Устройство и способ охлаждения стальной полосы - RU2356949C2
Код документа: RU2356949C2
Чертежи



Описание
Область изобретения
[0001] Настоящее изобретение относится к устройству, предназначенному для охлаждения стальной полосы в процессе непрерывного отжига. В частности, такое охлаждение достигается посредством затопленных струй воды. Данная операция охлаждения может выполняться после проведения первой операции охлаждения в ванне с кипящей водой.
Уровень техники
[0002] Непрерывный отжиг - это термохимическая обработка, которой подвергают стальные полосы после холодной прокатки. «Полоса» металла - металлическое изделие, из которого, разрезая, получают листы, используемые, в частности, для изготовления автомобильного кузова, корпусов домашних электрических приборов и т.д.
[0003] Непрерывный отжиг заключается в пропускании стальной полосы через печь, где ее подвергают контролируемому нагреву и охлаждению. В печи непрерывного отжига стальная полоса движется вертикально, проходя через ряд последовательных участков подъема и спуска, проходя, таким образом, последовательно различные стадии обработки.
[0004] Обработка полосы в печи, как правило, включает следующие последовательные стадии тепловой обработки:
- предварительный нагрев и нагрев: за 2-3 минуты полоса достигает температуры в интервале от 700 до 850°С;
- выдержку при максимальной температуре в течение приблизительно 1 минуты;
- медленное охлаждение, например, с использованием кипящей воды;
- быстрое охлаждение (называемое «закалкой»), например, распылением по полосе воды в жидком состоянии, температура которой может достигать точки ее кипения;
- перестарение;
- заключительное охлаждение.
[0005] Данные различные стадии необходимы, чтобы выполнить требуемую обработку стали, а именно перекристаллизацию, выделение карбидов, получение конечных структур или даже получение нестареющей стали и т.д.
[0006] В частности, в последние годы повысился спрос, особенно в автомобильной отрасли, на стальные листы, которые одновременно обладали бы высокой прочностью и пластичностью.
[0007] В этом контексте стадия охлаждения играет особо важную роль, поскольку в некоторых случаях позволяет снизить концентрацию входящих в состав сплава дорогостоящих элементов, необходимых для получения конкретных микроструктур, таких, например, как «двухфазные», многофазные, «HEL» (с высоким пределом упругости - High Elasticity Limit) и др. типы. Таким образом способ охлаждения представляет повышенный интерес с точки зрения как металлургии, так и экономики.
[0008] Основные используемые в промышленности технологии охлаждения:
- охлаждение струями газа;
- погружение в водяную ванну, возможно «с перемешиванием»;
- охлаждение посредством прохождения над охлаждаемыми роликами;
- охлаждение водяными струями;
- охлаждение водяным туманом, созданным посредством распыления со сверхзвуковым газом, эта технология называется «дисперсная струя».
[0009] Разработанный ранее Заявителем способ охлаждения состоит в погружении стальной полосы в водяную ванну при температуре, близкой к ее температуре кипения. Хотя этот способ характеризуется исключительной однородностью охлаждения и постоянным коэффициентом теплопередачи независимо от условий на линии, он также имеет некоторые ограничения.
[0010] С одной стороны, возможная скорость охлаждения относительно низка, а именно приблизительно 50°С/с для стальной полосы толщиной 1 мм. Это ограничение возникает из-за того, что, если стальную полосу погрузить при высокой температуре в ванну с кипящей водой, на ее поверхности образуется устойчивая пленка пара в состоянии, известном как «пленочное кипение», что значительно ограничивает теплообмен. Под «пленочным кипением» понимают наличие образующейся в результате кипения при высокой температуре паровой пленки между горячей стенкой и текучей средой, которая является либо жидкостью, либо двухфазной смесью жидкости и пара, причем ее наличие приводит к плохому теплообмену между стенкой и текучей средой.
[0011] С другой стороны, температура стальной полосы на выходе из ванны с кипящей водой должна оставаться выше приблизительно 300°С. Если температура полосы падает ниже этой температуры, паровая пленка становится нестабильной и приводит к состоянию кипения, известному как «пузырьковое» кипение. В последнем состоянии, области, граничащие с полосой, подвергаются различным тепловым потокам, что создает большие температурные перепады. Такие температурные перепады вызывают в стали механические напряжения, чреватые пластическими деформациями, которые таким образом станут постоянными и вызовут нарушение плоскостности.
[0012] Для исправления этих дефектов был предложен ряд решений. Например, стальную полосу можно погрузить в неподвижную ванну с холодной водой. Однако такое решение также ведет к нарушению плоскостности.
[0013] Предложены и другие решения, заключающиеся в охлаждении стальной полосы затопленными струями, с целью предотвращения локальных образований зон кипения в непосредственной близости от полосы. Перед этими системами охлаждения могут находиться, а могут и не находиться, средства более медленного охлаждения типа «охлаждение струями газа» или погружением в неподвижную водяную ванну.
[0014] Так, в патентной заявке JP-A-58 039210 полосу вначале охлаждают в водяной ванне при температуре выше 60°С до тех пор, пока она не достигнет температуры от 200 до 500°С, то есть диапазона температур, при котором происходит переход от пленочного кипения к пузырьковому кипению. Затем, непосредственно до или сразу же после перехода, рекомендуется полосу охлаждать затопленными водяными струями, пока полоса не достигнет температуры ванны.
[0015] В аналогичном решении JP-A-60 009834 используют ряд охлаждающих труб, расположенных с каждой стороны стальной полосы и погруженных в резервуар с водой при температуре, составляющей 60-75% от температуры кипения. Для данной конфигурации охлаждающих труб создают ламинарный поток, позволяющий предотвратить образование паровой пленки в непосредственной близости от стальной полосы.
[0016] Еще одно решение состоит в циркуляции воды между двумя плоскими пластинами, параллельно и в противотоке направлению движения полосы (ЕР-А-210847, JP-A-63 145722, JP-A-62 238334).
В другом документе, чтобы предотвратить деформацию полосы в процессе закалки (смотри JP-A-11 193418), предлагается использовать динамический напор. Заявитель рекомендует оказывать на каждую из сторон стальной полосы давление не менее 500 Н/см2.
[0018] Наконец, управлять охлаждением также возможно, добавляя в закалочную ванну примеси, чтобы предотвратить кипение и таким образом ограничить уровень внутренних напряжений в стали при закалке (JP-A-57 085923).
[0019] Хотя существуют многочисленные решения, но и сейчас достижение одновременно высокой тепловой производительности и хорошего уровня плоскостности после быстрого охлаждения жидкостью представляет большую сложность.
В документе ЕР-А-1 300478 раскрыт способ непрерывного охлаждения стальной полосы в процессе непрерывного отжига, в котором полосу подвергают, по крайней мере, следующим операциям:
- полосу подвергают первому «медленному» охлаждению способом «кипящей воды» и второму «быстрому» охлаждению водой или закалке;
- между двумя этими операциями охлаждения полоса проходит через шлюз или средства герметизации, предназначенные для обеспечения управляемого изменения давления и температуры, от первого медленного охлаждения ко второму быстрому охлаждению, при этом устраняют или сокращают перетекание воды в направлении от первой операции охлаждения ко второй, и наоборот; причем эти три операции выполняют последовательно так, чтобы время между любыми двумя операциями было как можно меньше, предпочтительно равнялось нулю.
Цель изобретения
[0020] Целью настоящего изобретения является выполнение операции «закалки» со скоростью, превышающей 1,000°С/с, в отношении плоских металлических изделий, предпочтительно выполненных из стали в форме холоднокатаных полос.
[0021] Эта операция закалки должна быть осуществлена посредством сильных струй холодной воды, температура которых предпочтительно составляет от 0°С до 50°С, причем упомянутые струи являются затопленными.
[0022] Настоящее изобретение ставит своей целью обеспечить быстрое охлаждение, как можно более однородное по всей ширине стальной полосы, управляя потоками внутри устройства.
[0023] Соответственно температура полосы на входе в устройство должна составлять от 750°С до 350°С, а температура на выходе - предпочтительно должна быть от 0°С до 150°С.
Сущность изобретения
[0024] Первое изобретение относится к основному охлаждающему устройству, предназначенному для выполнения операции закалки в процессе непрерывного отжига плоского изделия в форме металлической полосы, предпочтительно стальной полосы, причем упомянутое устройство, установленное на практически вертикальном участке подъема или спуска, содержит водослив переполнения, в котором имеется ряд идущих вверх или вниз полностью погруженных в охлаждающую среду труб, расположенных друг над другом более или менее вертикально и симметрично вдоль каждой стороны полосы, каждая из которых выбрасывает турбулентной струей, бьющей более или менее горизонтально, охлаждающую текучую среду на полосу через прорезь или ряд отверстий. Кроме этого, в нижней части устройства предусмотрены средства герметизации.
[0025] Согласно изобретению две любые последовательные трубы, расположенные с одной стороны полосы, разделены одинаковым для всех труб зазором, предназначенным для отвода охлаждающей жидкости. Таким образом, величину указанного зазора выбирают для заданного значения расхода потока охлаждающей текучей среды, выраженного в кубических метрах в час и на квадратный метр поверхности полосы, так, чтобы минимизировать потери потока в отводящих каналах, соответствующих указанному зазору (потеря потока для каждого зазора и полная потеря потока идентичны).
[0026] Согласно предпочтительному воплощению изобретения стенка водослива переполнения, расположенная позади труб, имеет ширину, по крайней мере такую же как трубы, а горизонтальное расстояние от этой стенки до задней части труб выбрано таким, чтобы потеря расхода, вызванная наличием водослива переполнения, составляла менее 5% потери расхода, вызванной зазорами между двумя последовательными трубами, что считают незначительным. Поэтому поток является двухмерным.
[0027] Преимуществом настоящего изобретения является то, что оно позволяет предотвратить явление локального кипения, путем выбора удельного расхода охлаждающей текучей среды на поверхности полосы от 250 до 1,000 м3 в час и на м2. В примере устройства, протестированного Заявителем, максимальный удельный расход потока на поверхность составил приблизительно 580 м3 в час и на м2.
[0028] Потеря расхода, являющаяся следствием наличия зазоров, составляет предпочтительно менее 150 мм водяного столба.
[0029] Еще одним преимуществом является то, что расстояние между концом каждой трубы и полосой одинаково для всех труб и составляет от 50 мм до 200 мм.
[0030] Кроме того, согласно настоящему изобретению скорость подачи среды (VJET) удовлетворяет следующему критерию соответственно:
- для отверстий

- для прорезей

где А - это расстояние между трубой и полосой, a d - диаметр отверстия или ширина прорези. A и d выражены в одинаковых единицах длины, например в метрах. Их частное безразмерно. Скорость VJET выражена в м/с.
[0031] Эти два показателя, взятые из теории турбулентных струй, показывают ослабление максимальной скорости турбулентной струи при взаимодействии с окружающей средой при нулевой скорости. В основу расчета показателей положена минимальная скорость, равная 2.5 м/с. Максимальная скорость струи при А=50 мм (положение полосы относительно отверстия струи) равна 0.65 м/с. Скорость 0.65 м/с таким образом считают минимальной скоростью струи, когда она достигает полосы, достаточной для разрушения слоя пленочного кипения.
[0032] Предпочтительно охлаждающей текучей средой является жидкая вода, температуру которой поддерживают ниже 50°С.
[0033] Предпочтительно устройство расположено на практически вертикальном участке подъема (угловое отклонение от вертикали менее 30°С), причем непосредственно перед ним располагают резервуар с водой, доведенной более или менее до точки кипения.
Также настоящее изобретение может быть успешно использовано в устройстве, в котором обрабатываемое металлическое изделие движется со скоростью от 0.25 м/с до 20 м/с и имеет толщину от 0.1 мм до 10 мм.
[0035] Важной характеристикой изобретения является то, что размер охлаждающих труб обеспечивает равномерность скорости подачи охлаждающей текучей среды по всей ширине полосы.
[0036] Предпочтительно, трубы имеют такой размер, при котором распределение скоростей таково, что относительная разность между максимальной скоростью (Vmax) и минимальной скоростью (Vmin) подачи, в зависимости от ширины нижней трубы, составляет менее 5% или
[0037] Отношение площади пропускного отверстия трубы к площади зоны веерной раздачи этой трубы, то есть области прорези или общей области отверстий, больше 1.
[0038] Согласно предпочтительному воплощению настоящего изобретения упомянутые трубы имеют в сечении прямоугольную форму. Отношение одной стороны к смежной стороне прямоугольного сечения предпочтительно находится в диапазоне от 0.1 до 10, а толщина труб равна от 0.25 до 10 диаметров отверстий или ширины прорези, чтобы управлять слаженностью действий струй, отношение толщин труб к диаметру отверстий предпочтительно также равно 2/3.
[0039] Согласно другому предпочтительному признаку изобретения вышеупомянутые средства герметизации содержат шлюз с двойной парой роликов, обеспечивающий как проход полосы, так и ограничивающий потери расхода до минимального значения утечки из водослива переполнения вниз.
[0040] Кроме того, согласно настоящему изобретению эти средства герметизации также содержат средства впрыска между роликами текучей среды с регулируемым давлением и/или температурой.
[0041] Как преимущество, верхняя труба снабжена ограждением, высота которого по меньшей мере равна сумме толщины пленки воды в водосливе переполнения и высоты водяного столба, соответствующей потере расхода между трубами при максимальной скорости потока.
[0042] Второй объект настоящего изобретения имеет отношение к способу закалки в процессе непрерывного отжига плоского изделия в форме металлической полосы, предпочтительно стальной полосы, реализуемому с помощью устройства, раскрытого в одном из вышеупомянутых воплощений и предназначенного для достижения удельной охлаждающей способности от 1,000 кВт/м2 до 10,000 кВт/м2 на поверхности металлического изделия.
[0043] Согласно способу, раскрытому в настоящем изобретении, температура полосы на входе в устройство составляет от 350°С до 750°С, а температура на выходе - от 50°С до 450°С, предпочтительно от 50°С до 100°С или от 350 до 450°С.
Краткое описание чертежей
[0044] На Фиг.1 в разрезе условно изображено охлаждающее устройство согласно настоящему изобретению.
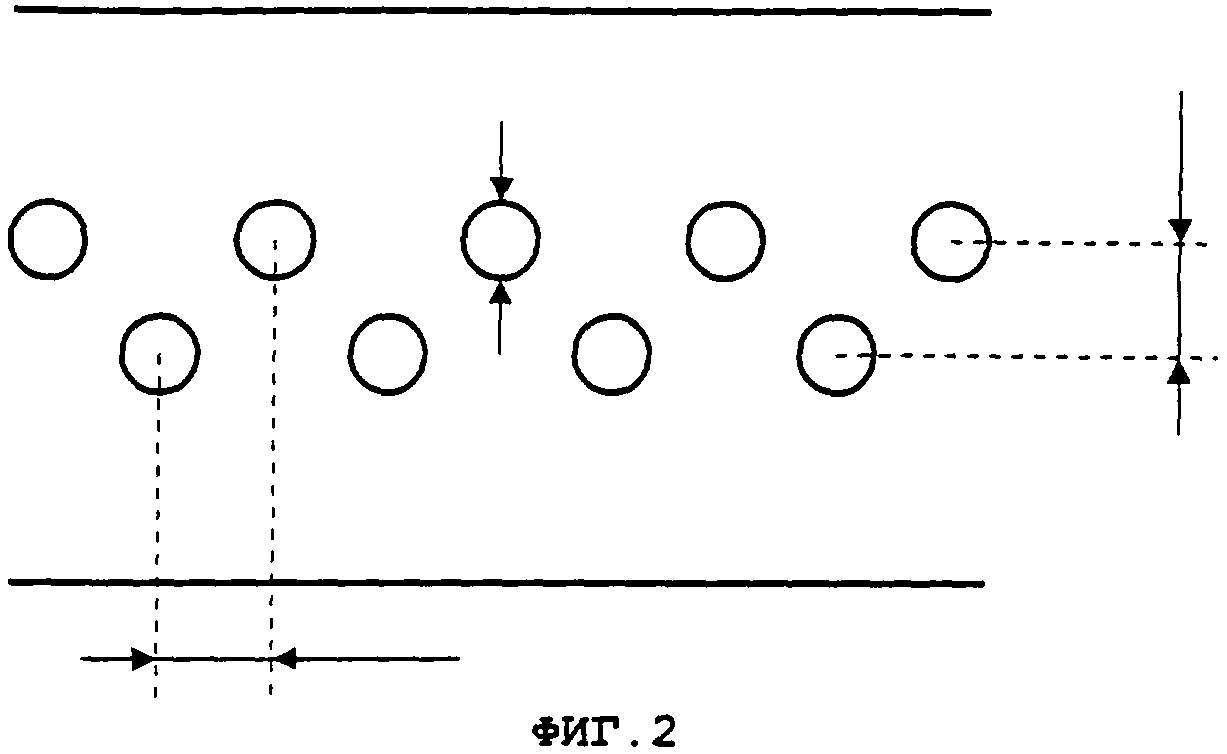
[0045] На Фиг.2 условно представлена схема расположения отверстий, предназначенных для веерообразной подачи воды на стальную полосу, в устройстве согласно настоящему изобретению.
[0046] На Фиг.3 представлен график тепловой производительности охлаждающего устройства согласно настоящему изобретению.
[0047] На Фиг.4 представлены эксплуатационные показатели указанного устройства, касающиеся плоскостности стальной полосы.
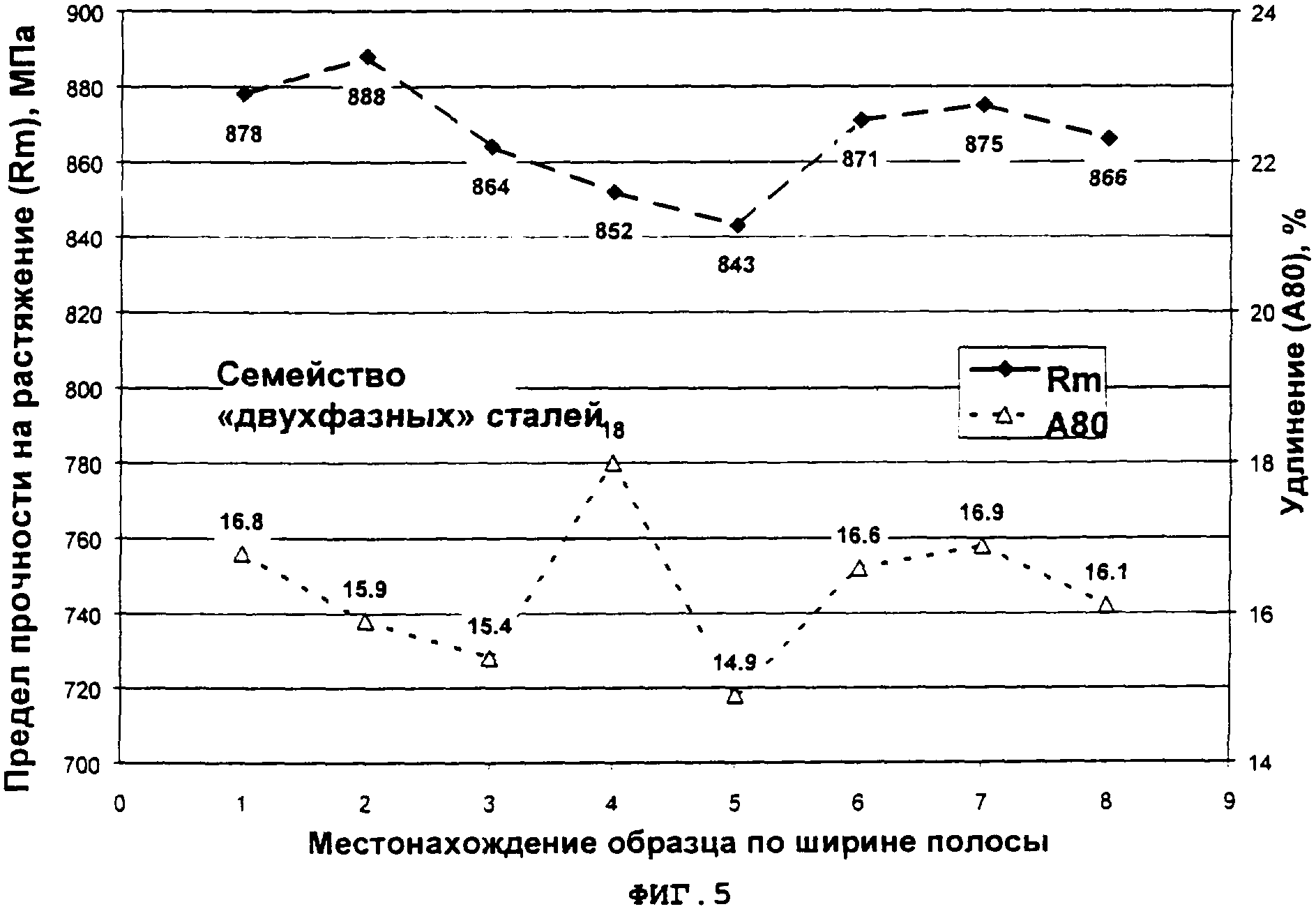
[0048] На Фиг.5 и 6 показано влияние однородности охлаждения на однородность механических свойств стальной полосы. Фиг.5 имеет отношение к семейству «двухфазных» сталей, тогда как Фиг.6 имеет отношение к семейству многофазных сталей.
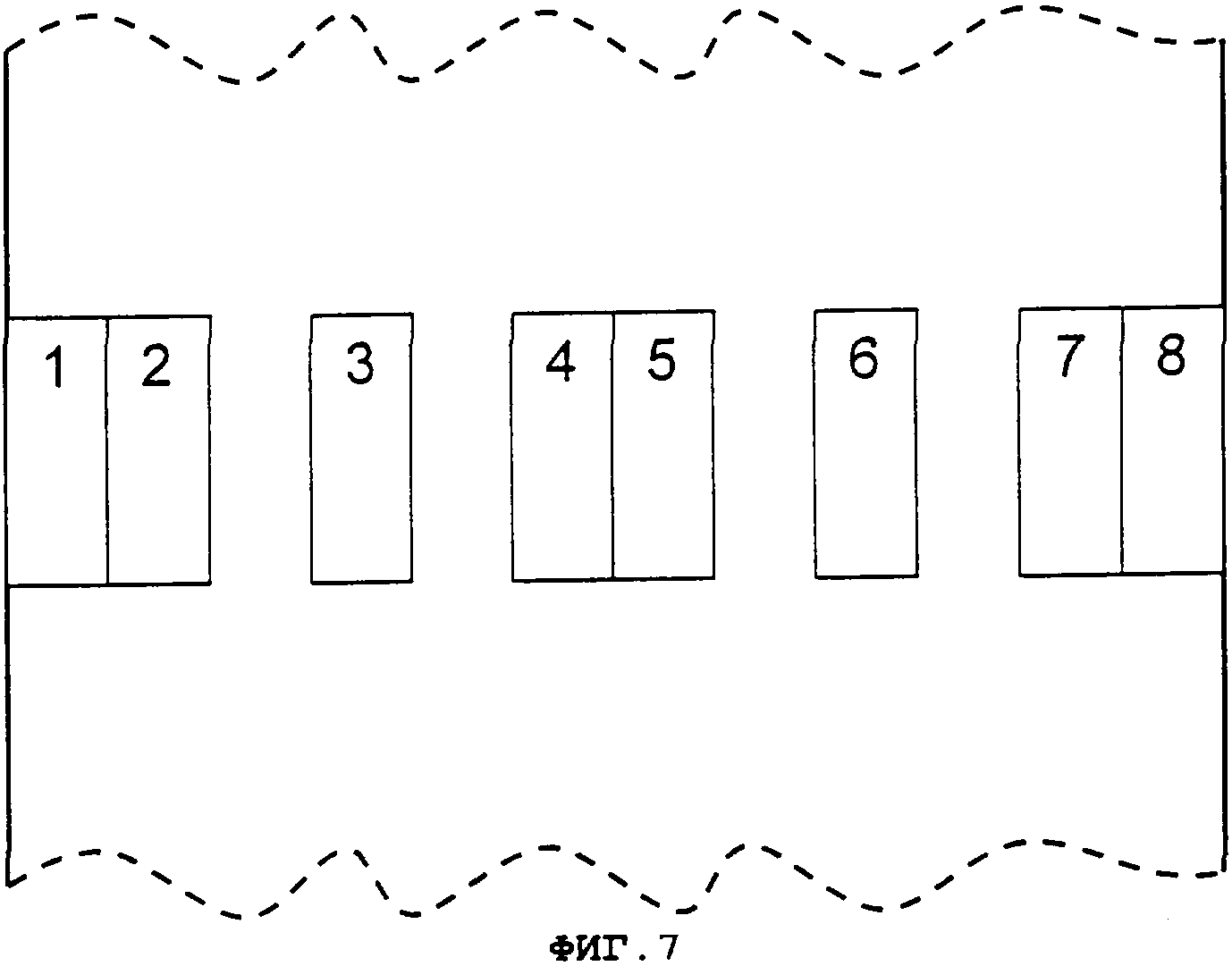
[0049] На Фиг.7 представлена схема расположения различных образцов, выбранных как функция ширины полосы, для проведения испытаний, относящихся к Фиг.5 и 6.
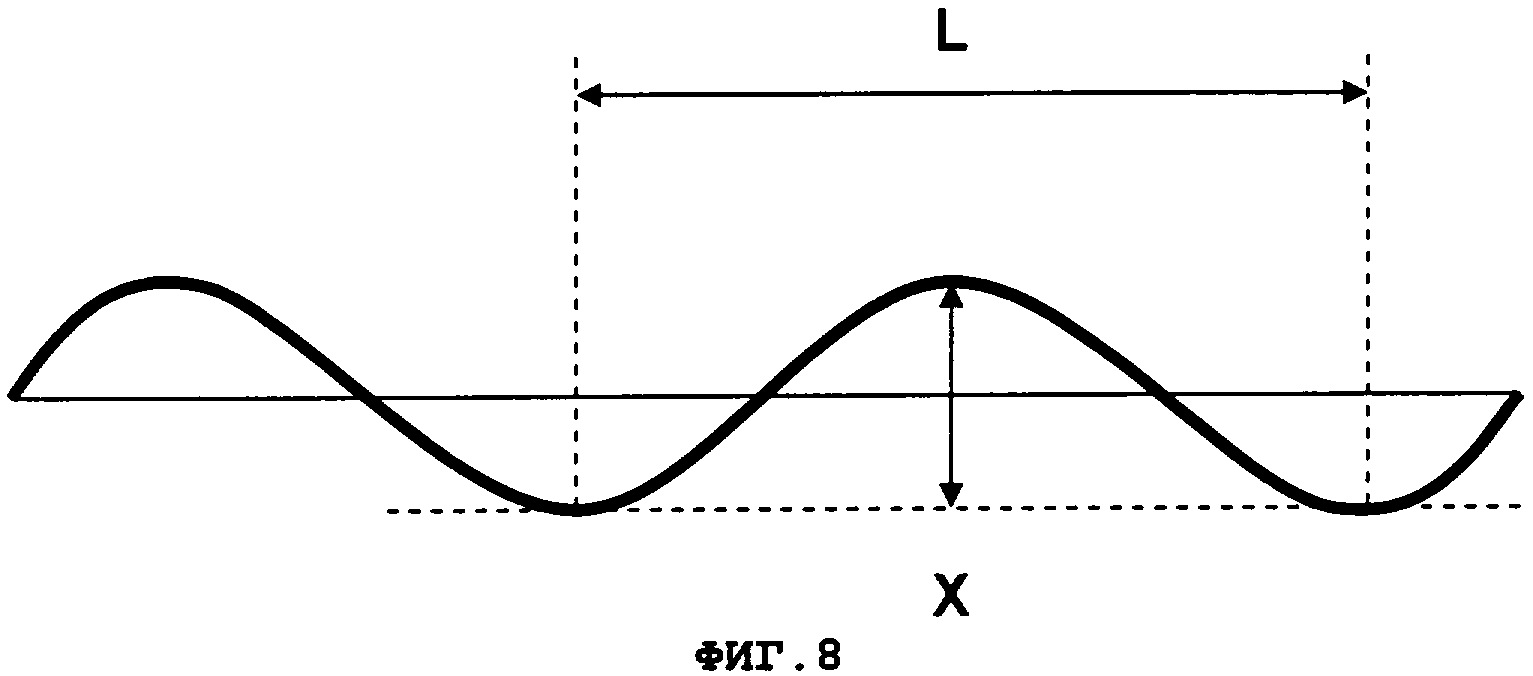
[0050] На Фиг.8 показаны параметры, позволяющие вычислить индекс плоскостности, причем эти параметры определяют синусоиду, с которой совпадает продольный профиль полосы.
Предпочтительное воплощение настоящего изобретения
[051] Как показано на Фиг.1, охлаждающее устройство содержит ряд труб 1, называемых «колена» или «охлаждающие колена», расположенных симметрично с каждой стороны охлаждаемой стальной полосы. Эти колена являются погруженными, а охлаждающую текучую среду подают в них сбоку. Предпочтительно в сечении они имеют прямоугольную форму. Далее в описании изобретения использование терминов «труба» и «колено» будет равнозначным.
[0052] Погружение колен достигают посредством системы герметизации, размещенной в нижней части устройства, которая позволяет как пропускать стальную полосу 2, так и создавать максимальную потерю расхода, чтобы свести к минимуму утечку охлаждающей текучей среды в направлении нижней части корпуса. В представленном варианте выполнения эта система герметизации содержит две пары роликов 3, прижатых к стальной полосе и размещенных симметрично относительно последней. Текучую среду между роликами подают с регулируемым давлением и/или температурой.
[0053] Предпочтительно охлаждающей текучей средой является вода. Охлаждающие колена расположены на расстоянии А от линии прохождения полосы 2. С одной стороны для уменьшения размеров, а с другой - с целью ограничения общего расхода потока в системе, для эквивалентной производительности максимальное расстояние между полосой и охлаждающими коленами установлено равным 200 мм.
[0054] Между двумя последовательными коленами оставлен зазор В, предназначенный, чтобы впрыскиваемая коленами вода могла быть удалена между ними. Это гарантирует, насколько возможно, однородность потока, в зависимости от ширины стальной полосы. Выбор расстояния В является результатом компромисса между максимальной удельной охлаждающей способностью Р, причем эта удельная охлаждающая способность определена как охлаждающая способность на единицу площади поверхности и на поверхность охлаждаемой полосы, и минимальной потерей расхода по отводящим каналам, чтобы в достаточной мере гарантировать быструю замену охлаждающей текучей среды вблизи полосы и таким образом предотвратить образование локальных зон кипения в непосредственной близости от полосы. Расстояние В между двумя парами соседних колен для всех колен выбирают одинаковым, чтобы обеспечить идентичные условия потока перед каждым раздающим коленом. Это, следовательно, позволяет достичь вертикальной однородности потока. Таким образом, охлаждающая текучая среда, подаваемая данным коленом, отводится с помощью каналов, расположенных непосредственно вблизи этого колена. Это предотвращает создание предпочтительных путей и, кроме того, минимизирует время, в течение которого охлаждающая текучая среда находится вблизи полосы, с целью предотвращения локального образования зон кипения.
[0055] На каждом охлаждающем колене 1, на его поверхности, обращенной к полосе, предусмотрена по меньшей мере одна прорезь или ряд отверстий, как показано на Фиг.2, предназначенных для веерной подачи охлаждающей текучей среды на полосу. Расстояние между двумя соседними отверстиями должно быть таким, чтобы поток в непосредственной близости от полосы мог быть сопоставим с таковым у прорези. Скорость подачи текучей среды должна быть достаточной, чтобы предотвратить образование зон кипения вблизи полосы. Эту скорость подачи V выбирают как функцию расстояния А относительно полосы и обычно она находится в пределах от 0 до 10 м/с.
[0056] По ходу отводящих каналов охлаждающее устройство или корпус по всей ширине содержит водослив переполнения 4, высота которого соответствует уровню расположения струи последнего колена, гарантирующий, что при любом рабочем режиме последнее колено будет погружено до той же степени, что и другие.
[0057] Чтобы обеспечить идентичные параметры потока перед каждым коленом:
- верхнее охлаждающее колено окружено ограждением 5, высота которого по меньшей мере равна сумме толщины Н полосы воды в водосливе переполнения и высоты водяного столба ΔН, соответствующего потере расхода ΔР через отводящие каналы, для максимального расхода потока Qmax;
- под последним коленом предусмотрен отводящий канал.
[0058] Таким образом, когда система находится в рабочем состоянии, уровни воды у передней поверхности или со стороны полосы и у задней поверхности или со стороны водослива различны. Они различаются на высоту столба воды, соответствующую потере расхода между двумя коленами для данного расхода потока.
[0059] Показанные на Фиг.3 эксплуатационные показатели охлаждения устройства получены в промышленных условиях с помощью теплового баланса на основе следующих значений: температур стальной полосы на входе в устройство и на выходе из устройства, длины секции охлаждения и скорости движения стальной полосы через устройство. На Фиг.3 показано, что удельная охлаждающая способность, выраженная в кВт на квадратный метр и на поверхность полосы, является линейной функцией удельного расхода потока, выраженной в кубических метрах в час и на квадратный метр для этих двух поверхностей, сложенных вместе. При рассматриваемых здесь условиях удельная мощность равна от 4,000 до 6,000 кВт/м2 и на поверхность изделия.
[0060] На Фиг.4 представлены показатели устройства, касающиеся плоскостности стальной полосы. Они демонстрируют однородность охлаждения и, следовательно, управление потоками в устройстве. В данном случае плоскостность определяется относительно продольных граней. Каждая точка на чертеже отображает рабочую точку устройства - определяемую соответствующей удельной охлаждающей способностью - в заданный момент времени в серии промышленных испытаний. Индекс плоскостности, выраженный в единицах «I», соотнесен с каждой рабочей точкой. Единица «I» соответствует относительному удлинению, равному 1 мм на 100 м стальной полосы.
[0061] В случае дефекта типа «продольная грань» продольный профиль полосы можно сравнить с синусоидой с длиной волны L и амплитудой X. Индекс плоскостности рассчитывают на основе измерений параметров L и Х (смотри Фиг.8) по следующей формуле:
[0062] На Фиг.4 показаны две контрольные пороговые величины, 120 и 240 единиц «I», которые соответствуют допускам на плоскостность, приемлемым для двух линий гальванизации. Из чертежа видно, что большинство рабочих точек расположено ниже пороговой величины более высокого требования.
[0063] На Фиг.5 и 6 показано влияние однородности охлаждения на однородность механических свойств. Фиг.5 относится к семейству «двухфазных» сталей. Фиг.6 относится к многофазным сталям (феррит, мартенсит, бейнит, перлит). В обоих случаях механические свойства определяют с помощью испытаний на растяжение. Образцы берут из разных точек по ширине листа, согласно показанной на Фиг.7 схеме:
1) дальний край
2) край
3) четверть
4) центр
5) центр
6) четверть
7) край
8) дальний край
[0064] На Фиг.5 и 6 представлены соответственно предел прочности на растяжение, предел упругости (только на Фиг.6) и удлинение при нагрузке 80% предела прочности на растяжение. Из этих экспериментов можно сделать вывод, что по всей ширине полосы наблюдается высокая однородность механических свойств.
Реферат
Настоящее изобретение относится к устройству для охлаждения, предназначенному для выполнения операции закалки в процессе непрерывного отжига плоского изделия в форме металлической полосы, предпочтительно стальной полосы. Для обеспечения высокой однородности механических свойств по всей ширине полосы устройство расположено на практически вертикальном участке подъема или спуска, содержит водослив переполнения, в котором имеется ряд труб, полностью погруженных в охлаждающую среду и расположенных друг над другом более или менее вертикально и симметрично вдоль каждой стороны полосы, каждая из которых предназначена для выбрасывания на полосу охлаждающей текучей среды в виде горизонтальных турбулентных струй через прорезь или ряд отверстий. Устройство содержит расположенные в нижней части водослива переполнения средства герметизации. Две любые последовательные трубы, расположенные с одной стороны полосы, разделены одинаковым для всех труб зазором, выбранным при заданном значении удельного расхода потока охлаждающей текучей среды, выраженного в кубических метрах в час и на квадратный метр поверхности полосы таким образом, чтобы минимизировать потерю потока в отводящих каналах, соответствующих указанному зазору. 2 н. и 8 з.п. ф-лы, 8 ил.
Комментарии