Твердосплавное изделие с улучшенными высокотемпературными и термомеханическими свойствами - RU2186870C2
Код документа: RU2186870C2
Чертежи
Описание
Изобретение относится к твердосплавному изделию, используемому при экстремальных циклических нагрузках и силах трения, создающих высокие температуры и приводящих к быстрой термомеханической усталости.
Способы поточной выемки мягких горных пород и минералов, проходка и нивелирование штреков, нивелирование бетона, способы поточной добычи, рытье котлованов, рвов, т.е. все те операции, где оснащенные твердым сплавом инструменты в один момент находятся во взаимодействии с горной породой или грунтом, поворачиваясь в следующий момент на воздух, при этом часто охлаждаемые водой. Это вызывает значительные термические усталостные напряжения, а также механические напряжения, приводящие к микровыкрашиванию и трещинообразованию на поверхности твердого сплава часто вместе с быстрым высокотемпературным износом зубка.
Колебания нагрузки от 0 до 10 т и от комнатной температуры вплоть до 800 или 1000oС в течение 1/10 с происходят в контактной зоне между горной породой и зубком твердосплавного инструмента, когда он входит в горную породу. В настоящее время нет ничего необычного в использовании более мощных горных машин на высоких скоростях по все более твердым минералам, углю или грунту. Также при ударном или вращательном бурении, при котором выделяется экстремальное количество тепла, также при бурении в железной руде (магнетите), вызывающем быстрое формирование термических трещин, появление т.н. "змеиной кожи".
Свойствами,
которые абсолютно
необходимо улучшить и
оптимизировать в режущем материале, т.е. в твердом сплаве, являются:
удельная теплопроводность: способность материала отводить или
передавать тепло,
которая должна быть
возможно более высокой;
коэффициент температурного расширения: линейное расширение материала при нагреве должно быть низким, чтобы обеспечить
минимальную скорость роста
термических трещин;
твердость при
повышенной температуре должна быть высокой, чтобы обеспечить надлежащую износостойкость при высокой температуре;
предел прочности при изгибе, TRS,
должен быть высоким;
вязкость
разрушения - способность материала сопротивляться катастрофическому излому от малых трещин, присутствующих в структуре. Этот
показатель должен быть высоким.
Хорошо известно, что металл связки в твердом сплаве, т.е. кобальт (никель, железо), имеет низкую теплопроводность и высокий коэффициент температурного расширения. Следовательно, содержание кобальта следует поддерживать низким. С другой стороны твердый сплав с высоким содержанием кобальта имеет лучшую прочность, TRS и вязкость разрушения, которые также необходимы с механической точки зрения, особенно когда на твердосплавный зубок действуют ударные и пиковые нагрузки при входе на высокой скорости в поверхность горной породы или при вибрациях, вызванных тяжелыми условиями работы.
Также известно, что больший размер зерна WC-фазы предпочтителен в указанных выше условиях использования твердого сплава из-за увеличенной вязкости разрушения и TRS по сравнению с твердым сплавом с более мелким зерном.
Тенденция в производстве инструментов для горных работ направлена, следовательно, на понижение содержания кобальта вместе с увеличением размера зерна, достигая таким образом значительной механической прочности и приемлемой износостойкости при высоких температурах. Размер зерна больший 8-10 мкм при 6-8% Со невозможно получить при обычных способах из-за трудности получения крупных кристаллов WC и из-за времени помола в шаровых мельницах, необходимого для перемешивания Со и WC и чтобы избежать вредной пористости. Такой помол ведет к быстрому уменьшению размера зерен WC и весьма неравномерному распределению их размера после спекания. Часто получается размер зерен между 1-50 мкм. Спекание часто проводится при температуре от 1450-1550oС, которая также необходима, чтобы минимизировать риск получения чрезмерной пористости из-за низкого содержания Со. Неприемлимо высокий уровень пористости неизбежно будет результатом слишком короткого времени помола и/или пониженного содержания кобальта, ниже 8 вес.%. Широкое распределение размера зерна для крупнозернистых сплавов, производимых по обычной технологии, фактически вредно сказывается на их эксплуатационных качествах. Группы мелких зерен около 1-3 мкм, так же как отдельные аномально большие зерна размером 30-60 мкм, действуют как исходные точки для образования трещин, таких как термоусталостные трещины или растрескивание при механических нагрузках.
Твердый сплав производится методами порошковой металлургии, включающими мокрый помол смеси порошков, формирующих твердые составляющие и фазу связки, сушку полученной смеси до получения порошка с достаточным свойством текучести, прессование высушенного порошка в изделие требуемой формы и завершающее спекание.
Интенсивный помол выполняется в мельницах различных размеров, использующих твердосплавные мелющие тела. Считается, что интенсивный помол создает реакционную способность смеси, которая в дальнейшем способствует формированию плотной структуры при спекании. Время помола составляет от нескольких часов до дней.
Микроструктура после спекания в материалах, полученных из размолотого порошка, характеризуется наличием остроугольных зерен WC с довольно широким распределением их размера, часто с относительно большими зернами, что является следствием растворения мелких зерен, рекристаллизации и роста зерна в течение цикла спекания.
Упомянутый размер зерна здесь является всегда размером зерна WC по Джефри (Jeffries), измеренным по фотографии поперечного сечения спеченного твердосплавного изделия.
В патентах США 5505902 и 5529804 раскрыты способы производства твердых сплавов, в которых помол практически исключен. Вместо этого, чтобы получить равномерное распределение фазы связки в смеси порошков, зерна твердой составляющей предварительно покрывают фазой связки, смесь затем перемешивается с добавками для прессования, прессуется и спекается. В патенте, упомянутом первым, покрытие производится способом SOL-GEL, a во втором используется полиол. Когда применяются эти способы, возможно удержать тот же размер зерна и форму, как перед спеканием, вследствие отсутствия при спекании роста зерна.
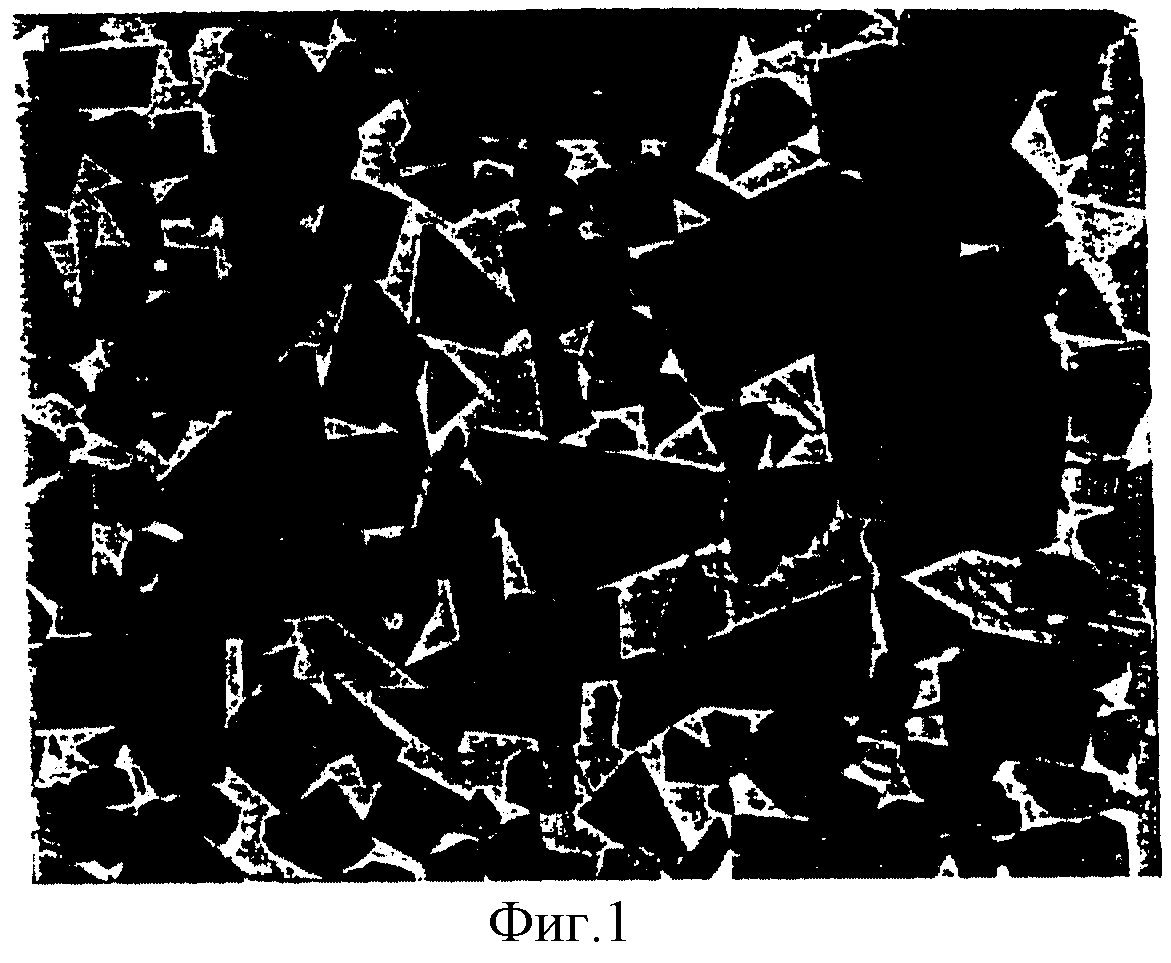
На фиг. 1 при увеличении 1200Х показана ранее известная микроструктура WC-Co твердого сплава со средним размером зерна 8-10 мкм.
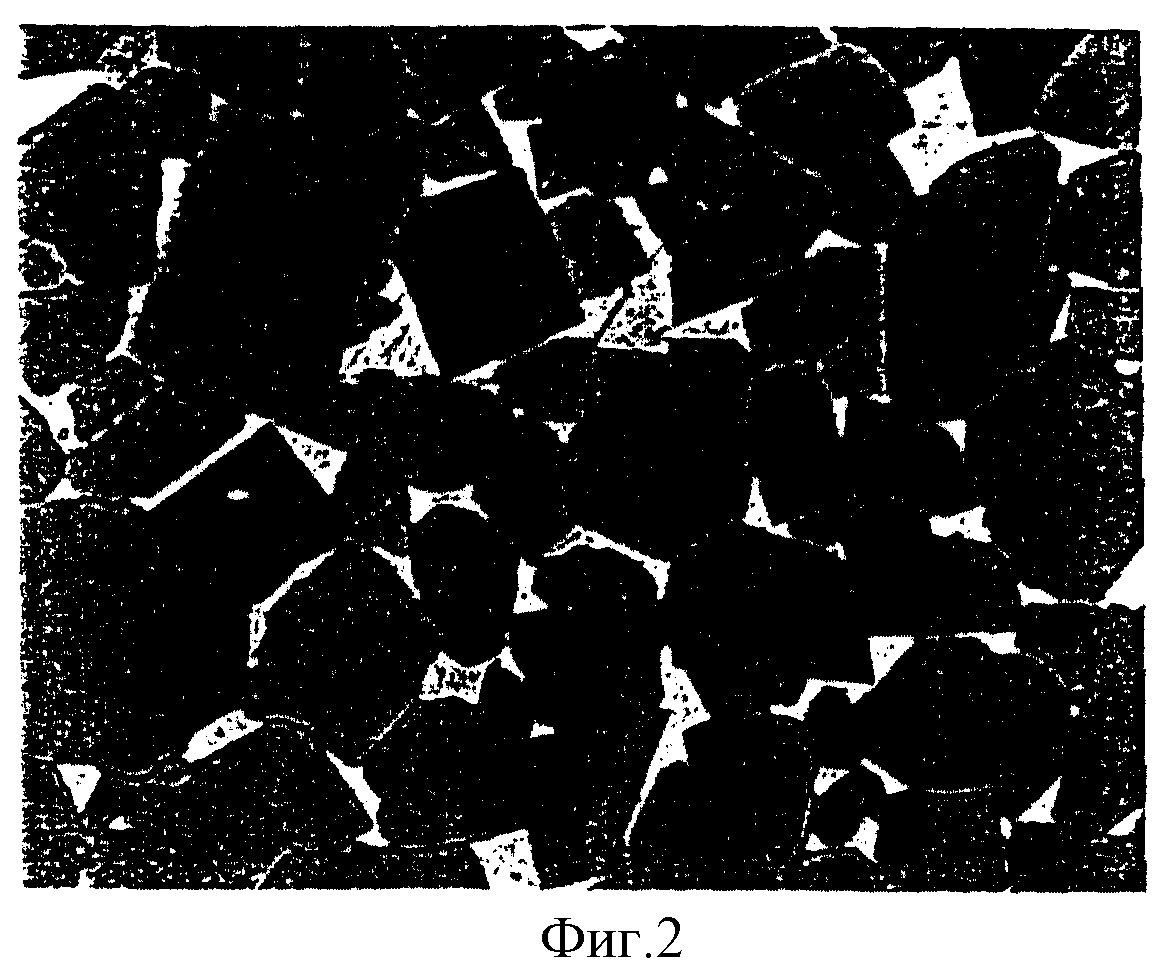
На фиг. 2 при увеличении 1200Х показана микроструктура WC-Co твердого сплава в соответствии с изобретением со средним размером зерна 9-11 мкм.
Установлено, что при процессах согласно патентам США 5505902 и 5529804 возможно получить твердый сплав с экстремально крупным и однородным размером зерна WC и с повышенными свойствами от твердости до вязкости при весьма высоких температурах. Посредством обработки в вихревых мельницах, деагломерации и просеивания фракций стандартных исходных порошков WC, используя при этом только самые крупные фракции и покрытия WC кобальтом с помощью SOL-GEL технологии, были получены твердые сплавы с весьма однородным размером зерна 13-14 мкм и 17-20 мкм с пористостью меньше, чем А02 - В02 и при содержании Со только 6 вес.%. Это абсолютно невозможно с использованием обычных способов.
В дальнейшем было установлено, что и механическая усталость и термические свойства существенно улучшились в твердом сплаве, используемом для бурения твердых формаций, таких как песчаник и гранит. Отсутствие рекристаллизации WC во время спекания, отсутствие также роста зерна и растворения или коалесценции зерен вследствие новой технологии проявляется в весьма прочном и непрерывном каркасе WC с удивительно высокими термическими и механическими свойствами.
Смежность каркаса WC намного выше, чем в обычном размолотом порошке WC-Co. Твердые сплавы, полученные при обычном процессе, оказались неработоспособны при бурении твердых формаций, таких как гранит и твердый песчаник, показывая полностью разрушенные поверхности, где кобальт был расплавлен, большинство вытянутых и шестиугольных зерен раздавлено и разрушено и целые части зубка стерты вследствие экстремального нагрева. Трещины быстро вырастали до такой большой величины, что полное разрушение наступало через несколько минут.
Твердые сплавы в соответствии с изобретением имеют явно выраженную способность к бурению в твердых формациях в течение длительного времени, показывая стабильный износ без глубоких трещин. Установлено, что вследствие высокой смежности каркаса WC удельная теплопроводность составляет 134 Вт/(м•oС) для твердых сплавов с 6% Со с однородным размером зерна 14 мкм.
Это удивительно высокое значение, соответствующее чистому WC, означает, что эти округленные однородные и крупные зерна WC имеют достаточный контакт друг с другом, в целом определяя теплопроводность через твердосплавное изделие, оставляя рабочую часть зубка неожиданно холодной даже под воздействием высоких сил трения. Достаточно малое число границ WC\WC и WC\Co в крупнозернистом сплаве по сравнению с мелкозернистым также должно способствовать высокой теплопроводности вследствие того факта, что тепло передается через границу зерна медленнее, чем в самом зерне.
Удельная теплопроводность должна быть выше, чем 130 Вт(м•oC) для твердого сплава с 5-7% Со.
Смежность С должна быть больше 0,5,
будучи определенной по следующей линейной зависимости:
где NWC/WC - число границ карбид/карбид;
NWC/связка - число границ карбид/связка на единицу длины базовой линии.
Смежность для твердого сплава с 6% Со и размером зерна 10 мкм, выполненного в соответствии с изобретением, составляет 0,62-0,66, т.е. должна быть больше 0,6. Для изготовленного по обычной технологии твердого сплава с 6% Со и размером зерна 8-10 мкм смежность составляет только 0,42-0,44.
Измерения твердости при высоких температурах показали, что от 400oС уменьшение твердости с увеличением температуры происходит значительно медленнее для твердых сплавов с однородной крупнозернистой структурой по сравнению с твердым сплавом с более мелким или более неоднородным размером зерна. Твердый сплав с 6% Со и размером зерна 2 мкм и с твердостью 1480 HV3 при комнатной температуре сравнивался с твердым сплавом с 6% Со и размером зерна 10 мкм с твердостью при комнатной температуре 1000 HV3. При 800oС мелкозернистый сплав имел твердость 600 HV3 и сплав в соответствии с изобретением имел почти ту же твердость, 580 HV3.
Прочностные характеристики, например TRS, вплоть до 20%, выше при разбросе показаний в одну треть для изделия, выполненного в соответствии с изобретением, по сравнению с выполненным по обычной технологии с тем же составом и средним размером зерна.
В соответствии с изобретением в настоящее время разработаны твердые сплавы для горных работ с 96-88% WC, предпочтительно 95-91 вес.% WC, с фазой связки, состоящей только из кобальта или кобальта и никеля с максимальным содержанием никеля в связке 25%, возможны небольшие добавки редкоземельных элементов, таких как Се и Y, до 2% от общего состава. Вследствие процесса покрытия WC кобальтом зерна WC округлены, нет рекристаллизации, выраженного роста зерна, зерен с острыми углами, как в обычном размолотом WC. Среднему размеру зерна следует быть 7-30 мкм, предпочтительно 10-20 мкм. Чтобы обеспечить получение твердого сплава с упомянутыми выше высокими термомеханическими свойствами, смежность должна быть более 0,5 и, следовательно, распределение размеров зерна должно быть очень узким. Максимальный размер зерна никогда не должен превышать удвоенного среднего значения, при этом в структуре не должно быть более 2% зерен с размерами меньше половины среднего значения.
В предпочтительном варианте, предназначенном для бурения твердых горных пород, например при проходке туннелей или при зарубке твердого угля с кровлей и основанием из песчаника, преимуществом обладает твердый сплав с содержанием фазы связки 6-8% и средним размером зерна 12-18 мкм.
В другом предпочтительном варианте, полезном для ударного или вращательного бурения в горных породах, способствующих появлению "змеиной кожи", наилучшим является твердый сплав с 5-6% фазы связки и средним размером зерна 8-10 мкм.
В соответствии со способом по данному изобретению твердый сплав для горных работ производится путем переработки в струйных мельницах с просеиванием или без него WC порошка в порошок с узким распределением размеров зерен, в котором исключены мелкие и крупные зерна. Этот WC порошок затем покрывается Со в соответствии с одним из вышеупомянутых патентов США.
Порошок WC тщательно перемешивают в мокром состоянии до получения шликера с возможно большим содержанием Со, чтобы достичь требуемого конечного состава, и добавками для прессования. Кроме того, чтобы избежать осаждения крупных частиц WC в соответствии с заявкой на патент Швеции 9702154-7 добавляются уплотнители. Перемешивание должно быть таким, чтобы однородная смесь получалась без размола, т.е. чтобы не было уменьшения размера зерна. Шликер высушивается путем разбрызгивания. Затем порошок твердого сплава прессуется и спекается в соответствии с типовой технологией.
Пример 1. В угольной шахте области Уитбэнк в Южной Африке на горном комбайне для поточной работы было проведено испытание зубков с конической рабочей частью. Оборудование - горный комбайн JOY НМ; ширина барабана 6 м, диаметр 1,6 м.
Скорость резания 3 м/с. Охлаждение водой под давлением 20 бар, подаваемой сзади от инструментодержателя.
Инструменты: 54 держателя с альтернативными инструментами по вариантам А и В.
Хвостовики: 25 мм.
Зубки: 16 мм в диаметре с конической рабочей частью.
Пласт: абразивный уголь с высоким содержанием пирита. Кровля из песчаника.
Высота пласта угля 3,8 м.
Вариант А: 8% Со и 8-10 мкм зерна WC с широким распределением, выполнен по обычной технологии путем размола порошка WC и Со в шаровой мельнице вместе с добавками для прессования и мельничной жидкостью с последующей сушкой разбрызгиванием. Фотография структуры сплава показана на фиг.1.
Вариант В: 8% Со и 10 мкм размер зерен WC, выполнен в соответствии с патентом США 5505902, по которому деагломерированный и просеянный порошок WC с размером зерен 9-11 мкм и узким распределением размера зерна (максимальный размер зерна превышает не более чем в два раза средний размер и менее 2% зерен имеют размер менее половины среднего размера) был покрыт Со и тщательно перемешан с мельничной жидкостью, добавками для прессования и уплотнителями с последующей сушкой разбрызгиванием. Все действия выполнены в соответствии с изобретением. Фотография структуры сплава показана на фиг.2.
Твердосплавные изделия по обоим вариантам были подвергнуты прессованию и спеканию по обычной технологии и были напаяны на инструменты с использованием S-бронзы фирмы J&M по одной и той же технологии.
Результаты: после высечки секции 6 м в ширину и 14 м в глубину или 520 тонн угля замечены сильные вибрации и толчки комбайна вследствие больших включений камней по верхней границе пласта, при этом уровень кровли внезапно упал на 200 мм. Комбайн был остановлен и осмотрены инструменты.
Вариант А: одиннадцать инструментов разрушены. Шесть инструментов были изношены. Заменено 17 инструментов.
Вариант В: четыре инструмента разрушены. Три инструмента изношено. Заменено семь инструментов.
После двух рабочих смен все инструменты были сняты. В общем было добыто 1300 т угля и испытания были остановлены.
Вариант А: семь инструментов разрушены, 16 инструментов изношены, четыре инструмента все еще оставались в работоспособном состоянии.
Вариант В: два инструмента разрушены, десять - изношены, 15 инструментов все еще работоспособны.
Вариант А: 14 т добытого угля на зубок.
Вариант В: 24 т добытого угля на зубок.
Пример 2. На испытательном оборудовании в лабораториях фирмы Фест-Альпин в Зельтвиге, Австрия, была проведена проверка на гранитных блоках. Была использована стрела с рабочей головкой от врубовой машины Alpine AM85, оснащенной одним инструментом при обработке образца (1•1•1 м3), который двигался под углом 90o к направлению резания.
Параметры машины: скорость резания 1,37 м/с; глубина резания 10 мм; расстояние между походами 20 мм; максимальное усилие 20 т.
Образец: гранит с пределом прочности на сжатие 138 МПа.
Содержание кварца: 58%. Индекс обрабатываемости по Черчеру (Cherher): 3,8.
Инструменты: долота со ступенчатыми хвостовиками 30-35 мм на штангах длиной 1500 мм.
Твердый сплав: напаян на вставки 35 мм длиной, диаметром 25 мм и весом 185 г.
Вариант А: 6% Со, 9-10 мкм размер зерна, выполнен по обычной технологии с твердостью 1080 HV3.
Вариант В: 8% Со, 9-10 мкм размер зерна, также обычная технология изготовления и твердость 980 HV3.
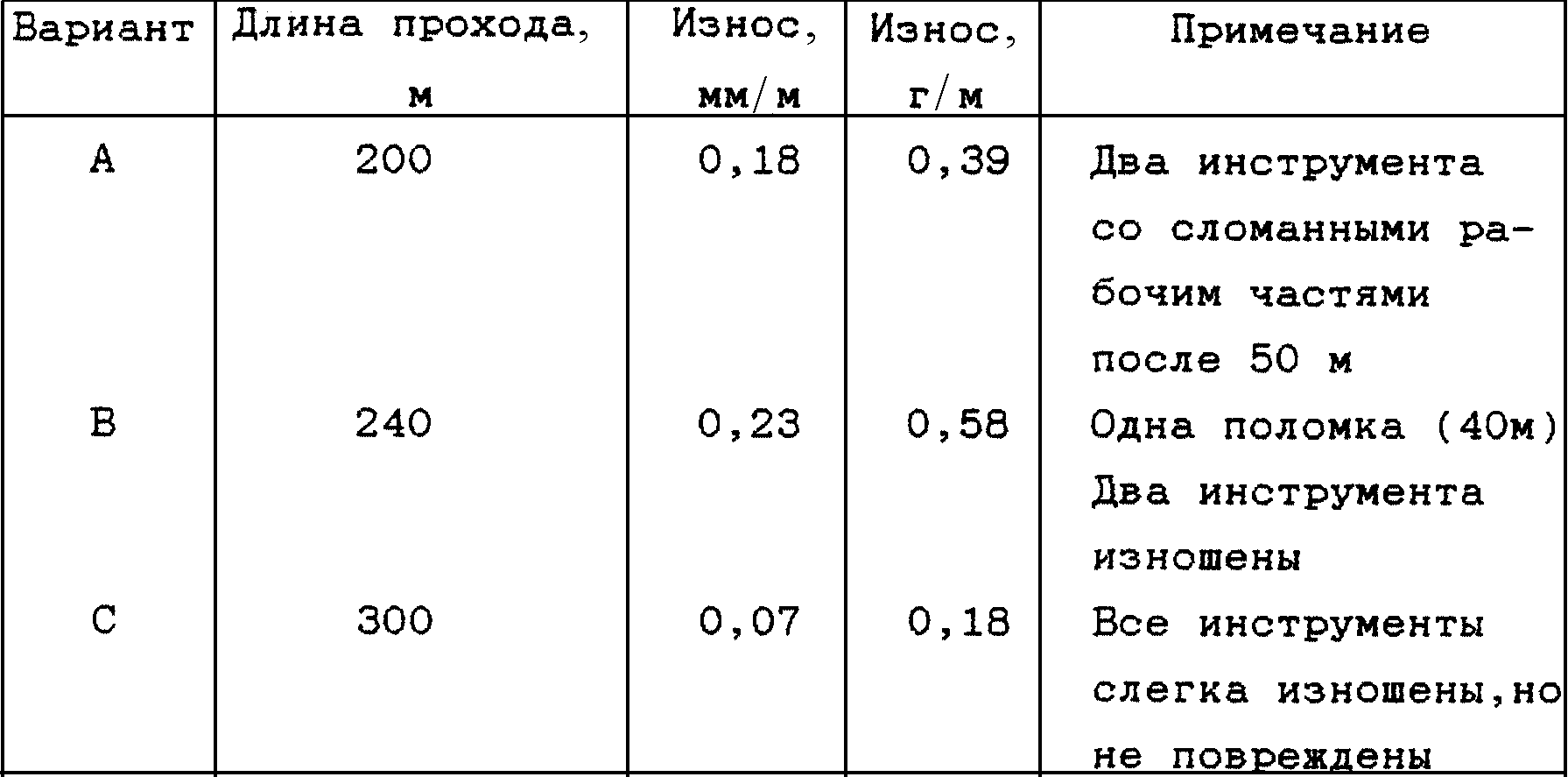
Вариант С: 6% Со, 14-15 мкм совершенно однородное по размеру зерно (т.е. около 95% всех зерен в диапазоне 14-15 мкм), выполнен по способу, описанному в примере 1, т.е. в соответствии с изобретением, твердость 980 HV3.
Три инструмента по каждому варианту были испытаны на длине прохода 100 м по образцу. Охлаждение водой через сопло сзади. Давление воды 100 бар. Вращение долота 10 град. на оборот. Результаты см. в таблице.
Превосходный результат в примере 2 достигнут в результате того, что твердый сплав по варианту С работал при более низкой температуре вследствие более высокой удельной теплопроводности, что проявлялось в более высокой твердости и износостойкости. Значение предела прочности на изгиб для варианта С было 2850 плюс-минус 100 Н/мм2, что удивительно выше, чем по варианту В при одной и той же твердости. Это, конечно, также способствовало лучшему результату для твердого сплава, изготовленного в соответствии с изобретением. Значение предела прочности на изгиб для варианта В: 2500 плюс-минус 250 Н/мм2 и для варианта А: 2400 плюс-минус 360 Н/мм2.
Пример 3. Долота для ударного бурения с двумя типами твердосплавных зубков были изготовлены и испытаны по железной руде LKAB в Кируна (Kiruna). Твердый сплав имел размер зерен WC 8 мкм, содержание Со 6 вес.% и WC - 94 вес.%.
Вариант А: порошки Со, WC, добавки для прессования и мельничная жидкость в требуемых количествах обрабатывались в шаровых мельницах, высушивались, прессовались и спекались по обычной технологии. Твердый сплав имел микроструктуру с широким распределением размеров зерна.
Вариант В: порошок WC обрабатывался в струйных мельницах и сепарировался для получения размера зерна в интервале 6,5-9 мкм и затем покрывался кобальтом по способу, описанному в патенте США 5505902, в результате чего получался WC-порошок с 2 вес.% кобальта. Этот порошок тщательно перемешивался без размола с требуемым количеством кобальта, уплотнителей, мельничной жидкости и добавками для прессования. После сушки порошок прессовался и спекался, давая в результате микроструктуру с узким распределением размеров зерна, т.е. размер более 95% всех зерен был между 6,5 и 9 мкм.
Была определена
смежность для обоих вариантов:
Вариант А: 0,
41.
Вариант В: 0,61.
Зубки диаметром 14 мм
с полусферической рабочей частью
были изготовлены из обоих вариантов и
запрессованы в пять долот по каждому варианту. Долота
имели плоскую переднюю часть и диаметр 115 мм. Испытательным
оборудованием был станок Tamrock SOL060 с
перфоратором HL1000 и параметрами
бурения:
Ударное давление: около 175 бар.
Давление подачи: 86-88 бар.
Вращательное давление: 37-39 бар при 60 об/мин.
Скорость внедрения: 0, 75-0,95 м/мин.
Испытания проводились на магнетите, который дает высокую температуру и "змеиную кожу" вследствие термических ударов на изнашиваемых поверхностях.
Результаты.
Вариант А: после проходки 100 м на зубках замечены отдельные термические трещины и при изучении поперечного сечения зубков с одного долота были обнаружены небольшие трещины в материале. Эти трещины вызывают небольшие разрушения в структуре, в результате чего зубки будут иметь низкую стойкость. Средняя стойкость после переточки через каждые 100 м для долот была 530 м.
Вариант В: после проходки 100 м на зубках не обнаружены или обнаружены в минимальном количестве термические трещины и микроструктура поперечного сечения не показала наличия трещин в материале. Замечены только небольшие части разрушенных зерен на изношенных поверхностях. Средняя стойкость для этих долот после переточки через 100 м была 720 м.
Реферат
Изобретение относится к порошковой металлургии, в частности к изделиям из твердых сплавов, используемых при экстремальных циклических нагрузках и силах трения, создающих высокие температуры и приводящих к быстрой термомеханической усталости. Твердый сплав для горных работ, содержащий 96-88% предпочтительно 95-91 вес.% WC с фазой связки из кобальта или кобальта и никеля при максимуме никеля в связке 25%, согласно изобретению имеет округленные зерна WC размером 7-30 мкм, предпочтительно 10-20 мкм, при этом максимальный размер зерна не превышает удвоенного среднего значения, и не более 2% зерен в структуре имеют размер меньше, чем половина среднего размера зерна. Твердый сплав имеет смежность больше 0,5, удельная теплопроводность составляет более 130 Вт/(м •oС) для 5-7% Со, он дополнительно содержит добавки редкоземельных металлов в количестве не более 2%. Твердый сплав согласно изобретению имеет высокие термические и механические свойства. 5 з.п. ф-лы, 2 ил., 1 табл.
Комментарии