Способ непрерывной разливки полосы из электротехнической стали с контролируемым оросительным охлаждением - RU2290448C2
Код документа: RU2290448C2
Описание
Настоящая заявка является родственной и притязает на приоритет относительно Временной заявки США №60/318970, поданной 13 сентября 2001 г. Шоэном и др.
Настоящее изобретение относится к способу производства полосы из электротехнической стали с ориентированным зерном, обладающей хорошими магнитными свойствами, из непрерывно литой тонкой полосы. Непрерывно литая полоса охлаждается таким образом, при котором ингибитор роста зерна, необходимый для развития ориентации зерна в ходе процесса роста вторичного зерна, осаждается в форме тонко и однородно диспергированной фазы. Непрерывно литые полосы, полученные с помощью настоящего изобретения, демонстрируют очень высокие физические характеристики.
Электротехническая сталь с ориентированным зерном характеризуется типом применяемых ингибиторов роста зерна, технологией производства и уровнем развиваемых магнитных свойств. Обычно электротехнические стали с ориентированным зерном подразделяются на два класса, с обычным (или правильным) ориентированным зерном и ориентированным зерном с высокой проницаемостью, основываясь на уровне магнитной проницаемости, полученной в готовом стальном листе. Магнитная проницаемость стали, которую обычно измеряют при плотности магнитного поля 796 А/м, обеспечивает измерение равномерности ориентации зерна в плоскостях (110)[001] с использованием индексов Миллера в готовой электротехнической стали с ориентированным зерном.
Электротехническая сталь с обычным ориентированным зерном имеет измеренную при плотности магнитного поля 796 А/м магнитную проницаемость в пределах от 1700 до 1880. Такие электротехнические стали с ориентированным зерном обычно содержат марганец и серу (и/или селен), которые в сочетании образуют основной ингибитор (ингибиторы) роста зерна, и подвергаются одной или двум операциям холодного обжатия с операцией отжига, которую обычно выполняют между операциями холодного обжатия. Содержание алюминия обычно составляет менее 0,005%, причем для дополнения ингибиторной системы с целью подавления роста зерна могут использоваться другие элементы, такие как мышьяк, медь, бор или азот. В технике хорошо известны обычные электротехнические стали с обычным ориентированным зерном. В патентах США 5288735 и 5702539, включенных в качестве ссылки, описаны в качестве примера процессы производства электротехнической стали с обычным ориентированным зерном, при которых используются соответственно одна или две операции холодного обжатия.
Электротехническая сталь с ориентированным зерном, обладающая высокой проницаемостью, обычно имеет измеренную при плотности магнитного поля 796 А/м магнитную проницаемость в пределах от 1880 до 1980. Электротехническая сталь с ориентированным зерном с высокой проницаемостью обычно содержит алюминий и азот, которые в сочетании образуют основной ингибитор роста зерна, и подвергается одной или двум операциям холодного обжатия с операцией отжига, которую обычно выполняют перед завершающей операцией холодного обжатия. Часто при производстве электротехнической стали с ориентированным зерном, обладающей высокой проницаемостью, для дополнения подавления роста зерна применяются другие добавки к фазе нитрида алюминия. Такие добавки включают марганец, серу и/или селен, олово, мышьяк, медь или бор. В технике хорошо известны электротехнические стали с ориентированным зерном с высокой проницаемостью. В патентах США 3853641 и 3287183, включенных в качестве ссылки, описаны типичные технологии получения электротехнической стали с ориентированным зерном с высокой проницаемостью.
Обычно электротехническую сталь с ориентированным зерном производят, используя в качестве исходного материала слитки или непрерывно литые слябы. При использовании этих способов производства производят обработку электротехнической стали с ориентированным зерном, причем исходные непрерывно литые слябы или слитки нагревают до повышенной температуры, обычно в диапазоне от приблизительно 1200°С до приблизительно 1400°С, и методом горячей прокатки прокатывают их в полосу, обычно толщиной от приблизительно 1,5 мм до приблизительно 4,0 мм, пригодную для дальнейшей обработки. Повторный нагрев сляба при существующих способах производства электротехнической стали с ориентированным зерном ведет к растворению ингибиторов роста зерна, которые затем осаждаются в форме тонкой диспергированной фазы ингибитора роста зерна. Осаждение ингибитора может осуществляться во время или после операции горячей прокатки, отжига горячекатаной полосы и/или отжига холоднокатаной полосы. При производстве электротехнической стали с ориентированным зерном возможно дополнительное применение прокатки сляба или слитка на обжимном стане перед подогревом сляба или слитка при подготовке к горячей прокатке с целью получения горячекатаной полосы, имеющей характеристики микроструктуры, больше походящие для получения высококачественной электротехнической стали с ориентированным зерном после завершения последующей обработки. В патентах США 3764406 и 4718951, включенных в качестве ссылки, описаны типичные применяемые до сих пор способы обжимной прокатки, подогрева слябов и горячей прокатки полосы, применяемые при производстве электротехнической стали с ориентированным зерном.
Типовые способы, применяемые в технологии получения электротехнической стали с ориентированным зерном, могут включать высокотемпературный отжиг, травление горячекатаной или горячекатаной и отожженной полосы, одну или несколько операций холодной прокатки, операцию нормализующего отжига между операциями холодной прокатки и операцию обезуглероживающего отжига между операциями холодной прокатки или после холодной прокатки с достижением окончательной толщины. Затем на подвергнутую обезуглероживанию полосу наносят разделительное покрытие для отжига и подвергают высокотемпературному заключительному отжигу, при котором возникает зерно с ориентацией в плоскостях (110)[001].
Процесс непрерывного литья полосы обладает тем преимуществом при производстве электротехнической стали с ориентированным зерном, что позволяет устранить ряд обычных производственных операций, применяемых при производстве полосы, пригодной для дальнейшей обработки. К операциям обработки, которые можно устранить, относятся, не ограничиваясь перечисленным, литье слябов или слитков, повторный нагрев слябов или слитков, прокатка на обжимных станах слябов или слитков, черновая и чистовая горячая прокатка полосы. Устройства и способы непрерывного литья полосы из углеродистой стали и нержавеющей стали хорошо известны в технике, например, из патентов США №№6257315; 6237673; 6164366; 6152210; 6129136; 6032722; 5983981; 5924476; 5871039; 5816311; 5810070; 5720335; 5477911 и 5049204, которые все включены в качестве ссылок. При использовании процесса непрерывного литья полосы по меньшей мере один разливочный валок и предпочтительно два вращающихся в противоположных направлениях разливочных валка используются для производства полосы толщиной менее чем приблизительно 10 мм, предпочтительно толщиной менее чем приблизительно 5 мм и еще более предпочтительно толщиной менее чем приблизительно 3 мм. Применение непрерывного литья полосы к производству электротехнической стали с ориентированным зерном отличается от изготовления с использованием непрерывного литья полос нержавеющей стали и углеродистой стали из-за различных технических требований к структуре зерна, текстуре и ингибиторам роста зерна (таким как MnS, MnSe, AIN и т.п.), что является предварительными условиями для получения нужной текстуры (110)[001] в процессе роста вторичного зерна.
Настоящее изобретение относится к способу производства электротехнической стали с ориентированным зерном из непрерывно литой полосы, при котором для контроля осаждения фаз, подавляющих рост зерна, применяется быстрое вторичное охлаждение непрерывно литой полосы. Процесс охлаждения может осуществляться путем непосредственного применения охлаждающих струй, прямого воздействия воздушно-водяной смесью или путем принудительного охлаждения непрерывно литой полосы на твердом материале, таком как металлическая лента или лист. В то время как непрерывно литую полосу обычно производят на установке непрерывного литья полосы со сдвоенными валками, для производства непрерывно литой полосы толщиной около 10 мм или менее возможно применение и других способов с использованием одного разливочного валка или охлаждаемой разливочной ленты.
В частности, настоящее изобретение предлагает способ производства полосы из электротехнической стали с ориентированным зерном, который включает в себя следующие стадии:
а) формирование непрерывно литой полосы из электротехнической стали толщиной не более 10 мм;
b) охлаждение указанной полосы до температуры, лежащей в диапазоне от приблизительно 1150°С до приблизительно 1250°С, так чтобы она затвердела;
c) последующее выполнение быстрого вторичного охлаждения указанной стальной полосы, при котором полосу охлаждают со скоростью от приблизительно 65°С/с до приблизительно 150°С/с до температуры, не превышающей приблизительно 950°С.
В одном варианте реализации полученную описанным способом полосу наматывают в рулон при температуре ниже приблизительно 850°С, предпочтительно ниже приблизительно 800°С.
В другом варианте реализации настоящего изобретения предлагается способ производства полосы из электротехнической стали с ориентированным зерном, который включает в себя следующие операции:
а) формирование непрерывно литой полосы из электротехнической стали толщиной не более 10 мм;
b) охлаждение указанной полосы до температуры ниже приблизительно 1400°С, так чтобы она затвердела по крайней мере частично;
с) охлаждение указанной полосы до диапазона от приблизительно 1150°С до приблизительно 1250°С; и
d) последующее выполнение быстрого вторичного охлаждения указанной стальной полосы, при котором полосу охлаждают со скоростью от приблизительно 65°С/с до приблизительно 150°С/с до температуры, не превышающей приблизительно 950°С.
В одном варианте реализации настоящего изобретения полученную описанным способом полосу сматывают в рулон при температуре ниже приблизительно 850°С, предпочтительно ниже приблизительно 800°С.
Способ позволяет получить электротехническую сталь с ориентированным зерном, обладающую нужной ориентацией зерна, и также сталь с хорошими физическими свойствами, такими как пониженная склонность к растрескиванию.
Для наглядности скорость охлаждения во время затвердевания будет считаться скоростью, при которой расплавленный металл охлаждается на разливочном валке или валках, где по существу затвердевшая полоса охлаждается до температуры, превышающей приблизительно 1350°С. Вторичное охлаждение непрерывно литой полосы будет считаться разделенным на две стадии: (i) начальное вторичное охлаждение проводится после затвердевания до диапазона температур приблизительно 1150-1250°С, и (ii) быстрое вторичное охлаждение применяется после завершения начального охлаждения и служит для контроля осаждения присутствующей в стали фазы (фаз), подавляющей рост зерна.
Перед началом быстрого охлаждения дополнительным признаком настоящего изобретения является замедление начального вторичного охлаждения непрерывно литой полосы для того, чтобы добиться выравнивания температуры полосы перед началом быстрого вторичного охлаждения. Например, непрерывно литую и затвердевшую полосу можно выпустить и/или пропустить через термоизолированную камеру (см. чертеж) для того, чтобы замедлить скорость начального вторичного охлаждения и/или выровнять температуру полосы после затвердевания. В камере при необходимости может быть создана неокислительная атмосфера (хотя это не является существенным для настоящего изобретения) с целью свести к минимуму образование окалины на поверхности, способствуя таким образом поддержанию низкой излучающей способности поверхности, что может также замедлить начальное вторичное охлаждение, предшествующее быстрому вторичному охлаждению согласно настоящему изобретению. Эти дополнительные мероприятия полезны, поскольку они позволяют осуществлять быстрое вторичное охлаждение затвердевшей полосы на значительно большем расстоянии от установки непрерывного литья полосы, обеспечивая таким образом определенную изоляцию системы подачи жидкой стали и оборудования непрерывного литья полосы от оборудования для быстрого вторичного охлаждения. Таким образом, любое отрицательное взаимодействие между средой, применяемой в процессе быстрого вторичного охлаждения, являющемся предметом настоящего изобретения, и системой и/или оборудованием для подачи жидкой стали и/или непрерывного литья полосы может быть сведено к минимуму. Например, если в качестве охлаждающей среды используются струи воды или водо-воздушная смесь, оборудование для подачи жидкой стали и/или непрерывного литья полосы должно быть защищено от воздействия любого пара, образующегося в ходе быстрого вторичного охлаждения. Кроме того, осуществление как начального, так и быстрого вторичного охлаждения в неокислительной атмосфере сведет к уменьшению снижения выхода годного металла из-за окисления полосы во время охлаждения.
Во время затвердевания жидкий металл охлаждается со скоростью не менее чем приблизительно 100°С/с, позволяя получить непрерывно литую и затвердевшую полосу с температурой, превышающей приблизительно 1300°С. Затем непрерывно литую полосу охлаждают до температуры приблизительно 1150°С-1250°С со скоростью не менее чем приблизительно 10°С/с, после чего полосу подвергают быстрому вторичному охлаждению с целью снижения температуры полосы с приблизительно 1250°С до приблизительно 850оС. При широком практическом использовании данного изобретения быстрое вторичное охлаждение осуществляется со скоростью не менее чем приблизительно 65°С/с, при предпочтительной скорости охлаждения не менее чем приблизительно 75°С/с и более предпочтительной скорости не менее чем приблизительно 100°С/с. Непрерывно литая и охлажденная полоса может быть смотана в рулон при температуре ниже приблизительно 800°С для последующей обработки.
При практическом использовании изобретения возможно применение нескольких способов быстрого вторичного охлаждения, таких как непосредственное принудительное охлаждение с целью достижения скорости охлаждения, достигающей или превышающей приблизительно 150°С/с, или водяное оросительное охлаждение, обеспечивающее скорость охлаждения, превышающую приблизительно 75°С/с. При разработке настоящего изобретения было также обнаружено, что при производстве непрерывно литой и быстро охлажденной полосы из электротехнической стали с хорошими механическими и физическими характеристиками необходимо ограничить скорость быстрого вторичного охлаждения. Быстрое вторичное охлаждение со скоростями, превышающими приблизительно 100°С/с, требует, чтобы полоса охлаждалась способом, не допускающим возникновения во время охлаждения значительных перепадов температур, поскольку обнаружено, что напряжения возникающие при неравномерном охлаждении, ведут к растрескиванию непрерывно литой полосы, делая ее непригодной для дальнейшей обработки.
Условия быстрого вторичного охлаждения можно контролировать с использованием устройства, включающего распылительные форсунки, которое обеспечивает быстрое охлаждение путем установления нужной плотности распыления воды. Плотность струи можно контролировать путем регулирования расхода воды, количества распылительных форсунок, типа и конфигурации форсунок, угла распыления и длины зоны охлаждения. Обнаружено, что нужную скорость охлаждения обеспечивает плотность распыления воды в пределах от приблизительно 125 литров в минуту на квадратный метр площади поверхности (л/мин·м2) до приблизительно 450 л/мин·м2. Поскольку следить за температурой полосы во время оросительного водяного охлаждения трудно из-за изменений и турбулентности водяной пленки, нанесенной на полосу, обычно применяются измерения плотности распыления воды.
Термин «полоса» используется в этом описании для обозначения материала из электротехнической стали. Не существует ограничений ширины непрерывно литого материала, за исключением ограничений, налагаемых шириной разливочной поверхности валка (валков). Непрерывно литая и охлажденная полоса обычно подвергается дальнейшей обработке с использованием горячей и/или холодной прокатки полосы, отжига полосы перед холодной прокаткой до достижения конечной толщины в ходе одной или нескольких операций, отжига между операциями холодной прокатки в случае использования одной или нескольких операций холодной прокатки, обезуглероживающего отжига подвергнутой завершающей холодной прокатке полосы с целью снижения содержания углерода до менее чем приблизительно 0,003%, нанесения разделительного покрытия для отжига, такого как магнезия, и высокотемпературного заключительного отжига, при котором благодаря процессу роста вторичного зерна возникает зерно с ориентацией в плоскостях (110)[001] и устанавливаются окончательные магнитные свойства.
На чертеже показано размещение установки непрерывного литья с двумя барабанами, предназначенное для иллюстрации использования способа, являющегося предметом настоящего изобретения.
Достижение ориентации зерна в плоскостях (110)[001] играет важную роль при достижении нужных магнитных свойств полосы из электротехнической стали с ориентированным зерном, обладающей обычной или высокой магнитной проницаемостью. Для получение такой ориентации зерна требуется выполнение нескольких условий. К ним относятся: (i) наличие зародышей зерен с ориентацией, близкой или соответствующей плоскостям (110)[001]; (ii) наличие первичной рекристаллизованной структуры с распределением ориентации кристаллов, способствующим росту зародышей (110)[001]; и (iii) наличие средства замедления роста первичного зерна, не ориентированного в плоскостях (110)[001], допускающего предпочтительный рост зерен, ориентированных в плоскостях (110)[001], с поглощением не ориентированных в плоскостях (110)[001] зерен. Обычным средством подавления такого роста зерна является включение мелких, однородно диспергированных частиц ингибитора, таких как MnS и/или AlN.
Скорости охлаждения, предлагаемые существующими обычными способами литья слябов или слитков, обеспечивают очень медленное охлаждение во время затвердевания и после него, вызывая осаждение фазы (фаз) ингибитора в форме крупных частиц. При использовании непрерывного литья полосы для производства электротехнической стали с ориентированным зерном можно избежать формирования фазы ингибитора в форме крупных частиц, которую обычно находят в слитках и непрерывно литых слябах, за счет контролируемого охлаждения непрерывно литой полосы. Соответственно, фаза (фазы) ингибитора может осаждаться в непрерывно литой и охлажденной полосе в мелкой и диспергированной форме, устраняя потребность в повторном нагреве сляба до высокой температуры с целью растворения фазы, препятствующей росту зерна.
Согласно настоящему изобретению жидкая сталь может затвердеть в форме полосы за счет использования одного или двух вращающихся в противоположных направлениях разливочных валков или барабанов (или валковой пары), литья на движущуюся охлаждающую ленту или полосу, или же сочетания этих двух систем. Согласно типичному способу, являющемуся предметом настоящего изобретения, непрерывно литую полосу производят с использованием установки непрерывного литья полосы с парой валков. В таком процессе жидкую сталь обычно при температуре свыше 1500°С охлаждают со скоростью не менее приблизительно 100°С/с для получения непрерывно литой и затвердевшей полосы, причем указанная непрерывно литая полоса выходит из установки непрерывного литья полосы с парой валков при температуре около 1350°С. После выхода из разливочных валков полоса далее охлаждается до температуры в диапазоне от приблизительно 1250°С до приблизительно 1150°С, и при этой температуре полосу подвергают быстрому вторичному охлаждению со скоростью больше приблизительно 65°С/с; предпочтительно больше приблизительно 70°С/с, более предпочтительно больше приблизительно 75°С/с и наиболее предпочтительно больше приблизительно 100°С/с с целью снижения температуры полосы до уровня ниже чем приблизительно 950°С; предпочтительно ниже чем приблизительно 850°С; предпочтительно ниже чем приблизительно 800°С; более предпочтительно ниже чем приблизительно 750°С и наиболее предпочтительно ниже чем приблизительно 700°С. Время, требующееся для быстрого вторичного охлаждения, зависит от производительности установки непрерывного литья полосы, скорости охлаждения при быстром вторичном охлаждении и требующейся длины зоны быстрого вторичного охлаждения. При практическом использовании настоящего изобретения желательно, чтобы быстрое вторичное охлаждение осуществлялось с высокой степенью однородности как по ширине полосы, так и на верхней и нижней поверхностях полосы, в особенности в конце зоны охлаждения (см. чертеж). Это позволяет получить полосу, обладающую хорошим комплексом физических свойств и свободную от трещин.
Предпочтительным способом определения скорости охлаждения является измерение плотности распыления воды. Плотность распыления воды выражается следующей формулой:
Плотность распыления = Q/(π/4)d2,
где
Q - расход воды (при использовании одной форсунки),
d - диаметр участка распыления.
При практическом использовании настоящего изобретения обычно применяемая плотность распыления воды составляет от приблизительно 125 до приблизительно 450 л/мин·м2; предпочтительно от приблизительно 300 до приблизительно 400 л/мин· м2 и более предпочтительно от приблизительно 330 до приблизительно 375 л/мин·м2. Температура воды, применяемой для охлаждения, предпочтительно составляет от приблизительно 10°С до приблизительно 75°С, предпочтительно около 25°С. Распыление воды на данном участке полосы длится обычно от приблизительно 3 до приблизительно 12 секунд, предпочтительно от приблизительно 4 до приблизительно 9 секунд (т.е. продолжительность времени нахождения полосы в зоне охлаждения).
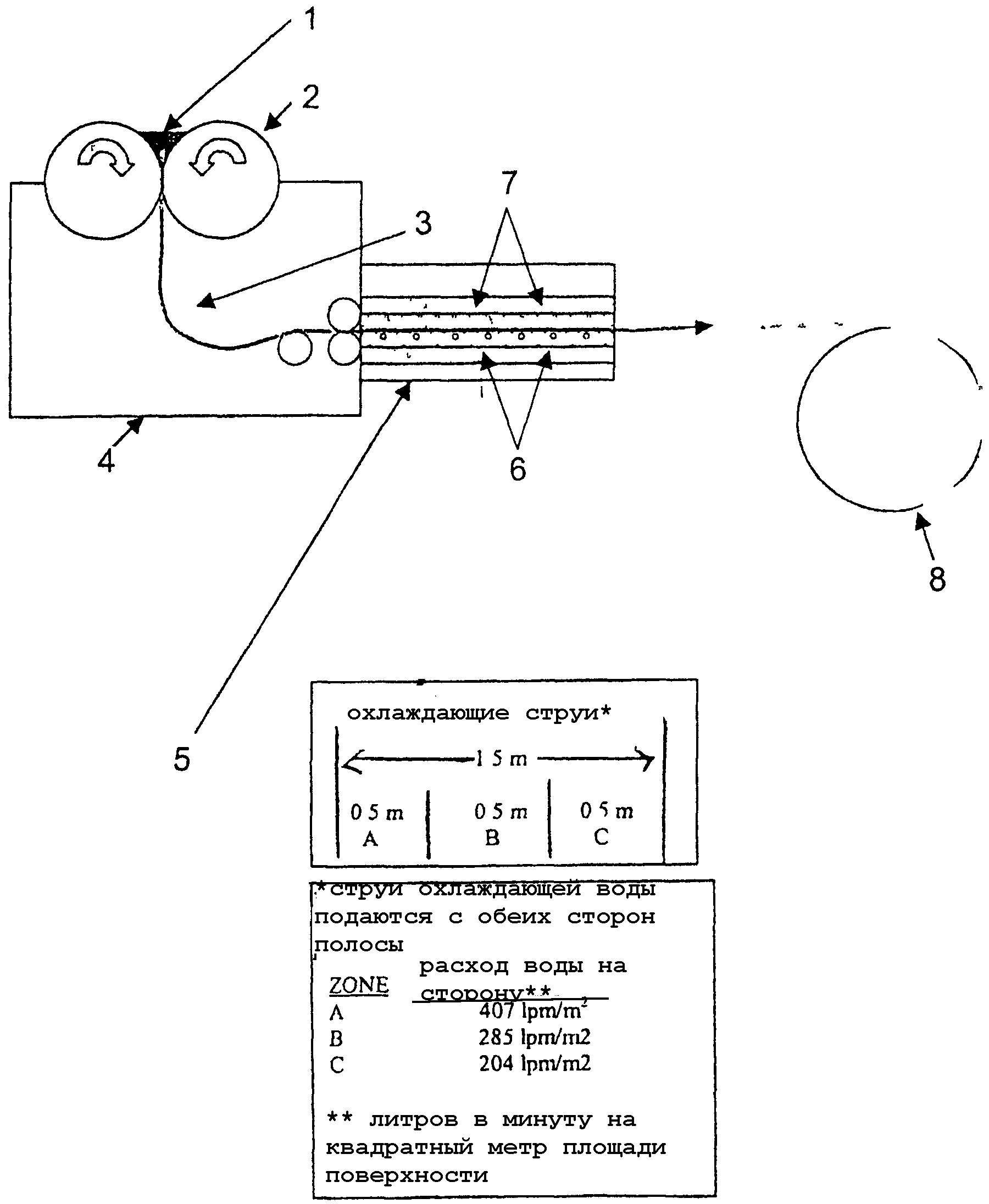
На чертеже показана упрощенная схема расположения установки непрерывного литья с парой валков, в которой используется процесс, являющийся предметом настоящего изобретения. В варианте реализации, показанном на чертеже, расплавленная сталь 1 движется через установку 2 непрерывного литья с парой валков, образуя стальную полосу 3. Полоса 3 выходит из установки непрерывного литья при температуре около 1300°С-1400°С. Полоса 3 движется через теплоизолированную камеру 4 начального охлаждения, в которой температура полосы понижается приблизительно до 1200°С. Эта камера (4) снижает скорость охлаждения полосы, позволяя разместить систему водоохлаждения на большем расстоянии от установки непрерывной разливки. Затем полоса продвигается в систему 5 водяного оросительного охлаждения, которая включает в себя валки 6 для протягивания полосы мимо водяных форсунок 7 по обеим сторонам полосы. Именно здесь происходит быстрое вторичное охлаждение. Водяные форсунки снижают температуру полосы с приблизительно 1200°С до приблизительно 800°С. В данном конкретном варианте реализации орошение делится на три отдельные зоны, каждая из которых обладает различной плотностью распыляемой воды (как показано на чертеже). После охлаждения полосу сматывают на моталке 8 при температуре ниже чем приблизительно 800°С. Обычно температура смотки в рулон составляет около 725°С.
Пример 1
Обычную электротехническую сталь с ориентированным зерном, имеющую химический состав, показанный в таблице I, выплавляют и отливают в полосу толщиной около 2,9 мм и шириной около 80 мм. Непрерывно литую заготовку выдерживают при температуре около 1315°С в течение приблизительно 60 секунд в неокислительной атмосфере и охлаждают со скоростью около 25°С/с на воздухе до температуры около 1200°С. Затем заготовку подвергают быстрому вторичному охлаждению путем распыления воды на обе поверхности в течение примерно 7 секунд, после чего температура поверхности заготовки достигает приблизительно 950°С или ниже.
В таблице II приведены условия и результаты применения быстрого вторичного охлаждения.
При плотности распыления охлаждающей воды, превышающей приблизительно 570 л/мин·м2 и достигающей 1100 л/мин·м2 на каждой стороне поверхности заготовки, повышается склонность к растрескиванию стальной заготовки при быстром вторичном охлаждении.
Пример 2
Дополнительные образцы непрерывно литой полосы из обычной электротехнической стали с ориентированным зерном из Примера 1 были подвергнуты быстрому вторичному охлаждению так, как это показано ниже в таблице III.
Плотность распыления воды варьируется от приблизительно 200 л/мин·м2 до приблизительно 400 л/мин·м2 на одну сторону, в то время как температура после окончания охлаждения способом быстрого вторичного охлаждения согласно настоящему изобретению варьируется от приблизительно 100°С до приблизительно 600°С. После охлаждения до комнатной температуры проверяют физические характеристики листа и выполняют его разрез с целью изучения распределения ингибитора роста зерна. Как показано в таблице III, быстрое вторичное охлаждение при плотности распыления охлаждающей воды больше приблизительно 300 л/мин·м2 на сторону оказывается достаточным для того, чтобы контролировать выделение ингибитора, в то время как плотность распыления охлаждающей воды меньше приблизительно 300 л/мин·м2 на сторону ведет к некоторому укрупнению выделяющейся фазы ингибитора.
Пример 3
Обычную электротехническую сталь с ориентированным зерном, имеющую химический состав, показанный в таблице I, выплавляют и отливают в полосу толщиной около 2,5 мм, используя для этого установку непрерывного литья полосы с парой валков. Непрерывно литую и затвердевшую полосу выдают на воздух при температуре около 1415°С и охлаждают в теплоизолированной камере со скоростью около 15°С/с до температуры поверхности около 1230°С, после чего непрерывно литую полосу подвергают быстрому вторичному охлаждению с использованием способа оросительного охлаждения, являющегося предметом настоящего изобретения. Быстрое вторичное охлаждение осуществляется путем подачи распыленной воды на обе поверхности полосы.
Сталь А из таблицы IV подвергают быстрому вторичному охлаждению, при котором воду распыляют с плотностью 1000 л/мин·м2 на каждую поверхность листа в течение приблизительно 5 секунд с целью снижения температуры поверхности с приблизительно 1205°С до приблизительно 680°С. Сталь В подвергают быстрому вторичному охлаждению, при котором воду распыляют с плотностью 175 л/ мин·м2 в течение приблизительно 0,9 секунды, после чего на каждую поверхность стального листа распыляют воду с плотностью 400 л/ мин·м2 в течение приблизительно 4,5 секунд с целью снижения температуры поверхности с приблизительно 1230°С до приблизительно 840°С. Непрерывно литую и охлажденную полосу далее охлаждают на воздухе до 650оС, сматывают в рулон и затем охлаждают до комнатной температуры.
В стали А происходит обширное растрескивание, в результате которого материал оказывается не пригоден для дальнейшей обработки, в то время как сталь В обладает превосходными физическими свойствами и легко поддается обработке. Изучение выделений MnS показывает, что условия охлаждения, использованные для сталей А и В, обеспечивают в обоих случаях получение тонкого и равномерно диспергированного ингибитора, как и требовалось.
Пример 4
Заготовки из стали В из предыдущего примера подвергли обработке при следующих условиях. Сначала непрерывно литую сталь нагревают до приблизительно 150°С и подвергают холодной прокатке до толщины порядка 1,25 мм, порядка 1,65 мм и порядка 2,05 мм, после чего заготовку подвергают отжигу в умеренно окислительной атмосфере в течение 10-25 секунд при температуре около 1030°С или выше или при максимальной температуре около 1050°С. Затем заготовки подвергают холодной прокатке до толщины порядка 0,56 мм, после чего их подвергают отжигу в неокислительной атмосфере в течение 10-25 секунд при температуре около 950°С или выше или при максимальной температуре около 980°С. Заготовки подвергают холодной прокатке до окончательной толщины около 0,26 мм, после чего их подвергают во влажной водородно-азотной атмосфере обезуглероживающему отжигу с доведением содержания углерода до менее чем 0,0025% при длительности отжига около 45-60 секунд и при температуре около 850°С или выше, или при максимальной температуре около 870°С. Затем на заготовки наносят разделительное покрытие для отжига, состоящее главным образом из магнезии, и подвергают высокотемпературному заключительному отжигу, способствующему росту вторичного зерна и очистке стали от серы, селена, азота и подобных элементов. Высокотемпературный отжиг осуществляется таким образом, что заготовки нагревают в водородной атмосфере в течение 15 часов до температуры, превышающей приблизительно 1150°С. После завершения операции высокотемпературного отжига заготовки зачищают, удаляя остатки оксида магния, режут на размеры, пригодные для испытаний, и подвергают отжигу со снятием напряжений в неокислительной атмосфере, состоящей из 95% азота и 5% водорода, в течение двух часов и при температуре около 830°С или выше, после чего определяют магнитные свойства.
Магнитная проницаемость, измеренная при 796 А/м, и потери в сердечнике, измеренные при 1,5 Т и 60 Гц и при 1,7 Т и 60 Гц, показывают в таблице, что сталь В (настоящее изобретение) обладает магнитными свойствами, сопоставимыми с обычной электротехнической сталью с ориентированным зерном, изготовленной с использованием существующих обычных способов производства.
Реферат
Изобретение относится к производству непрерывно-литой полосы из электротехнической стали с ориентированным зерном. В способе используется операция быстрого контролируемого охлаждения с использованием водяных форсунок с целью контроля ориентации зерна готовой продукции. Для получения в стальной полосе нужной ориентации зерна и хороших физических свойств, например минимальной склонности к растрескиванию после формирования непрерывно-литой полосы из электротехнической стали, ее подвергают начальному вторичному охлаждению до температуры от приблизительно 1150°С до приблизительно 1250°С и в заключение подвергают быстрому вторичному охлаждению, например, путем водяного оросительного охлаждения со скоростью от приблизительно 65°С/с до приблизительно 150°С/с до температуры, не превышающей приблизительно 950°С. 3 н. и 20 з.п. ф-лы, 5 табл., 1 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ получения ленты из магнитной стали и лист
Комментарии