Текстурированный лист из электротехнической стали - RU2570591C1
Код документа: RU2570591C1
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к текстурированному листу из электротехнической стали, используемому для изготовления стального сердечника трансформатора и аналогичных устройств.
Уровень техники
Эффективность использования энергии возрастает с каждым годом, в связи с чем лист из электротехнической стали с высокой магнитной индукцией и низкими потерями в железе пользуется все большим спросом, в особенности у изготовителей трансформаторов и аналогичных устройств.
Если ориентация кристаллов в структуре листа из электротехнической стали соответствует ориентации Госса, магнитная индукция улучшается.
Меры, предпринимаемые для снижения потерь в железе, основаны на повышении чистоты материала, улучшении ориентированности зерен, уменьшении толщины листа, введении Si и Al, измельчении магнитных доменов и т.п. Однако повышение магнитной индукции, как правило, влечет за собой ухудшение потерь в железе. Это происходит потому, что в связи с выравниванием ориентации кристаллов в структуре стального листа снижается магнитостатическая энергия и увеличивается ширина магнитных доменов, следовательно, увеличиваются потери на вихревые токи.
К способам решения указанной проблемы относится измельчение магнитных доменов путем создания термических напряжений на поверхности стального листа в результате облучения лазерным пучком или электронным пучком. Как установлено, при любом типе облучения достигается чрезвычайно высокий эффект снижения потерь в железе.
Например, в документе JPH7-65106B2 (PTL 1) раскрывается способ изготовления листа из электротехнической стали, согласно которому после облучения электронным пучком потери в железе W17/50 составляют ниже 0,8 Вт/кг.
В документе JPH3-13293B2 (PTL 2) раскрывается способ снижения потерь в железе посредством облучения листа из электротехнической стали лазерным пучком.
Перечень ссылок
Патентная литература
PTL 1: документ JPH7-65106B2
PTL 2: документ JPH3-13293B2
Раскрытие изобретения
Техническая проблема
Несмотря на то что текстурированные листы из электротехнической стали, прошедшие обработку по измельчению магнитных доменов посредством облучения лазерным пучком или электронным пучком, как материал могут обладать хорошими характеристиками, не всегда трансформаторы с сердечниками из указанных текстурированных листов электротехнической стали обладают хорошими характеристиками. Конкретной проблемой является большой шум, создаваемый трансформатором. Иначе говоря, даже если измеренные на единичных текстурированных стальных листах показатели потерь в железе, магнитной индукции, магнитострикции и т.д. являются одинаковыми, среди трансформаторов, изготовленных из указанных листов, могут быть трансформаторы, создающие значительный шум, и трансформаторы, создающие небольшой шум, причиной чего является разный характер распределения термических напряжений.
В связи с вышесказанным задачей настоящего изобретения является разработка текстурированного листа из электротехнической стали, при использовании которого для изготовления сердечника эффективно снижается шум, создаваемый трансформатором.
Решение проблемы
Авторы настоящего изобретения изготовили сердечники трансформаторов из разнотипных текстурированных листов электротехнической стали, подвергнутых обработке по измельчению магнитных доменов посредством создания термических напряжений с разным характером распределения, и проводили систематические исследования. В результате авторы изобретения установили, что величина шума, создаваемого трансформатором, зависит от конфигурации области стального листа, в которой посредством приложения значительных термических напряжений создана пластическая деформация.
Кроме того, было установлено, что характер распределения приложенных напряжений можно подразделить на 2 типа, одним из которых является непрерывное распределение в направлении ширины стального листа, например, в результате облучения непрерывным лазером, а другой представляет собой прерывистое распределение в направлении ширины стального листа, например, в результате облучения импульсным лазером. Также было установлено, что можно достичь как снижения потерь в железе, так и подавления шума, создаваемого трансформатором, в особенности при создании областей пластической деформации при создании прерывистых областей напряжений, если относительная часть площади, которую занимают области пластической деформации в направлении ширины стального листа, находится в определенном диапазоне.
Настоящее изобретение основано на вышеупомянутых результатах исследований.
Ниже излагаются основные признаки настоящего изобретения.
1. Текстурированный лист из электротехнической стали, в котором посредством обработки по измельчению магнитных доменов созданы области пластической деформации, располагаемые в точечной последовательности в направлении ширины стального листа, причем длина d каждой из областей пластической деформации в направлении ширины стального листа составляет от 0,05 мм до 0,4 мм и отношение (Σd/Σw) суммарной длины d (обозначенной Σd) к суммарному (обозначенному Σw) интервалу w каждой из областей пластической деформации составляет 0,2 или более и 0,6 или менее.
2. Текстурированный лист из электротехнической стали согласно аспекту 1, в котором отношение (d/w) длины d каждой из областей пластической деформации к интервалу w, соответствующему длине d каждой из областей пластической деформации, составляет 0,2 или более и 0,6 или менее.
3. Текстурированный лист из электротехнической стали согласно аспекту 1 или 2, в котором области пластической деформации созданы посредством облучения электронным пучком.
Полезный эффект изобретения
Согласно настоящему изобретению можно снизить уровень шума, создаваемого трансформатором в процессе работы, а также снизить потери в железе трансформатора проведением обработки по измельчению магнитных доменов текстурированного листа из электротехнической стали. Следовательно, благодаря настоящему изобретению повышается энергетическая эффективность трансформатора, что является чрезвычайно полезным для промышленности.
Краткое описание чертежей
Настоящее изобретение будет описано далее со ссылкой на прилагаемые чертежи.
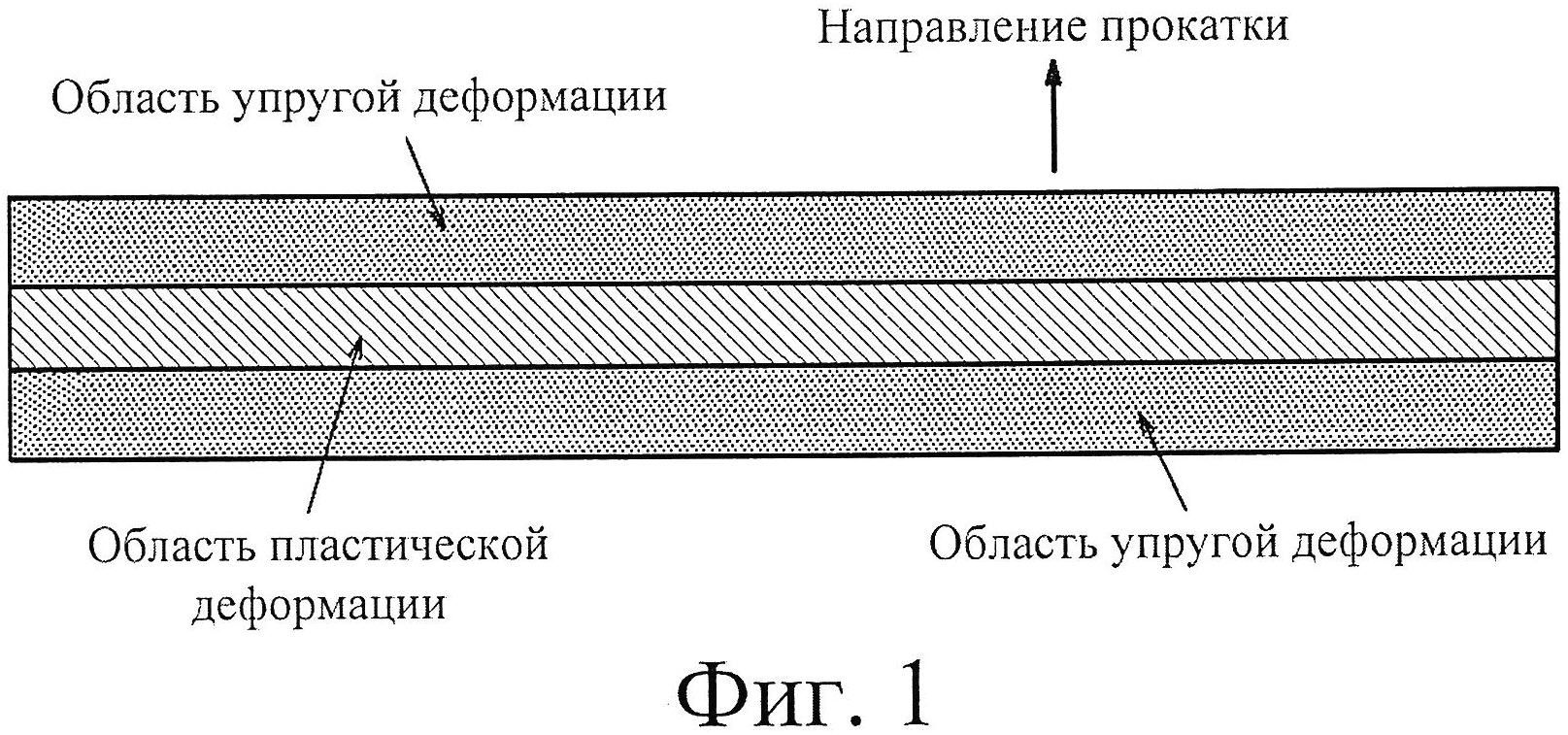
Фиг. 1 - схематичное изображение области пластической деформации и областей упругой деформации согласно одному из возможных вариантов.
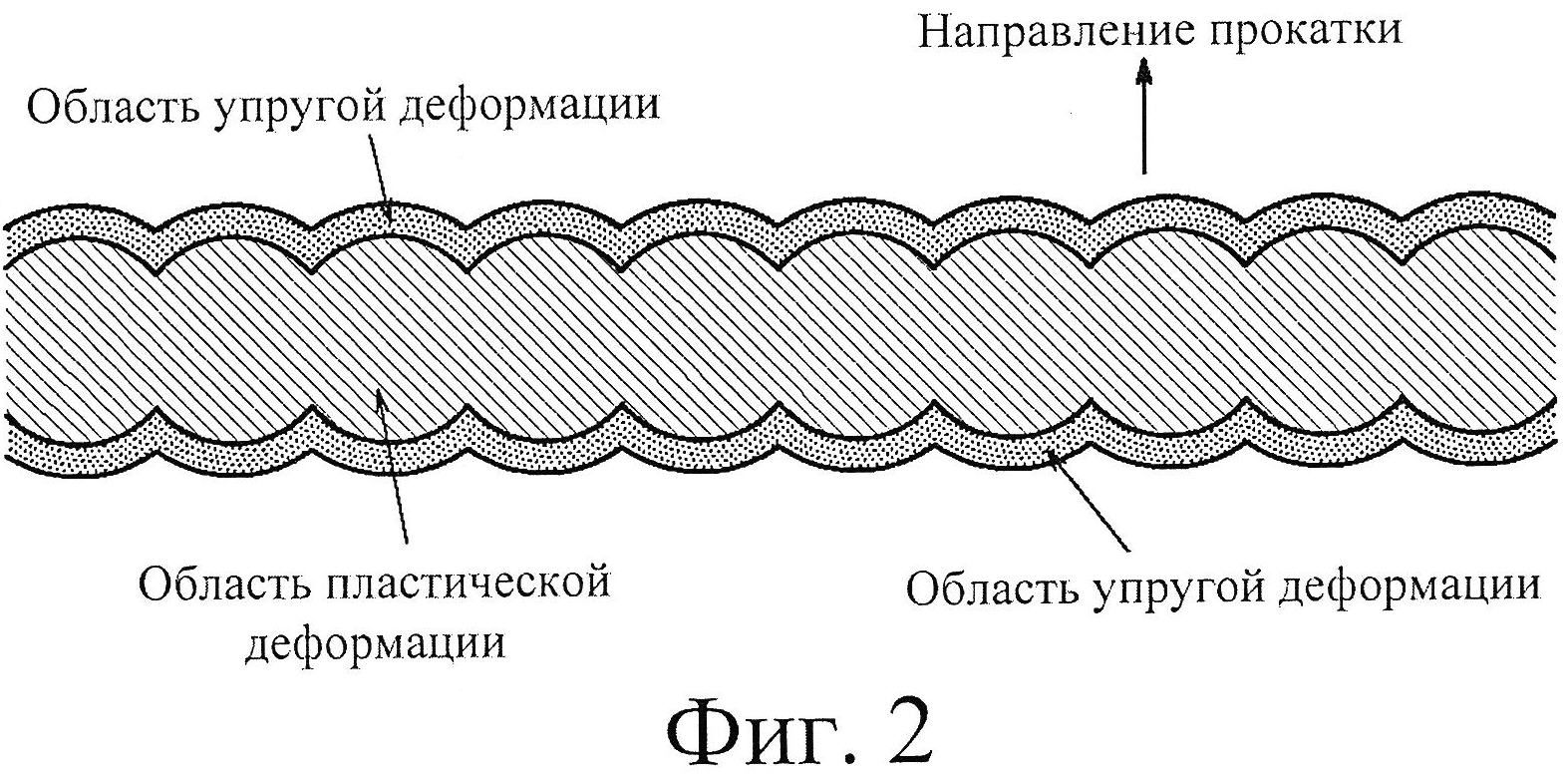
Фиг. 2 - схематичное изображение области пластической деформации и областей упругой деформации согласно другому возможному варианту.
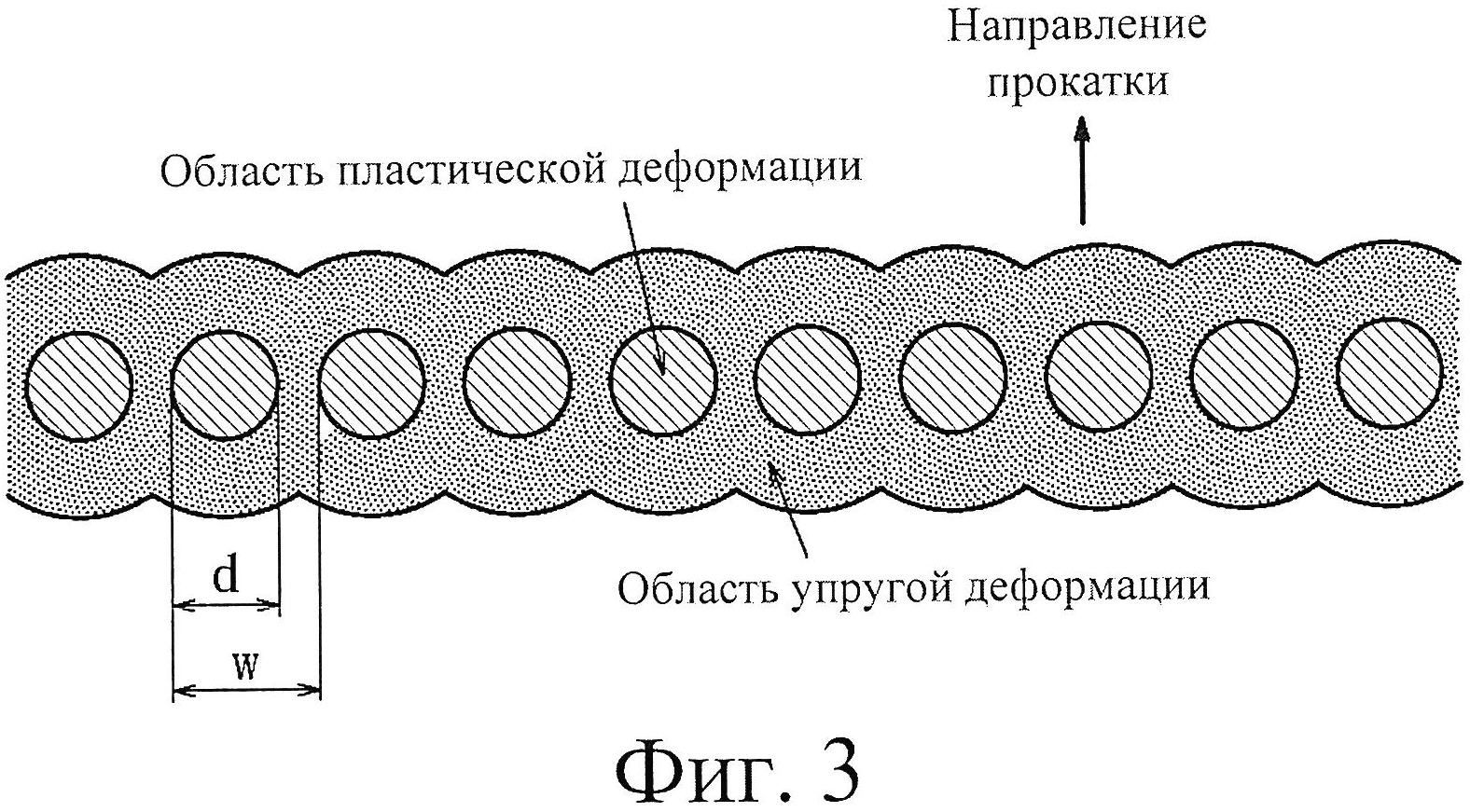
Фиг. 3 - схематичное изображение областей пластической деформации и области упругой деформации согласно одному из вариантов осуществления настоящего изобретения.
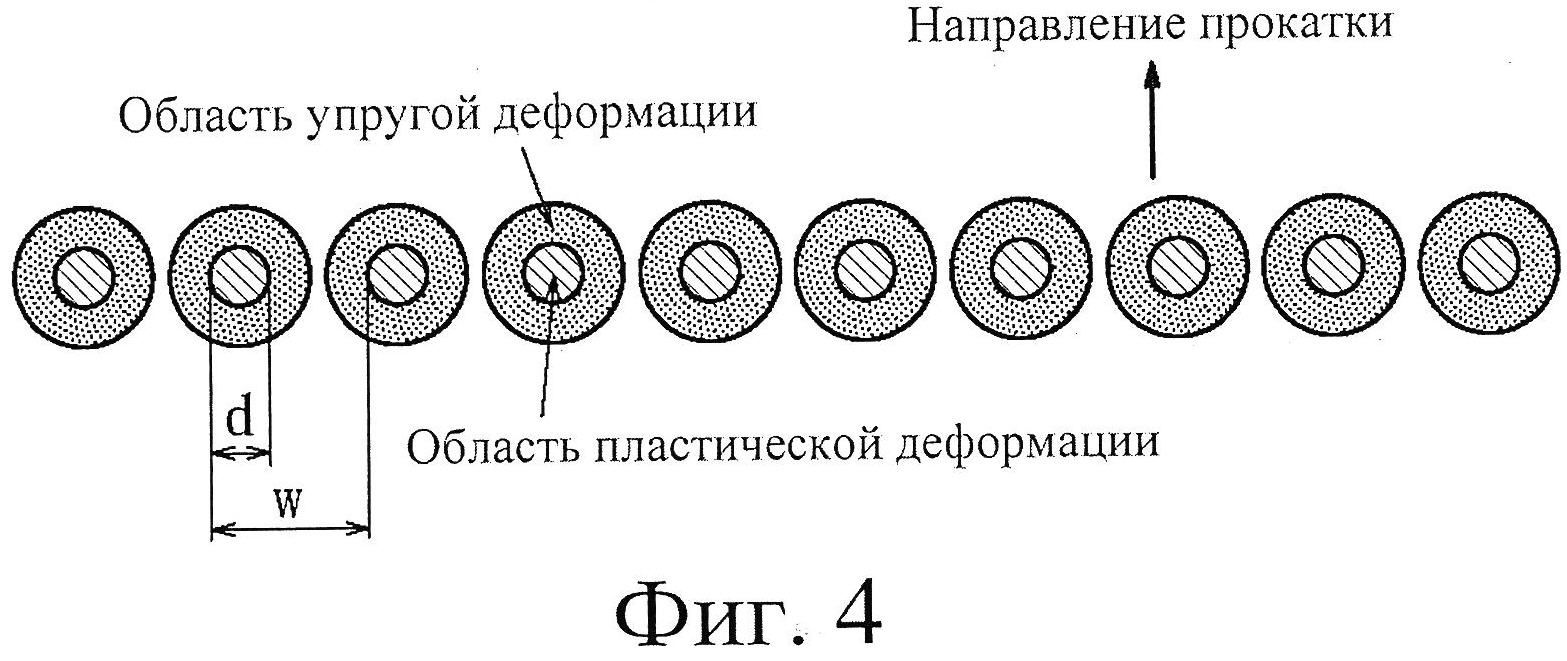
Фиг. 4 - схематичное изображение областей пластической деформации и областей упругой деформации согласно другому варианту осуществления настоящего изобретения.
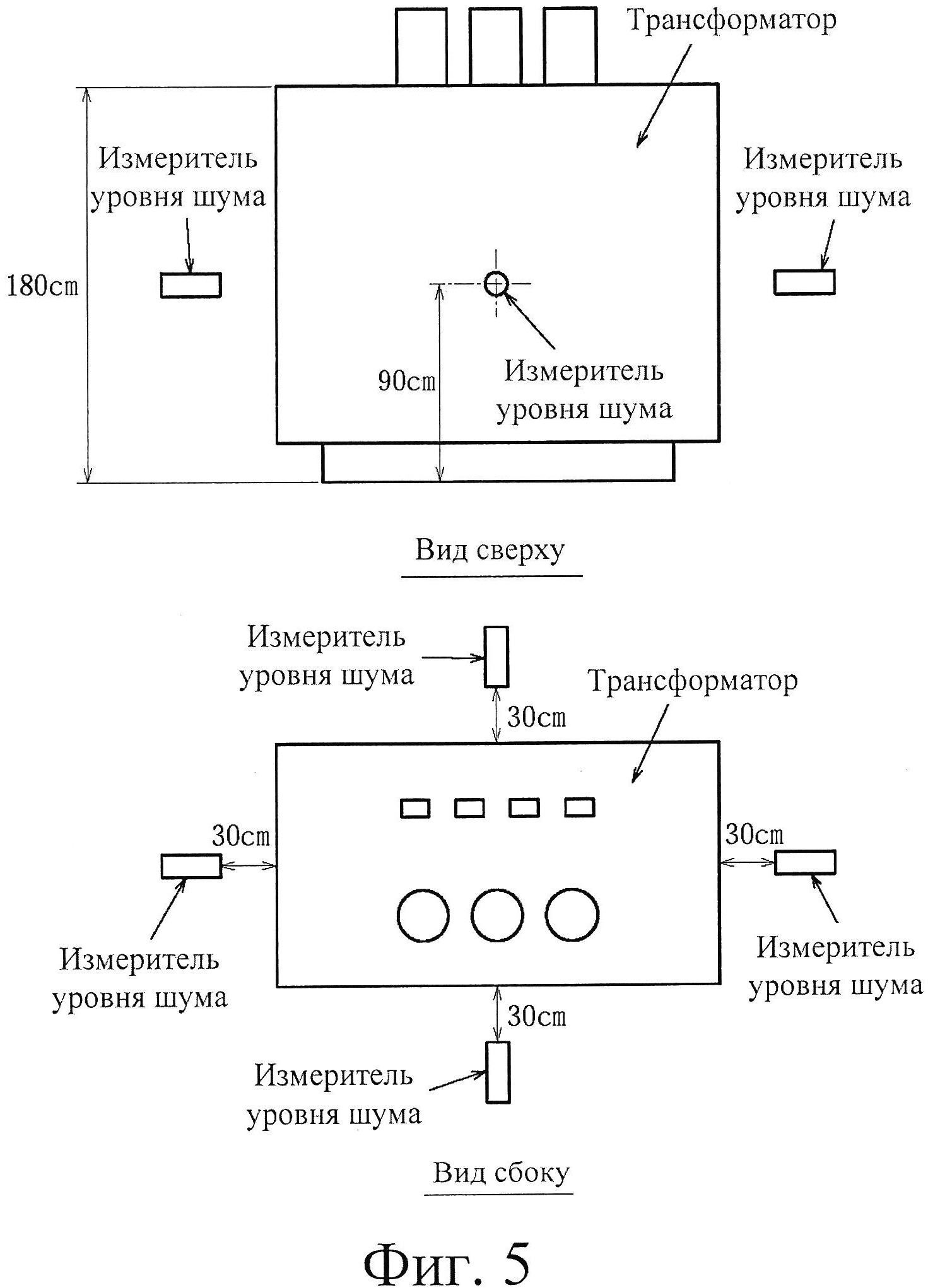
Фиг. 5 - процедуры измерения шума трансформатора.
Осуществление изобретения
Далее настоящее изобретение описывается подробно.
Согласно настоящему изобретению от одного конца до другого конца текстурированного листа из электротехнической стали в направлении ширины стального листа созданы напряженные области, которые являются линейными или криволинейными, либо созданы напряженные области, которые являются точечными и расположены ортогонально направлению прокатки. В дальнейшем описании изобретения для обозначения созданных таким образом напряженной области(ей) используется термин «линия приложения термических напряжений». Линия приложения термических напряжений периодически создается в направлении прокатки для формирования структуры магнитных доменов.
Согласно настоящему изобретению каждая из множества линий приложения термических напряжений, периодически созданных в направлении прокатки, создается в направлении, ортогональном направлению прокатки (предпочтительное направление лежит в диапазоне ±30° относительно направления, ортогонального направлению прокатки), и обработка по измельчению магнитных доменов выполняется в желательной области стального листа.
Согласно настоящему изобретению для создания напряженных областей может применяться облучение тепловым/световым пучком или пучком частиц, например облучение лазерным пучком или электронным пучком либо плазменное облучение, посредством которых можно обеспечить локальный и быстрый нагрев. Касательно конфигурации и размера создаваемых облучением напряженных областей следует отметить, что предпочтительным является применение лазерных пучков и электронных пучков, поскольку регулированием диаметра указанных пучков можно достичь малого размера пятна.
При применении лазерного облучения или облучения электронным пучком обеспечивается быстрый нагрев поверхности стального листа, в результате чего происходит тепловое расширение стального листа. Однако нагрев является чрезвычайно коротким, в связи с чем до высокой температуры нагревается только локальная область. Указанная нагретая локальная область окружена ненагретой областью, в результате чего на участке приложения термических напряжений создаются большие сжимающие напряжения, вызывающие пластическую деформацию.
Указанная пластическая деформация сохраняется после охлаждения стального листа до комнатной температуры, и в окружающих областях создается поле упругих напряжений. На фиг. 1 схематично показана линия приложения термических напряжений, созданная в результате непрерывного перемещения лазерного пучка или электронного пучка по поверхности стального листа. Как показано на фиг. 1, при создании линии приложения термических напряжений формируется область пластической деформации и область упругой деформации в форме ленты. С другой стороны, в результате импульсного приложения термического напряжения вышеуказанная линия приложения термических напряжений в зависимости от размера напряженных областей принимает форму, показанную на фиг. 2, 3 или 4.
Говоря конкретнее, в зависимости от условий облучения лазерным пучком или электронным пучком характер распределения напряжений может быть различным, как показано на фиг. 1-4.
Касательно потерь в железе следует отметить, что в стальных листах, показанных на фиг. 1-4, эффект снижения потерь в железе, достигнутый в результате обработки по измельчению магнитных доменов, является аналогичным. Однако следует отметить, хотя в результате обработки по измельчению магнитных доменов достигнут аналогичный эффект снижения потерь в железе, сформированные стальные листы имеют разное распределение напряжений.
Диапазон указанных областей пластической деформации может быть определен при анализе данных рентгеновской дифракции, измеренной на поверхности стального листа. Другими словами, используя тот факт, что полуширина рефлексов рентгеновской дифракции увеличивается за счет неоднородного распределения напряжений в области пластической деформации, и определяя область, где увеличение полуширины рефлексов превышает диапазон допустимой ошибки (то есть увеличение составляет приблизительно 20% или более) относительно точки, достаточно удаленной от области приложения термических напряжений, в которой создается пластическая деформация, можно количественно измерить область пластической деформации.
На основании результатов испытаний, проведенных авторами изобретения для исследования характеристик трансформаторов, изготовленных из текстурированных листов электротехнической стали, имеющих разный характер распределения напряжений, было установлено, что можно достичь как снижения потерь в железе, так и ослабления шума, если области пластической деформации распределены прерывисто, как показано на фиг. 3 и 4, причем отношение d/w, то есть отношение длины d области пластической деформации, показанной на фигурах, к интервалу w областей пластической деформации, показанному на фигурах, должно находиться в определенном диапазоне. Наряду со случаями импульсного приложения термических напряжений, при непрерывном приложении напряжений с формированием областей пластической деформации, имеющих показанную на фиг. 2 конфигурацию, эффект подавления шума был незначительным.
Кроме того, также было установлено, что даже при одинаковом распределении напряжений в готовых стальных листах потери в железе в стальных листах, подвергнутых облучению электронным пучком, были ниже, чем в стальных листах, подвергнутых облучению лазерным пучком.
Длина d каждой вышеуказанной области пластической деформации установлена от 0,05 мм до 0,4 мм. Это связано с тем, что при длине d менее 0,05 мм не может быть получен достаточный эффект измельчения магнитных доменов и эффект снижения потерь в железе является небольшим, тогда как при длине d, превышающей 0,4 мм, увеличиваются потери на гистерезис и усиливается шум, создаваемый трансформатором в процессе работы.
Кроме того, как описывалось ранее, согласно настоящему изобретению существенным фактором является прерывистое распределение областей пластической деформации. Степень заполнения выражается отношением (Σd/Σw) при суммарном интервале w всех областей пластической деформации на одной линии приложения термических напряжений, обозначенном как Σw, и суммарной длине d всех областей пластической деформации на одной линии приложения термических напряжений, обозначенной как Σd. Здесь крайне важно, чтобы эта величина была установлена от 0,2 до 0,6. Если выражать в процентах, указанная величина должна составлять от 20% до 60%.
Вышеуказанная степень заполнения должна находиться в установленном диапазоне, поскольку если отношение (Σd/Σw) составляет менее 20%, не может быть получен эффект измельчения магнитных доменов и эффект снижения потерь в железе является небольшим, а если вышеуказанное отношение составляет более 60%, усиливается шум, создаваемый трансформатором. Касательно подавления шума предпочтительно, чтобы вышеуказанное отношение составляло 40% или менее.
Кроме того, согласно настоящему изобретению отношение d/w, то есть отношение каждой вышеуказанной длины к каждому вышеуказанному интервалу, предпочтительно составляет от 0,2 до 0,6. Это связано с тем, что если каждое отношение каждой длины к каждому интервалу находится в указанном диапазоне, обработка по измельчению магнитных доменов стального листа является более равномерной по сравнению с вышеуказанным случаем, в котором используется соотношение между суммарными величинами Σd и Σw. Кроме того, при применении обычного оборудования для облучения лазерным пучком или облучения электронным пучком измеренные на одном участке линии приложения термических напряжений интервал w областей пластической деформации и длина d, соответствующая интервалу w области пластической деформации (см. фиг. 3 и 4), дают основание полагать, что при периодическом повторении линии приложения термических напряжений и области (линии) приложения напряжений обеспечивается одинаковый эффект согласно настоящему изобретению.
Хотя причина снижения уровня шума при регулировании конфигурации области, в которой создается пластическая деформация, окончательно не выяснена, авторы изобретения высказывают нижеприведенные соображения.
Проблемой является явное увеличение уровня шума, создаваемого трансформатором в процессе работы, если длина d составляет более 0,4 мм или отношение (Σd/Σw) составляет более 0,6, хотя отсутствуют какие-либо существенные ухудшения магнитных характеристик одинарного листа.
Говоря о свойствах одинарного листа и железного сердечника трансформатора, следует отметить, что железный сердечник состоит из множества стальных листов, наложенных друг на друга и сцепленных между собой. В частности, создается достаточно большая сила сцепления, которая вызывает увеличение уровня шума. Согласно этому факту является явный изгиб в направлении ширины стального листа, если область пластической деформации является очень большой, и устранение изгиба во время соединения и фиксации стальных листов при изготовлении стального сердечника трансформатора приводит к созданию внутренних напряжений в стальном листе, вызывающих образование мелких магнитных доменов, а также увеличение магнитострикции. Считается, что в этом заключается причина усиления шума.
Если облучение стального листа проводить электронным пучком, потери в железе можно снизить в большей степени, чем при облучении лазерным пучком, даже при одинаковом размере области пластической деформации, создаваемой на поверхности стального листа.
Это явление объясняется тем, что лазерный пучок представляет собой световой поток, который способен обеспечить нагрев лишь поверхности стального листа, а электронный пучок, в отличие от лазерного пучка, не только обеспечивает нагрев поверхности, но и проникает в стальной лист, в результате чего область пластической деформации имеет большую глубину.
Текстурированный лист из электротехнической стали согласно настоящему изобретению предпочтительно представляет собой стальной лист, в структуре которого ось намагничивания кристаллов совпадает с направлением прокатки (L направлением) и кристаллические зерна имеют ориентацию (110) [001], благодаря чему снижаются потери в железе. Однако фактически в текстурированном листе из электротехнической стали промышленного изготовления ось легкого намагничивания кристаллических зерен не является абсолютно параллельной направлению прокатки и расположена под углом относительно направления прокатки. Кроме того, для снижения потерь в железе посредством обработки по измельчению магнитных доменов текстурированного листа из электротехнической стали, как полагают, эффективным является формирование напряженной области или напряженных областей, полученных из остаточного напряжения при растяжении пластической деформации на поверхности стального листа, которые могут быть как непрерывными, так и заданными интервалами, в направлении намагничивания, то есть ортогонально оси легкого намагничивания.
В отношении текстурированного листа из электротехнической стали, подверженного обработке по измельчению магнитных доменов, известно, что более высокая степень интеграции ориентированных зерен вторичной рекристаллизации приводит к созданию более мелких магнитных доменов. Магнитная индукция B8 (магнитная индукция при напряженности магнитного поля в 800 А/м) зачастую используется в качестве показателя интеграции ориентированных зерен. Магнитная индукция B8 текстурированного листа из электротехнической стали согласно настоящему изобретению составляет предпочтительно 1,88 Тл или более и предпочтительнее 1,92 Тл или более.
Кроме того, предпочтительно, чтобы на поверхность листа из электротехнической стали было нанесено покрытие, создающее растягивающее напряжение. Хотя может быть нанесено любое из известных растягивающих покрытий, предпочтительным является стеклянное растягивающее покрытие, содержащее в качестве основных компонентов диоксид кремния и фосфат, например фосфат алюминия или фосфат магния.
Вышеописанная линия приложения термических напряжений предпочтительно является, прямолинейной и сформированной в направлении ширины стального листа (в направлении, ортогональном направлению прокатки), при этом предпочтительно периодически повторяется в направлении прокатки с интервалом от 2 мм до 10 мм. Указанный диапазон установлен в связи с тем, что при интервале менее 2 мм увеличиваются потери в железе и возрастает уровень шума, создаваемого трансформатором, а при интервале более 10 мм ухудшается эффект снижения потерь в железе, получаемый посредством обработки по измельчению магнитных доменов.
При лазерном облучении в качестве устройства, вызывающего пластическую деформацию, может использоваться лазерный генератор, создающий импульсы в режиме модулированной добротности. Кроме того, также возможно прерывание непрерывной лазерной генерации при использовании прерывателя с целью проведения прерывистого облучения. При облучении электронным пучком может быть сформирована область пластической деформации с разрывами в результате включения и выключения непрерывно перемещаемого источника с регулировкой интенсивности и цикличностью перемещения/остановки, либо при быстром/медленном перемещении непрерывно генерируемого электронного пучка для выполнения сканирования в направлении ширины листа.
Химический состав сляба для изготовления текстурированного листа из электротехнической стали согласно настоящему изобретению конкретно не ограничен, и допускается использование стали любого химического состава, при котором возможна вторичная рекристаллизация.
Кроме того, в химический состав стали могут входить Al и N в соответствующем количестве для образования ингибитора, например ингибитора на основе AlN, или могут входить Mn и Se и/или S в соответствующем количестве для образования ингибитора на основе MnS·MnSe. Несомненно, указанные ингибиторы могут использоваться вместе. При этом предпочтительное содержание каждого из компонентов Al, N, S и Se составляет: Al: от 0,01 мас.% до 0,065 мас.%; N: от 0,005 мас.% до 0,012 мас.%; S: от 0,005 мас.% до 0,03 мас.% и Se: от 0,005 мас.% до 0,03 мас.%.
Также настоящее изобретение применимо к текстурированному листу из электротехнической стали с ограниченным содержанием Al, N, S и Se, в которой не используется ингибитор.
При этом содержание в стали каждого из указанных элементов Al, N, S и Se предпочтительно составляет: Al: 100 мас.ppm или менее; N: 50 мас.ppm или менее; S: 50 мас.ppm или менее и Se: 50 мас.ppm или менее.
Содержание других основных компонентов и дополнительных компонентов, вводимых при необходимости, представлено ниже.
С: 0,08 мас.% или менее
С добавляют для улучшения структуры горячекатаного листа. Если в стали исходное содержание С превышает 0,08 мас.%, то в процессе обезуглороживания трудно снизить содержание С до 50 мас.ppm или менее, то есть до значения, при котором в процессе изготовления листа не будет происходить магнитное старение. Поэтому предпочтительным является содержание С в стали 0,08 мас.% или менее. Нет необходимости устанавливать конкретный нижний предел содержания С, поскольку вторичная рекристаллизация может происходить даже в материале, не содержащем С.
Si: от 2,0 мас.% до 8,0 мас.%
Кремний (Si) является элементом, эффективно повышающим электрическое сопротивление стали, а также снижающим потери в железе. Однако при содержании Si в стали менее 2,0 мас.% трудно достичь требуемого эффекта снижения потерь в железе. С другой стороны, при содержании Si, превышающем 8,0 мас.%, значительно ухудшается формуемость стали и снижается плотность магнитного потока в стали. Таким образом, содержание Si в стали установлено предпочтительно в диапазоне от 2,0 мас.% до 8,0 мас.%.
Mn: от 0,005 мас.% до 1,0 мас.%
Марганец (Mn) предпочтительно добавляют для улучшения обрабатываемости стали в горячем состоянии. Однако при содержании Mn в стали, составляющем менее 0,005 мас.%, не достигается требуемая обрабатываемость стали. С другой стороны, при содержании Mn в стали, превышающем 1,0 мас.%, ухудшается магнитная индукция готового стального листа. Соответственно содержание Mn в стали установлено предпочтительно в диапазоне от 0,005 мас.% до 1,0 мас.%.
Кроме вышеперечисленных основных компонентов в состав стали могут быть включены дополнительные элементы, которые, как полагают, способствуют улучшению магнитных свойств.
Вводится по меньшей мере один элемент, выбранный из перечисленных: Ni: от 0,03 мас.% до 1,50 мас.%; Sn: от 0,01 мас.% до 1,50 мас.%; Sb: от 0,005 мас.% до 1,50 мас.%; Cu: от 0,03 мас.% до 3,0 мас.%; Р: от 0,03 мас.% до 0,50 мас.% и Mo: от 0,005 мас.% до 0,10 мас.%.
Никель (Ni) является элементом, который полезен для улучшения структуры горячекатаного стального листа и, таким образом, для улучшения его магнитных свойств. Однако при содержании Ni в стали, составляющем менее 0,03 мас.%, не достигается требуемый эффект улучшения магнитных свойств, а при содержании Ni в стали, превышающем 1,50 мас.%, вторичная рекристаллизация стали является нестабильной, что приводит к ухудшению магнитных свойств стали. Таким образом, содержание Ni в стали установлено предпочтительно в диапазоне от 0,03 мас.% до 1,50 мас.%.
Следует отметить, что Sn, Sb, Cu, Р, Cr и Mo считаются полезными элементами с точки зрения улучшения магнитных свойств стали. Однако если содержание в стали каждого из перечисленных элементов не достигает вышеупомянутого нижнего предела, не обеспечивается требуемый эффект улучшения магнитных свойств стали; если содержание каждого из перечисленных элементов превышает вышеупомянутый верхний предел, затормаживается рост вторичных рекристаллизованных зерен стали. Таким образом, содержание в стали каждого из указанных элементов установлено предпочтительно в пределах соответствующих диапазонов, указанных выше.
Остальное в составе стали представляет собой железо Fe и неизбежные примеси, которые внедряются во время процесса изготовления.
Сляб, имеющий вышеописанный химический состав, подвергают нагреву традиционным способом до проведения горячей прокатки. Сляб может быть подвергнут горячей прокатке после предварительного нагрева либо может быть подвергнут горячей прокатке непосредственно после литья без проведения дополнительного нагрева. Тонкий сляб или утоненная стальная отливка может быть подвергнута горячей прокатке или может непосредственно поступать на последующий этап без проведения горячей прокатки.
Кроме того, после проведения горячей прокатки листа, при необходимости, проводят отжиг горячекатаной полосы. Следует отметить, что отжиг горячекатаной полосы проводят предпочтительно при температуре от 800°C до 1100°C с целью получения в листовом изделии высокоразвитой структуры Госса. Если отжиг горячекатаной полосы проводится при температуре ниже 800°C, то сохраняется полосовая текстура, сформированная при горячей прокатке, затрудняющая получение первичной рекристаллизационной текстуры с зернами однородного размера и задерживающая рост зерен при вторичной рекристаллизации. С другой стороны, если отжиг горячекатаной полосы проводится при температуре, превышающей 1100°C, то размер зерна после отжига горячекатаной полосы чрезмерно увеличивается, в результате чего очень трудно получить первичную рекристаллизационную текстуру с зернами одинакового размера.
После проведения отжига проводят однократную холодную прокатку либо двукратную холодную прокатку или многократную холодную прокатку листа с промежуточным отжигом, последующим рекристаллизационным отжигом и нанесением на лист отжигового сепаратора. После нанесения отжигового сепаратора лист подвергают окончательному отжигу с целью вторичной рекристаллизации и формирования форстеритной пленки.
После проведения окончательного отжига целесообразно проводить выравнивающий отжиг стального листа для исправления его формы. На поверхность стальных листов, используемых для изготовления сердечника, целесообразно наносить покрытие, создающее растягивающие напряжение, до или после выравнивающего отжига с целью снижения потерь в железе.
В приведенном описании представлены этапы процесса и технологические условия изготовления текстурированного листа из электротехнической стали согласно настоящему изобретению, однако применимы и традиционные способы изготовления текстурированного листа из электротехнической стали.
Следует отметить, что возможно применение текстурированного листа из электротехнической стали, поверхность которого была сглажена без последующего формирования фостеритной пленки с целью снижения потерь на гистерезис.
Примеры
Пример 1
Был образован рулон из текстурированного листа электротехнической стали, имеющего толщину 0,23 мм и магнитную индукцию В8 в направлении прокатки 1,94 Тл, на который нанесено двухслойное покрытие, а именно покрытие, содержащее форстерит в качестве основного компонента, и покрытие (на основе двуокиси кремния/фосфата), сформированное спеканием раствора неорганического вещества на стальной подложке.
Прежде всего, из рулона был вырезан образец одинарного стального листа шириной 100 мм и длиной 400 мм и проведена обработка по измельчению магнитных доменов посредством облучения волоконным лазером при импульсной генерации в режиме модуляции добротности. Диаметр лазерного пучка изменяли в диапазоне от 0,05 до 0,6 мм посредством его расфокусировки и в направлении ширины листа устанавливали интервал от 0,1 до 1,2 мм для подбора мощности излучения, обеспечивающей наиболее эффективное снижение потерь в железе.
Посредством увеличения диаметра и мощности пучка расширяли область пластической деформации и создавали достаточные термические напряжения в соответствии с увеличением указанной области. Кроме того, увеличивая и уменьшая продолжительность облучения пучком одного места, регулировали размер области пластической деформации.
Кроме того, был установлен интервал, составляющий 4,5 мм, между областями напряжений в направлении прокатки.
Распределение по ширине листа области пластической деформации в напряженной области определялось путем измерения полуширины дифракционного пика плоскости α-fe {112} при применении метода рентгеновской дифракции с использованием рентгеновского излучения Cr-Kα. Область, в которой полуширина дифракционного пика увеличена на 20% или более по сравнению с полушириной дифракционного пика в точке, расположенной в направлении прокатки на расстоянии 2 мм от облученного пучком участка, рассматривалась как область пластической деформации.
Далее выполняли лазерное облучение по всей ширине рулона с оптимальной мощностью пучка, которая была определена при проведении вышеупомянутого исследования, с целью получения материала для изготовления стального сердечника. Затем из указанного материала изготавливали стальной сердечник трансформатора. Стальной сердечник, изготовленный из наложенных друг на друга пластин, представляет собой трехфазный стальной сердечник Ш-образного типа с длиной плеча, составляющей 150 мм, и весом 900 кг. Трансформатор является масляным трансформатором мощностью 1000 кВА.
Потери трансформатора без нагрузки были измерены, когда магнитная индукция стального сердечника достигла 1,7 Тл при частоте 50 Гц, и были определены потери в железе. Кроме того, был измерен уровень шума, создаваемого трансформатором на расстоянии 30 см от наружной поверхности трансформатора, спереди, сзади, слева и справа для получения среднего значения, как показано на фиг. 5.
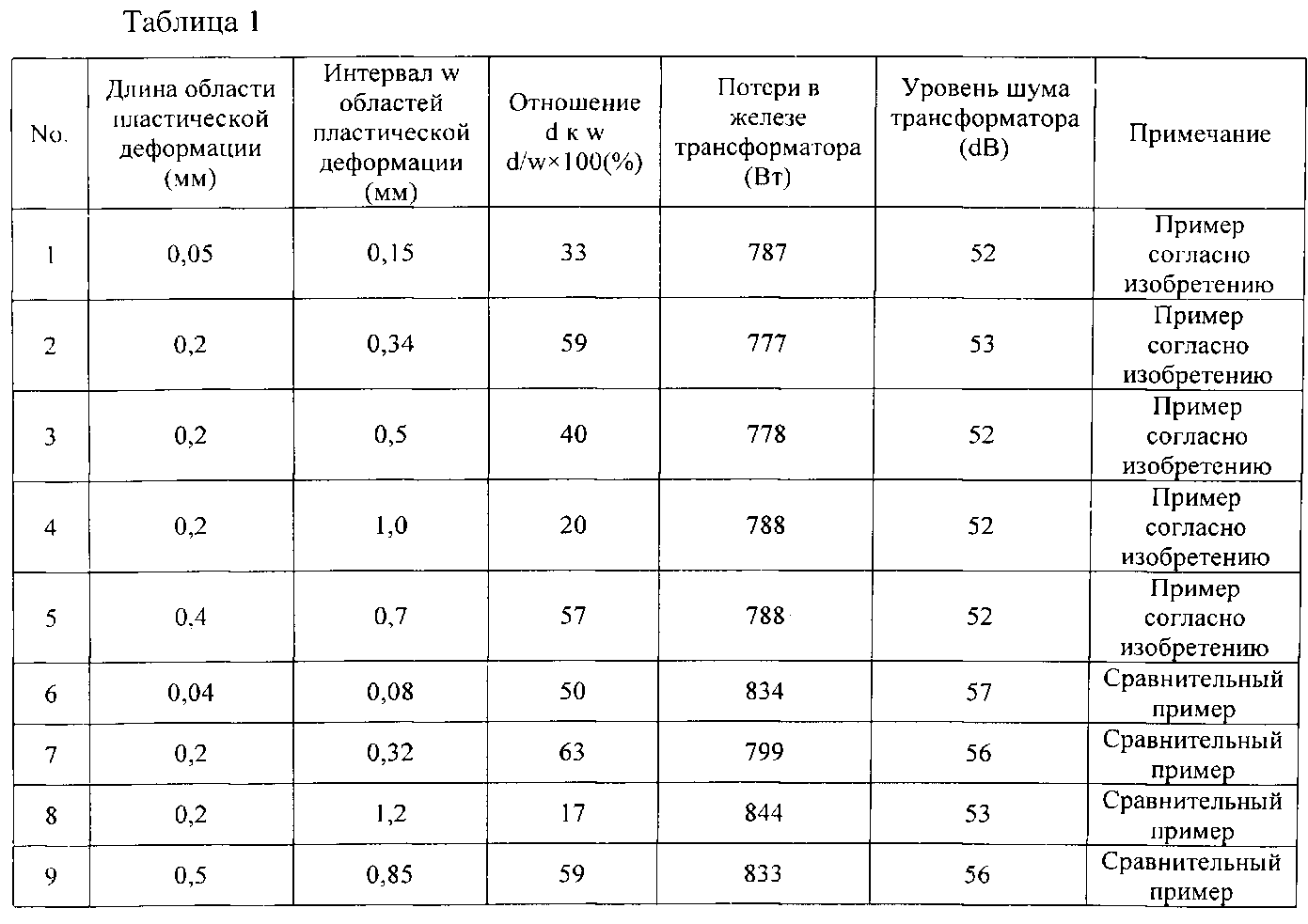
Как показано в таблице 1, в пределах диапазона согласно настоящему изобретению были получены превосходные характеристики, а именно потери в железе, составляющие 630 Вт или менее, и уровень шума трансформатора, составляющий 53 дБ или менее.
Пример 2
Была выполнена обработка по измельчению магнитных доменов посредством облучения электронным пучком рулона текстурированного листа из электротехнической стали, который описан в примере 1.
Облучение электронным пучком выполняли при ускоряющем напряжении 60 кВ и диаметре пучка 0,25 мм. Продолжительность облучения одного участка составляла 10 мс, затем поочередно облучали следующие участки с шагом от 0,34 мм до 0,5 мм. Другие условия облучения представлены в таблице 2. Кроме того, проводили исследования при длине области пластической деформации, составляющей 0,2 мм, и при минимальных потерях в железе. Железный сердечник трансформатора был изготовлен аналогично сердечнику, описанному в примере 1, и были проведены испытания для определения потерь в железе и уровня шума.
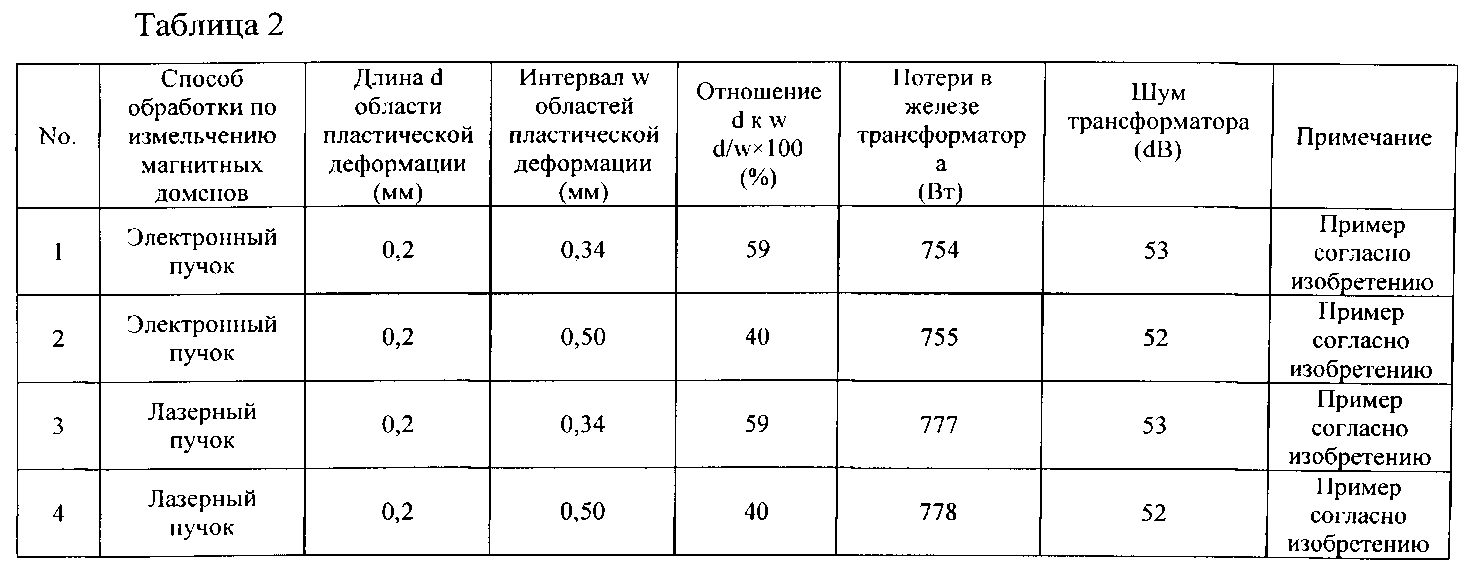
При сравнении с лазерным облучением по примеру 1 потери в железе были ниже на 22 Вт или более в случае облучения электронным пучком, как показано в таблице 2.
Реферат
Изобретение относится к текстурированному листу из электротехнической стали, используемому для изготовления сердечника трансформатора. Для снижения уровня шума в трансформаторе и потерь в железе согласно настоящему изобретению в листе, подвергнутом обработке для измельчения магнитных доменов, создают области пластической деформации, располагаемые в точечной последовательности в направлении ширины стального листа, при этом длина d каждой области пластической деформации составляет от 0,05 мм до 0,4 мм, а отношение (Σd/Σw) суммы Σd длин d к сумме Σw интервалов w каждой из вышеуказанных областей пластической деформации - в диапазоне от 0,2 до 0,6, причем области пластической деформации в листе создают посредством воздействия электронным пучком. 2 з.п. ф-лы, 2 пр., 2 табл., 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Лист текстурованной электротехнической стали, более совершенный по потерям мощности
Комментарии