Способ изготовления листа текстурированной электротехнической стали - RU2532539C2
Код документа: RU2532539C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления текстурированной электротехнической листовой стали и, в частности, к способу изготовления листа из текстурированной электротехнической стали с очень низкими потерями в железе.
Известный уровень техники
Электротехническая листовая сталь широко используется в качестве материала железного сердечника трансформатора, генератора и тому подобное. Текстурированная электротехническая листовая сталь со значительной ориентировкой кристалла в {110} <001> ориентации Госса, в частности, обладает хорошими свойствами потерь в железе, что непосредственно способствуют снижению потерь энергии в трансформаторе, генераторе и т.п. Дальнейшее улучшение свойств потерь в железе листа из текстурированной электротехнической стали может быть проведено путем снижения толщины стального листа, увеличения содержания Si в листовой стали, улучшения ориентации кристалла, создания напряжения в стальном листе, сглаживания поверхности листовой стали, проведения измельчения размера зерна вторичной рекристаллизации и т.п.
JP-A 08-295937, JP-A 2003-096520, JP-A 10-280040 и JP-А 06-049543 раскрывают в качестве способа измельчения зерна вторичной рекристаллизации способ быстрого нагрева стального листа во время обезуглероживания, способ быстрого нагрева стального листа непосредственно перед обезуглероживанием для улучшения текстуры первичной рекристаллизации (т.е. повышение интенсивности ориентации Госса) и т.п. соответственно.
В связи с этим слябы должны быть нагреты до высокой температуры около 1400°С для проявления компонентами ингибитора, содержащимися в слябе, значительного снижения потерь в железе. Этот нагрев до высоких температур естественно увеличивает стоимость производства. Соответственно содержание компонентов ингибитора в стальном листе должно быть снижено насколько возможно, при экономном производстве стального листа. В связи с этим, JP-B 3707268 раскрывает способ изготовления текстурированной электротехнической листовой стали с использованием материалов, не содержащих выделений компонентров ингибитор, подобных AlN, MnS и MnSe (материал, который будет называться далее материалом "без ингибитора").
Раскрытие изобретения
Проблемы, решаемые изобретением
В случае, когда вышеописанный способ улучшения текстуры первичной рекристаллизации обработкой быстрым нагреванием применяют к способу изготовления текстурированной электротехнической листовой стали с помощью материала без ингибитора, вторичная рекристаллизация зерна полученной листовой стали не может быть измельчена и не может быть достигнут эффект снижения потерь в железе, как предполагалось в некоторых заявках.
Принимая во внимание вышеописанную ситуацию, целью настоящего изобретения является создание способа достижения стабильного значительного эффекта снижения потерь в железе обработкой быстрым нагревом стального листа в случае осуществления отжига для первичной рекристаллизации, включающего обработку быстрым нагревом в способе изготовления текстурированной электротехнической листовой стали с использованием материала без ингибитора.
Средства решения проблемы
Авторы настоящего изобретения исследовали факторы, вызывающие нарушение измельчения размера зерна вторичной рекристаллизацией в случае, когда отжиг для первичной рекристаллизации, включающий обработку быстрым нагревом, осуществляется на одной линии непрерывного отжига и установили, что неравномерное распределение температуры в направлении ширины стального листа, вызванное быстрым нагревом, является важным фактором, вызывающим нарушение. В частности, измельчение размера зерна вторичной рекристаллизации происходит гладко при обработке быстрым нагревом и отжиге для первичной рекристаллизации отдельно на различных установках, экспериментально. Предполагается, что результат этого связан с тем, что температура стального листа резко снижается примерно до комнатной температуры в течение периода перемещения между установками, устраняя тем самым неравномерность распределения температуры в направлении ширины, вызванного быстрым нагревом. В противоположность этому, в случае, когда обработка быстрым нагревом и отжиг для первичной рекристаллизации стального листа осуществляется на одной линии непрерывного отжига, неравномерность в распределении температуры в направлении ширины стального листа, не исключается даже на стадии выдержки отжига для первичной рекристаллизации, что приводит к неравномерным диаметрам первичного рекристаллизованного зерна в направлении ширины листовой стали и, следовательно, отсутствию требуемого эффекта снижения потерь в железе. Эта проблема может быть не столь заметной, когда стальной лист содержит ингибиторы, потому что рост зерна подавляется ингибиторами. Однако стальной лист без ингибитора значительно повреждается при относительно небольшой неравномерности в распределении температуры, потому что в стальном листе недостаточно выделений (ингибиторы), которые подавляют рост зерна.
Авторы настоящего изобретения обнаружили, что крайне важно разработать комплекс отжига для первичной рекристаллизации текстурированной электротехнической листовой стали так, чтобы комплекс имел структуру, способную быстро нагревать, затем охлаждать, повторно нагревать и проводить выдержку, например, чтобы комплекс включал зону быстрого нагрева, первую зону охлаждения, зону нагрева, зону выдержки и вторую зону охлаждения и, в частности, контролировать условия в первой зоне охлаждения и зоне нагрева. Результаты экспериментов, на которых основаны вышеуказанные открытия, будут описаны ниже.
Эксперимент 1
Стальной сляб, содержащий компоненты состава (химический состав), приведенного в таблице 1, получают методом непрерывного литья, и слябы нагревают до 1200°С и выполняют горячую прокатку, приводящую к горячекатаному стальному листу толщиной 1,8 мм. Горячекатаный стальной лист, полученный таким образом, подвергают отжигу при 1100°С в течение 80 секунд. Стальной лист затем подвергают холодной прокатке для получения листа толщиной 0,30 мм. Холоднокатаный стальной лист, полученный таким образом, подвергают отжигу для первичной рекристаллизации в неокислительной атмосфере. Этот отжиг для первичной рекристаллизации включает: сначала быстрый нагрев холоднокатаного стального листа прямым нагревом (электронагрев) до температуры 600-800°С со скоростью нагрева, т.е. скоростью возрастания температуры 20-300°С/с ("°С/с" в настоящем изобретении означает "°С/секунду"); затем нагрев стального листа косвенным нагревом (газовый нагрев трубчатым радиационным нагревателем) до 900°С со средней скоростью нагрева 55°С/с; и выдерживание стального листа при 900°С в течение 100 секунд. "Температура" представляет температуру в центральной части в направлении ширины стального листа в эксперименте 1.
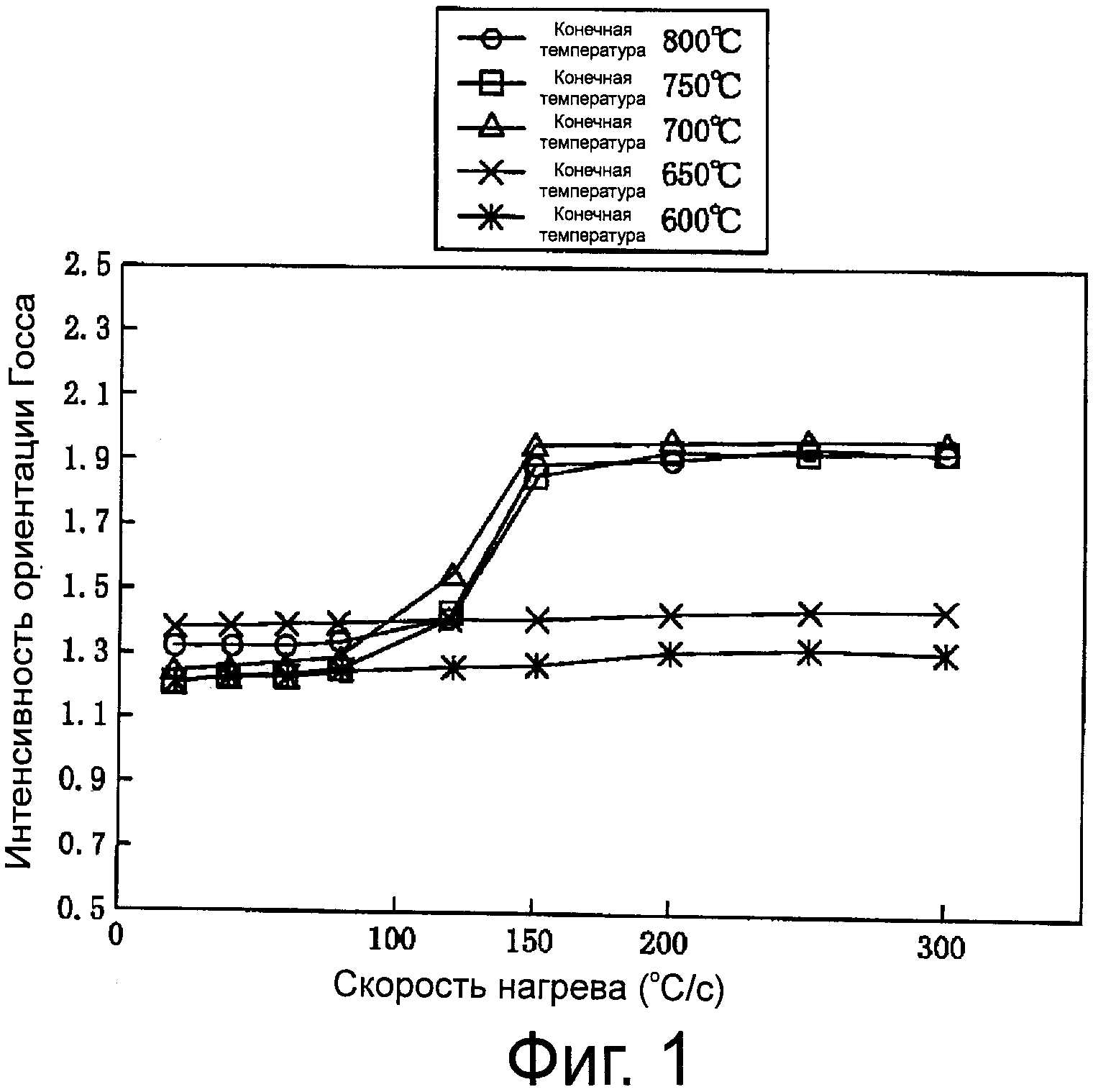
Оценивают текстуру первичной рекристаллизации. В частности, текстуру первичной рекристаллизации получаемого стального листа оценивают 2D распределением интенсивности в (φ2=45°) в поперечном сечении пространства Эйлера в центральном слое в направлении толщины стального листа. Интенсивность (степень накопления) ориентации первичной рекристаллизации может быть видна в этом сечении. Фиг.1 показывает взаимосвязь между скоростью нагрева быстрого нагрева с интенсивностью ориентации Госса (φ=90°, φ1=90°, φ2=45°) и взаимосвязь между конечной температурой быстрого нагрева с интенсивностью ориентации Госса. Из эксперимента 1 понятно, что скорость нагрева должна быть, по меньшей мере, 150°С/с, и конечная температура должна быть 700°С или выше для надежного изменения текстуры (например, для улучшения ориентации Госса) первичной рекристаллизации быстрым нагревом стального листа без ингибитора.
Эксперимент 2
Стальной сляб, содержащий компоненты состава, приведенного в таблице 2, получают методом непрерывного литья, и слябы нагревают до 1400°С и выполняют горячую прокатку, приводящую к горячекатаному стального листа толщиной 2,3 мм. Горячекатаный стальной лист, полученный таким образом, подвергают отжигу при 1100°С в течение 80 секунд. Стальной лист затем подвергают холодной прокатке для получения листа толщиной 0,27 мм. Холоднокатаный стальной лист, полученный таким образом, подвергают отжигу для первичной рекристаллизации в атмосфере с окисляющей способностью в виде отношения парциального давления влаги к парциальному давлению водорода (PH2O/PH2), 0,35. Этот отжиг для первичной рекристаллизации проводят следующими двумя способами.
Способ (i)
Способ (i) включает: быстрый нагрев холоднокатаного стального листа до 800°С со скоростью нагрева 600°С/с электронагревом; охлаждение до одной из температур 800°С (т.е. без охлаждения), 750°С, 700°С, 650°С, 600°С, 550°С и 500°С; затем нагрев стального листа до 850°С со средней скоростью нагрева 20°С/с газовым нагревом с использованием трубчатого радиационного нагревателя; и выдерживание стального листа при 850°С в течение 200 секунд. Охлаждение осуществляют введением газа в систему для охлаждения (газовое охлаждение).
Способ (ii)
Способ (ii) включает: нагрев холоднокатаного стального листа до 700°С со средней скоростью нагрева 35°С/с и затем до 850°С/с со средней скоростью нагрева 5°С/с газовым нагревом с использованием трубчатого радиационного нагревателя; и выдерживание стального листа при 850°С в течение 200 секунд.
Каждый из полученных образцов стального листа, приготовленных таким образом, покрывают отжиговым сепаратором, содержащим MgO в качестве основного компонента, и подвергают окончательному отжигу. Окончательный отжиг проводят при 1200°С в течение 5 часов в атмосфере сухого водорода. После такого окончательного отжига от стального листа отделяют непрореагировавший сепаратор отжига, наносят покрытие, создающее поверхностное натяжение, состоящего из 50% коллоидного диоксида кремния и фосфата магния, в результате чего получается образец конечного продукта. "Температура" представляет температуру в центральной части в направлении ширины стального листа в эксперименте 2.
Максимальную разницу температур в направлении ширины каждого образца стального листа измерят при завершении быстрого нагрева, завершении охлаждения и завершении выдержки соответственно и анализируют потери в железе ("потери в железе" представляет его среднее значение в направлении по ширине листа в настоящем изобретении) во внешних витках конечного рулона для оценки в эксперименте 2. Таблица 3 показывает распределение температур по ширине каждого образца стального листа по завершению соответствующих процессов быстрого нагрева, охлаждения и выдержки. Процесс быстрого нагрева создает неравномерность (максимально 50°С) распределения температур в направлении ширины образца стального листа. Кроме того, нижняя конечная температура образца стального листа после процесса охлаждения в целом приводит к меньшей неравномерности распределения температуры в направлении ширины образца стального листа после процессов охлаждения и выдержки.
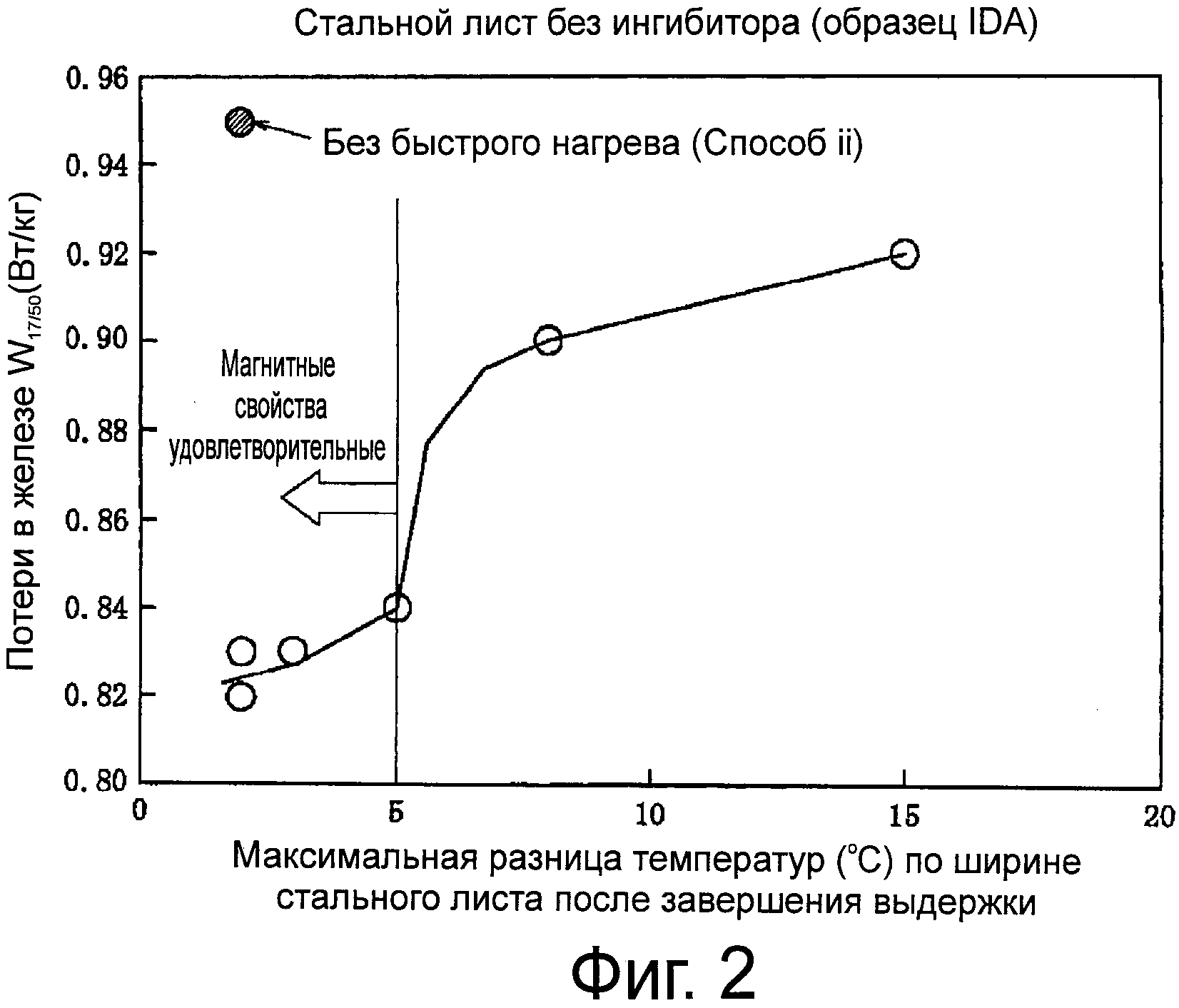
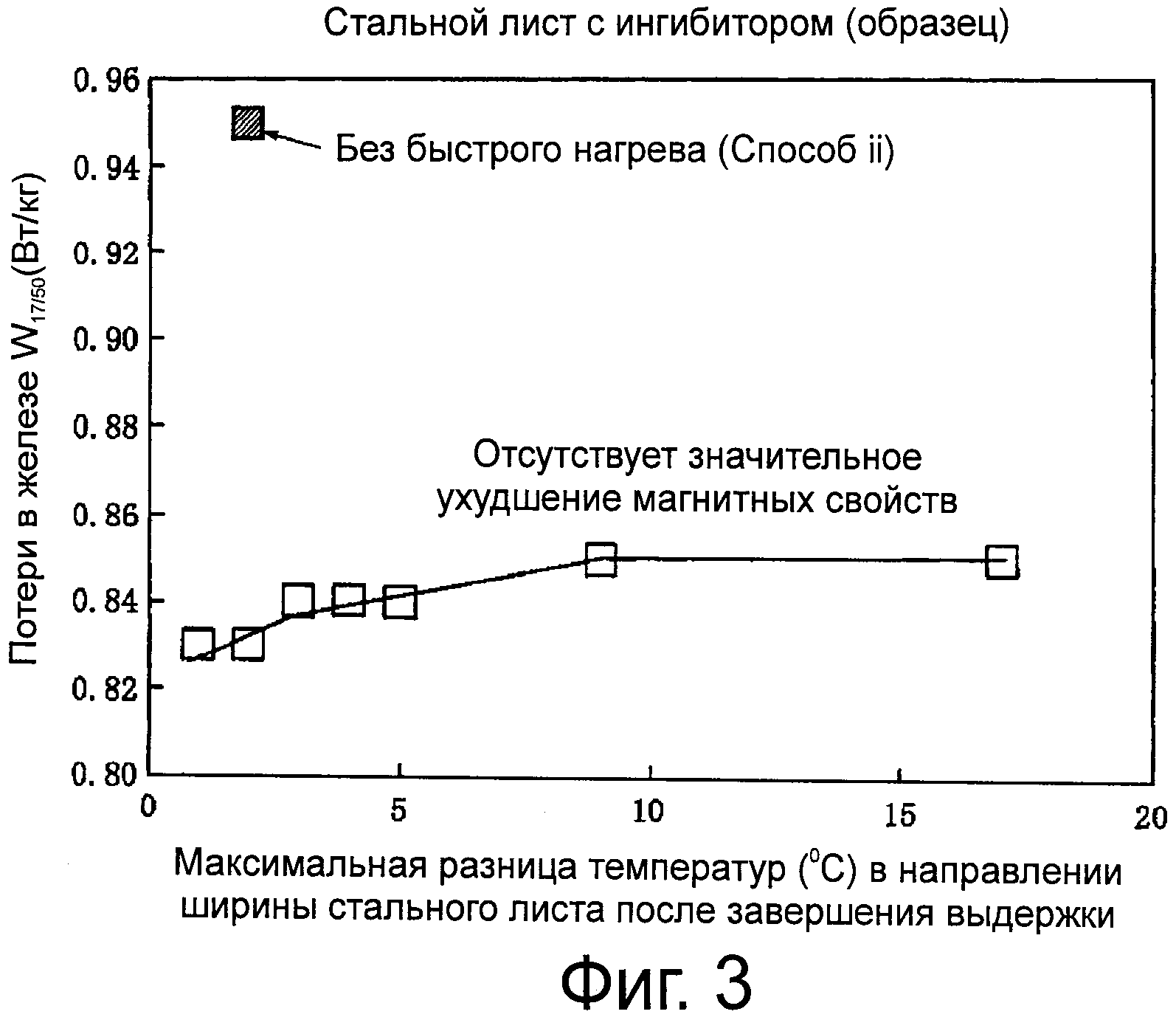
Фиг.2 показывает взаимосвязь между максимальной разницей температур по ширине образца стального листа без ингибитора после выдержки и потерями в железе внешних витков конечного рулона. Как показано на фиг.2, разность температур по ширине образца стального листа после выдержки, в частности, существенно ухудшает потери в железе рулона конечного продукта и не должна превышать 5°С для того, чтобы надежно получить хорошее свойство потерь в железе, химического состава А (образец ID А) с составом компонентов, не содержащем ингибитора. В связи с этим было установлено, что конечная температура стального листа без ингибитора сразу должна быть снижена до 700°С и ниже после быстрого нагрева. В связи с этим каждый образец стального листа без ингибитора, не подвергнутый быстрому нагреву (т.е. обработанный способом (ii)), проявляет гораздо хуже свойства потерь в железе, несмотря на очень хорошее распределение температур по его ширине после процесса выдержки. Разница температур по ширине листа после выдержки существенно не влияет на потери в железе химического состава В (пример ID В) с композицией компонентов, содержащей ингибиторы, как показано на фиг.3.
Эксперимент 3
Стальной сляб, содержащий композицию компонентов, приведенную в таблице 4, получают методом непрерывного литья, и сляб нагревают до 1100°С и выполняют горячую прокатку, приводящую к горячекатаному стальному листу толщиной 2,0 мм. Горячекатаный стальной лист, полученный таким образом, подвергают отжигу при 950°С в течение 120 секунд. Стальной лист затем подвергают холодной прокатке для получения листа толщиной 0,23 мм. Холоднокатаный стальной лист, полученный таким образом, подвергают отжигу для первичной рекристаллизации в атмосфере с окисляющей способностью в виде отношения парциального давления влаги к парциальному давлению водорода (PH2O/PH2), 0,25. Этот отжиг для первичной рекристаллизации проводят следующими двумя способами.
Способ (iii)
Способ (iii) включает быстрый нагрев холоднокатаной листовой стали до 730°С со скоростью нагрева 750°С/с прямым нагревом (индукционный нагрев); охлаждение до 650°С газовым охлаждением; затем нагрев стального листа до 850°С при соответствующей средней скорости нагрева 10-60°С/с косвенным нагревом (газовым нагревом трубчатым радиационным нагревателем); и выдерживание стального листа при 850°С в течение 300 секунд.
Способ (iv)
Способ (iv) включает нагрев холоднокатаного стального листа до 700°С со средней скоростью нагрева 60°С/с и затем до 850°С при соответствующей средней скорости нагрева 10-60°С/с косвенным нагревом (газовым нагревом трубчатым радиационным нагревателем); и выдерживание стального листа при 850°С в течение 300 секунд.
Каждый из полученных образцов стального листа, приготовленных таким образом, покрывают отжиговым сепаратором, содержащим MgO в качестве основного компонента, и подвергают окончательному отжигу. Окончательный отжиг проводят при 1200°С в течение 5 часов в атмосфере сухого водорода. После такого окончательного отжига от стального листа отделяют непрореагировавший отжиговый сепаратор, наносят покрытие, создающее поверхностное натяжение, состоящее из 50% коллоидного диоксида кремния и фосфата магния, в результате чего получается образец конечного продукта. "Температура" представляет температуру в центральной части в направлении ширины стального листа в эксперименте 3.
Максимальную разницу температур в направлении ширины каждого образца стального листа измерят при завершении быстрого нагрева, завершении охлаждения и завершении выдержки соответственно и анализируют потери в железе во внешней обмотке рулона конечного продукта для оценки в эксперименте 3. В таблице 5 показано распределение температур в направлении ширины каждого образца стального листа по завершению соответствующих процессов быстрого нагрева и выдержки. Образцы стального листа, полученные в соответствии со способом (iv), не включающим процесс быстрого нагрева, все демонстрируют максимальную разницу температур после выдержки 5°С или менее. Напротив, скорость нагрева в зоне нагрева не должна превышать 40°С/с для того, чтобы устранить неравномерность распределения температур в направлении ширины стального листа, вызванную быстрым охлаждением (другими словами, искомые свойства потерь в железе не могут быть получены при скорости нагрева превышающей 40°С/с) образцов стального листа, полученного способом (iii), включающим процесс быстрого охлаждения. Соответственно, разумно сделать вывод, что скорость нагрева в зоне нагрева не должна превышать 40°С/с.
Из вышеописанного анализа было установлено, что один из наиболее важных моментов в максимальном эффекте улучшения потерь в железе, вызванным быстрой термообработкой при производстве текстурированной электротехнической листовой стали с использованием материала без ингибитора, состоит в ликвидации, неравномерности распределения температуры в направлении ширины стального листа, вызванной быстрым нагревом, не позднее завершения процесса выдержки.
Настоящее изобретение было разработано на основе вышеуказанных открытий и его основные признаки следующие.
(1) Способ изготовления текстурированной электротехнической листовой стали, включающий следующие стадии:
изготовление стального сляба с составом, включающим С 0,08% масс. или менее, Si 2,0-8,0% масс., Mn 0,005-1,0% масс., Al 100 ppm или менее, N, S и Se 50 ppm соответственно и остальное Fe и случайные примеси;
прокатку стального сляба для получения стального листа конечной толщины листа, и проведение отжига для первичной рекристаллизации стального листа и затем отжига для вторичной рекристаллизации,
причем Al, N, S и Se представляют компоненты ингибитора, содержание которых необходимо сократить, и отжиг для первичной рекристаллизации включает нагрев стального листа до температуры, равной или выше 700°С, со скоростью нагрева, по меньшей мере, 150°С/с, охлаждение стального листа до температуры 700°С или ниже, и затем нагрев стального листа до температуры выдержки со средней скоростью нагрева не выше 40°С/с.
(2) Способ изготовления текстурированной электротехнической листовой стали по п.1, в котором окислительная способность атмосферы, представленная Ph2O/Ph2, в которой проводят отжиг для первичной рекристаллизации, задается равной 0,05 или ниже.
(3) Способ изготовления текстурированной электротехнической листовой стали по пп.1-2, в которой состав стального сляба дополнительно включает, по меньшей мере, один элемент, выбранный из
Ni: 0,03-1,50% масс.,
Sn: 0,01-1,50% масс.,
Sb: 0,005-1,50% масс.,
Cu: 0,03-3,0% масс.,
P: 0,03-0,50% масс.,
Mo: 0,005-0,10% масс., и
Cr: 0,03-1,50% масс.
(4) Способ изготовления листа из текстурированной электротехнической стали по пп.1-3, в котором стадия прокатки включает горячую прокатку стального сляба и затем либо один процесс холодной прокатки или два или более процессов холодной прокатки с промежуточным отжигом(ами) между ними для получения стального листа конечной толщины.
(5) Комплекс для рекристаллизационного отжига листа из текстурированной электротехнической стали, включающий:
зону быстрого нагрева;
первую зону охлаждения;
зону нагрева;
зону выдержки, и
вторую зону охлаждения.
Эффект изобретения
В соответствии с настоящим изобретением, можно стабильно производить лист из текстурированной электротехнической стали с удивительно хорошими свойствами потерь железа с помощью материала без ингибитора, что позволяет нагревать сляб до относительно низкой температуры.
Краткое описание чертежей
Фиг.1 представляет график, показывающий взаимосвязь между скоростью нагрева во время отжига для первичной рекристаллизации и интенсивностью Госса.
Фиг.2 представляет график, показывающий взаимосвязь между максимальной разницей температур в направлении ширины стального листа с использованием материала без ингибитора после выдержки; и свойств железа во внешнем витке рулона конечного продукта.
Фиг.3 представляет график, показывающий взаимосвязь между максимальной разницей температур в направлении ширины стального листа с использованием материала, содержащего ингибитор, после выдержки и свойств железа внешнего витка рулона конечного продукта.
Осуществление изобретения
Далее будут описаны причины, по которым основные признаки настоящего изобретения должны включать вышеуказанные ограничения. Также будут объяснены причины вышеописанных ограничений компонентов расплавленной стали для изготовления листа электротехнической стали настоящего изобретения. Обозначения "%" и "ppm" в отношении компонентов представляют в настоящем изобретении % масс. и ч./млн, масс., соответственно, если не указано иное.
С: 0,08% или менее
Содержание углерода в стали должно быть ограничено 0,08% или менее, потому что содержание углерода в стали, превышающее 0,08%, затрудняет снижение содержания углерода в процессе производства до уровня 50 ppm или ниже, при котором можно надежно избежать магнитного старения. Нижний предел содержания углерода особо не ограничен, поскольку вторичная рекристаллизация стали может проходить даже в стальном материале, не содержащем углерода. Нижний предел "чуть выше нуля %" является промышленно приемлемым.
Si: 2,0-8,0%
Кремний является элементом эффективным для повышения электрического сопротивления стали и улучшения свойств потерь в железе. При содержании кремния в стали ниже 2,0% нельзя достичь такого достаточно значительного эффекта кремния. Однако содержание Si в стали, превышающее 8,0%, значительно ухудшает формуемость (технологичность), а также уменьшает плотность потока стали. Соответственно содержание Si в стали должно составлять 2,0-8,0%.
Mn: 0,005-1,0%
Марганец является элементом, который необходим для достижения удовлетворительной технологичности горячей стали. Содержание марганца в стали ниже 0,005% не может дать такой хороший эффект. Однако содержание Mn в стали, превышающее 1,0%, ухудшает магнитный поток в конечном стальном листе. Соответственно содержание Mn в стали должно составлять 0,005-1,0%.
Содержание компонентов ингибитора должно быть снижено по возможности максимально, потому что стальной сляб, с содержанием компонентов ингибитора, превышающим верхний предел, должен быть нагрет до относительно высокой температуры около 1400°С, что приводит к повышению себестоимости продукции. Верхние пределы содержания компонентов ингибитора, т.е. Al, N, S и Se, составляют Al: 100 ppm (0,01%), N: 50 ppm (0,005%), S: 50 ppm (0,005%) и Se: 50 ppm (0,005%) соответственно. Проблемы, вызываемые этими компонентами ингибитора, надежно предотвращаются, когда их содержание в стали не превышают вышеуказанный верхний предел, хотя содержание компонентов ингибитора предпочтительно снизить максимально возможно для достижения хороших магнитных свойств стали.
Кроме того, состав стального сляба может включать в дополнение к вышеописанным компонентам, по меньшей мере, один элемент, выбранный из Ni: 0,03-1,50%, Sn: 0,01-1,50%, Sb: 0,005-1,50%, Cu: 0,03-3,0%, P: 0,03-0,50%, Мо: 0,005-0,10% и Cr: 0,03-1,50%. Никель является полезным элементом в плане улучшения микроструктуры горячекатаного стального листа для улучшения магнитных свойств. Содержание никеля в стали ниже 0,03% не может давать хороший эффект улучшения магнитных свойств удовлетворительным образом, тогда как содержание никеля в стали превышающее 1,50% делает вторичную рекристаллизацию стали нестабильной, ухудшая его магнитные свойства. Соответственно, содержание никеля в стали должно составлять 0,03-1,50%.
Sn, Sb, Cu, P, Cr и Мо каждый является полезным элементом в плане улучшения магнитных свойств стали. Каждый из этих элементов, если их содержание в стали ниже вышеуказанного нижнего предела, не может в достаточной степени дать хороший эффект улучшения магнитных свойств стали, тогда как их содержание в стали, превышающее вышеуказанный верхний предел, может ухудшать рост вторичного рекристаллизованного зерна стали. Соответственно содержание этих элементов в электротехнической листовой стали настоящего изобретения должно составлять Sn: 0,01-1,50%, Sb: 0,005-1,50%, Cu: 0,03-3,0%, P: 0,03-0,50%, Мо: 0,005-0,10% и Cr: 0,03-1,50% соответственно. По меньшей мере, один элемент, выбранный из Sn, Sb и Cr, является особенно предпочтительным среди этих элементов.
Остальное в композиции стального листа настоящего изобретения является случайными примесями и Fe. Примеры случайных примесей включают О, В, Ti, Nb, V, также как Ni, Sn, Sb, Cu, P, Мо, Cr или подобные, с содержанием в стали ниже вышеуказанных нижних пределов.
Слябы могут быть получены либо обычным методом разливки в слитки или методом непрерывного литья или литьем тонких слябов/полос толщиной 100 мм или менее, либо могут быть получены прямым непрерывным литьем расплавленной стали вышеуказанного состава компонентов. Сляб может быть нагрет либо обычным способом, для подачи на горячую прокатку или непосредственно подвергается горячей прокатке после процесса литья без нагрева. В случае литья тонкого сляба/полосы, сляб/полоса может быть подвергнут либо горячей прокатке или непосредственно подаваться на следующий процесс, пропуская горячую прокатку.
Затем горячекатаный стальной лист (или отлитый тонкий сляб/полоса, который пропустил горячую прокатку) подвергают отжигу в соответствии с необходимостью. Горячекатаный стальной лист или подобный предпочтительно отжигают при температуре 800-1100°С (включая 800°С и 1100°С) для обеспечения весьма удовлетворительного формирования текстуры Госса в стальном листе конечного продукта. Когда горячекатаный стальной лист или подобный отжигают при температуре ниже 800°С, сохраняется структура зоны, полученная при горячей прокатке, затрудняя тем самым реализацию структуры первичной рекристаллизации, состоящую из зерна одинакового размера, и препятствуя плавному прохождению вторичной рекристаллизации. Когда горячекатаный стальной лист или подобный отжигают при температуре выше 1100°С, зерно горячекатаного стального листа после отжига чрезвычайно укрупняется, что является очень невыгодным с точки зрения реализации структуры первичной рекристаллизации, состоящей из зерна одинакового размера.
Отожженный таким образом горячекатаный стальной лист подвергают одной холодной прокатке, двум или более процессам холодной прокатки необязательно с промежуточным отжигом между ними, затем процессу рекристаллизационного отжига и нанесения покрытия для создания на стальном листе отжигового сепаратора. Экономичным является проведение процесса холодной прокатки(ок) после повышения температуры стального листа до 100-250°С и также выполнение одного процесса старения или двух или более процессов старения при температуре 100-250°С при холодной прокатке для удовлетворительного формирования Госса текстуры стального листа. Формирование канавок травления для измельчения магнитного домена после холодной прокатки является полностью приемлемым в настоящем изобретении.
Первичный рекристаллизационный отжиг требует быстрого нагрева стального листа или подобного со скоростью нагрева, по меньшей мере, 150°С/с для надежного улучшения текстуры первичной рекристаллизации стального листа, как описано выше. Верхний предел скорости нагрева при быстром нагреве предпочтительно составляет 600°С/с в плане ограничения стоимости производства. Прямые способы нагрева, такие как индукционный нагрев и электронагрев, являются предпочтительными в качестве типа быстрого нагрева в плане достижения высокой эффективности производства. Процесс быстрого нагрева осуществляют до достижения самой низкой температуры в направлении ширины стального листа 700°С или выше. Верхний предел температуры быстрого нагрева составляет 820°С для ограничения стоимости производства. Верхний предел температуры быстрого нагрева предпочтительно равен или ниже температуры выдержки. Первичная рекристаллизация при отжиге требует охлаждения до температуры, равной 700°С и ниже после быстрого нагрева, потому что неравномерность распределения температур в направлении ширины листа, возникающая при быстром нагреве, должна быть устранена не позднее завершения процесса выдержки листовой стали. Охлаждение следует осуществлять, так чтобы самая высокая температура стального листа в направлении его ширины составляла 700°С или ниже. Нижний предел температуры охлаждения составляет 500°С для ограничения стоимости. Газовое охлаждение является предпочтительным, как тип охлаждения. Скорость последующего нагрева до температуры выдержки должна быть ограничена 40°С/с или ниже по той же причине, то есть для устранения неравномерности распределения температур в направлении ширины стального листа. Нижний предел вышеуказанной "скорости нагрева до температуры выдержки" предпочтительно составляет 5°С/с или выше с точки зрения экономической эффективности. Нагрев до температуры выдержки осуществляют преимущественно косвенным нагревом, который с меньшей вероятностью приводит к неравномерному распределению температуры, чем другие виды нагрева. Среди косвенного нагрева, такого как газовый нагрев, радиационный нагрев и т.п., газовый нагрев (например, нагрев радиационным трубчатым нагревателем), обычно используемый в печи непрерывного отжига, является предпочтительным с точки зрения характеристик стоимости и обслуживания. Температуру выдержки предпочтительно устанавливают 800-950°С для оптимизации движущей силы вторичной рекристаллизации в последующем отжиге для вторичной рекристаллизации.
Примеры комплексов для проведения такого вышеописанного первичного рекристаллизационного отжига стального листа включают печь непрерывного отжига, состоящую из: зоны быстрого нагрева, зоны первого охлаждения, зоны нагрева, зоны выдержки и второй зоны охлаждения. Предпочтительно, чтобы в зоне быстрого нагрева осуществлялся процесс нагрева стального листа до температуры, равной или выше 700°С, со скоростью нагрева, по меньшей мере, 150°С/с, в первой зоне охлаждения осуществлялся процесс охлаждения стального листа до 700°С или ниже и в зоне нагрева осуществлялся процесс нагрева стального листа со скоростью нагрева 40°С/с или менее соответственно.
Хотя окислительная способность атмосферы во время отжига для первичной рекристаллизации особо не ограничена, окислительная способность предпочтительно устанавливается такой, что Ph2O/Ph2≤0,05 и более предпочтительно устанавливают PH2O/PH2≤0,01 в случае, когда свойства потерь в железе листа по ширине и в продольном направлениях должны быть дополнительно стабилизированы. Вариации в поведении при азотировании стального листа по его ширине и продольном направлении при вторичной рекристаллизации отжигом туго смотанного рулона значительно подавлены пресечением формирования подслойной окалины при первичной рекристаллизации отжигом специально заданной окислительной способностью атмосферы, как описано выше.
Отжиг для вторичной рекристаллизации следует за отжигом для первичной рекристаллизации. Поверхность стальных листов должна быть покрыта отжиговым сепаратором, содержащим MgO в качестве основного компонента после отжига для первичной рекристаллизации, и затем стальной лист, покрытый таким образом, подвергают отжигу для вторичной рекристаллизации в случае, когда на стальном листе следует сформировать пленку форстерита. В случае, когда не следует сформировать пленку форстерита на стальном листе, стальной лист должен быть покрыт известным отжиговым сепаратором, таким как порошок диоксида кремния, оксида алюминия или т.п., которые не взаимодействуют со стальным листом, т.е. которые не образуют подслойной окалины на поверхности стального листа и затем стальной лист, покрытый таким образом, подвергают отжигу для вторичной рекристаллизации. Затем формируют покрытие для создания поверхностного натяжения на стальном листе, полученным таким образом. Известный способ формирования покрытия для создания поверхностного натяжения применим в настоящем изобретении без необходимости в каких-либо конкретных ограничениях. Например, керамические покрытия из нитрида, карбида или карбонитрида могут быть сформированы осаждением из паровой фазы, например, CVD, PVD и т.п. Полученный таким образом стальной лист может быть дополнительно обработан лазерным облучением, плазменным пламенем и т.п. для измельчения магнитного домена для дополнительного снижения потерь в железе.
Можно стабильно получать значительный эффект снижения потерь в железе, вызванный быстрым нагревом листовой стали без ингибитора, и таким образом стабильно изготавливать текстурированную электротехническую листовую сталь без ингибитора с меньшими потерями в железе, чем в известном уровне техники, используя способ изготовления текстурированной электротехнической листовой стали настоящего изобретения, описанного выше.
Пример
Каждый из образцов слябов, как показано в таблице 6, изготавливают методом непрерывного литья, нагревают до 1410°С и проводят горячую прокатку для получения конечного горячекатаного стального листа толщиной 2,0 мм. Горячекатаную листовую сталь, полученную таким образом, отжигают при 950°С в течение 180 секунд. Отожженный таким образом стальной лист подвергают холодной прокатке до толщины 0,75 мм и затем промежуточному отжигу при 830°С в течение 300 секунд в атмосфере с окислительной способностью (PH20/PH2) 0,30. Затем подслойную окалину на поверхности стального листа удаляют травлением соляной кислотой и стальной лист повторно подвергают холодной прокатке для получения холоднокатаного стального листа толщиной 0,23 мм. Канавки на расстоянии 5 мм друг от друга сформируют травлением для измельчения магнитных доменов на поверхности холоднокатаного стального листа, полученного таким образом. Затем стальной лист подвергают отжигу для первичной рекристаллизации в условиях температуры выдержки 840°С и времени выдерживания 200 секунд. Детали условий отжига для первичной рекристаллизации приведены в таблице 7. Затем на стальной лист наносят электростатическое покрытие с использованием коллоидного диоксида кремния и отжигают в камерной печи для вторичной рекристаллизации и очистки при 1250°С в течение 30 часов в атмосфере H2. Соответствующие на гладких поверхностях листовой стали без пленки форстерита, полученной таким образом, создают TiC, сформированный на них в атмосфере смеси газов, включающей TiCl4, H2 и CH4. Затем на листовой стали создают изоляционное покрытие, состоящее из 50% коллоидного диоксида кремния и фосфата магния, в результате чего получают конечный продукт. Оценивают магнитные свойства конечного продукта. Результаты оценки представлены в таблице 7.
Оценивают свойства потерь в железе каждого из образцов листовой стали, отобранных на трех участках в продольном направлении в конечном рулоне, то есть задней концевой части в продольном направлении внешней части рулона, задней концевой части в продольном направлении внутренней части рулона и центральной части в продольном направлении промежуточной части рулона.
Из таблицы 7 видно, что очень хорошие свойства потерь в железе были получены в образцах, изготовленных в соответствующих условиях настоящего изобретения. В отличие от всех образцов, где, по меньшей мере, одно из условий их изготовления выходит за рамки настоящего изобретения, приводит к неудовлетворительным свойствам потерь в железе.
Реферат
Изобретение относится к области металлургии. Для достижения значительного эффекта снижения потерь в железе стали способ изготовления текстурированной электротехнической листовой стали включает получение стального сляба, в котором снижено содержание компонентов ингибитора, т.е. содержание Al 100 ppm или менее и содержание N, S и Se 50 ppm соответственно, горячую прокатку стали и затем одну холодную прокатку или две или более холодных прокаток с промежуточным отжигом(ми) между ними для получения стального листа конечной толщины, отжиг стального листа для первичной рекристаллизации и затем отжиг для вторичной рекристаллизации, причем отжиг для первичной рекристаллизации включает нагрев стального листа до температуры, равной или выше 700°С, со скоростью нагрева по меньшей мере 150°С/с, охлаждение стального листа до температуры 700°С или ниже и затем нагрев стального листа до температуры выдержки со средней скоростью нагрева не более 40°С/с в последующей зоне нагрева. 2 н. и 4 з.п. ф-лы, 7 табл., 3 ил.
Формула
получение стального сляба, содержащего: С 0,08 мас.%. или менее, Si 2,0-8,0 мас.%, Mn 0,005-1,0 мас.%, Al 100 ppm или менее, N, S и Se 50 ppm соответственно и Fe и неизбежные примеси остальное,
причем Al, N, S и Se представляют собой компоненты ингибитора, содержание которых должно быть снижено,
прокатку стального сляба для получения стального листа конечной толщины, и
проведение отжига для первичной рекристаллизации и затем отжига для вторичной рекристаллизации,
при этом отжиг для первичной рекристаллизации включает нагрев стального листа до температуры, равной или выше 700°С, со скоростью нагрева, по меньшей мере, 150°С/с, охлаждение стального листа до температуры 700°С или ниже и последующий нагрев стального листа до температуры выдержки при средней скорости нагрева не выше 40°С/с.
Ni 0,03-1,50
Sn 0,01-1,50
Sb 0,005-1,50
Cu 0,03-3,0
Р 0,03-0,50
Мо 0,005-0,10
Cr 0,03-1,50.
зону быстрого нагрева, в которой стальной лист нагревают до температуры, равной или выше 700°С, со скоростью нагрева, по меньшей, мере 150°С/с,
первую зону охлаждения, в которой стальной лист охлаждают до температуры 700°С или ниже,
зону нагрева, в которой стальной лист нагревают до температуры выдержки со средней скоростью нагрева не выше 40°С/с,
зону выдержки, и
вторую зону охлаждения.
Комментарии