Способ использования трубчатого сонотрода - RU2702522C2
Код документа: RU2702522C2
Чертежи
Описание
Изобретение относится к области ультразвуковой обработки жидких сплавов алюминия. Точнее говоря, оно относится к улучшенному устройству и способу, в котором использован по меньшей мере один сонотрод из огнеупорной керамики, позволяющий осуществлять оптимальную передачу ультразвука в целях обработки, такой как дегазация (удаление растворенного водорода из жидкого металла), механическое воздействие на оксиды, присутствующие в сплаве (размягчение, фрагментация, агломерирование, уменьшение их диаметра за счет сжатия в поле акустического давления, и т.д.), измельчение зерен, доведение до заданного состава, изменение состава сплава или любая другая обработка, позволяющая улучшить механические свойства сплава алюминия при охлаждении и затвердевании.
Известно, что мощные ультразвуковые волны позволяют дегазировать легкие жидкие сплавы, в частности, сплавы алюминия [G.I. Eskin, Ultrasonic Treatment Of Light Alloy Melts, Gordon And Breach Science Publishers, 1998]. Водород, растворенный в жидком сплаве алюминия, диффундирует к кавитационным пузырькам, образовавшимся под действием поля ультразвукового давления; осцилляция пузырьков, также образованных под действием поля акустического давления, дает эффект усиленной диффузии, называемой выпрямленной диффузией; было исследовано и запатентовано использование продувочного газа и/или вакуума над металлической ванной для улучшения эффективности дегазации; более того, ультразвуковые волны вносят вклад в тонкодисперсное рассеивание пузырьков продувочного газа (US 2007/0235159 A1; WO2011/127402 A1).
Однако области, подверженные воздействию поля акустического давления, находятся вблизи сонотрода. Сами по себе кавитационные пузырьки поглощают часть вводимой энергии, и то же самое относится к включениям (в частности, оксидам), присутствующим в жидком сплаве алюминия, которые к тому же образуют зародыши кавитации. Чем больше жидкий сплав алюминия содержит растворенного газа и включений оксидов, на которых адсорбируется водород, тем больше ультразвуковых волн поглощается за счет кавитации, также как и за счет этих примесей, образующих зародыши. Поэтому, на практике, объем, полезно используемый системой инсонификации, не превышает нескольких литров, или нескольких десятков сантиметров вокруг сонотрода. При этом единственное промышленное применение составляет область литья, где можно дегазировать ограниченные объемы; или же при непрерывном литье, в области слабых расходов металла (порядка 1-10 т/ч), как, например, при литье колесных дисков [процесс Southwire Ultra-D™]. Для процессов полунепрерывного литья при очень большом расходе металла (50-100 т/ч), предусматривающих дегазацию карманов порядка кубометра и предназначенных для сплавов с очень высокими требованиями с точки зрения дегазации и чистоты от включений, проблема повышения масштаба в уровне техники не решена.
Недостатки этого способа связаны, в частности, с отсутствием стабильности границы раздела волновод/жидкий сплав алюминия. На самом деле известно, что волноводы должны смачиваться жидким сплавом алюминия для обеспечения передачи энергии к жидкому сплаву алюминия. По этой причине используемые волноводы образованы из металла, а именно, из стали или титана.
Однако бывает недостаточно достичь надлежащего смачивания, и для улучшения этого были разработана новые способы. В частности, в патенте EP0035545B1 с приоритетом от 1979 г. Компании «Reynolds Metal Company» было заявлено осаждение алюминиевой пленки из паровой фазы на титановый сонотрод. Но на самом деле, даже при такой конфигурации, качество смачивания изменялось в ходе применения в связи с реакцией материала волновода с жидким сплавом алюминия.
Огнеупорные материалы не используются именно в сплавах алюминия, поскольку они не смачиваются жидким сплавом алюминия. Существует только один способ химического осаждения, позволяющий достигнуть смачивания, но в течение ограниченного времени, что не является ни надежным, ни практичным, ни экономичным.
Таким образом, в настоящее время не существует ни способа, ни устройства, пригодного для надежной обработки жидкого сплава алюминия в большой порции отливаемого сплава алюминия.
Однако существует реальная потребность в обработке и очистке сплавов алюминия, у которых характеристики с точки зрения исключения пористости или повышения модуля упругости, или улучшенного измельчения зерен, или упрочнения частицами используются, в частности, в области литья сплавов для аэронавтики, композитных сплавов для ядерных применений, легкообрабатываемых сплавов, обладающих улучшенными свойствами при обработке резанием, или же сплавов для формовки или непрерывного литья, обладающих повышенной текучестью.
Одной из задач настоящего изобретения также является преодоление трудностей в инсонификации больших объемов жидкого сплава алюминия и обеспечение возможности повышения масштабов производства. Для этой цели в настоящем изобретении предложен способ применения сонотрода, смачиваемого жидким сплавом алюминия, содержащий следующие этапы:
a) обеспечение трубчатого сонотрода, образованного из материала, по существу инертного к жидкому алюминию, то есть практически не растворяющегося в последнем, такого как керамика, например, оксинитрид кремния, причем сонотрод содержит первую концевую область (2), которая открыта, и вторую концевую область (3), которая предпочтительно закрыта,
b) погружение по меньшей мере части открытой концевой области (2) трубчатого сонотрода в жидкий сплав алюминия и
c) воздействие мощными ультразвуковыми волнами на жидкий сплав алюминия посредством трубчатого сонотрода.
Согласно одному варианту воплощения сонотрод на этапе a) был предварительно смочен путем частичного погружения в жидкий сплав алюминия (M), содержащий по меньшей мере 0,05% магния, с последующим воздействием мощными ультразвуковыми волнами.
Благодаря этому способу, сонотрод, смоченный жидким сплавом алюминия, позволяет осуществлять оптимизированную передачу мощных ультразвуковых волн. Смачивание, сохраняющееся в течение длительного времени, а именно, в течение нескольких дней, без использования очистки или полировки сонотрода, позволяет эффективно обрабатывать жидкий сплав алюминия. Кроме того, трубчатая форма сонотрода позволяет оптимизировать явление кавитации в жидком сплаве алюминия, что обеспечивает обработку большого объема и, в частности, в промышленном масштабе.
На самом деле, жидкий сплав алюминия, содержащийся внутри трубчатого сонотрода, является зоной крайне интенсивной кавитации из-за того, что она возникает под действием волн, сходящихся в центре трубчатого сонотрода, и что из-за этого не возникает потери мощности, как это происходит снаружи сонотрода в форме сплошного стержня. Кавитационные пузырьки, образующиеся при этом в жидком сплаве алюминия, очень эффективно выкачивают газ, содержащийся в трубчатом сонотроде.
Трубчатый сонотрод, обеспеченный на этапе a) способа, содержит первую концевую область, которая открыта, и вторую концевая область, которая предпочтительно закрыта, а этап b) содержит погружение первой открытой концевой области в жидкий сплав алюминия.
На самом деле, изобретатели обнаружили, что когда трубчатый сонотрод, открытый в первой концевой области и закрытый во второй концевой области, погружен в тигель с жидким сплавом алюминия и возбуждается мощным ультразвуком, передаваемым посредством преобразователя для испускания мощных ультразвуковых волн, прикрепленного к металлическому фланцу, прижатому или приклеенному или привинченному вокруг верхней части трубчатого сонотрода, вследствие эффекта откачивания в трубчатом сонотроде возникает падение уровня алюминиевого сплава в тигле. Это откачивание порождает частичное разрежение в трубчатом сонотроде, из-за чего возникает повышение уровня жидкого сплава алюминия в трубчатом сонотроде и сопутствующее падение уровня жидкого сплава алюминия в тигле вокруг трубчатого сонотрода. Таким образом, применение этого трубчатого сонотрода порождает механизм турбулентного откачивания, который делает возможной очень быструю дегазацию жидкого сплава алюминия, благодаря созданию сильного градиента концентраций водорода между металлом, удаленным от сонотрода, и металлом, содержащимся в трубчатом сонотроде и подвергающимся интенсивной кавитации.
Аналогично, этот способ также позволяет фрагментировать, размягчать и сминать оксидные пленки, присутствующие в жидком сплаве алюминия. Таким образом, оксиды при литье обладают сниженными размерами, что подавляет образование пористости при затвердевании.
Согласно тому же принципу это турбулентное откачивание также вносит вклад в эффект измельчения зерен, за счет фрагментации и/или частичного переплавления ветвей дендритов, порожденных акустическими потоками или акустическим течением, вызванными введением акустической энергии в жидкий сплав. В ходе затвердевания сплава также получается повышенное количество границ зерен. Текучесть сплава при этом повышается, а также сильно улучшаются механические свойства полученного в результате затвердевания первичного алюминия, а частности, пластичность материала и его способность к удлинению, и все это вызвано устранением оксидов и пористости вследствие измельчения зерен.
Преимущественно, этап c) способа содержит этап i) помещения поверхности жидкого сплава алюминия в инертную безводную атмосферу снаружи и внутри трубчатого сонотрода. Такое выполнение позволяет снизить контакт между влагой атмосферы и жидким сплавом алюминия, что приводит к повышению эффективности дегазации.
Согласно одному возможному варианту помещение поверхности жидкого сплава алюминия в инертную безводную атмосферу внутри трубчатого сонотрода согласно этапу i) содержит введение безводного инертного газа внутрь трубчатого сонотрода. Используемым газом может быть, в частности, сухой аргон или сухой азот, или любой другой безводный газ, не реагирующий с жидким сплавом алюминия при условиях применения.
Предпочтительно, чтобы безводный инертный газ был введен и циркулировал через вторую концевую область трубчатого сонотрода для откачки водорода, извлекаемого из металла посредством кавитационных пузырьков. Выходную трубу и откачивающую трубу, например, герметично прикрепляют к отверстиям, предусмотренным наверху второй области.
Согласно другому варианту поверхность жидкого сплава алюминия снаружи трубчатого сонотрода поддерживают под покровом сухого и инертного газа, во избежание повторного захвата газа свободной поверхностью сплава.
Согласно дополнительной компоновке внутри трубчатого сонотрода установлена ловушка водорода, выполненная с возможностью реакции с водородом и его удержания. Ловушку выгодно размещать внутри трубчатого сонотрода посредством трубы для ввода безводного инертного газа в жидкий сплав алюминия, герметично закрепленной наверху второй концевой области трубчатого сонотрода. Таким образом, дегазация жидкого сплава алюминия, содержащегося внутри сонотрода, происходит очень быстро.
Кроме того, преимущественно, способ включает этап создания нисходящего поля скоростей в жидком сплаве алюминия в первой концевой области трубчатого сонотрода для того, чтобы создавать нисходящий поток жидкого сплава алюминия внутри трубчатого сонотрода. Благодаря созданию этого нисходящего поля скоростей на раскрыве трубчатого сонотрода, активируется обновление сплава внутри трубчатого сонотрода при втягивании сплава алюминия к низу. Это поле скоростей может быть вызвано явлением акустического потока, известным как «акустическое течение» или, иначе говоря, течение в звуковом поле. Таким образом усиливается взаимообмен между дегазированным сплавом алюминия внутри трубчатого сонотрода и сплавом алюминия снаружи него. Кинетика дегазации, исходно связанная с кинетикой диффузии водорода между находящимся на удалении металлом и металлом, подвергающимся кавитации в трубчатом сонотроде, также улучшается за счет возникающей при этом конвекции. В результате этого таким способом можно обработать большой объем жидкого сплава алюминия.
Согласно одному возможному варианту жидкий сплав алюминия помещают в индукционный тигель, выполненный с возможностью создания нисходящего поля скоростей в жидком сплаве алюминия в первой концевой области трубчатого сонотрода. Конвекция, которая создается под действием электромагнитных сил, индуцируемых в жидком металле, также позволяет ускорить обновление жидкого сплава алюминия в трубчатом сонотроде.
Согласно другому возможному варианту этап a) способа состоит в обеспечении трубчатого сонотрода, первая концевая область которого имеет расширяющуюся форму, сконфигурированную для создания нисходящего поля скоростей в первой концевой области трубчатого сонотрода. Таким образом, сонотрод принимает форму «рупора» или «тюльпана», раскрывающегося наружу от сонотрода в первой концевой области. Эта расширяющаяся форма создает за счет «акустического течения» нисходящее вертикальное поле скоростей. Создаваемый поток противоположен эффекту втягивания к верху сонотрода, вследствие чего смешивание между жидким сплавом алюминия снаружи сонотрода и дегазированным жидким сплавом алюминия внутри последнего ускоряется, тем самым способствуя обновлению сплава внутри сонотрода.
Согласно другому возможному варианту воплощения воздействие мощными ультразвуковыми волнами на этапе c) осуществляют периодически, и способ содержит между двумя воздействиями мощными ультразвуковыми волнами применение избыточного давления, прикладываемого к поверхности жидкого сплава алюминия внутри трубчатого сонотрода, для формирования периодического нисходящего поля скоростей в жидком сплаве алюминия. Это избыточное давление, например, получают путем введения сухого аргона с регулярными интервалами для вытеснения дегазированного жидкого сплава алюминия из трубчатого сонотрода и повторного втягивания смешанного сплава в ходе последующего понижения давления. Этот способ действует как разделитель в каждом цикле рециркуляции.
Согласно другому варианту воплощения способ содержит этап ii) помещения в условия частичного вакуума (разрежения) жидкого сплава алюминия внутри трубчатого сонотрода во время периодического воздействия мощными ультразвуковыми волнами на этапе c). Этот частичный вакуум, порядка сотни паскалей, позволяет уменьшить парциальное давление водорода ниже зоны кавитации и активирует дегазацию.
Согласно еще одному варианту воплощения способ содержит размещение дополнительного сонотрода, имеющего в целом форму стержня с плоским концом, в жидком сплаве алюминия на первой концевой области трубчатого сонотрода, причем воздействие мощными ультразвуковыми волнами на этапе c) осуществляют непрерывно, и способ содержит этап iii), состоящий в возбуждении дополнительного сонотрода в режиме продольной моды, так, чтобы создавать периодический акустический поток в жидком сплаве алюминия. Размещение дополнительного сонотрода позволяет повысить поле скоростей акустического течения. Этот вариант воплощения позволяет также захватывать жидкий сплав алюминия к низу сонотрода за счет эффекта всасывания, что позволяет обновлять сплав, содержащийся внутри трубчатого сонотрода.
Согласно одному возможному варианту дополнительный сонотрод возбуждают периодически. Гипотеза, сформулированная изобретателями для разъяснения полученных улучшений, состоит в том, что в данном случае улучшается эффект вытеснения.
Согласно альтернативному варианту воплощения дополнительный сонотрод возбуждают непрерывно. Гипотеза состоит в том, что этот вариант воплощения позволяет повысить непрерывность обновления алюминия в трубчатом сонотроде.
Преимущественно, способ включает этап y), содержащий введение керамических частиц в жидкий сплав алюминия A, содержащийся в трубчатом сонотроде. Такое выполнение позволяет разработать композит с металлической матрицей с целью получения упрочненного алюминиевого сплава, который, будучи охлажденным, обладает улучшенными свойствами механической прочности.
Согласно одному возможному варианту способ включает этап, содержащий по меньшей мере частичное погружение проволоки лигатуры в жидкий сплав алюминия A, содержащийся в трубчатом сонотроде. Эта конфигурация также делает возможным быстрое доведение жидкого сплава алюминия до заданного состава, в сочетании с дегазацией и фрагментацией оксидов сплава, благодаря ускоренному растворению проволоки в условиях кавитационного поля.
Преимущественно, способ включает этап, содержащий подачу газообразного NH3 в жидкий сплав алюминия a, содержащийся в трубчатом сонотроде, для образования композитного материала AL-ALN. Также можно добавить элементы, исходно отсутствовавшие в жидком сплаве алюминия, например, заменой подачи сухого инертного газа на газ-реагент при используемых условиях. Поэтому кавитация играет роль катализатора реакции между жидким сплавом алюминия и реакционноспособным газом.
Согласно второму аспекту изобретение относится к устройству инсонификации, предназначенному для обработки жидкого сплава алюминия a и содержащему трубчатый сонотрод, образованный из материала, по существу инертного к жидкому алюминию, такого как керамика, например, оксинитрид кремния, и преобразователь для испускания мощных ультразвуковых волн, прикрепленный к трубчатому сонотроду. Это устройство позволяет осуществлять различные варианты воплощения способа, такие как ранее описанные, позволяющие осуществлять дегазацию, фрагментацию оксидов и подачу других керамических, металлических и газообразных элементов в жидкий сплав алюминия.
Преимущественно, трубчатый сонотрод устройства инсонификации содержит первую концевую область, которая открыта, и вторую концевую область, которая закрыта, причем первая открытая концевая область предназначена для смачивания в жидком сплаве алюминия.
Другие аспекты, цели и преимущества настоящего изобретения будут лучше поняты по прочтении следующего описания нескольких вариантов его воплощения, приведенных в качестве неограничивающих примеров и со ссылкой на прилагаемые чертежи. На фигурах все элементы не обязательно приведены в масштабе для повышения их читабельности. В дальнейшем описании для упрощения идентичные, аналогичные или эквивалентные элементы различных вариантов воплощения обозначены одинаковыми ссылочными номерами.
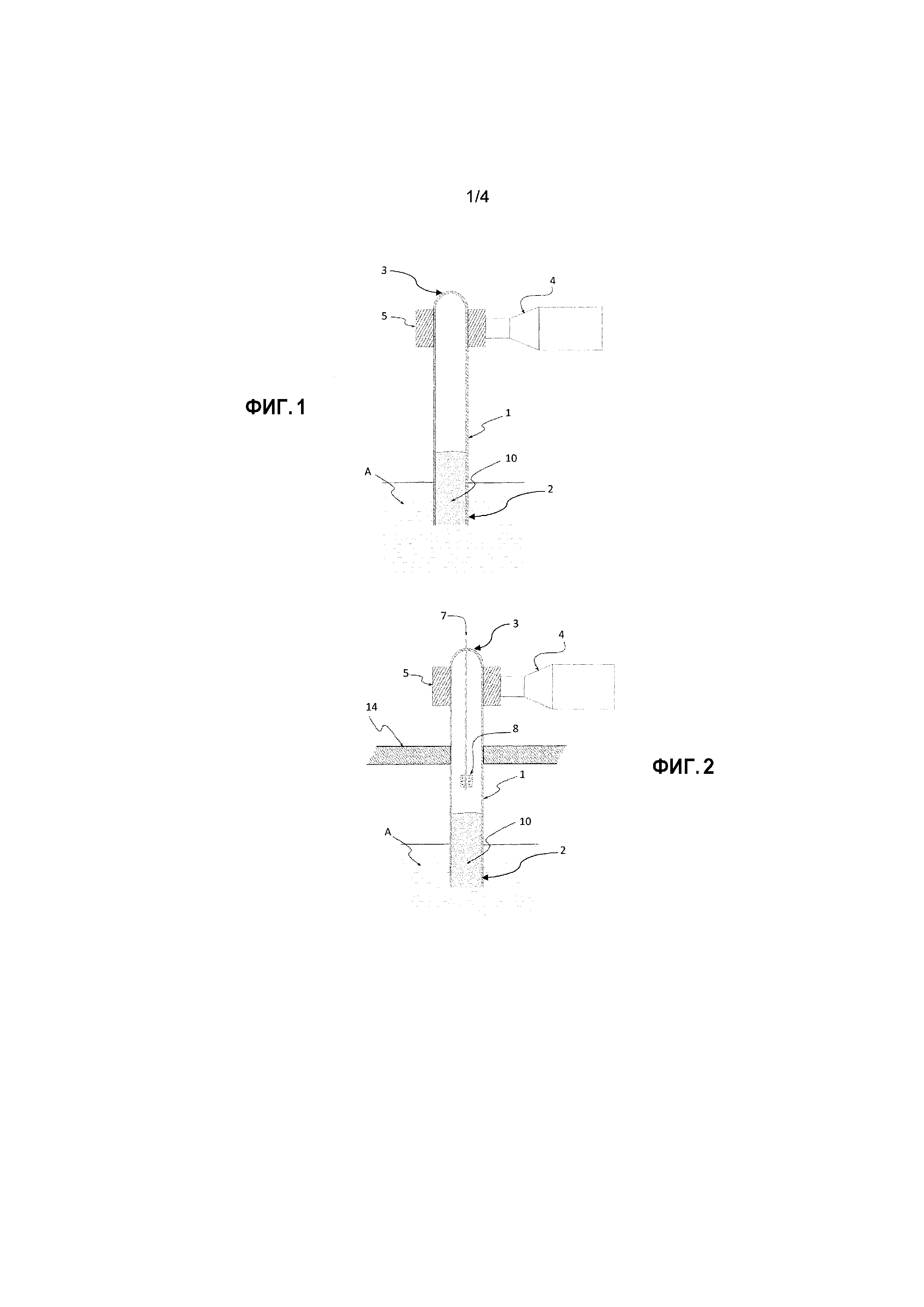
Фигура 1 иллюстрирует трубчатый сонотрод, используемый в способе согласно варианту воплощения изобретения.
Фигура 2 иллюстрирует этап i) применения безводной атмосферы согласно варианту воплощения изобретения.
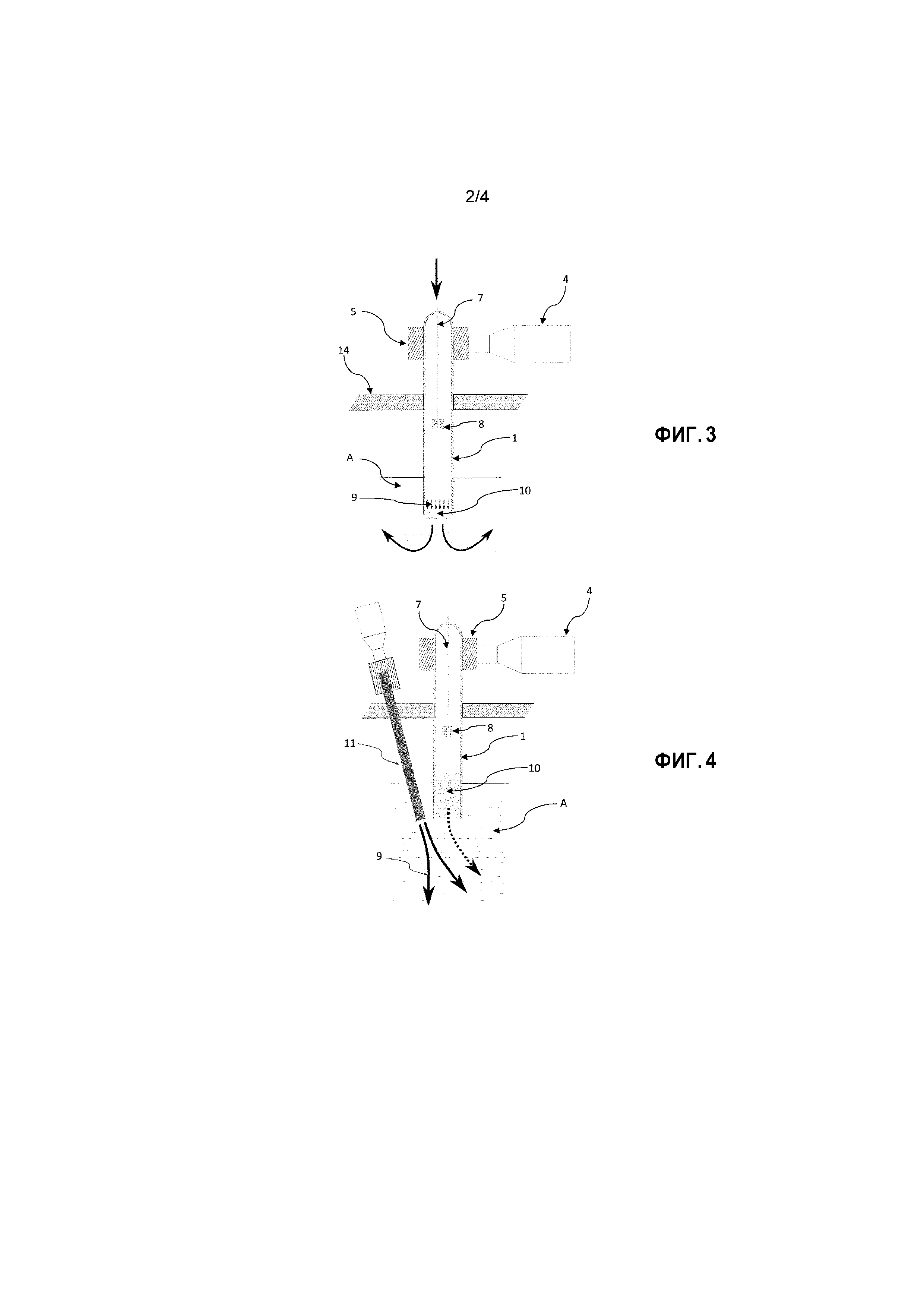
Фигура 3 схематически иллюстрирует создание нисходящего поля скоростей согласно варианту воплощения изобретения.
Фигура 4 схематически иллюстрирует создание нисходящего поля скоростей согласно второму варианту воплощения изобретения.
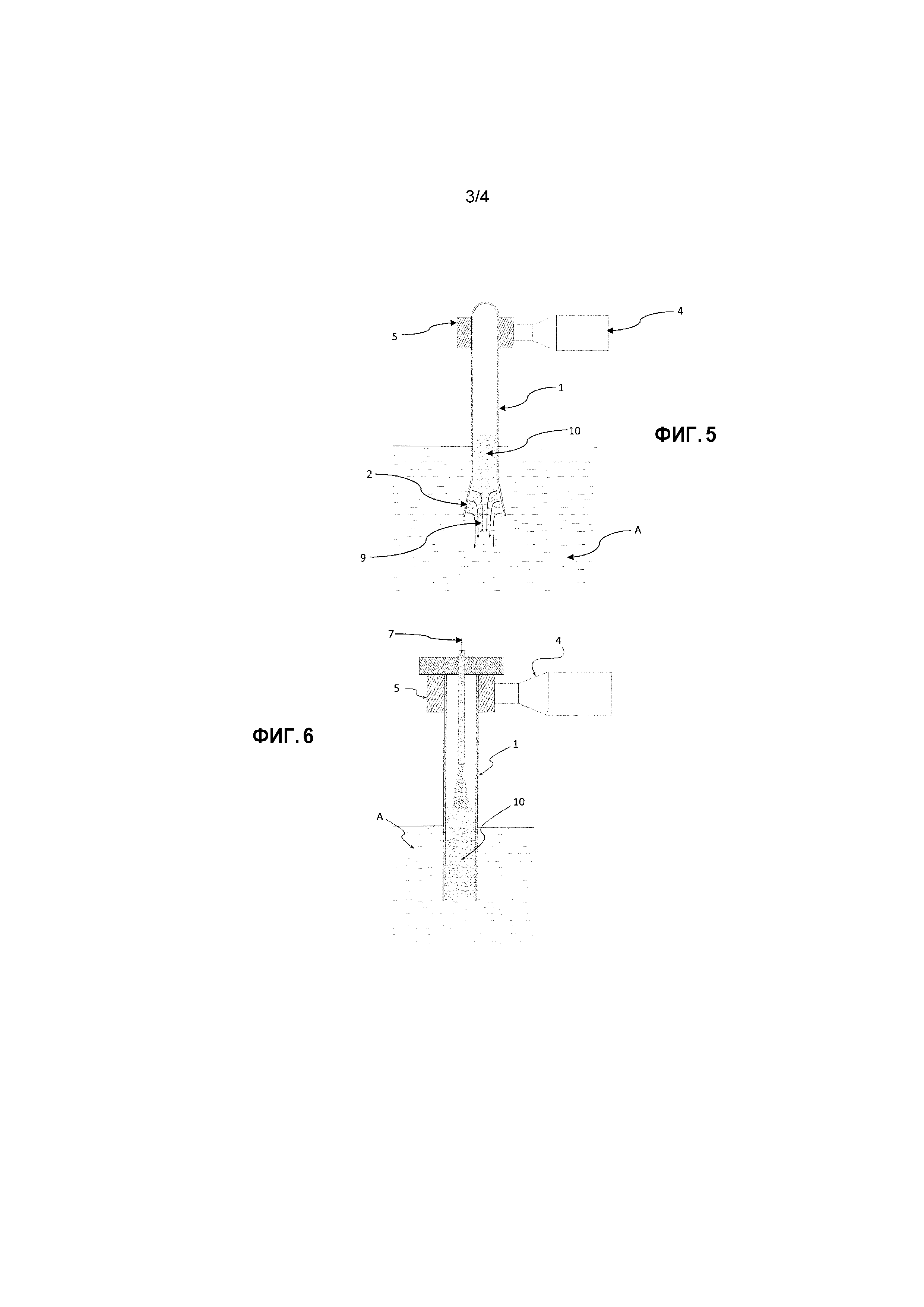
Фигура 5 схематически иллюстрирует расширяющийся трубчатый сонотрод согласно варианту воплощения изобретения.
Фигура 6 схематически иллюстрирует этап введения керамических частиц согласно варианту воплощения изобретения.
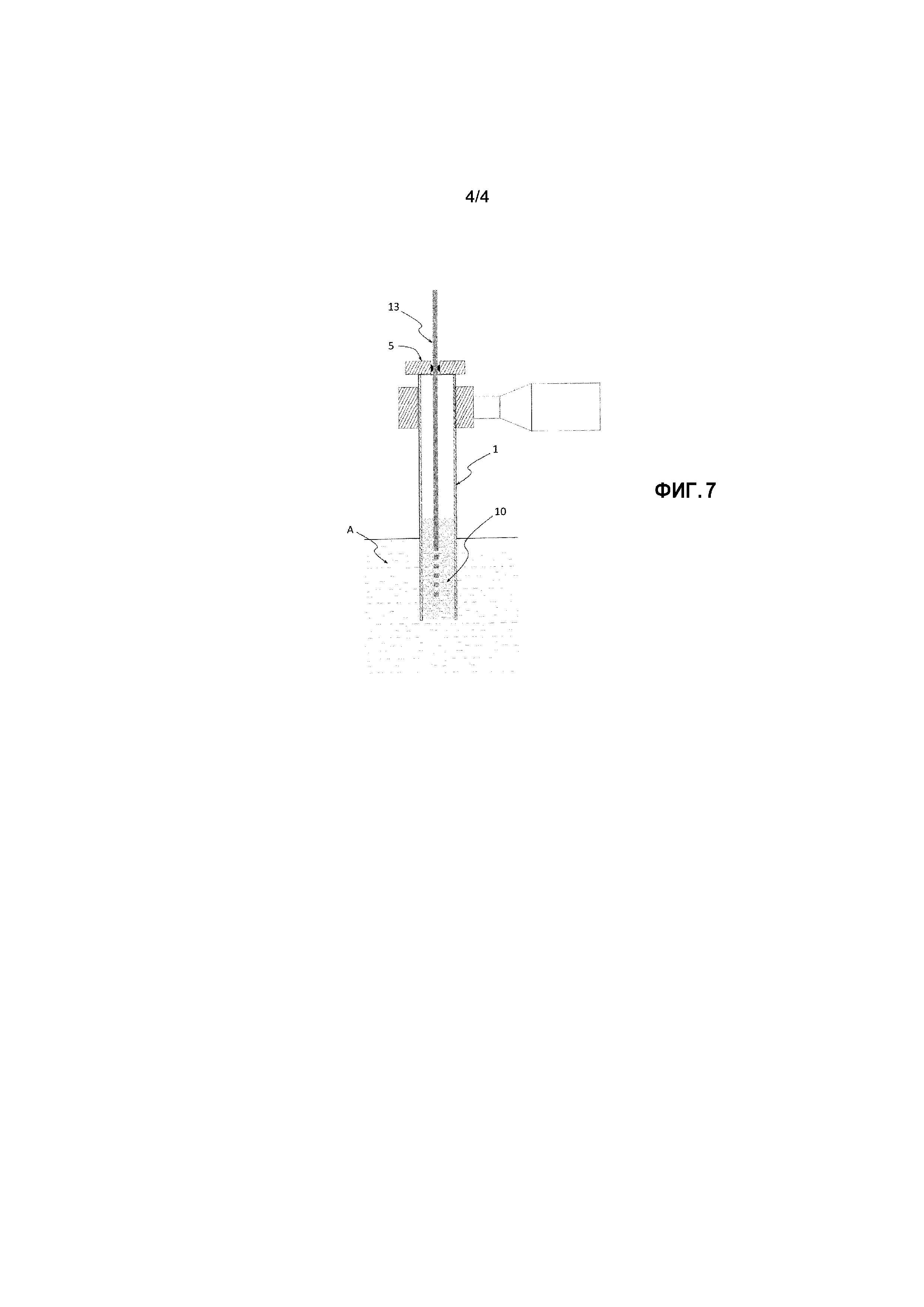
Фигура 7 схематически иллюстрирует этап введения проволоки лигатуры согласно варианту воплощения изобретения.
Как проиллюстрировано на фигуре 1, способ состоит в погружении трубчатого сонотрода 1 в ванну жидкого сплава алюминия и в воздействии мощными ультразвуковыми волнами для получения интенсивной кавитации 10 в центре сонотрода 1.
Используемый трубчатый сонотрод 1 выполнен из сиалона (SIALON) и составляет 60 мм в диаметре. Он содержит первую концевую область 2, открытую и простирающуюся в сплав алюминия, и вторую, закрытую концевую область 3, к которой посредством фланца 5 прикреплен преобразователь 4 для испускания мощных ультразвуковых волн.
Согласно одному варианту воплощения, который не проиллюстрирован, сонотрод 1 был предварительно приготовлен с приданием смачивания жидким алюминиевым сплавом M. Для этой цели трубчатый сонотрод 1 был частично погружен в ванну жидкого алюминиевого сплава M, содержащего по меньшей мере 0,05 мас.% магния. Затем она была подвергнута воздействию мощных ультразвуковых волн частотой примерно 22 кГц с мощностью 10 Вт до достижения смачивания жидким алюминиевым сплавом m. Будучи смоченным, сонотрод 1 был погружен в жидкий сплав алюминия, не содержащий магния, и новое воздействие мощными ультразвуковыми волнами позволило восстановить смачивание. Последнее могло при этом сохраняться в течение более 5 дней, без необходимости в применении дополнительной операции очистки или полировки. Периодическое или непрерывное применение мощных ультразвуковых волн само по себе достаточно для поддержания смачивания трубчатого сонотрода 1 в сплаве алюминия.
В варианте воплощения, проиллюстрированном на фигуре 1, применяют ультразвуковые волны с частотой примерно 22 кГц, а уровень жидкого сплава алюминия в тигле уменьшается очень быстро, что является признаком очень интенсивной кавитации 10 внутри трубчатого сонотрода 1, приводящейся к дегазации сплава. Исходное содержание водорода в ванне составляло 0,27 мл/100 г; по истечении 10 минут обработки его содержание упало до 0,17 мл/100 г; по истечении 10 дополнительных минут обработки его содержание достигло величины, близкой к равновесному содержанию, которая, с учетом окружающей влажности, составляла 0,14 мл/100 г. Таким образом, исходная скорость дегазации, полученная с помощью этого устройства 6 инсонификации, составляла 0,01 мл/100 г/мин, тогда как скорость спонтанной дегазации примерно в 10 раз меньше. Кроме того, максимальная скорость, полученная в начале дегазации с помощью сонотрода-стержня с плоским дном из титана, составляет 0,0035 мл/100 г/мин, т.е. в три раза меньше.
Гипотеза, которая может объяснить интенсивность кавитации 10, полученной внутри сонотрода 1, основана на том, что кавитация 10 возникает под действием волн, сходящихся в центре трубчатого сонотрода 1, и что при этом нет потери мощности, как это происходит снаружи сонотрода 1. Кавитационные пузырьки 10, образующиеся таким образом в жидком сплаве алюминия, откачивают газ, содержащийся в трубчатом сонотроде 1. Когда трубчатый сонотрод 1 закрыт во второй концевой области 3, это откачивание вызывает частичный вакуум в сонотроде 1, из-за чего возникает повышение уровня сплава алюминия в нем и наблюдавшееся сопутствующее падение уровня сплава алюминия A в тигле вокруг сонотрода 1. Этот турбулентный подъем в сонотроде 1, сопровождаемый крайне интенсивной кавитацией 10, сильно увеличивает поверхность обмена между жидким сплавом алюминия и газом, содержащимся в сонотроде 1. Это порождает механизм турбулентного откачивания, который позволяет осуществлять очень быструю дегазацию жидкого сплава, содержащегося в сонотроде 1.
Таким образом, устройство 6 инсонификации, проиллюстрированное на фигуре 1, функционирует как ультразвуковой втягивающий насос для жидкого сплава алюминия.
Согласно не проиллюстрированным вариантам воплощения материал сонотрода 1 выбран из керамических материалов, таких как нитриды или оксинитриды, которые инертны к жидкому сплаву алюминия при условиях реализации способа. Частота используемых мощных ультразвуковых волн находится в диапазоне 10-100 кГц, а мощность превышает 10 Вт.
Согласно одному возможному варианту, проиллюстрированному на фигуре 2, поверхность жидкого сплава алюминия помещают под безводную инертную атмосферу, внутри объема трубчатого сонотрода 1, а также снаружи сонотрода 1 с тем, чтобы избежать повторного захвата газа поверхностью жидкого сплава алюминия A. Трубка 7, герметично закрепленная на второй концевой области 3, наверху трубчатого сонотрода 1, позволяет вводить безводный аргон внутрь сонотрода 1. Поверхность жидкого сплава алюминия снаружи трубчатого сонотрода 1 также поддерживается под покровом безводного аргона (инертного газа), поддерживаемого средством 14 перекрывания.
Для дополнительного улучшения устройства 6 инсонификации изобретатели ввели, подвесив к термопаре, трубку 7 для введения безводного аргона и ловушку водорода. Термопара служит для правильной установки ловушки по температуре, которая допускает ее активацию (при 300-400°C), вдоль нисходящего вертикального градиента, который имеется в сонотроде 1. Тогда дегазация сплава алюминия, содержащегося внутри сонотрода 1, происходит крайне быстро вследствие интенсивности турбулентности и кавитации 10, сопровождаемых эффектом затягивания жидким сплавом внутренней атмосферы трубчатого сонотрода 1, и вследствие того, что эта атмосфера поддерживается при очень низком уровне парциального давления водорода ловушкой 8 водорода.
Согласно одному варианту воплощения способ включает этап, содержащий введение реакционноспособного газа, такого как газообразный NH3, вместо нейтрального газа аргона, как проиллюстрировано на фигуре 3, в жидкий сплав алюминия, содержащийся в трубчатом сонотроде 1, для образования композитного материала AL-ALN. На самом деле, мощные ультразвуковые волны позволяют достигать очень высоких и очень локальных пиков температуры в момент взрыва кавитационных пузырьков 10. Это позволяет катализировать следующую реакцию: Al + NH3 → AlN + 1,5H2, которая обычно протекает лишь при очень высокой температуре. Более того, ловушка 8 водорода, расположенная внутри трубчатого сонотрода 1, захватывает выделяющийся водород и позволяет избежать повторного захвата газа металлическим сплавом в ходе протекания реакции. Также могут быть легко разработаны композиты Al-AlN с размерами частиц 10-100 нм.
Как проиллюстрировано на фигуре 3, вблизи отверстия первой концевой области 2 сонотрода 1 в жидком сплаве алюминия a создается нисходящее поле скоростей 9 с тем, чтобы способствовать обмену между сплавом внутри и сплавом снаружи сонотрода 1 и улучшать кинетику дегазации для обработки большого объема сплава в течение времени, совместимого с промышленными требованиями. Решение, проиллюстрированное на фигуре 3, состоит в применении с регулярными интервалами избыточного давления сухого аргона в трубке 7 для вытеснения дегазированного жидкого сплава в объем тигля, содержащего жидкий сплав алюминия, и для повторного втягивания смешанного сплава алюминия при последующем понижении давления.
Фигура 4 описывает решение, которое состоит во введении дополнительного сонотрода 11 в форме сплошного стержня, возбуждаемого в режиме продольной моды, сбоку от отверстия трубчатого сонотрода 1 для того, чтобы локально создавать мощный периодический акустический поток между двумя регулярными периодами применения мощных ультразвуковых волн, увлекающий за собой внутренний сплав к низу сонотрода 1 под действием вытягивающего эффекта. Таким образом, это позволяет обновлять сплав, содержащийся внутри трубчатого сонотрода 1.
Фигура 5 описывает решение, которое состоит в использовании трубчатого сонотрода 1, расширяющегося в первой концевой области 2 так, чтобы создать посредством «акустического течения» нисходящее вертикальное поле скоростей.
Для создания этого нисходящего поля скоростей 9 имеются и другие, не проиллюстрированные варианты воплощения. Одна альтернатива состоит, в частности, в использовании индукционного тигля, сконструированного таким образом, чтобы вокруг трубчатого сонотрода 1 возникало нисходящее вертикальное поле скоростей, которое увлекает за собой внутренний сплав алюминия и способствует его ускоренному обновлению. Согласно другой альтернативе, применение мощных ультразвуковых волн осуществляют в течение определенных периодов времени, между которыми применяют избыточное давление безводного аргона, создаваемое внутри сонотрода 1 посредством трубки 7, герметично прикрепленной ко второй концевой области 3. Согласно еще одной возможности между каждыми периодами избыточного давления сухого аргона, во время применения мощных ультразвуковых волн внутри сонотрода 1 создают вакуум.
Фигура 6 иллюстрирует обработку жидкого сплава алюминия, состоящую во введении частиц SiC согласно этапу y) способа, вследствие чего образуется композит с металлической матрицей. Могут быть использованы и другие тугоплавкие керамические материалы, такие как глинозем, в соответствии с конечными механическими свойствами, желательными для композита. Введение частиц осуществляют совместно с введением безводного аргона по прикрепленной трубке 7 и выполняют в две стадии: первая стадия состоит во введении частиц, пока жидкий сплав алюминия поднимается по трубчатому сонотроду 1, путем ввода присутствующего в трубке 7 газа и увлеченных им частиц. Эта стадия состоит в приготовлении некой разновидности композитного сплава с жидкой основой внутри трубчатого сонотрода 1. Вторая стадия состоит в выталкивании этой плотной смеси и ее растворении в остальном алюминиевом сплаве с помощью одного из описанных выше средств. Затем снова начинают описанную первую стадию. Изобретатели установили, что для предотвращения того, что введенный одновременно с частицами газ вызывает всплывание частиц и выбрасывает их на поверхность, периодическое применение дополнительного стержневого сонотрода 11, как описано на фигуре 4, позволяет сразу распределять частицы по жидкому сплаву и разбивать пузырьки газа под действием инерционной кавитации 10.
Далее будет описано доведение жидкого сплава алюминия a до заданного состава в связи с фигурой 7. В трубчатый сонотрод 1 вводят проволоку 13 лигатуры и герметично уплотняют ее на второй концевой области 3 так, чтобы добиться по меньшей мере частичного погружения в сплав алюминия внутри сонотрода 1. Таким образом, доведение жидкого сплава алюминия до заданного состава происходит одновременно с дегазацией и с фрагментацией оксидных пленок в ходе применения мощных ультразвуковых волн. В альтернативном варианте воплощения проволока 13 может представлять собой модифицирующую проволоку AlTiB или AlTiC или порошковую проволоку, наполненную антирекристаллизационными элементами, которыми желательно перенасытить сплав, такими как Cr, Zr, Hf, V, Sc и т.д. Таким образом, становится возможным получение сверхтонкого распределения первичных интерметаллических дисперсоидов, тогда как те же количества, введенные в печь при вертикальной разливке, приводят к неисправимым крупным первичным интерметаллическим частицам. При вертикальном полунепрерывном литье введение осуществляют либо на уровне распределителя непосредственно перед разливкой, либо на уровне самой отливки. Аналогичным образом, при литье так называемых заэвтектических силуминов, введение с помощью трубчатого сонотрода 1 проволоки AlCuP позволяет диспергировать зародыши AlP и получить первичные кристаллы кремния, намного более мелкие, чем те, которые получаются при введении проволоки AlCuP стандартным способом.
Таким образом, настоящее изобретение делает возможным простое воздействие мощным ультразвуком на жидкий сплав алюминия в течение длительного периода времени и позволяет осуществлять самые разные обработки: дегазацию, рафинирование и изменение состава алюминиевого сплава (изменение по содержанию и по новым элементам), на значительно больших объемах, чем это было возможно традиционно, и с временами цикла, совместимыми с промышленными требованиями.
Само собой разумеется, что изобретение не ограничено описанными выше в качестве примера вариантами воплощения, а что оно охватывает все технические эквиваленты и альтернативные варианты описанных средств, а также их сочетания.
Реферат
Изобретение относится к способам ультразвуковой обработки жидких сплавов алюминия. Способ содержит следующие этапы: обеспечение трубчатого сонотрода (1), образованного из материала, по существу инертного к жидкому алюминию, такого как керамика, причем сонотрод содержит первую концевую область (2), которая открыта, и вторую концевую область (3), которая предпочтительно закрыта, погружение по меньшей мере части открытой (2) концевой области трубчатого сонотрода (1) в жидкий сплав алюминия и воздействие мощными ультразвуковыми волнами на жидкий сплав алюминия посредством трубчатого сонотрода (1). Техническим результатом заявляемого изобретения является оптимизация процесса кавитации в жидком сплаве алюминия, что позволяет обеспечить обработку больших объемов жидкого сплава алюминия в промышленном масштабе. 12 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ ультразвуковой обработки расплава заэвтектических силуминов
Комментарии