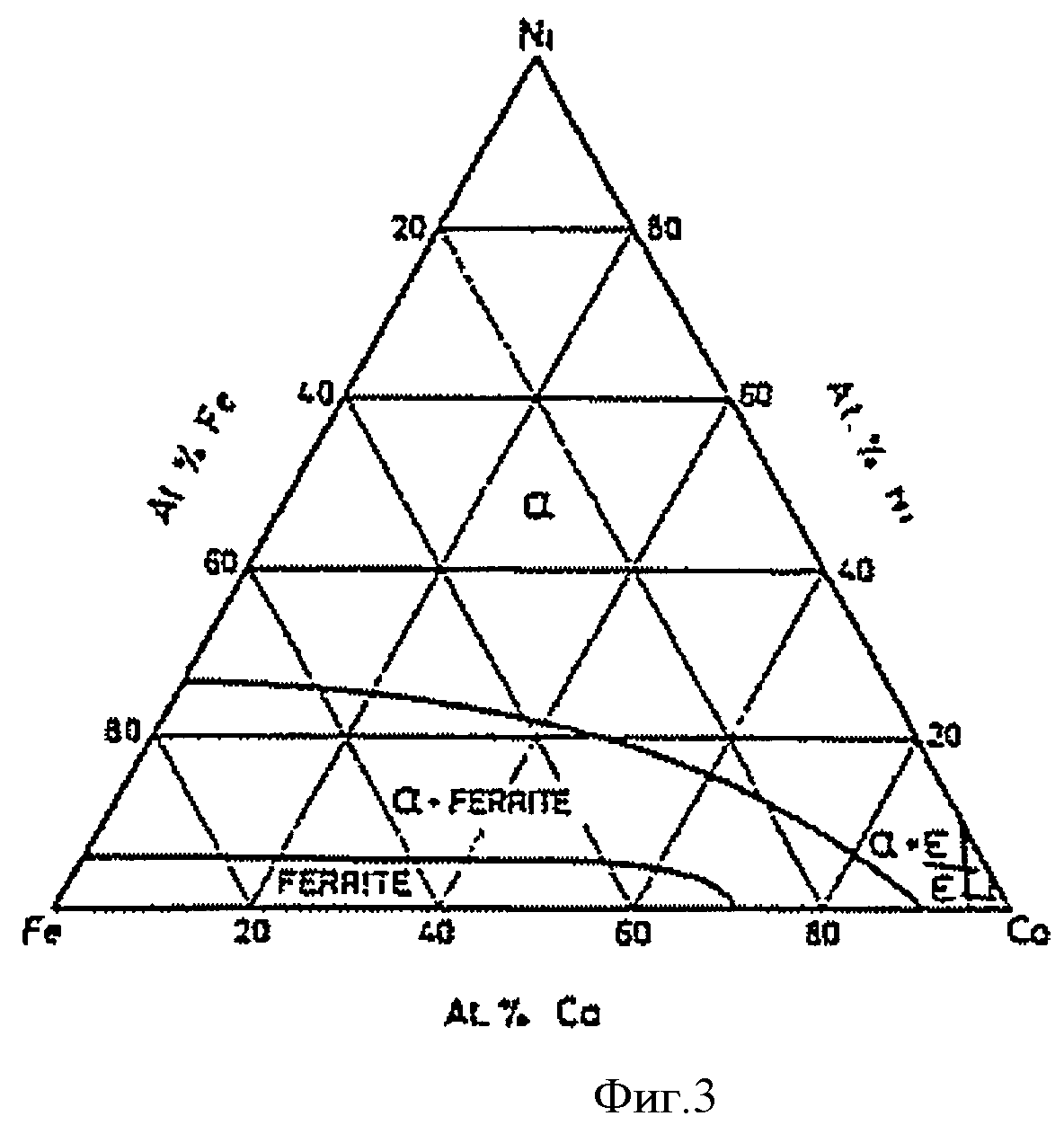
Если рассмотреть известные бинарные фазовые диаграммы при комнатной температуре для систем FeNi (представлена на фиг.1) и FeCo (представлена на фиг.2), которые представляют собой две краевые системы троичной системы, то обнаруживается, что опубликованная фазовая диаграмма FeCoNi (представлена на фиг.3, из Bradley, Bragg et al., J. Iron, Steel Inst. 1940, (142), S. 109-110) со свободной от Ni стороны соответствует диаграмме FeCo (граница двухфазной области с областью fcc примерно при 10% Fe), но со стороны, не содержащей Со, имеются очень значительные расхождения. В частности, в то время как согласно фазовой диаграмме трехкомпонентной системы граница двухфазной области с fcc в краевой системе FeNi располагается примерно при 26% Ni, в краевой системе FeNi она располагается на 70% Ni. Если обе эти точки из на краевых системах (FeNi 30/70 и FeCo 10/90) соединить друг с другом в диаграмме трехкомпонентной системы, то можно отобразить примерное прохождение линии раздела двухфазной области и fcc при комнатной температуре и получить таким образом ее примерные очертания в трехкомпонентной системе.
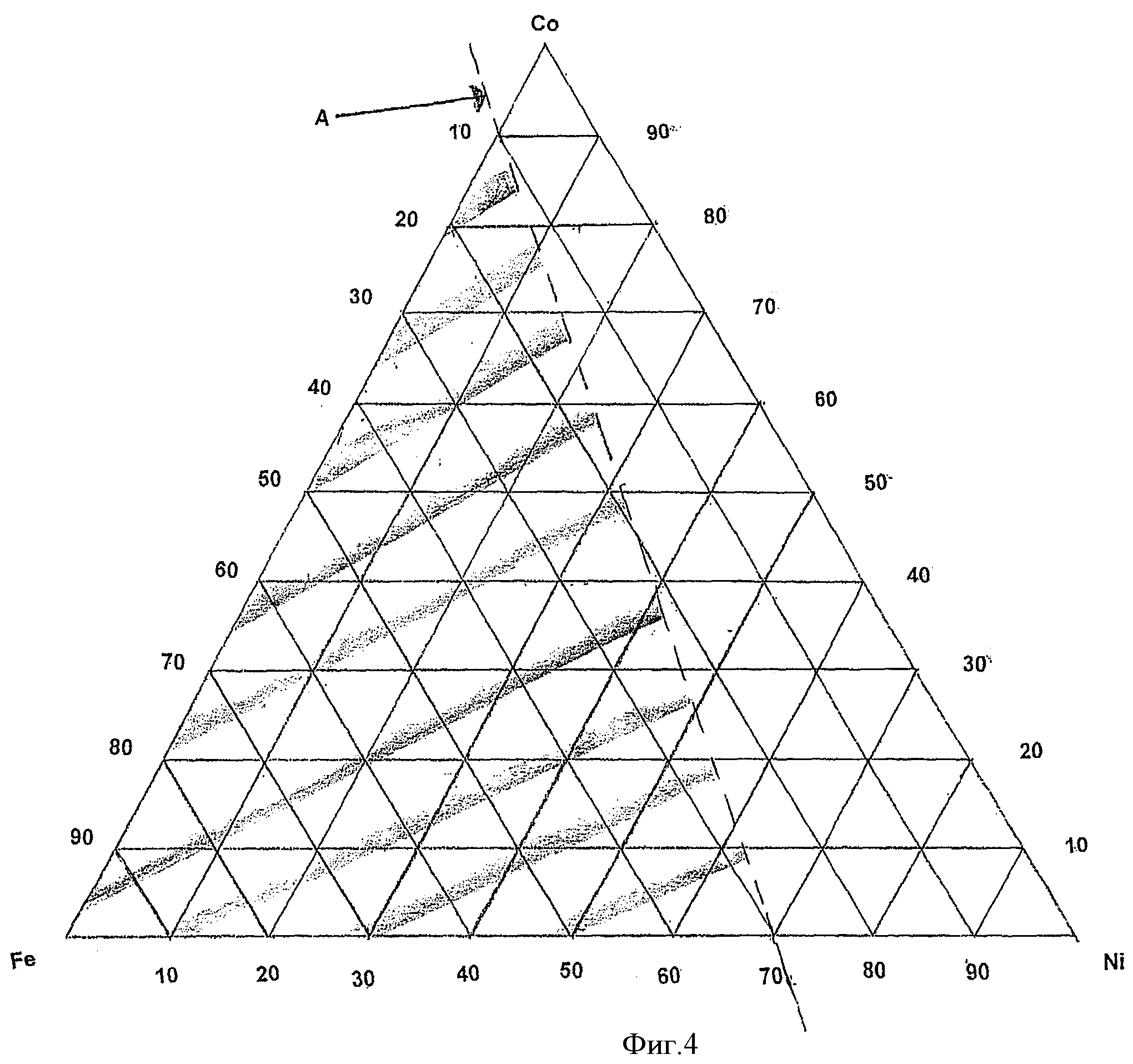
Это показано на фигуре 4. Пунктирная линия А на диаграмме изображает границу, заштрихованная область слева от пунктирной линии А представляет собой область брутто-состава согласно изобретению. Эта полученная линия также представляет собой вспомогательное средство для выбора порошка связки, содержащего по возможности высокую долю fcc, стабильную при комнатной температуре.
Интересно отметить, что при таком прохождении линии границы состав FeCoNi 40/20/40 должен быть двухфазным. Следовательно, предпочтительно реализовывать изобретение в таких составах связки FeCoNi, которые удовлетворяют условию максимального содержания Со 90%, а также максимального содержания Ni в 70%, с дополнительным условием

Это дает математическое описание линии границы А на фигуре 4.
Предпочтительно применять в качестве порошка железа в компоненте b) одноэлементный порошок, но это может быть и порошок богатого железом сплава. Из фазовой диаграммы можно заключить, что эта предпочтительная область порошка bcc, стабильного при комнатной температуре, удовлетворяет условиям "Ni максимум 10%" и "Со максимум 70%". Кроме того, можно применять и любой богатый железом предварительно сплавленный порошок с более высокой стабильной при комнатной температуре долей bcc, чем та, которую бы имел брутто-состав в виде предварительно сплавленного порошка.
Брутто-состав связки, который можно рассчитать из химических составов применяемых одноэлементных порошков или порошков сплава, учитывает только содержание металла в применяемых порошках. При этом не учитывают содержание кислорода, азота, углерода или, возможно, присутствующих пассиваторов органической природы (например, восков, полимеров или антиоксидантов, например, аскорбиновой кислоты). Это следует принимать во внимание особенно в случае обычных рыночных железо-углеродных порошков, которые во всяком случае могут содержать углерод и азот в количествах, превышающих в каждом случае один процент по массе. Тем не менее, их называют одноэлементными порошками. Согласно изобретению предпочтительно, чтобы элементы медь, цинк или олово присутствовали самое большее в следовых концентрациях, то есть в количествах самое большее по 1000 ррm.
Удивительно, но в литературе не обнаружено информации, как можно контролировать усадку или ее анизотропию в твердых сплавах, связанных FeCoNi, хотя эти величины важны для управления промышленным производством изделий по возможности с окончательными или близкими к таковым параметрами.
Компонент а) представляет собой так называемый предварительно сплавленный порошок. Изготовление предварительно сплавленных порошков, в принципе, известно специалисту, оно описано, например, в европейских заявках ЕР-А-1079950 и ЕР-А-865511, на которые дана ссылка. Эти предварительно сплавленные порошки можно изготавливать восстановлением металлических соединений или смесей оксидов, прошедших совместную преципитацию, водородом при температурах от 300°С до 600°С до металлического порошка. В качестве альтернативы можно изготавливать предварительно сплавленные металлические порошки и другими способами, которые дают возможность смешивания металлических компонентов путем диффузии, как, например, смешивание и отжиг оксидов. Восстановления можно при соответствующей температуре добиться и в других восстанавливающих газах. Такие способы известны специалисту либо же их можно разработать в небольшом числе соответствующих экспериментов.
До сих пор в литературе предварительно сплавленными порошками (например, atomised pre-alloy, "атомизированный пред-сплав") ошибочно называют и порошки, полученные смешиванием и плавлением одноэлементных порошков, а также последующим распылением расплавов. Следует подчеркнуть, что используемое в настоящем тексте понятие "предварительно сплавленные порошки" не относится к таким порошкам, и последние существенно отличаются по свойствам.
Для изготовления предварительно сплавленных металлических порошков, применяемых согласно изобретению, водный раствор, содержащий соли желательных металлов в соответствующих количественных соотношениях друг с другом, смешивают с водным раствором, например карбоновой кислоты, гидроксида, карбоната или основного карбоната. Целесообразно, чтобы соли представляли собой нитраты, сульфаты или галогениды (в особенности хлориды) железа, кобальта или никеля. При этом образуются нерастворимые соединения металлов, которые выпадают из раствора в осадок и которые можно отделить фильтрованием. Продукт осаждения представляет собой гидроксиды, карбонаты или оксалаты металлов. Этот продукт осаждения можно в качестве опции подвергнуть термическому разложению при температуре от 200 до 1000°С в содержащей кислород атмосфере (кальцинация). После осаждения и сушки или после этапа кальцинации продукт осаждения можно восстановить до предварительно сплавленного металлического порошка в содержащей водород атмосфере при температуре от 300 до 1000°С. Компонент а), предварительно сплавленный порошок, содержит по меньшей мере два металла, выбранные из группы, которую образуют железо, никель и кобальт. Примеры предварительно сплавленных порошков в компоненте а) - это предварительно сплавленные порошки CoNi с соотношением Co:Ni от 0 до 200, также предварительно сплавленные с Fe в количестве до 10%, порошки FeNi, содержащие до 30% Fe, FeNi 50/50. Примеры компонента b) - это FeCo 50/50, FeCo 20/80, FeCoNi 90/5/5, FeNi 95/5.
Компонент b) представляет собой одноэлементный порошок, выбранный из группы, которую образуют железо, никель и кобальт, в качестве альтернативы еще один предварительно сплавленный порошок. Еще в одном исполнении изобретения компонент b) представляет собой предварительно сплавленный порошок, выбранный из группы, которую образуют сочетания железо/никель, железо/кобальт, железо/никель/кобальт и никель/кобальт, и который отличается от компонента а).
Предпочтительно, чтобы брутто-состав компонентов а) и b) в совокупности содержал по меньшей мере 10% мас., железа и максимум 70% мас., никеля. Особо предпочтительно, чтобы доли фазы fcc, стабильной при комнатной температуре, в компонентах а) и b) отличались друг от друга, и превышала бы таковую в компонентах а) и b), если бы они оба были предварительно сплавлены с образованием желательного брутто-состава связки. Целесообразно также, чтобы содержание кобальта составляло самое большее 90%.
Компоненты а) или b), в свою очередь, могут также состоять из компонентов различного состава, так что теоретически количество применяемых порошков-связок неограниченно. В этом случае порошок-связку также выбирают согласно изобретению, т.е. доля стабильной при комнатной температуре фазы fcc выше, чем таковая брутто-состава в варианте предварительно сплавленного порошка.
В другом варианте исполнения изобретения компонент b) согласно изобретению представляет собой обычный порошок железа либо же компонент b - это обычный металлический порошок никеля, например, для применения в порошковой металлургии, либо же компонент b) представляет собой обычный порошок кобальта. В этом случае целесообразно, если компонент b) - это обычный порошок железа или никеля.
Это порошки, имеющие в основном сферическую, угловатую или фрактальную форму частиц, как это изображено, например, на фигуре 1 заявки РСТ/ЕР/2004/00736. Эти металлические порошки представляют собой одноэлементные порошки, то есть эти порошки в основном состоят из металла, предпочтительно - чистого. Порошок может содержать обычные примеси. Эти порошки известны специалисту и представлены в торговле. Известно множество металлургических или химических способов их изготовления. Если необходимо изготовить тонкодисперсные порошки, начальным этапом этих известных способов часто является плавление металла. Также для изготовления «обычных порошков» часто используют грубое или тонкое механическое измельчение металлов или сплавов, которое, однако, ведет к образованию частиц с формой, отличной от сферической. Если оно работает в принципе, то представляет собой очень простой и эффективный метод изготовления порошка (W.Schatt, К.-Р.Wieters в „Powder Metallurgy - Processing and Materials", EPMA European Powder Metallurgy Association, 1997, 5-10). Существенное влияние на морфологию частиц задает также способ распыления. Предварительно сплавленные порошки - это порошки, состоящие из первичных зерен, соединенных точечным спеканием, обладающие поэтому внутренней пористостью, и которые поэтому можно измельчать размолом со смешиванием, как это описано, например, в международной заявке WO 00/23631 А1, стр.1, строки 26-30. Металлические порошки, полученные распылением из расплава, напротив, непригодны для описываемого способа, поскольку не имеют внутренних пор. Описанный размол со смешиванием для изготовления смеси твердых сплавов ведет в случае применения металлических порошков, полученных распылением, не к измельчению, а к пластической деформации частиц порошка, что ведет к формированию структурных дефектов в спеченном твердом сплаве. Известны так называемые лужи связки ("binder pools"), которые не содержат твердого вещества, а также продолговатые поры, возникающие из-за того, что деформированные частицы металла с высоким соотношением размеров плавятся при спекании жидкой фазы, а окружающий порошок твердого вещества всасывает их, оказывая капиллярный эффект; при этом остается пора, имеющая форму деформированной металлической частицы. По этой причине при изготовлении твердых сплавов предпочтительно применяют металлический порошок кобальта с точечным спеканием, который изготавливают восстановлением оксидов или оксалатов посредством водорода. Распыленные кобальтовые металлические порошки, хотя они и просты в производстве, не утвердились в производстве смесей твердых сплавов по причине вышеописанных проблем.
Кроме изготовления обычных металлических порошков для применения в порошковой металлургии способом распыления, часто используют другие одноступенчатые пирометаллургические способы, как, например, так называемое «спиннингование расплава», т.е. разлив расплава на охлаждаемый валик, благодаря чему образуется тонкая лента, как правило, легко поддающаяся измельчению, или так называемая «тигельная экстракция расплава», т.е. погружение быстро вращающегося охлаждаемого валика с профилем в расплав металла, при котором получают частицы или волокна.
Подходящий вариант изготовления обычных одноэлементных порошков для применения в порошковой металлургии, которые пригодны для изготовления смеси твердых сплавов согласно изобретению, - это химический путь - восстановление металлов или солей металлов (W.Schatt, K.-Р.Wieters in "Powder Metallurgy - Processing and Materials", EPMA European Powder Metallurgy Association, 1997, 23-30), при котором способ работы (за исключением применяемого исходного металла) идентичен изготовлению компонента а). Особо тонкие частицы, размер которых менее одного микрона, можно также получать, сочетая процессы испарения и конденсации металлов, а также с помощью реакции в газовой фазе (W (вольфрам). Schatt, K.-Р.Wieters в „Powder Metallurgy - Processing and Materials", EPMA European Powder Metallurgy Association, 1997, 39-41).
Известный промышленный способ изготовления порошков из железа, никеля и FeNi - это так называемый карбонильный способ, при котором подвергают термическому разложению металл-карбонилы. В этом случае размеры частиц составляют от 0,3 до 10 мкм, причем порошки с размером зерна менее 5 мкм часто пригодны для изготовления твердых сплавов, как, например, представленный в торговле порошок карбонильного железа типа СМ производства BASF AG, Германия.
Компонент с), порошок твердого вещества, в принципе, известен специалисту и представлен в торговле. Эти порошки твердых веществ состоят из, например, карбидов, боридов, нитридов металлов групп 4, 5 и 6 таблицы Менделеева. Целесообразно, чтобы порошки твердых веществ в порошковой смеси согласно изобретению представляли собой, в частности, карбиды, бориды и нитриды элементов групп 4, 5 и 6 таблицы Менделеева; в особенности карбиды, бориды и нитриды элементов молибдена, вольфрама, хрома, гафния, ванадия, тантала, ниобия и циркония. Выгодно применение, в частности, таких твердых веществ, как нитрид титана, борид титана, нитрид бора, карбид титана, карбид хрома или карбид вольфрама. В качестве порошка твердого вещества можно применять одно или несколько из вышеуказанных соединений.
В общем случае компонент с), порошок твердого вещества, применяют с соотношением компонентов а) и b) к компоненту с), составляющим от 1:100 до 100:1, или от 1:10 до 10:1, или от 1:2 до 2:1, или от 1:1. Если он представляет собой, например, карбид вольфрама, нитрид бора или нитрид титана, то их целесообразно применять в количествах от 3:1 до 1:100, или от 1:1 до 1:10, или от 1:2 до 1:7, или от 1:3 до 1:6,3.
В другом варианте исполнения изобретения твердое вещество целесообразно использовать в количествах от 3:1 до 1:100, или от 1:1 до 1:10, или от 1:2 до 1:7, или от 1:3 до 1:6,3.
В еще одной форме исполнения изобретения металлическая порошковая смесь представляет собой смесь компонентов а) и b) и компонента с) с тем условием, что отношение компонентов а) и b) к компоненту с) составляет от 3:1 до 1:100, или от 1:1 до 1:10, или от 1:2 до 1:7, или от 1:3 до 1:6,3. Перед использованием в способе согласно изобретению средний размер частиц в общем случае находится в пределах от 0,1 мкм до 100 мкм.
Смесь твердых сплавов согласно изобретению может содержать в качестве прочих компонентов обычные органические и неорганические добавки, как, например, органические связки, образующие пленку, как это описано выше.
Компонент а), предварительно сплавленный порошок, и компонент b), одноэлементный порошок или другой предварительно сплавленный порошок, дополняют друг друга, образуя в совокупности желательный состав металла-связки ("брутто-состав") для компонента с), твердого вещества. При этом компоненты а) и b) в совокупности содержат по меньшей мере 10% мас., железа, максимальное содержание никеля составляет 70% мас., и целесообразно, чтобы максимальное содержание кобальта составляло 90%. При этом особенно выгодно соблюдение того условия, чтобы содержание железа в брутто-составе обоих компонентов а) и b) в совокупности удовлетворяло следующему неравенству:

(где Fe: содержание железа в % мас. %Со: содержание кобальта в % мас. %Ni: содержание никеля в % мас.),
Целесообразно, чтобы совокупное содержание никеля в компонентах а) и b) составляло 70% мас. или менее.
Еще в одном варианте исполнения изобретения общее содержание никеля в обоих компонентах а) и b) составляет 45% мас. порошковой смеси или меньше, если содержание кобальта составляет менее 5% мас.
В другом варианте исполнения изобретения компонент а) представляет собой предварительно сплавленный порошок, состоящий из железа и никеля, а компонент b) обычный одноэлементный порошок железа. Еще в одном варианте исполнения изобретения компонент а) представляет собой предварительно сплавленный порошок, выбранный из группы, состоящей из FeNi 50/50 и FeCoNi 40/20/40, либо же металлический порошок никеля. Здесь составные части предварительно сплавленного порошка обозначены символами элементов, а числа указывают количество соответствующего металла в процентах по массе. В этом случае выгодно, чтобы компонент b) представлял собой обычный порошок железа или предварительно сплавленный порошок состава FeCo 50/50, FeCoNi 90/5/5 или FeNi 90/10.
Смесь твердых сплавов применяют согласно изобретению для изготовления формованных предметов путем спекания. Для этого смесь твердых сплавов спрессовывают и спекают. Из смеси твердых сплавов согласно изобретению можно, применяя известные технологии порошковой металлургии, формировать заготовки, а затем при температуре от 1220 до 1600°С в течение времени, составляющего от 0,1 до 20 часов, ее спекают с образованием жидкой металлической связующей фазы. При наличии органической добавки перед спеканием необходимо провести выжигание заготовки, что осуществляют, например, путем нагрева до температуры 200-450°С, хотя возможны и другие методы.
Целесообразно проводить спекание в инертной или восстанавливающей атмосфере либо же в вакууме. В качестве инертных газов можно применять благородные газы, как то: гелий или аргон, в отдельных случаях также азот, а в качестве восстанавливающих газов - водород или его смеси с азотом или благородными газами. Иногда применяют и углеводороды.
Организация всего цикла спекания имеет большое значение для механических свойств твердых сплавов, но не для усадки, если уплотнение при спекании близко к теоретическому.
Дальнейшее описание изобретения содержится в следующих примерах. Во всех примерах описан твердый сплав с одинаковым номинальным составом и брутто-составом связки. Значения плотности спекания при содержании связки 20% составляли 13,1+/-0,1 г/см3, так что привлечение этого среднего значения для расчета общей усадки было допустимо в целях удобства сравнения примеров между собой. Отдельные спеченные образцы подготовили для металлографических исследований, причем пористость была лучше, чем А02 В02 согласно ISO 4505.
Контрольный пример 1
В качестве металлического порошка-связки применяли изготовленный согласно европейской заявке ЕР-А-1079950 предварительно сплавленный металлический порошок FeCoNi 70/10/20 Amperit® MAP НМ производства фирмы Н.С.Starck GmbH, Германия, со следующими свойствами: железо 69,7% мас., кобальт 10,3% мас., никель 19,5% мас., кислород 0,51% мас., углерод 0,0242% мас., FSSS 2,86 мкм Порошок исследовали методом рентгеноструктурного анализа. Соотношение высот главных пятен fcc и bcc составило bcc/fcc=3,45. Из этого можно заключить, что доля bcc составляет около 78% об.
100 г металлического порошка связки в течение 14 часов подвергали размолу со смешиванием с 400 г WC (FSSS 0,6 (ASTM В330), тип WC DS 60, изготовитель: Н.С.Starck GmbH) и 2,13 г сажи (удельная поверхность: 9,6 м2/г) в 570 мл спирта и 30 мл воды в шаровой мельнице (емкость 2 л) с 5 кг шаров из твердого сплава диаметром 15 мм при 63 об/мин. Шары из твердого сплава отделили механическим образом, а полученную суспензию нагрели, вращая стеклянную колбу при 65°С и 175 мбар абсолютного давления, чтобы отделить вспомогательную жидкость размола с помощью дистилляции. Получили порошок твердого сплава, который просеяли через сито с размером ячейки 400 мкм. Рентгеноструктурным анализом определили соотношение высот главных пятен bcc/fcc, которое составило 14,3, т.е. доля bcc составляет около 94% об., а доля fcc - около 6% об. Эти результаты дают основания полагать, что доля фазы fcc, стабильная при комнатной температуре, составляет для FeCoNi 70/10/20 самое большее 6% об.
С помощью твердого нижнего пуансона провели одноосное прессование порошка твердого сплава, определили плотности прессовок и провели спекание в вакууме в течение 1 ч при 1400°С. Результаты, полученные таким образом, приведены в нижеследующей таблице:
Изменение фазовых характеристик обусловлено, вероятно, тем, что при комнатной температуре полностью предварительно сплавленный порошок-связка перенасыщен в отношении содержания гранецентрированной кубической фазы, а ввиду механической активации при размоле со смешиванием скорость превращения fcc в bcc возрастает.
Контрольный пример 2
Пример 1) повторили, но вместо предварительно сплавленного порошка связки использовали следующий одноэлементный металлический порошок:
Ввиду наличия в чистом порошке углерода количество добавленной сажи пришлось снизить до 0,84 г, чтобы добиться в рецептуре того же содержания углерода, что и в примере 1. Поскольку при комнатной температуре только порошок Ni представляет собой стабильную фазу fcc, а порошок Со имеет преимущественно гексагональную структуру, массовая доля фазы fcc получается равной 20,67%, а доля fcc, стабильная при комнатной температуре, напротив, составляет 20%, поскольку доля fcc в металлическом порошке кобальта метастабильна, железо при комнатной температуре имеет структуру bcc, а кобальт - стабильную гексагональную структуру. Получили следующие результаты:
Контрольный пример 3
а) пример 1) повторили, но в качестве инертного агента, облегчающего скольжение, добавили 0,71 г порошка графита с удельной поверхностью 20 м2/г, d50, равной 3,3 мкм и d90 в 6.5 мкм, а добавляемое количество сажи уменьшили на ту же величину. Полученные результаты представлены в следующей таблице:
Сравнение примеров 1 и 2 показывает, что плотность до спекания, полученная на полностью предварительно сплавленном порошке связке, сравнима с таковой, которую получают при использовании отдельных порошков.
b) В следующем контрольном примере 3 b действовали так же, как и в примере 3 а, но применяли графитовый порошок с удельной поверхностью 14,2 м2/г, d50, равной 6 мкм и d90 в 12 мкм:
Пример 4
Пример 1 повторили, но вместо предварительно сплавленного порошка связки добавили следующие количества предварительно сплавленного порошка-связки или металлического порошка железа:
Чтобы получить то же содержание углерода в рецептуре, что и в примере 1, добавили 1,94 г сажи. Предполагаемая доля fcc при комнатной температуре должна была примерно составлять и рассчитана следующим образом: согласно фазовой диаграмме FeNi при комнатной температуре состав FeNi 50/50 нестабилен и разделяется на FeNi 90/10, а также FeNi 30/70. Доли продуктов разделения составляют 1/3 для FeNi 90/10 и 2/3 для FeNi 30/70. Это означает, что FeNi 50/50 содержит долю фазы fcc, стабильной при комнатной температуре, равную 2/3. FeCo 50/50 и Fe при комнатной температуре представляют собой стабильную фазу bcc. Следовательно, в брутто-составе доля фазы fcc, стабильной при комнатной температуре, составляет 2/3×40%=26.7%.
Результаты представлены в нижеследующей таблице:
Пример 5
Пример 1 повторили, но вместо предварительно сплавленного порошка связки добавили следующие количества предварительно сплавленного порошка-связки или порошка железа:
Чтобы получить то же содержание углерода в рецептуре, что и в примере 1, добавили 2,03 г сажи. Общая доля фазы fcc составляет 0,5×56,3%=28,3%. После размола со смешиванием в долю фазы fcc в предварительно сплавленной части связки, предположительно стабильную при комнатной температуре, оценить сложно, поскольку фазовая диаграмма FeCoNi при этом составе сплава при комнатной температуре неизвестна, но она должна быть значительно ниже 50%, поскольку исходный порошок FeCoNi 40/20/40 выделяет фазу bcc уже при температуре ниже 500°С. Таким образом, предполагается, что доля fcc связки, стабильная при комнатной температуре, находится ниже 25%.
Полученные результаты представлены в нижеследующей таблице:
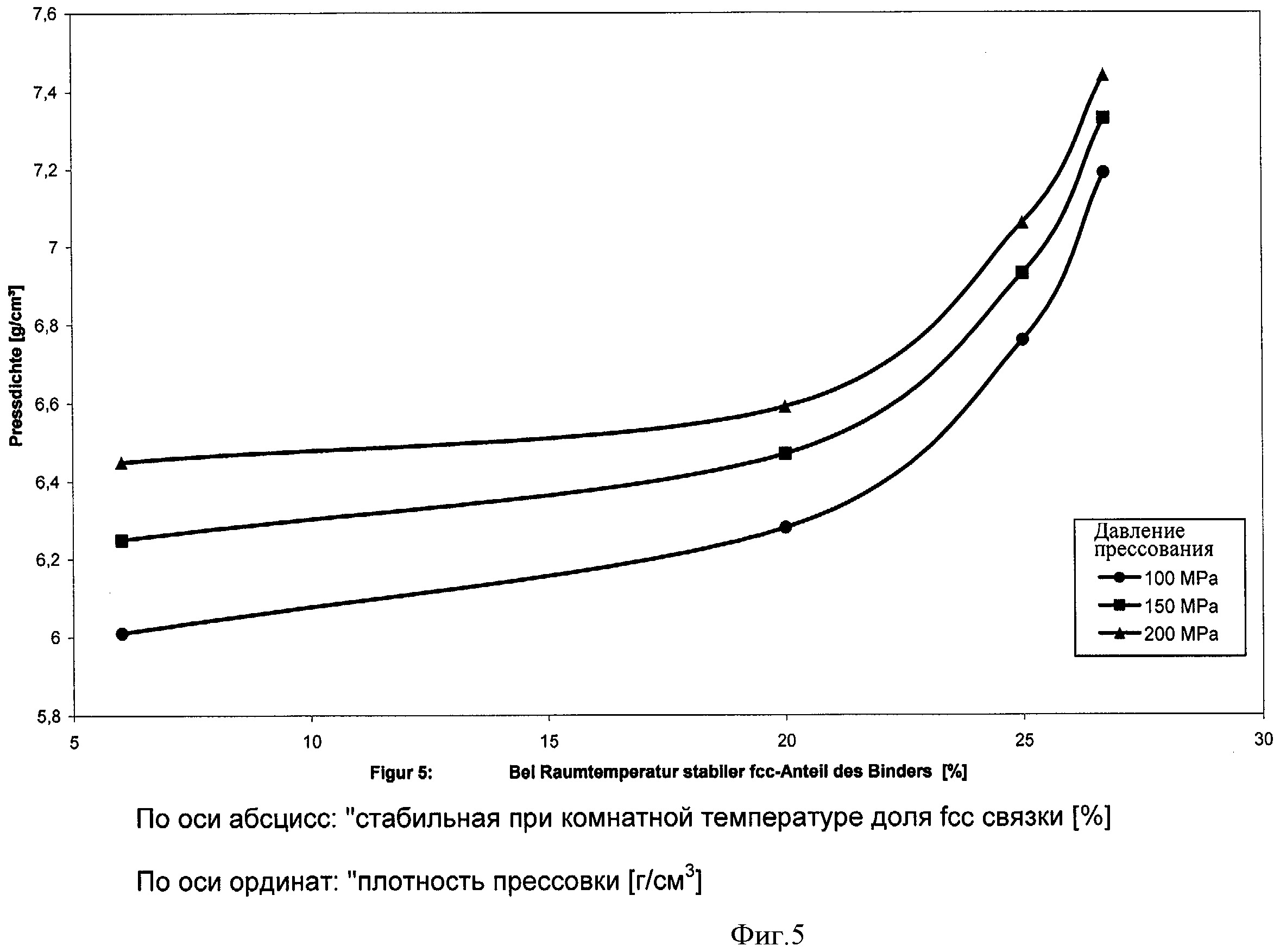
Результаты примеров 1-5 представлены на фиг.1. Видно, что в том случае, когда все применяемые металлические порошки стабильно представляют собой одну фазу, а доля fcc, стабильная при комнатной температуре, максимальна, получается самая высокая плотность без спекания и самая низкая общая усадка.
Контрольный пример 6
Повторили пример 2. Часть порошка твердого сплава подвергли прессовке непосредственно после сушки, а другую часть - инфильтрации согласно международной заявке WO 2004 014586, в соотношении 2 массовые части парафина на 98 частей порошка твердого сплава, с целью добиться равномерного распределения воска. В следующей таблице сравнивают результаты "с воском" и "без воска". Значения для плотности прессовки "с воском" получали, умножая результат измерения плотности прессовки на 0,98, поскольку воск при спекании выжигают.
Из результатов можно сделать вывод, что применение вспомогательных веществ прессования не оказывает влияние на плотность прессовки и выводимую из нее общую усадку, но что, однако, различия в наблюдаемой усадке, измеренной перпендикулярно и параллельно направлению прессования, составляющие около 1 процентного пункта в случае без воска, с применением воска снижаются до 0,6-0,8%. То есть нежелательную анизотропию усадки с помощью вспомогательного средства прессовки можно только смягчить. Недостатки применения при спекании одноэлементных порошков сохраняются.
Контрольный пример 7
Порошок твердого сплава из примера 1 пропитали парафиновым воском, так что итоговое содержание составило 2%. Значения плотности прессовки после коррекции на содержание воска составляли 5,99 (100 МПа), 6,39 (150 МПа) и 6,61 (200 МПа). Сравнение с примером 1 показывает, что добавление воска обеспечивает лишь незначительное улучшение плотности до спекания.
Из примеров 6 и 7 можно заключить, что общие характеристики уплотнения при прессовке в основном определяются фазовым состоянием металлического порошка-связки после размола со смешиванием, а лишь во вторую очередь - добавлением средства, облегчающего скольжение.
Пример 8 (а) согласно изобретению)
Провели изготовление, прессовку и спекание 3 составов твердого сплава с 6% мас. связки FeCoNi 70/10/20 аналогично предшествующим примерам. Температура спекания составила 1500°С. Рецептуру связки варьировали:
а) состоящая из FeCo 50/50, FeNi 50/50 и порошка Fe в пропорции 1:2:2 по массе
b) состоящая из полностью предварительно сплавленного FeCoNi 70/10/20
c) состоящая из одноэлементных порошков
Плотность спекания составила 14,80 г/см3+/- 0,03, но в варианте b) наблюдали поры, что позволило достичь только 14,54 г/см3.
Между тремя вариантами с 6 % связки различия в плотности до спекания и в значениях усадки не столь выражены, как при 20%, поскольку доля связки, естественно, играет меньшую роль в распределении усилий прессования.
В варианте а) наблюдают меньшую анизотропию усадки, чем в варианте с).
В варианте b) спекание не получилось, что указывает на низкую гомогенность плотности до спекания и на очень высокое внутреннее трение при прессовании. Поэтому значения усадки оценить не удалось.
Сводка результатов представлена в следующей таблице (в каждом случае
а) - с) друг под другом):
Примеры 9-12 (частично согласно изобретению)
Порошки твердых сплавов из контрольных примеров 1 и 2, а также 4 и 5 (контрольные примеры 9 и 10, примеры 11 и 12) снова спрессовали, измерили прессовки и провели спекание в вакууме при 1410°С. Спеченные образцы измерили, определяя размеры параллельно и перпендикулярно направлению прессования, а затем рассчитали усадку в обоих направлениях, воспользовавшись размерами в спрессованном состоянии.
Результаты примеров 9-12 ясно иллюстрируют суть изобретения. Оба варианта исполнения согласно изобретению демонстрируют существенно меньшую усадку при одновременно более высоком значении К по сравнению с использованием одноэлементных порошков. Полностью предварительно сплавленный порошок дает значительно меньшее значение К при высокой усадке, которое даже ниже значения К для твердых сплавов с 20% кобальта. Значения К, полученные согласно изобретению, а также с использованием одноэлементных порошков, превышают величину 0,988 согласно европейскому патенту ЕР 0937781 В1, и поэтому следует полагать, что эти три смеси твердых сплавов пригодны для изготовления спеченных изделий из твердого сплава без последующей дополнительной обработки. Оба варианта исполнения согласно изобретению по сравнению с использованием одноэлементных порошков обладают, кроме того, преимуществом, состоящим в меньшей общей усадке, что дополнительно облегчает изготовление спеченных изделий с конечными габаритами, а также при спекании - преимуществами предварительно сплавленных порошков.
В первую очередь при подведении итогов этих примеров очевидно, что парафиновый воск, обычно применяемый в промышленности в работе с твердыми сплавами как средство, облегчающее скольжение, как ни странно, хотя и улучшает показатели плотности до спекания и усадки, но не повышает значение К. Это можно объяснить тем фактом, что средство облегчения скольжения упрощает возникающее при прессовании вращение или сдвиг частиц относительно друг друга, но, естественно, не деформацию металлических частиц связки, которая столь же необходима.
Кроме того, примеры свидетельствуют, что состояние связки как сплава оказывает наибольшее влияние на усадку и на значение К. Это тем более справедливо, чем выше содержание связки. При содержании связки в 6% влияние существенно снижается, что подтверждает предположение о решающей роли связки. Таким образом, решающую роль играет способность частиц связки к деформации.
Также становится очевидно, что фазовые превращения или выделение, предположительно вызванные механической активацией процессов выделения или фазового превращения предварительно сплавленных порошков при размоле со смешиванием с карбидом вольфрама, затрудняют уплотнение при прессовании, поскольку способность к деформации ухудшается. Поскольку возрастает доля объемно центрированной кубической фазы, следует полагать, что происходит активированное механическими процессами отверждение выделенной фазы. Кроме того, известно, что металлические сплавы с объемно центрированной кубической структурой хуже поддаются деформации, чем имеющие гранецентрированную кубическую структуру, поскольку у них меньше кристаллографических плоскостей скольжения. При возрастании доли фазы fcc, стабильной при комнатной температуре, плотность до спекания непропорционально резко повышается. Это показано на фигуре 5.
Пример 13
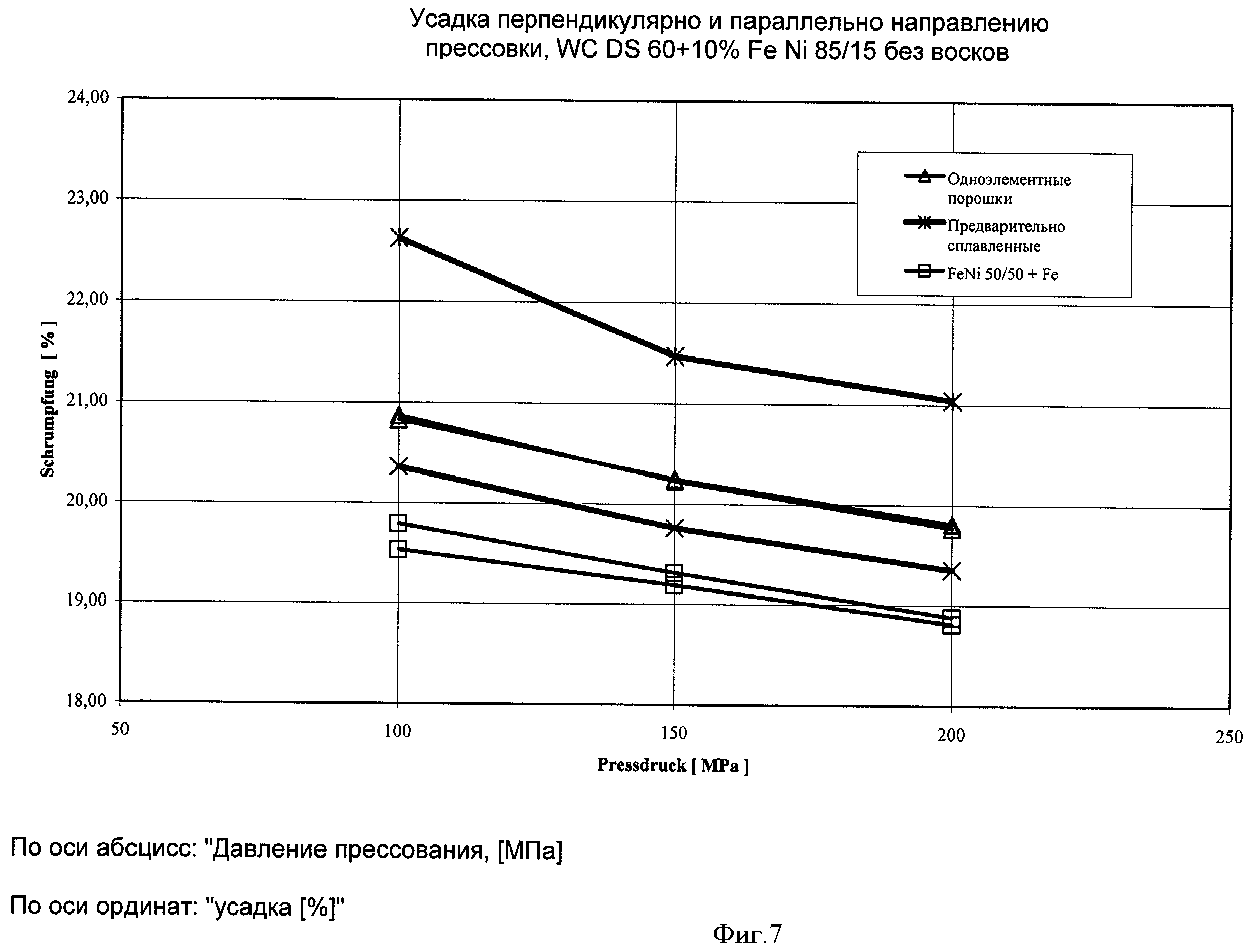
Аналогично предшествующим примерам для изготовления трех порошков твердых сплавов, в каждом случае с содержанием карбида вольфрама 90% мас., применили три различных связующих металлических порошка с одинаковым брутто-составом (Fe 85% мас., Ni 15% мас.) вкупе с порошком карбида вольфрама (WC) с величиной FSSS, равной 0,6 мкм, без каких-либо органических или неорганических добавок:
a) с применением чистого железа и порошка никеля (не по изобретению, доля фазы fcc, стабильной при комнатной температуре, 15%, поскольку стабильной структурой fcc при комнатной температуре обладает только никель);
b) с применением полностью предварительного сплавленного порошка (не по изобретению), практически полностью с фазой bcc;
c) с применением предварительно сплавленного FeNi 50/50 и порошка железа (согласно изобретению). Долю стабильной при комнатной температуре фазы в данном случае оценивают следующим образом: по правилу рычага для FeNi 50/50 из фигуры 4 можно предположить, что соотношение фазы fcc, стабильной при комнатной температуре, к фазе bcc должно составлять 2,5:1. Из этого можно рассчитать долю в 71,4%. С другой стороны, поскольку в рецептуре связующих металлов содержится 30% порошка FeNi 50/50, стабильную при комнатной температуре долю фазы fcc можно рассчитать как 0,3×71,4%=21,4%.
Дальнейшие действия соответствовали таковым в предшествующих примерах, лишь спекание проводили в вакууме при 1420°С в течение 45 минут. Полученные порошки твердых сплавов применяли без добавления воска.
На фигуре 7 представлены полученные результаты для зависимости. В случае применения одноэлементных порошков ("elemental powders") получают практически полную изотропию, практически линии проходят друг над другом. Если применяют полностью предварительно сплавленные ("prealloyed") связующие металлические порошки, то получают ожидаемую очень высокую анизотропию усадки, параллельно линии прессования усадка значительно выше. В случае с) согласно изобретению ("FeNi 50/50+Fe") обнаруживают очень значительное снижение усадки по сравнению с а), анизотропия которой приемлема для промышленного производства (значение К, равное 0,9937 при 150 МПа).
Реферат
Изобретение относится к порошковой металлургии, в частности к металлическим порошковым смесям, в том числе твердосплавным, пригодным для изготовления спеченных изделий. Металлическая порошковая смесь содержит а) по меньшей мере, один предварительно сплавленный порошок, выбранный из группы, которую образуют сочетания железо/никель, железо/кобальт, железо/никель/кобальт и никель/кобальт; b) по меньшей мере, один одноэлементный порошок, выбранный из группы, которую образуют железо, никель и кобальт, или предварительно сплавленный порошок, выбранный из группы, которую образуют сочетания железо/никель, железо/кобальт, железо/никель/кобальт и никель/кобальт, и который отличается от компонента а). Брутто-состав металлической порошковой смеси содержит в сумме не более 90 мас.% кобальта и не более 70 мас.% никеля. Содержание железа удовлетворяет неравенству Fe≥100% - %Co·90%/(%Co+%Ni) - %Ni·70%/(%Co+%Ni). Для получения твердосплавной смеси дополнительно вводят порошок карбидов, боридов или нитридов металлов 4, 5 и 6 группы таблицы Менделеева. Связующее обеспечивает повышение плотности изделия после прессования, снижение анизотропии усадки после спекания. 7 н. и 10 з.п. ф-лы, 7 ил., 12 табл., 13 пр.
Формула

обеспечение первого предварительно легированного металлического порошка, выбранного из группы, состоящей из сочетаний железо/никель, железо/кобальт, железо/никель/кобальт и никель/кобальт,
обеспечение второго металлического порошка, представляющего по меньшей мере один одноэлементный порошок, выбранный из группы, состоящей из железа, никеля и кобальта, или предварительно легированный порошок, выбранный из группы, состоящей из сочетаний железо/никель, железо/кобальт, железо/никель/кобальт и никель/кобальт, и который отличается от первого предварительно легированного металлического порошка,
совместный помол первого предварительно легированного металлического порошка, второго металлического порошка и порошка карбидов, боридов или нитридов металлов групп 4, 5 и 6 таблицы Менделеева или их смесей с получением твердосплавной смеси по любому из пп.1-8,
прессование и спекание твердосплавной смеси, причем получают формованный предмет из твердого сплава.
Документы, цитированные в отчёте о поиске
Твердосплавное изделие с улучшенными высокотемпературными и термомеханическими свойствами
Комментарии