Устройство для охлаждения стальной полосы - RU2790855C1
Код документа: RU2790855C1
Чертежи





Описание
Настоящее изобретение относится к устройству для охлаждения металлической полосы. В частности, задача изобретения заключается в повышении скорости охлаждения в процессе отжига.
В процессе изготовления металлическая полоса подвергается различным операциям термической обработки, в частности, отжигу после холодной прокатки. При осуществлении процесса отжига металлическое изделие быстро нагревают при температуре, обычно находящейся в интервале от 700 до 850ºС, и выдерживают при максимальной температуре в течение приблизительно одной минуты. Затем металлическое изделие подвергается процессу охлаждения, в котором оно охлаждается с регулируемой скоростью охлаждения. Наконец, осуществляются перестаривание и конечное охлаждение.
В случае стальной полосы в результате осуществления операций термической обработки проявляются различные эффекты, такие как рекристаллизация и выделение карбидов. Все указанные виды обработки позволяют получить желаемую структуру, обладающей повышенными стойкостью к внешним воздействиям и способностью деформации.
Для конкретных видов стали, таких как: TRIP сталь (метастабильная высокопрочная аустенитная сталь с высокой пластичностью), стали из многофазных сплавов, сталь с высокой удельной разрывной прочностью, отжиг обычно включает две стадии охлаждения, а именно, первое медленное охлаждение и второе быстрое охлаждение.
Как показано на фиг. 1, указанные две стадии охлаждения могут быть осуществлены в устройстве 1, объединяющем охлаждение в ёмкости 2, содержащей охладитель 3, и ускоренное охлаждение в следующем устройстве 4, содержащем охладитель. Стрелками на фигуре показано направление движения плоского металлического изделия. В патентном документе US7645417 В2 описано охлаждающее устройство, представленное на фиг. 2, содержащее ёмкость 5, в которой установлено два ряда (6 и 6’) погруженных труб 7, размещенных по вертикали одна над другой по обе стороны от полосы 8. Указанные трубы инжектируют на полосу охладитель в виде по существу горизонтальных турбулентных струй. Однако даже при достижении высокой скорости охлаждения, более 1000ºС/с, устройство не является удовлетворительным ввиду неравномерного охлаждения в направлении ширины полосы, что приводит к дефектам плоскостности. Соответственно, существует необходимость в улучшении плоскостности плоского металлического изделия, выходящего из охлаждающего устройства. В связи с этим необходимо усовершенствовать охлаждающее устройство 4.
Кроме того, обычно ёмкость 2 изолируют от охлаждающего устройства 4 с помощью средств уплотнения 9, чтобы ограничить влияние охладителя 3 на охлаждающее устройство 4. Помимо этого, температура охладителя в охлаждающем устройстве 4 обычно меньше температуры охладителя в ёмкости 2. Любые утечки из одного объема в другой могут создать градиент температуры, отрицательно влияющий на равномерность охлаждения. Средства уплотнения 9 и их преимущества подробно описаны в патентном документе EP 1 300 478 B1.
Задача настоящего изобретения заключается в решении вышеупомянутой проблемы.
Эта задача решается путем обеспечения устройства в соответствии с пунктом 1 формулы. Это устройство может также характеризоваться любыми признаками пунктов 2-9 формулы изобретения. Поставленная задача решается также с помощью способа в соответствии с пунктами 10-13.
Другие характерные особенности и преимущества настоящего изобретения будут очевидны из нижеследующего подробного описания изобретения. Для иллюстрации изобретения в качестве примера будут описаны различные не ограничивающие воплощения, со ссылками на сопровождающие чертежи.
Фиг. 1 - воплощение устройства 1, содержащего ёмкость 2 и охлаждающее устройство 4.
Фиг. 2 - воплощение охлаждающего устройства 4, описанного в уровне техники.
Фиг. 3 - воплощение охлаждающего устройства 10 в соответствии с настоящим изобретением.
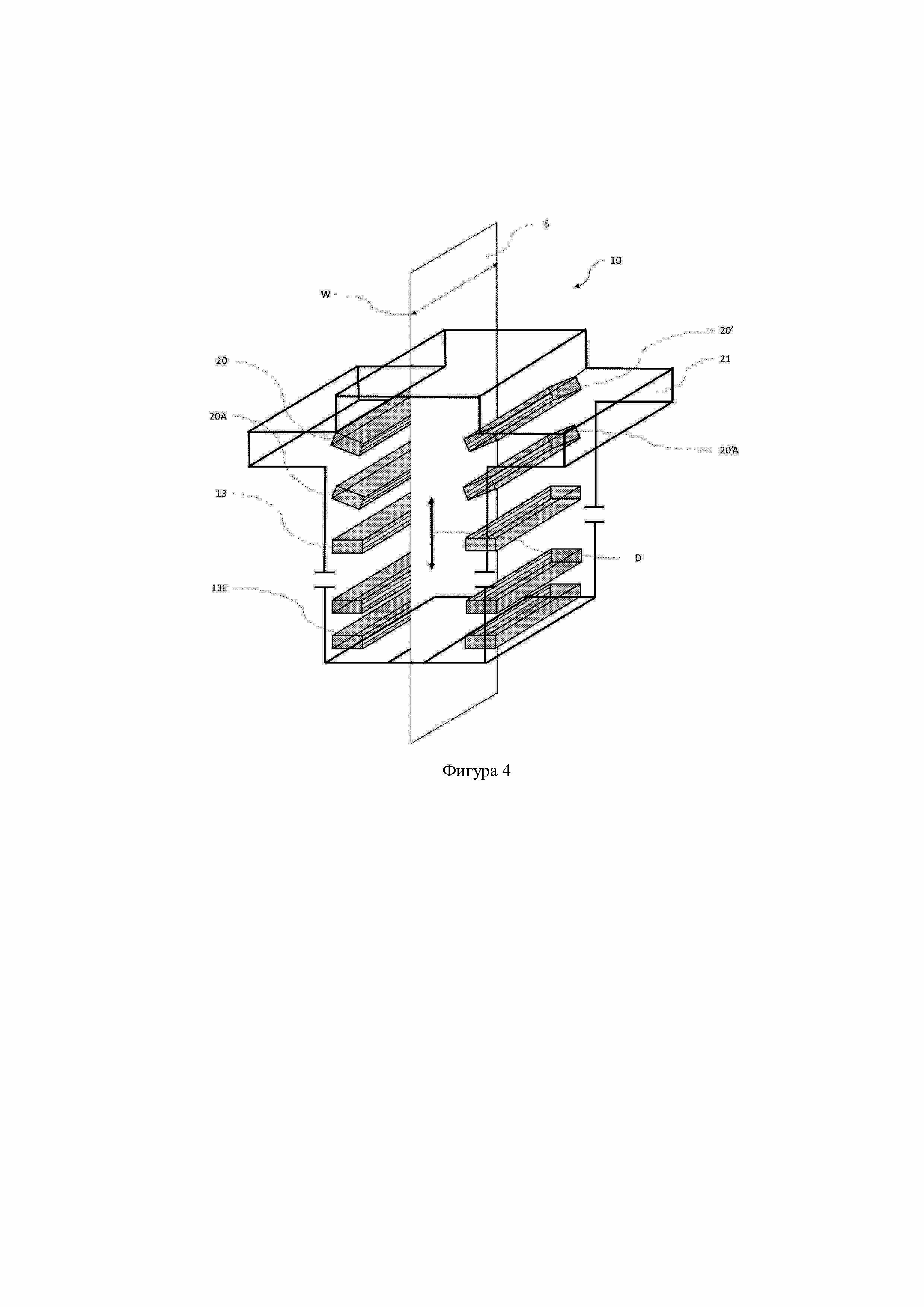
Фиг. 4 - второе воплощение охлаждающего устройство 10 в соответствии с настоящим изобретением.
Фиг. 5 - поверхность 11 охлаждающей ванны и потоки 12 охладителя в воплощении охлаждающего устройства согласно настоящему изобретению.
Фиг. 6 - иллюстрация влияния зазора между устройствами 13 для инжекции охладителя на состояние поверхности 11’ охлаждающей ванны и потоки 12’ охладителя охлаждающего устройства.
Фиг. 7 - поверхность 11’’ охлаждающей ванны и потоки 12’ охладителя в воплощении, описанном в уровне техники.
Фиг. 8 - модель поверхности 4’’ охлаждающей ванны в воплощении, описанном в уровне техники.
Фиг. 9 - иллюстрация двух других возможных вариантов использования охлаждающего устройства, охарактеризованного в пунктах формулы изобретения.
Фиг. 10 - иллюстрация двух воплощений труб 14 в соответствии с настоящим изобретением.
На фиг. 2-7 показаны не все, а только основные элементы охлаждающего устройства, что позволяет понять изобретение и его отличие от известных аналогов. Например, не показана система, обеспечивающая подачу охладителя в устройства для инжекции охладителя.
Как показано на фиг. 3, изобретение относится к охлаждающему устройству 10, предназначенному для охлаждения плоского металлического изделия S, размещенному по существу на вертикальном пути восходящего и нисходящего перемещения изделия и содержащему:
- ёмкость 15, заполненную охлаждающей ванной 17, образующей поверхность 11 охладителя, при этом
- указанная ёмкость 15 содержит по меньшей мере два отверстия, одно на верхней поверхности 16 и одно на нижней поверхности 16’, через которые может проходить указанное плоское металлическое изделие S на пути своего перемещения,
- указанное отверстие на нижней поверхности 16’ снабжено средствами уплотнения 9;
- два ряда (18 и 18’) устройств 13 для инжекции охладителя, содержащих по меньшей мере одно выпускное отверстие 13Е, погруженное в указанную охлаждающую ванну, обращенных навстречу друг другу и размещенных с каждой стороны указанного пути перемещения изделия, при этом
- указанные устройства 13 для инжекции охладителя погружены в указанную охлаждающую ванну 17,
- любые два последовательно расположенные одно над другим по вертикали устройства для инжекции охладителя из ряда таких устройств разделены зазором 19,
- каждый ряд (18 и 18’) устройств 13 для инжекции охладителя содержит самое верхнее устройство (20 и 20’) для инжекции охладителя, определяемое как устройство для инжекции охладителя, ближайшее к поверхности 11 охладителя,
- по меньшей мере, самые верхние устройства (20 и 20’) для инжекции охладителя, размещенные с обеих сторон пути движения изделия, расположены с наклоном вниз по отношению к горизонтали, под углом в интервале от 20º до 40º.
В последующем описании плоское металлическое изделие S будет названо полосой. Однако плоское металлическое изделие не ограничивается лишь полосой.
Как показано на фиг. 3 и 4, устройство 10 быстрого охлаждения используется для охлаждения и/или резкого охлаждения плоского металлического изделия, такого как стальная полоса. Средства уплотнения на фиг. 4 не показаны.
Охлаждающее устройство размещено по существу вдоль вертикального пути перемещения, вверх или вниз, плоского металлического изделия. Это означает, что при прохождении плоского металлического изделия через охлаждающее устройство, направление движения плоского металлического изделия по существу является вертикальным, как показано стрелкой D.
Охлаждающее устройство содержит ёмкость 15, вмещающую охлаждающую ванну 17, которая создает поверхность 11 охладителя. Основная функция этой ёмкости заключается в том, что она содержит охладитель, образующий охлаждающую ванну. Охладителем предпочтительно является жидкость, и этой жидкостью может быть вода. Вторая функция ёмкости заключается в изоляции охлаждающей ванны от окружающей среды, что позволяет регулировать параметры охладителя, в частности, его температуру и инжектируемый поток охладителя.
Кроме того, указанная ёмкость содержит два отверстия, одно на верхней стороне 16 и одно на нижней стороне 16’, через которые может проходит плоское металлическое изделие по пути его движения. Эти отверстия обеспечивают прохождение металлического изделия через охлаждающее устройство 10 и, кроме того, должны предотвращать поступление в охлаждающую ванну 17 любой жидкости с внешней стороны. Указанные отверстия, через которые проходит металлическая полоса, должны быть ориентированы по существу вертикально, чтобы полоса могла перемещаться по существу по вертикальной траектории движения. Таким образом, траектория, по которой перемещается плоское металлическое изделие, по существу является вертикальной траекторией движения.
Помимо этого, ёмкость предпочтительно содержит по меньшей мере два боковых отверстия (21 and 21’), обеспечивающих выпуск охладителя.
Отверстие на нижней стороне снабжено средствами уплотнения 9 для улучшения изоляции охлаждающей ванны от окружающей среды. Как показано на фиг. 3, средства уплотнения могут включать две пары роликов (22 и 22’), прижатых к полосе S и размещенных симметрично относительно полосы. Кроме того, между указанными роликами может быть введена текучая среда с контролируемыми давлением и/или температурой.
Как показано на фиг. 3 и 4, два ряда (18 и 18’) устройств 13 для инжекции охладителя, содержащих по меньшей мере выпускное отверстие 13Е, обращены навстречу друг к другу. Другими словами, указанные два ряда (18 и 18’) размещены по обе стороны вертикального пути движения плоского металлического изделия. Предпочтительно указанные два ряда устройств 13 для инжекции охладителя расположены на двух противоположных сторонах ёмкости. Каждый ряд образован из некоторого количества устройств 13 для инжекции охладителя, расположенных одно над другим по существу по вертикали и с возможностью равномерного охлаждения полосы в направлении её ширины W. Инжектируемый охладитель может быть распределен по ширине полосы с достижением равномерного охлаждения в направлении ширины этой полосы.
Охладитель инжектируют через выпускные отверстия 13Е, выполненные в указанных устройствах 13 для инжекции охладителя. Выпускные отверстия 13Е выполнены в виде одного из возможных вариантов исполнения: щель, круглое отверстие или ряд отверстий. Указанные выпускные отверстия 13Е устройств для инжекции охладителя полностью погружены в охлаждающую ванну. Такое погружение позволяет предотвратить или по меньшей мере уменьшить образование газовых пузырьков или пара (и их присутствие) в охлаждающей ванне вблизи полосы по сравнению с отверстиями, которые не погружены в ванну. Предпочтительно указанные устройства для инжекции охладителя полностью погружены в указанный охладитель.
Зазор 19 разделяет два последовательно расположенных по вертикали устройства для инжекции охладителя (например, 13А и 13В) из ряда (18 и 18’) устройств для инжекции охладителя. Как показано на фиг. 5, такой зазор позволяет повысить эффективность действия охладителя за счет более интенсивного обновления охладителя, контактирующего с полосой, и улучшения теплообмена между инжектируемым охладителем и полосой. В случае отсутствия зазора между устройствами для инжекции охладителя отвод охладителя от полосы был бы возможен только путем его протекания вдоль полосы по вертикали (позиция 12’), как показано на фиг. 6, с уменьшением, таким образом, эффективности охлаждения. С другой стороны, такой зазор позволяет инжектировать охладитель в направлении перпендикулярном поверхности полосы. Кроме того, отсутствие зазора может также привести к созданию возмущений на поверхности 11’ ванны.
Самое ближайшее устройство для инжекции охладителя каждого ряда к поверхности 11 охлаждающей ванны, размещенное в ёмкости 15, именуется здесь как самое верхнее устройство (20 и 20’) для инжекции охладителя. Как показано на фиг. 3, 4 и 5 по меньшей мере самое верхнее устройство для инжекции охладителя из ряда этих устройств расположено с наклоном вниз под углом в интервале от 20º до 40º относительно горизонтали. Такой наклон самого верхнего устройства для инжекции охладителя способствует подавлению или по меньшей мере резкому уменьшению возмущений, создаваемых самыми верхними устройствами для инжекции охладителя по сравнению с горизонтально расположенными устройствами для инжекции охладителя, описанными в патентном документе US 7645417 B2 и показанными на фиг. 7, где поверхность 11’’ ванны не является плоской, а демонстрирует наличие на ней возмущений. Соответственно, равномерность охлаждения в направлении ширины увеличивается.
На фиг. 8 представлена модель поверхности 11’’охлаждающей ванны охлаждающего устройства, содержащего ряд устройств для инжекции охладителя, ориентированных по существу горизонтально; т.е. охладитель инжектируется по существу горизонтально, при этом полоса перемещается вверх. Этот случае соответствует случаю, описанному в патентном документе US 7 645 417 B2, в котором можно наблюдать, что на поверхности охлаждающей ванны вблизи полосы создается возмущение. Соответственно охлаждение по ширине полосы не является равномерным и ухудшает качество полосы.
Использование заявленного охлаждающего устройства, охарактеризованного в пункте 10 формулы, не ограничивается только одним охлаждающим устройством, размещенным на выходе полосы из ёмкости 2, как показано на фиг. 1. С другой стороны, охлаждающее устройство, охарактеризованное в пункте 10 формулы, может быть установлено на входе полосы в ёмкость 2, как показано на фиг. 9А. Кроме того, в соответствии с изобретением два охлаждающих устройства могут быть установлены на выходе и входе полосы в ёмкость 2, как показано на фиг. 9В. Такое размещение одного или нескольких заявленных охлаждающих устройств позволяет осуществить различные циклы охлаждения при использовании охлаждающих устройств в дополнение к ёмкости, содержащей воду. Например, если температура охладителя в охлаждающем устройстве 10 ниже температуры в ёмкости 2, возможно осуществление трех следующих циклов тепловой обработки:
1) медленное охлаждение и затем быстрое охлаждение (фиг. 1),
2) быстрое охлаждение и затем медленное охлаждение (фиг. 10А),
3) быстрое охлаждение, затем медленное охлаждение и последующее быстрое охлаждение (фиг. 10В),
при этом быстрое охлаждение происходит в охлаждающем устройстве, соответствующем изобретению, а медленное охлаждение осуществляется в ёмкости, содержащей кипящую воду.
В уровне техники, как представляется, отсутствует решение, позволяющее избежать образование возмущений, приводящих к неравномерному охлаждению пластины в направлении её ширины. С другой стороны, при использования охлаждающего устройства в соответствии с настоящим изобретением равномерность охлаждения по ширине полосы улучшается.
Предпочтительно оба ряда (18 и 18’) содержат одинаковое количество устройств (13) для инжекции охладителя, расположенных с наклоном вниз под углом в интервале от 20º до 40º относительно горизонтали. Для достижения равномерности по ширине полосы наклонно расположенные устройства для инжекции охладителя каждого ряда должны быть обращены навстречу друг к другу.
Предпочтительно два самых верхних устройства для инжекции охладителя обоих рядов (18 и 18’) расположены с наклоном вниз под углом в интервале от 20º до 40º относительно горизонтали. Два самых верхних устройства (20 и 20A или 20’ и 20’A) для инжекции охладителя одного ряда соответствуют двум погруженным устройствам для инжекции охладителя, которые расположены ближе к поверхности, как это показано на фиг. 4. Такое размещение позволяет ещё больше увеличить равномерность охлаждения по ширине полосы.
Предпочтительно три самых верхних устройства для инжекции охладителя обоих рядов (18 и 18’) расположены с наклоном вниз под углом в интервале от 20º до 40º относительно горизонтали.
Предпочтительно четыре самых верхних устройства для инжекции охладителя обоих рядов (18 и 18’) расположены с наклоном вниз под углом в интервале от 20º до 40º относительно горизонтали.
Предпочтительно все устройства для инжекции охладителя, расположенные на глубине до 50 см от поверхности охладителя, наклонены вниз под углом в интервале от 20º до 40º относительно горизонтали. Такое расположение позволяет ещё больше повысить равномерность охлаждения по ширине полосы, поскольку образование газовых пузырьков уменьшается ещё в большей степени. Предпочтительно все устройства для инжекции охладителя, расположенные на глубине до 1 м или 2 м или 3 м от поверхности охладителя, наклонены вниз под углом в интервале от 20º до 40º относительно горизонтали.
Предпочтительно указанный ряд устройств для инжекции охладителя содержит от 10 до 40 таких устройств. Такое количество устройств для инжекции охладителя позволяет обеспечить достаточную способность охлаждения охлаждающего устройства. Более предпочтительно, каждое устройство для инжекции охладителя может инжектировать по меньшей мере 250 м3/час охладителя на 1 м2поверхности полосы.
Предпочтительно указанные устройства для инжекции охладителя представляют собой трубы 14. Предпочтительно, как показано на фиг. 10, указанные трубы представляют собой полые прямоугольные параллелепипеды. Охладитель поступает в указанные трубы через отверстия, имеющиеся на двух боковых поверхностях 23 труб, которые предпочтительно являются наименьшими по площади поверхностями. Охладитель инжектируют из указанных труб через переднюю поверхность 24, которая ориентирована в направлении полосы. Предпочтительно указанная передняя поверхность содержит пластину, в которой выполнено по меньшей мере одно выпускное отверстие, в частности, ряды круглых отверстий, как показано на фиг. 9А, и/или по меньшей мере одна щель, как показано на фиг. 9В.
Предпочтительно указанные отверстия 13Е устройства для инжекции охладителя находятся на расстоянии в пределах от 30 до 200 мм от указанного пути движения изделия. Путь движения соответствует траектории, по которой перемещается плоское металлическое изделие. С одной стороны, если расстояние между выпускными отверстиями устройства для инжекции охладителя и полосой составляет менее 30 мм, движущаяся полоса может контактировать с устройством для инжекции охладителя, что может привести к появлению царапин или к повреждению поверхности полосы. С другой стороны, если указанное расстояние составляет более 200 мм, эффективность охлаждения снижается.
Предпочтительно в охлаждающем устройстве между двумя указанными отверстиями отсутствуют ролики, в частности, ограничивающие ролики.
Настоящее изобретение относится также к способу охлаждения, в котором плоское металлическое изделие, движущееся по существу вертикально, вверх и вниз, охлаждается в описанном выше устройстве, при этом указанный ряд устройств для инжекции охладителя направляет на поверхность плоского изделия поток охладителя с расходом в интервале от 250 м3/час до 2500 м3/час. Поток охладителя с указанным интервалом величины расхода является достаточным для достижения скорости охлаждения, подходящей для получения желаемых свойств изделия.
Предпочтительно указанные ряды устройств для инжекции охладителя нагнетают поток охладителя со скоростью в интервале от 0,25 м/с до 20 м/с. При такой скорости инжектируемого потока охладитель достигает поверхности полосы и отражается в горизонтальном направлении в зазоре между устройствами для инжекции охладителя, что повышает интенсивность обновления охладителя вблизи пластины и, таким образом, улучшает равномерность охлаждения.
Предпочтительно указанные ряды устройств для инжекции охладителя нагнетают поток охладителя с температурой в интервале от 10 до 100ºС.
Предпочтительно указанное охлаждающее устройство позволяет охлаждать плоское металлическое изделие со скоростью, составляющей по меньшей мере 200ºС/с. Более предпочтительно указанное охлаждающее устройство позволяет охлаждать плоское металлическое изделие со скоростью, составляющей по меньшей мере 500ºС/с. Ещё более предпочтительно указанное охлаждающее устройство позволяет охлаждать плоское металлическое изделие со скоростью, составляющей по меньшей мере 1000ºС/с.
Изобретение было описано выше в отношении воплощения, которое, как предполагается, является практически применимым, а также эффективным в настоящее время решением. Однако следует понимать, что изобретение не ограничивается рассмотренным в описании воплощением и может быть надлежащим образом модифицировано без выхода за пределы объема и сущности изобретения, которые можно установить из приложенных пунктов формулы изобретения и описания изобретения.
Реферат
Изобретение относится к охлаждающему устройству для охлаждения плоского металлического изделия и к способу его охлаждения. Охлаждающее устройство (10) для охлаждения плоского металлического изделия (S), размещенное, по существу, на вертикальном пути восходящего и нисходящего перемещения указанного изделия, содержит ёмкость, заполненную охлаждающей средой, при этом указанная ёмкость содержит по меньшей мере два отверстия, одно на верхней поверхности и одно на нижней поверхности, через которые может проходить указанное плоское металлическое изделие на пути своего перемещения, причем указанное отверстие на нижней поверхности снабжено средствами уплотнения, два ряда устройств для инжекции охладителя, содержащих по меньшей мере одно выпускное отверстие, погруженное в указанную охлаждающую среду, обращенных навстречу друг другу и размещенных с каждой стороны указанного пути перемещения изделия, при этом указанные устройства для инжекции охладителя по меньшей мере частично погружены в указанную охлаждающую среду, причем любые два последовательно расположенные друг за другом по вертикали устройства для инжекции охладителя из ряда таких устройств разделены зазором, причем каждый ряд устройств для инжекции охладителя содержит самое верхнее устройство для инжекции охладителя, определяемое как устройство для инжекции охладителя, расположенное ближе всех к поверхности охлаждающей среды, причем по меньшей мере самые верхние устройства для инжекции охладителя, размещенные с обеих сторон пути движения изделия, расположены с наклоном вниз по отношению к горизонтали, под углом в интервале от 20° до 40°. Технический результат заключается в улучшении равномерности охлаждения по ширине полосы. 2 н. и 11 з.п. ф-лы, 10 ил.

Формула
Документы, цитированные в отчёте о поиске
Устройство и способ охлаждения стальной полосы
Способ и секция охлаждения движущейся металлической полосы посредством распыления жидкости
Комментарии