Устройство для нанесения капель - RU2337828C2
Код документа: RU2337828C2
Чертежи

























































Описание
Настоящее изобретение относится к устройству для нанесения капель, в частности к струйным принтерам с формированием капель по запросу, их компонентам и их изготовлению.
Струйные принтеры с формированием капель по запросу, в типичном случае, входят в одну из двух обширных категорий: пузырьково-струйные или механические. Пузырьково-струйные принтеры выбрасывают каплю посредством избирательного нагрева жидкости и образования пузырька, который создает достаточную силу для выброса капли. Механические принтеры выбрасывают каплю посредством изменения объема камеры для приложения давления к жидкости в камере и, таким образом, для выбрасывания капли. Настоящее изобретение в первую очередь относится к механическим струйным принтерам с формированием капель по запросу и, в частности к механическим принтерам, в которых используют пьезоэлектрический материал. Следовательно, пузырьково-струйные устройства не будут описываться подробно.
Пьезоэлектрическим материалом, обычно используемым при струйной печати, является керамический материал цирконат титанат свинца (PZT). PZT относительно хрупкий и производится в форме листов спеченного материала. Листы полуфабриката обрабатывают механическим или другим способом для формирования отдельных приводов.
Одной особенно превосходной формой выполнения привода является привод, изготовляемый компанией-заявителем и доступный на рынке под кодом изделия XJ500. Каналы пропилены в пьезоэлектрическом материале таким образом, что они ограничены на каждой стороне стенкой. Применена накрывающая пластина для закрывания верхней поверхности каналов, и к открытой передней стороне канала прикреплена сопловая пластина. Сформированы сопла, проходящие сквозь сопловую пластину и сообщающиеся с каналами. Электрические напряжения, прилагаемые к стенкам, вызывают отклонение стенок со сдвигом. Отклонение вызывает сжатие чернил в канале и выброс капли через сопло.
Было предложено формовать пьезоэлектрическую печатающую головку, и предложены некоторые конструкции. Одна конструкция предложена в документе WO 00/16981, относящемся к круглой камере, имеющей нижнюю стенку из пьезоэлектрического материала, выполненную посредством формования.
Хотя изготовление привода посредством формования осуществляется быстро, некоторая степень точности теряется по сравнению с традиционными способами пиления. В частности, пьезоэлектрический материал усаживается при обжиге часто до 30%. Эта усадка неравномерна на протяженности пьезоэлектрического материала, и это ведет к получению приводов, имеющих разное разнесение каналов по длине матрицы.
Настоящее изобретение направлено на решение этой и других проблем.
Согласно одному объекту настоящего изобретения получен приводной компонент для струйного принтера с образованием капель по запросу, причем указанный компонент содержит корпус, имеющий верхнюю поверхность, проем в указанной верхней поверхности, проходящий в указанный корпус вдоль оси проема, приводную конструкцию, расположенную по существу внутри указанного проема, и электродные средства; указанные электродные средства расположены таким образом, что они могут прилагать поле к указанной приводной конструкции, вызывающее деформацию приводной конструкции.
В предпочтительном варианте осуществления изобретения корпус существенно не изменяет размеров при воздействии температуры экстремальных значений. Предпочтительно, коэффициент теплового расширения корпуса подобен коэффициенту теплового расширения привода, и в случае с пьезоэлектрическим или магнитострикционным материалом особенно предпочтительными материалами являются кремний или оксид алюминия. Другие пригодные материалы можно обнаружить при помощи обычных экспериментов. Когда материалом является кремний, проем можно формировать посредством реактивного ионного травления или глубокого реактивного ионного травления. Если материалом является оксид алюминия, будут также пригодны другие технологии, такие как лазерная резка или механическая обработка.
Предпочтительно, чтобы приводные конструкции были изолированными приводными конструкциями, то есть чтобы каждая конструкция была отдельной от примыкающих приводных конструкций и не являлась частью общей приводной конструкции. Приводные конструкции могут не быть изолированными в этом контексте если, например, они состоят из самонесущих листов приводных конструкций. Однако изолированные приводные конструкции могут быть соединены тонким слоем материала, имеющего такие же свойства, как и приводные конструкции.
Проем может проходить от верхней поверхности до нижней поверхности, противоположной указанной верхней поверхности. Проем, проходящий в корпус от верхней поверхности, может иметь стороны, которые перпендикулярны верхней поверхности. В альтернативном варианте, поверхности проема могут лежать под неперпендикулярным углом к верхней поверхности, то есть проем может сужаться внутрь или наружу при прохождении от верхней поверхности.
Конфигурация проема может использоваться для задания конфигурации приводного элемента, или в проеме могут быть выполнены дополнительные формовочные элементы для задания конфигурации привода, которая, предпочтительно, в целом выпуклая или следует очертаниям усеченного конуса. Привод может сужаться вдоль указанной оси проема и также содержать плоскую часть в конце указанного сужения; указанная плоская часть содержит верхнюю поверхность и нижнюю поверхность; указанные верхняя и нижняя поверхности лежат параллельно указанным верхней и нижней поверхностям корпуса. Верхняя поверхность может лежать в плоскости указанной верхней поверхности корпуса. Нижняя поверхность может лежать внутри указанного проема, и обе указанные верхняя поверхность и нижняя поверхность могут двигаться в указанном направлении проема.
Предпочтительно, по меньшей мере, часть корпуса и частей формы, которые задают конфигурацию привода, удаляют, когда привод отформован, для обеспечения более свободного движения привода, несмотря на то, что привод может оставаться прикрепленным, по меньшей мере, к части корпуса. Удаление этого материала может осуществляться посредством травления или при помощи какой-либо другой технологии с поверхности корпуса, противоположной верхней поверхности. Проем может в этом случае проходить через корпус, при этом приводная конструкция образует непроницаемый барьер поперек него.
Проем может быть круглым, но более предпочтительно, имеет удлиненную форму. Через корпус может проходить множество проемов или линейной группой, или в конфигурации матрицы.
Электроды, которые расположены так, чтобы они могли прилагать поле к приводу, могут быть сформированы, например, из алюминия или никеля. Предпочтительно, один из электродов представляет собой заземляющий электрод, а другой представляет собой активный электрод, и предпочтительно чтобы они проходили по противоположным поверхностям пьезоэлектрической конструкции.
Может быть применена мембрана, которая проходит поверх одной или обеих поверхностей корпуса. Приводная конструкция может воздействовать на указанную мембрану, таким образом, отклоняя, по меньшей мере, ее части от соответствующей поверхности. Когда накрывающая пластина прикреплена к корпусу, таким образом, образуя эжекционную камеру, привод должен быть расположен так, чтобы он вызывал колебания давления жидкости, содержащейся в эжекционной камере. Мембрана может образовывать однородную стенку основания камеры, а также обеспечивать защиту привода от химического воздействия чернил.
В качестве альтернативы мембране или в дополнение к ней любое пространство между приводной конструкцией, проемом и плоскостью верхней или нижней поверхности может быть заполнено сжимаемым материалом, например таким как кремнийорганический каучук.
Предпочтительно, материал накрывающей пластины соответствует материалу корпуса в отношении коэффициента теплового расширения, и форма каждой камеры, предпочтительно, соответствует форме отверстий, то есть если проем имеет удлиненную форму, канал имеет удлиненную форму.
Согласно второму объекту настоящего изобретения, получен компонент для выброса капли в заданном направлении полета капли, причем указанный компонент содержит приводную конструкцию, смещаемую при приведении в действие в указанном заданном направлении полета капли; указанный привод образует часть эжекционной камеры и содержит окно, через которое выбрасывается указанная капля.
В предпочтительном варианте осуществления изобретения приводная конструкция образует, по меньшей мере, три стенки эжекционной камеры. Камера, предпочтительно, в целом, выпуклая или следует очертаниям усеченного конуса, причем окно расположено в основании. Привод смещается в заданном направлении выброса, таким образом выбрасывая каплю.
Привод может быть расположен внутри проема, находящегося в несущей конструкции, или может быть установлен на верхней поверхности. Чернила можно подавать в камеру с любого конца от верхней поверхности несущей конструкции, закрывающей камеру, или через отверстия, сформированные в несущей конструкции.
Сопловая пластина с соплами может быть наложена на поверхность привода таким образом, чтобы сопла имели сообщение по текучей среде с окнами.
Приводные конструкции, предпочтительно, неплоские и формируют относительно сложные трехмерные конфигурации, которые имеют, в целом, выпуклую форму или следуют очертаниям усеченного конуса.
Приводную конструкцию можно формировать, например, посредством напыления, из гибкого листа пьезоэлектрического материала, из суспензии, содержащей пьезоэлектрические частицы. Пьезоэлектрические частицы могут находиться в расходуемой матрице, в типичном случае, из термопластического материала, хотя могут быть пригодны другие материалы, включая термореактивные материалы, такие как эпоксидная смола.
Проем вытравливают сквозь корпус и расходуемый формовочный элемент, расположенный в проеме. Его используют с корпусом для формирования пьезоэлектрической конструкции при помощи известной технологии литьевого формования керамических материалов. Затем корпус подвергают воздействию высокой температуры для спекания пьезоэлектрического материала. Когда расходуемым формовочным элементом является полимерный материал, он выгорает и удаляется в ходе этапа спекания.
В особенно предпочтительной форме осуществления этого способа расходуемый формовочный элемент является частью корпуса. Реактивное ионное травление формирует сужающееся отверстие, которое можно использовать как пресс-форму. После этапа спекания корпус может быть вытравлен с противоположной стороны для освобождения пьезоэлектрической конструкции. Поскольку реактивное ионное травление является избирательным процессом, кремний может быть удален без удаления пьезоэлектрической конструкции.
Эта предпочтительная технология может подобным образом использоваться, когда пьезоэлектрический материал осаждают тонкими слоями либо по одному, либо многими слоями. Слои можно осаждать либо посредством напыления, либо тонкими гибкими слоями, как описано выше.
Согласно предпочтительному способу осуществления изобретения корпус из кремния подвергают реактивному ионному травлению для формирования проема. Пьезоэлектрический материал используют в форме гибкого листа, который укладывают на одну сторону плоского корпуса. Затем лист подвергается воздействию перепада давлений между проемом и противоположной стороной листа, причем меньшее давление существует внутри прокма. Формовочный элемент может быть расположен внутри проема.
Гибкий лист может быть, таким образом, отформован в виде трехмерной структуры и может быть обожжен для спекания пьезоэлектрических частиц в гибком листе и для выжигания носителя матрицы. Электроды осаждают на внутренней и внешней поверхностях сформированной пьезоэлектрической конструкции. Для изоляции электродного материала от чернил можно осаждать мембрану и/или полимерный материал.
Согласно другому объекту настоящего изобретения получен способ формирования компонента для струйной печатающей головки, содержащий этапы: а) получения корпуса, имеющего формовочный элемент, b) формования деформируемой приводной конструкции, причем конфигурация указанной приводной конструкции задается, по меньшей мере, частично указанным формовочным элементом, с) удаления, по меньшей мере, части указанного формовочного элемента и d) получения электродных средств; причем указанные электродные средства располагают так, чтобы они могли прилагать поле к указанной приводной конструкции, чтобы вызывать деформацию указанной приводной конструкции, когда указанная приводная конструкция прикреплена к указанному корпусу.
Корпус обеспечивает опору для привода как при изготовлении, так и при использовании и обладает признаками пресс-формы для частичного задания конфигурации. Предпочтительно, привод неплоский и может располагаться внутри проемов, выполненных в корпусе.
Согласно другому объекту настоящего изобретения, получен способ формирования компонента для струйной печатной головки, содержащий этапы: а) выполнения корпуса, имеющего верхнюю поверхность, b) формирования проема в указанной верхней поверхности, проходящего в указанный корпус, и с) формирования внутри указанного проема приводной конструкции; при этом указанная приводная конструкция остается прикрепленной к указанному корпусу при приведении в действие.
Согласно другому объекту настоящего изобретения получен желобчатый компонент для струйного принтера с формированием капель по запросу, содержащий удлиненные стенки каналов, ограничивающие множество удлиненных каналов для жидкости, причем каждый канал содержит одну стенку, которая может упруго деформироваться в заданном направлении приведения в действие, перпендикулярном длине канала; соответствующее эжекционное сопло, соединенное с каналом в точке, находящейся в середине его длины; средство подачи жидкости, создающее непрерывный поток жидкости по указанному каналу; акустические границы на соответствующих противоположных сторонах канала, служащие для отражения акустических волн в жидкости в канале, причем разнесение указанных акустических границ между каналами отличается от разнесения указанных сопел между каналами.
В предпочтительном варианте осуществления изобретения разнесение указанных акустических границ между каналами меньше разнесения указанных сопел между каналами. Каналы могут иметь шевронную конфигурацию с углом шеврона, становящимся более острым по мере увеличения расстояния от канала, имеющего по существу прямую форму.
Предпочтительно, по существу прямой канал находится в центре модуля, и имеющие противоположную конфигурацию серии каналов шевронной формы находятся с противоположных сторон от него.
Предпочтительно, каналы расположены на плитке с группой сопел, проходящих линейно поперек плитки. Множество одинаковых плиток может быть состыковано вдоль соответствующих кромок, при этом применяют группу сопел с одинаковым линейным разнесением сопел поперек ширины одинаковых плиток и поперек стыка.
Кромки стыка могут быть зубчатыми, причем соответствующие зубцы могут чередоваться.
Приводной компонент с приводами, имеющими конфигурацию, подобную конфигурации каждого из каналов различной конфигурации, может быть наложен слоем на желобчатый компонент для формирования струйной печатающей головки.
Может быть применен камерный компонент, который содержит множество эжекционных камер, имеющих разные размеры и содержащих выбрасываемую жидкость, приводной компонент, содержащий множество приводов, имеющих разные размеры, причем указанный приводной компонент соединен с указанным камерным компонентом таким образом, что эжекционная камера и привод скомбинированы для того, чтобы привод мог вызывать колебания давления указанной жидкости для выброса капель из указанных камер, и чтобы указанные выброшенные капли имели по существу идентичные характеристики.
Теперь изобретение будет описано только в качестве примера со ссылками на нижеследующие чертежи, на которых:
фиг. 1а, b и с - вид струйного компонента, соответствующего настоящему изобретению.
Фиг. 2а и b - вид альтернативного варианта выполнения струйного компонента, соответствующего настоящему изобретению.
Фиг. 3 - вид расположения каналов в модуле.
Фиг. 4 - вид альтернативного варианта расположения каналов в модуле.
Фиг. 5 - вид конфигурации, в которой два модуля состыкованы друг с другом.
Фиг. 6 - вид альтернативного варианта стыковки.
Фиг. 7 - вид состыкованных модулей с каналами, повернутыми на 90°.
Фиг. 8 - вид альтернативной конфигурации каналов.
Фиг. 9 - вид состыкованных модулей с каналами в шевронной конфигурации.
Фиг. 10 - вид альтернативной конфигурации стыковки модулей, содержащих каналы шевронной конфигурации.
Фиг. 11 - вид приводного компонента, соответствующего настоящему изобретению.
Фиг. 12 - вид печатающей головки, включающей компонент, показанный на фиг. 1.
Фиг. 13а-13d - способ изготовления компонента, соответствующего одному варианту осуществления изобретения.
Фиг. 14а-14с - другой способ изготовления компонента.
Фиг. 15а-15аi - способ изготовления приводного компонента.
Фиг. 16а-16с - другой способ изготовления компонента.
Фиг. 17а-17с - альтернативный способ изготовления, согласно которому корпус служит пресс-формой и конечным несущим компонентом.
Фиг. 18а и 18b - виды альтернативной конструкции привода.
Фиг. 19а и 19b - виды альтернативной конструкции привода.
Фиг. 20 - вид альтернативной конструкции привода.
Фиг. 21 - вид другой альтернативной конструкции привода.
На фигурах одинаковые детали обозначены одинаковыми ссылочными позициями.
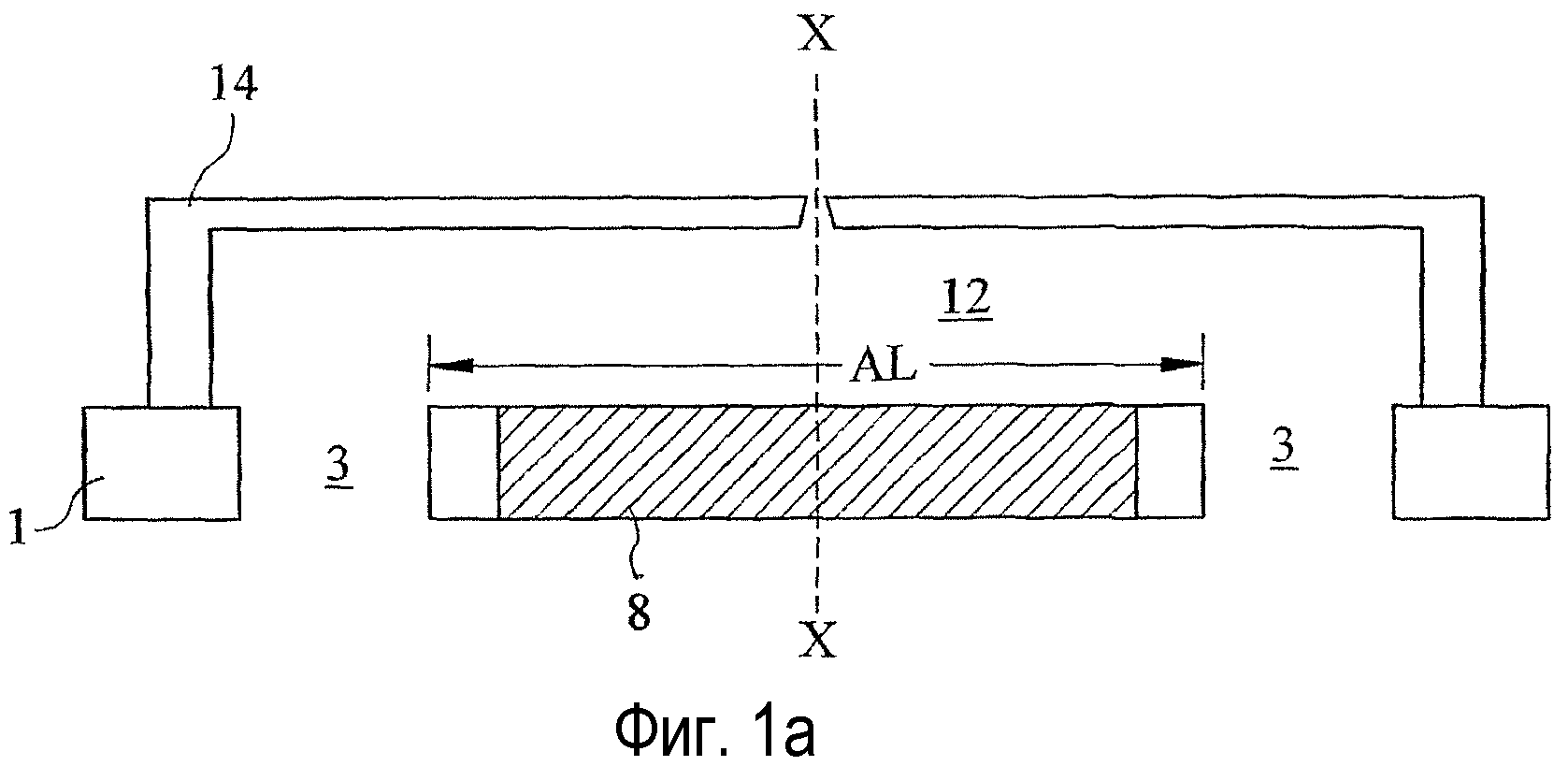
Как показано на фиг. 1(а) и 1(b), где фиг. 1(B) представляет собой вид сечения, выполненного по линии Х-Х на фиг. 1(а), импульсная капельная печатающая головка состоит из накрывающего компонента 14 и приводного компонента 1, причем между этими компонентами образована эжекционная камера 12.
Накрывающий компонент 14 состоит из никелевого сплава, то есть материала, термически соответствующего материалу приводного компонента 12, который в основном состоит из кремния, но также содержит активную часть 8. Эжекционная камера имеет удлиненную форму и имеет акустическую длину, заданную расстоянием между окнами 3 для подачи чернил, сформированными в приводном компоненте. Изменение глубины чернил в окне для подачи создает акустическую границу, которая эффективно отражает акустическую волну, движущуюся в чернилах.
Окна 3 для подачи предназначены как для подачи чернил в камеру, так и для обеспечения циркуляции жидкости через камеру посредством прохождения жидкости в камеру через одно окно и оттока чернил из камеры через второе окно. Когда необходима циркуляция жидкости, необходим расход через камеру, составляющий десятикратный или больший расход относительно максимального объемного расхода через сопло. Желательно, чтобы окна проходили по всей ширине канала или, по меньшей мере, по существенной части канала.
При работе активная часть 8 привода движется или к эжекционной камере, или от нее и создает волны сжатия, движущиеся продольно в противоположных направлениях по каналу. Волны сжатия отражаются акустическими границами, примыкающими к питающим окнам, и сходятся к соплу, вызывая выброс капли.
Для генерирования движущейся в продольном направлении акустической волны движение привода в канал должно быть быстрым, менее, чем значение AL/c, где с - это скорость звука в выбрасываемой жидкости. Предпочтительно, время, требуемое для движения привода к камере и от нее, составляет максимум половину значения AL/c и еще более предпочтительно, в пределах величины менее AL/c. Расстояние, проходимое при движении активной части в канал и из него, может не быть большим, и достаточная сила для выброса жидкости может генерироваться при перемещении в канал и из него на расстояние 50 нм или менее и иногда всего на 10 нм. Это касается канала длиной, предпочтительно, от 1 мм до 10 мм, глубиной от 30 до 60 мкм и шириной от 30 до 100 мкм. Величина перемещения, соответственно, может составлять менее 10-2 и, более того, 10-3 от наименьшего измерения эжекционной камеры.
Посредством приведения в действие активной части множество раз быстро и последовательно, можно увеличивать объем капли жидкости, выбрасываемой из сопла. В зависимости от избранного режима работы можно или выделять дополнительные объемы чернил, при том, что капля остается связанной с сопловой пластиной, или выделять дополнительные объемы чернил в дополнительных отдельных каплях. Благодаря аэродинамическим эффектам эти дополнительные капли будут обычно двигаться быстрее, чем выброшенная раньше капля чернил. Если печатающая головка работает в соответствии со вторым режимом, капли, выброшенные позже, смешиваются с ранее выброшенной каплей чернил до ее попадания на основу или в момент попадания. Технику изменения объема выбрасываемых чернил называют "серая шкала", и она описана более подробно в документе ЕР-А-0422870 (включенном в это описание) и, следовательно, не будет описана здесь более подробно.
Конструкции, показанные на фиг. 1(а) и 1(b), в совокупности известны как конструкции "боковой выбрасыватель", поскольку чернила напыляются через сопло, расположенное в промежуточном положении по длине эжекционной камеры и в направлении, в котором выбрасываемая капля движется перпендикулярно направлению длины камеры. Однако конструкция может быть модифицирована для формирования того, что известно в данной области техники как "торцевой выбрасыватель", как показано на фиг. 1(с). Как и в примере, показанном на фиг. 1а, печатающая головка содержит накрывающий компонент 14 и приводной компонент 1. Однако сопло расположено в торцевой стенке эжекционной камеры 12 таким образом, что выбрасываемая капля движется в направлении, параллельном направлению длины камеры.
Направление перемещения активной части 8 вновь является направлением к эжекционной камере или от нее. Подобно тому, как это происходит в конструкции бокового выбрасывателя, это перемещение создает акустическую волну, которая проходит по длине камеры и отражается акустической границей, сформированной окном для подачи чернил. Отраженная волна сходится к соплу, таким образом, выбрасывая каплю. Эта техника выбрасывания жидкости и формы волн, пригодные для выброса капли, описаны в документе WO 95/25011 (включенном сюда в качестве ссылочного материала).
Для печатающей головки типа "серая шкала", выбрасывающей множество капель в быстрой последовательности для создания изображения надлежащего тона на бумаге, предпочтительна длина камеры, составляющая около 1-2 мм. Для печатающей головки с двухуровневым представлением изображения, выбрасывающей капли одного размера, камеры, предпочтительно, имеют длину, составляющую около 1 см.
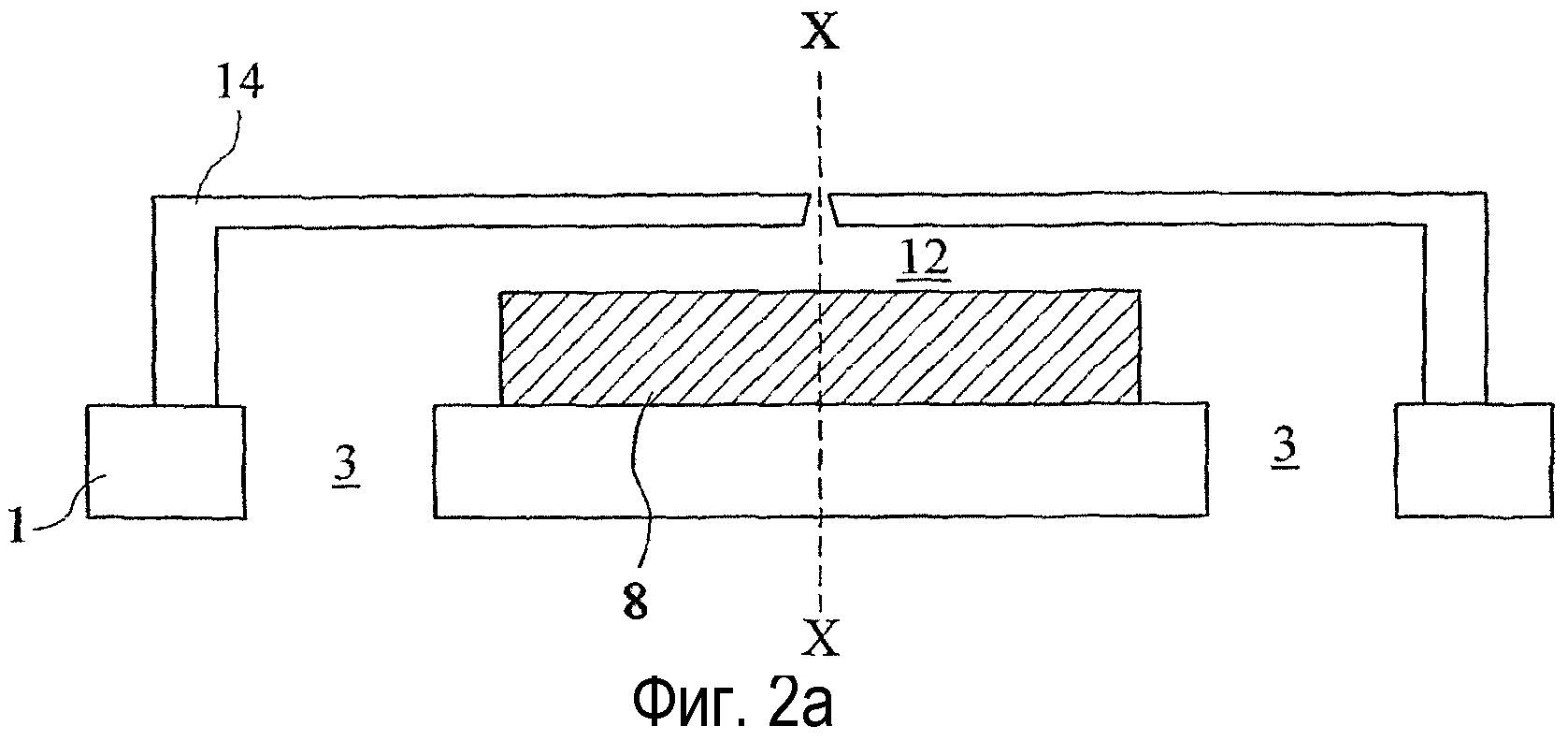
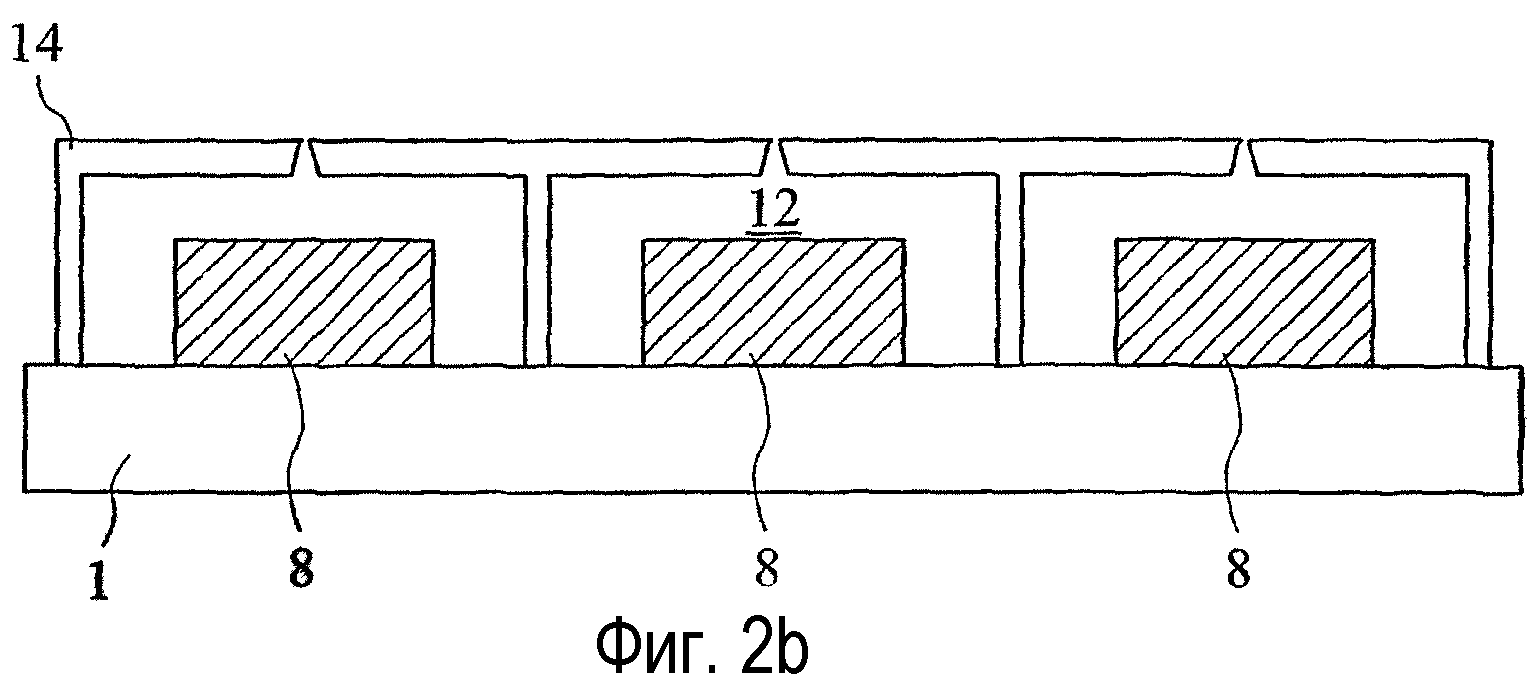
Другая форма импульсной печатающей головки с каналами показана на фиг. 2(а) и (b). В этом случае приводной компонент содержит активную часть 8, установленную на неактивной основе 1.
Активную часть приводят в действие для увеличения и уменьшения объема эжекционной камеры 12. Это создает акустическую волну, которая движется в продольном направлении внутри камеры и которая отражается акустическими границами, которые образованы ступенчатыми изменениями глубины эжекционной камеры на каждом конце активной части 8.
То, что было указано выше в отношении работы устройства, показанного на фиг. 1(а) и 1(b), в целом относится и к устройству, показанному на фиг. 2(а) и 2(b). Также можно выполнять устройство с торцевым выбрасывателем, показанное в целом на фиг. 1(с), с активной частью 8, установленной на неактивной основе.
Акустическая печать, описанная выше, является одним механизмом выбрасывания капли с использованием механического привода. Другим механизмом является печать с использованием полного сопротивления. При печати с использованием полного сопротивления большие акустические границы заменяют узкими впускными отверстиями для чернил, имеющими высокое полное сопротивление. При приведении в действие механический привод отклоняется в эжекционную камеру, и чернила, которые не могут выходить из эжекционной камеры через входное отверстие для чернил с высоким полным сопротивлением, выдавливаются из сопла как из тюбика с зубной пастой. Печатающие головки с использованием полного сопротивления требуют того, чтобы приводы перемещались в эжекционную камеру и из нее на большее расстояние, чем в акустических печатающих головках, и обычно требуют меньшей скорости отклонения. Эжекционные камеры также имеют меньшие размеры.
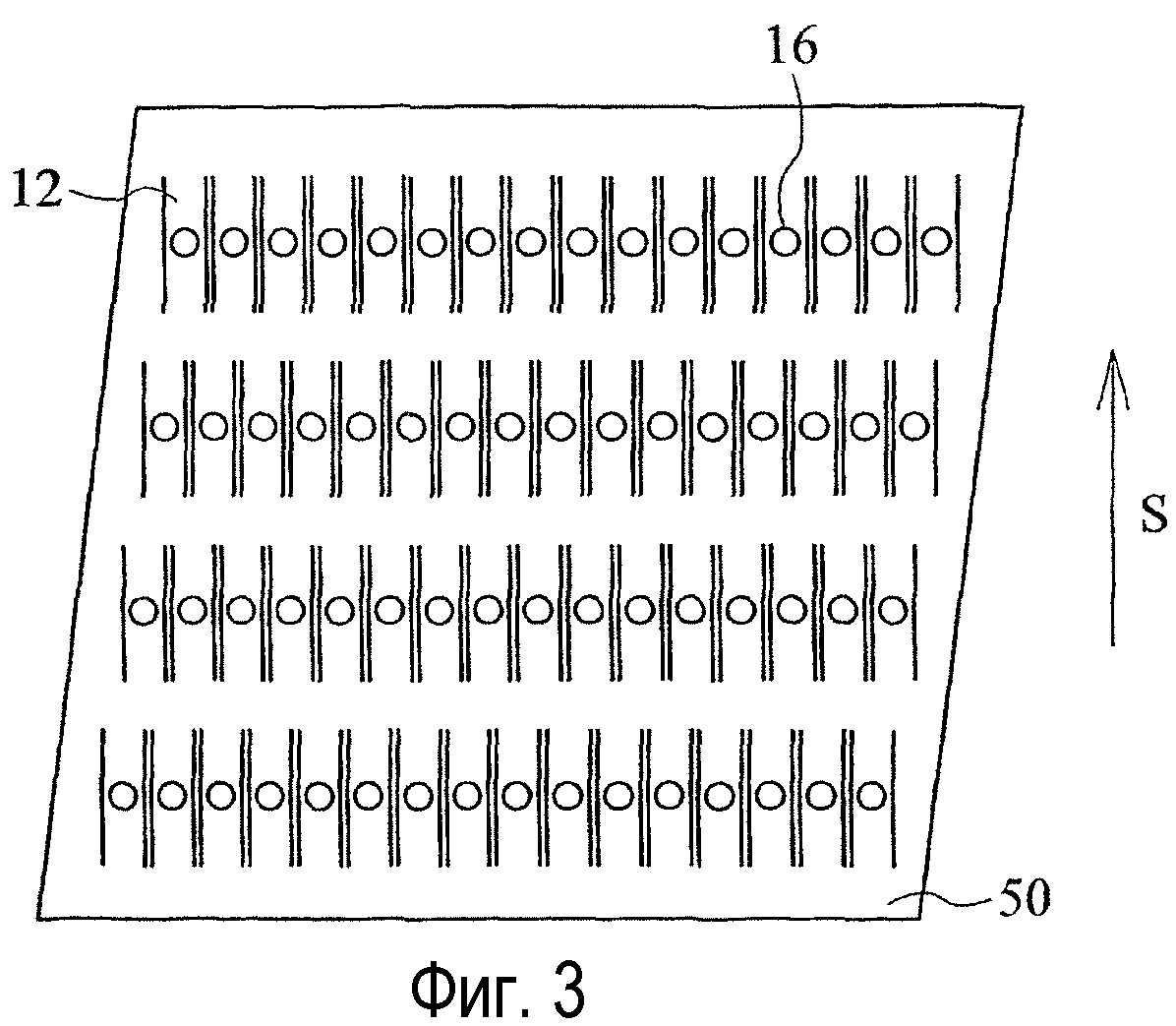
Эжекционные камеры располагают рядом друг с другом группой и формируют в модуле. Модуль, показанный на фиг. 3, содержит четыре группы эжекционных каналов, расположенных на плитке параллельными группами. Модуль предназначен для сканирования основы, на которую наносят печать, в направлении S сканирования. Каждая из групп имеет сопла, расположенные с постоянным шагом, и каждая группа смещена от других групп в направлении, перпендикулярном направлению сканирования.
Модуль, показанный на фиг. 3, содержит 64 канала, расположенных четырьмя группами по 16 эжекционных камер 12. Каждая группа способна печатать индивидуально с плотностью нанесения капель, составляющей от 100 точек на дюйм до 360 точек на дюйм, и смещена от соседней группы в направлении, перпендикулярном направлению сканирования на величину p/n, где p - это шаг расположения сопел, и n - это суммарное количество групп. Это обеспечивает плотность печати модулем, в n раз превышающую плотность печати группой.
Модуль сформирован как параллелограмм с вертикальными кромками (при взгляде на фигуру), наклоненными приблизительно под углом 120° относительно верхней и нижней кромок. Этот угол можно рассматривать как угол модуля. Каналы расположены так, что направление их продольной протяженности параллельно направлению S сканирования. Каждый канал имеет длину, составляющую около 1 мм, и ширину, составляющую около 60 мкм.
На фиг. 4 каналы повернуты на 90° так, что направление их удлинения перпендикулярно направлению S сканирования. Группы наклонены для получения такой же плотности напыления капель, как и в варианте, показанном на фиг. 3, однако можно подбирать другие углы для получения других плотностей напыления капель. Как видно на фиг. 4, угол наклона группы относительно нижней кромки плитки может не быть таким же, как угол модуля.
Соотношение между длиной канала, углом канала, углом группы, углом модуля и желательной плотностью печати как для параллельно, так и для перпендикулярно ориентированных каналов (относительно направления сканирования) следует подбирать так, чтобы иметь возможность стыковать модули рядом друг с другом для получения головки, которая шире одного модуля без заметного изменения разнесения капель по всей ширине головки. Относительные расстояния между соплами задают разнесение капель.
На фиг. 5 показаны два модуля 50а, 50b, состыкованные рядом друг с другом и содержащие расположенные вертикально каналы. Разнесение каналов таково, что достигается постоянная плотность нанесения капель по ширине каждого из модулей и стыка. Однако это может приводить к получению неприемлемо тонкого сечения стенки у стыкуемых кромок модулей. Когда длина канала проходит под углом к стыку, толщина этого сечения уменьшается по длине канала. Как отмечено выше, акустические устройства генерирования капель имеют каналы большей длины, чем устройства генерирования капель на основе полного сопротивления. Таким образом, эта проблема особенно остра в случае с акустическими устройствами.
Повреждение стенок в любой из этих точек минимального сечения стенки может привести в лучшем случае к наличию протекающей эжекционной камеры и в худшем случае к наличию неработающей эжекционной камеры в печатающей головке. Поскольку наличие одной неработающей эжекционной камеры требует отбраковки всего модуля, такие повреждения наносят серьезный ущерб выработке продукции.
Было обнаружено, что минимальная толщина стенки у кромки стыка может быть увеличена посредством смещения модулей как показано на фиг. 6, где соседний модуль смещен на расстояние, равное половине высоты модуля (как показано на фигуре). Каждый из внешних каналов может быть перемещен внутрь от кромок соответствующих модулей, что дает получение более надежной печатающей головки с одновременным сохранением постоянного шага сопел по ширине головки.
Посредством поворота каналов на 90° можно перенести кромку стыка из части с жесткими допусками у краев каналов к более толерантным частям у концов каналов, как показано на фиг. 7. Внешние стенки внешних каналов, таким образом, можно выполнять более толстыми и более надежными без негативного влияния на шаг сопел в направлении, перпендикулярном направлению сканирования.
Как отмечалось выше, наклон каналов, угол параллелограмма (угол модуля) и длина группы влияют на величину доступного района для стыковки. На фиг. 8 показано другое расположение каналов, обеспечивающее надежную стыковку модулей. На всех предшествующих фигурах показаны прямые каналы. Настоящим заявителем было обнаружено, что когда каналы формируют способом, отличным от пиления, например, посредством травления или удаления материала, можно использовать альтернативные формы каналов, которые особенно пригодны для выброса жидкости с использованием указанных выше принципов акустической эжекции.
Каналы, показанные на фиг. 8, отступают в форме веера от центрального канала с увеличением остроты "шевронов". Таким образом, постоянный шаг сопел может быть получен, хотя и с немного меньшим шагом, чем если бы каналы были прямыми. Внешние каналы длиннее внутренних каналов, и любые очевидные изменения характеристик выброса жидкости могут быть устранены посредством формирования модификатора границы акустического отражения или в желобчатом компоненте, или в приводном компоненте. Этими модификаторами могут быть вставка или уступ, или какой-либо другой признак в камере.
С использованием одной из технологий изготовления привода, которые описаны ниже, можно формировать привод в приводном компоненте, который подобным образом сформирован в шевронной конфигурации. Эти приводы конфигурируют индивидуально в том смысле, что они представляют собой шевроны с усиливающимся заострением, соответствующие шевронам в желобчатом компоненте. Приводы могут также быть модифицированы, например, посредством изменения их длины или ширины для минимизации любых изменений характеристик выброса жидкости из разных каналов.
Со ссылками на фиг. 9 и 10 будут описаны конфигурации, в которых состыкованы два модуля с каналами шевронной формы. Предпочтительно, модули могут быть сформированы в виде квадратной или прямоугольной плитки. Желобчатый компонент и приводной компонент имеют относительно толстые участки с торцевой стенкой вдоль большей части их кромок стыка. Участок с торцевой стенкой более прочен и менее подвержен повреждению при стыковке модулей.
Толщина участков с торцевой стенкой может быть дополнительно увеличена с использованием модуля, описанного со ссылками на фиг. 10. Стыкуемые кромки модулей имеют зубчатую форму, зубцы которой чередуются друг с другом. Постоянный шаг сопел по ширине модулей и в стыке модулей достигается несмотря на нанесение клея 51 между модулями для обеспечения дополнительной поддержки стыкуемых кромок и получения более прочного стыка.
Что касается приводного компонента, типичное устройство, соответствующее настоящему изобретению, показано на фиг. 11.
Выполнен кремниевый корпус 2, который имеет множество удлиненных проемов 4. Внутри проема сформирована конструкция 8 из пьезоэлектрического материала. Для облегчения описания показан только один проем 4 и одна пьезоэлектрическая конструкция.
Конструкция 8 из пьезоэлектрического материала, как можно видеть, содержит плоскую зону 8а и наклонные стенки 8b, 8с, удерживающие противоположные кромки плоской зоны. С ориентацией, показанной на фигуре, верхняя поверхность плоской зоны лежит в одной плоскости с верхней поверхностью корпуса.
Применен электродный материал 7, который проходит по верхней или внешней поверхности пьезоэлектрической конструкции и также проходит по верхней поверхности корпуса и соединяется с соседними пьезоэлектрическими конструкциями, расположенными в корпусе.
Другой электрод 6 расположен на внутренней или нижней поверхности пьезоэлектрической конструкции. Этот электрод действует как активный электрод, соединен с приводной схемой и может избирательно приводиться в действие в соответствии с приводным сигналом.
Пьезоэлектрический материал поляризуется посредством приложения поляризующего поля между электродами для его поляризации в направлении, обозначенном стрелками 5. Плоский район 8а, предпочтительно, не поляризуется. Сформированная таким образом поляризованная приводная конструкция может отклоняться для выброса капли из эжекционной камеры посредством приложения напряжения между электродами.
Прилагаемое поле вызывает утончение и удлинение стенок 8b, 8с приводной конструкции или их утолщение и укорочение в зависимости от относительных направлений поляризации и прилагаемого поля. Это дает эффект выхода плоской поверхности приводной конструкции из плоскости корпусного компонента 2. Угол наклона стенок обеспечивает передаточное число, которое улучшает характеристики привода по выбросу жидкости.
Как показано на фиг. 12, к корпусу может быть прикреплена мембранная пластина 10 для отделения чернильной камеры 12 от пьезоэлектрической конструкции 8. Между внешней поверхностью пьезоэлектрической конструкции и мембраной 10 помещен полимерный или каучуковый материал 13, дополнительно повышающий структурную устойчивость, обеспечиваемую кремниевым корпусом 2. Материал должен быть относительно жестким для поддержания эффективности действия мембранной пластины. Кремнийорганический каучук был признан особенно пригодным, поскольку он имеет малый модуль сдвига и большой модуль объемной деформации. Когда кремнийорганический каучук используют без мембранной пластины, можно обеспечивать защиту от химического воздействия чернил посредством нанесения тонкого покрытия из парилена или какого-либо другого пассиватора.
Накрывающая пластина 14 перекрывает проем и служит совместно с корпусом для образования эжекционной камеры 12. Приложение напряжения к стенкам пьезоэлектрической конструкции вызывает отклонение мембраны в камеру и вызывает распространение волны сжатия, которая выбрасывает каплю через сопло 16. Расстояние, на которое перемещается мембрана, находится в пределах 10 нм.
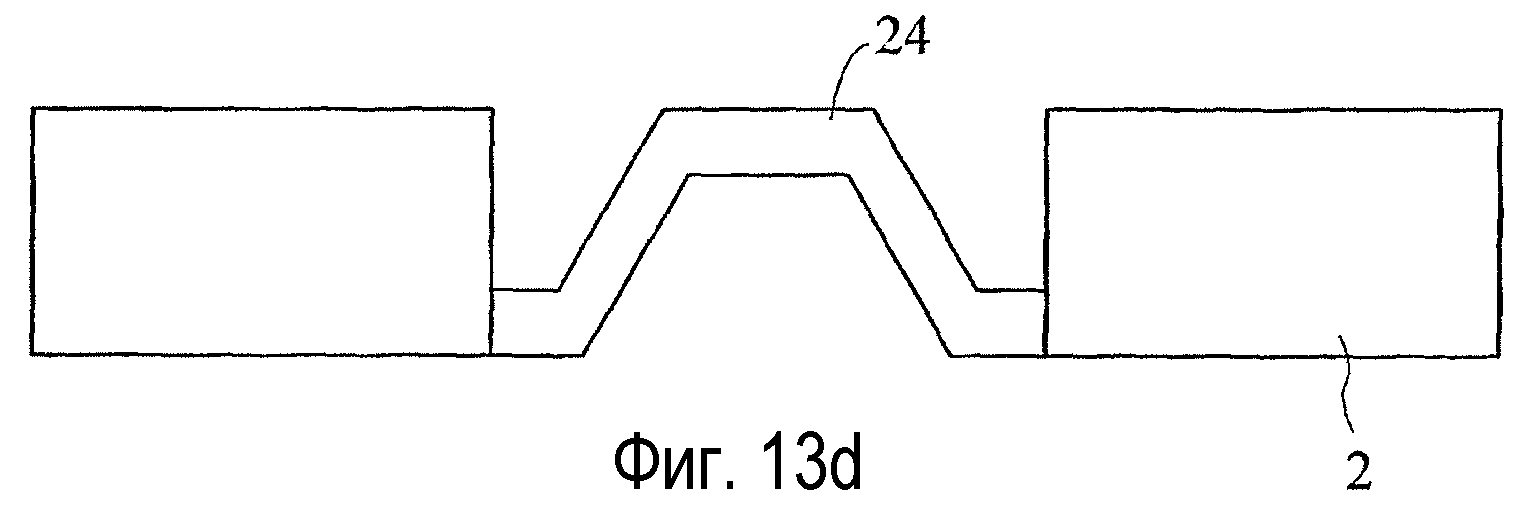
На фиг. 13а-d показан способ изготовления компонента, соответствующий настоящему изобретению. Сначала, как показано на фиг. 13а, изготовляют корпус 2 из кремния, предпочтительно, толщиной от 500 мкм до 1 мм, который имеет выполненный в нем проем 4. Проем имеет удлиненную форму и имеет относительную размерность в пределах 1 мм на 60 мкм.
Применяют вставки 18, которые служат для содействия процессу формования. Их выполняют из пластмассового материала, который будет удален после или в ходе формования пьезоэлектрической конструкции, и, предпочтительно, их формируют посредством литья под давлением. Далее могут требоваться механические или абляционные процессы для получения необходимого профиля.
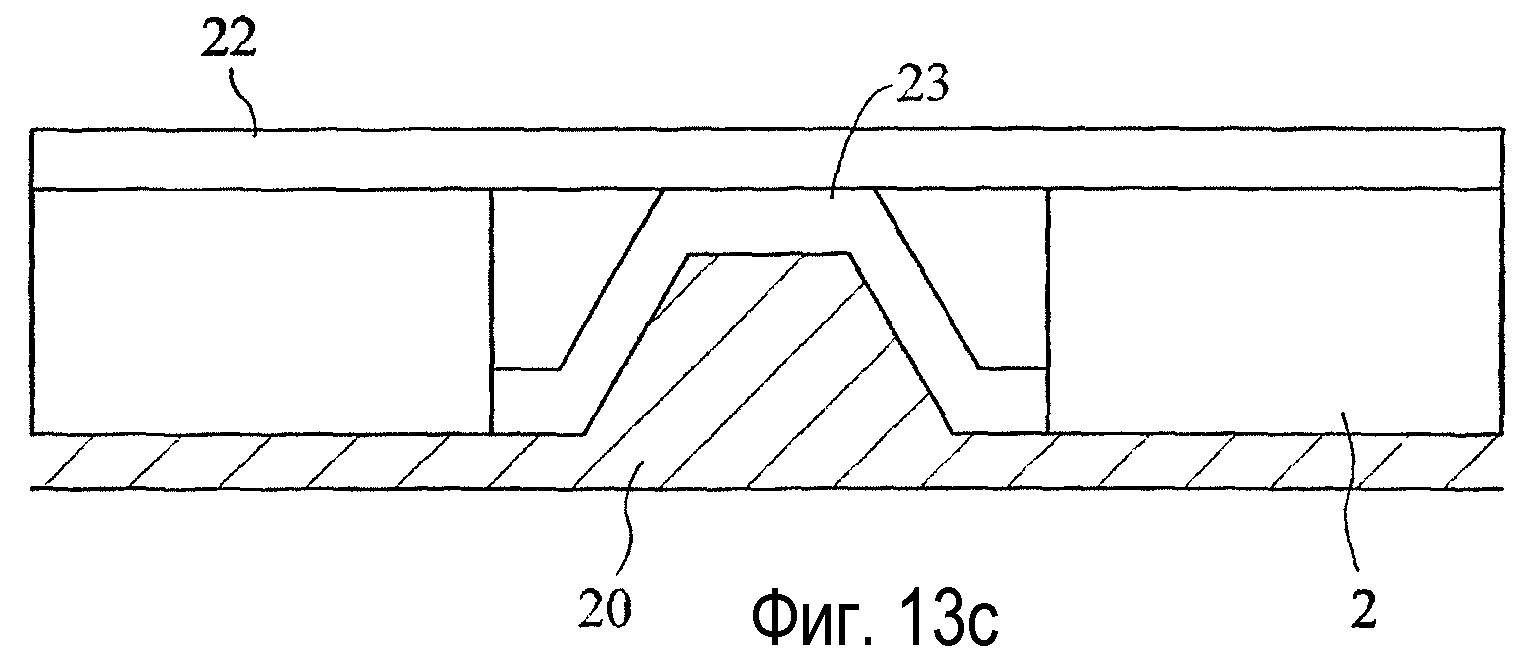
В проем помещают шаблон 20, используемый для придания конфигурации пьезоэлектрической конструкции, которую формуют между ним и удаляемыми вставками. Суспензию пьезоэлектрического материала нагнетают в полость через отверстия (не показаны) в шаблоне. Для закрывания полости применяют пластину 22. Удаляемые вставки 18 являются расходуемыми в том смысле, что они могут быть ликвидированы входе последующего этапа обработки.
Суспензия пьезоэлектрического материала содержит частицы пьезоэлектрического материала, взвешенные в связующем эпоксидном материале таким образом, что они находятся в контакте. Эпоксидному материалу дают затвердеть в полости под воздействием тепла (или, если это отверждаемый ультрафиолетовым излучением эпоксидный материал, при помощи ультрафиолетового излучения) для получения первоначальной конструкции. Шаблон 20 и пластину 22 удаляют.
Корпус, пьезоэлектрическую конструкцию и удаляемые вставки затем нагревают для спекания пьезоэлектрических частиц и выжигания удаляемых вставок и эпоксидного связующего материала. Поскольку корпус из кремния удерживает пьезоэлектрическую конструкцию, каждая конструкция существенно изолирована, и усадка пьезоэлектрической конструкции по ширине корпуса в ходе процесса спекания может контролироваться. Процесс спекания формирует приводную конструкцию. В пьезоэлектрической конструкции формируют приводные стенки толщиной, предпочтительно, от 15 до 70 микрон.
Затем на внутреннюю и внешнюю поверхности пьезоэлектрической конструкции осаждают электродный материал либо посредством вакуумного напыления, нанесения покрытия посредством химического восстановления, либо при помощи другой пригодной техники. Осажденные электроды удобно использовать как для создания поляризующих полей в ходе изготовления, так и для создания приводных полей при работе приводной конструкции.
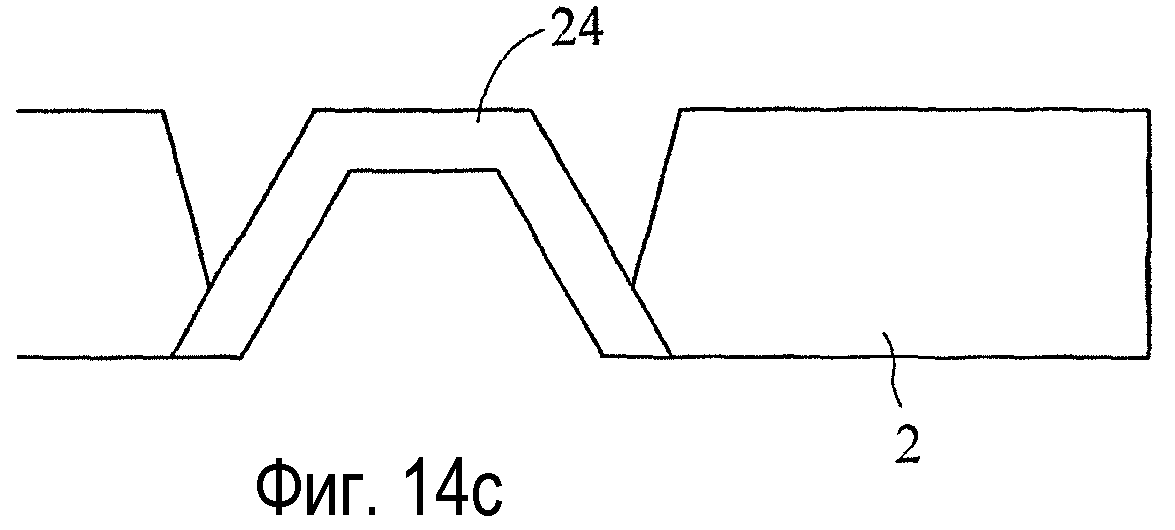
На фиг. 14а-с показан другой способ изготовления компонента, соответствующего настоящему изобретению. На фиг. 14а показан кремниевый корпус, полученный посредством реактивного ионного травления. Оно создает проем, имеющий естественное сужение, которое может быть увеличено при помощи любой известной технологии.
Пьезоэлектрическая конструкция может быть сформирована при помощи технологии формования, как описано выше со ссылками на фиг. 13, или посредством укладки множества тонких листов пьезоэлектрического материала при помощи вакуумного формования или штамповки и т.п.
После спекания пьезоэлектрической конструкции для формирования приводной конструкции, как показано на фиг. 14b, части корпуса вытравливают для освобождения пьезоэлектрической конструкции, как показано на фиг. 14с. Особенно предпочтительным способом травления является реактивное ионное травление. Реактивное ионное травление является избирательным процессом в том смысле, что оно будет удалять кремний не повреждая приводную конструкцию. Электроды вновь накладывают с использованием известной технологии.
Соответственно, компонент может быть также сформирован с использованием технологии параллельной обработки для получения микроэлектромеханических систем. Такой способ описан со ссылками на фиг. 15.
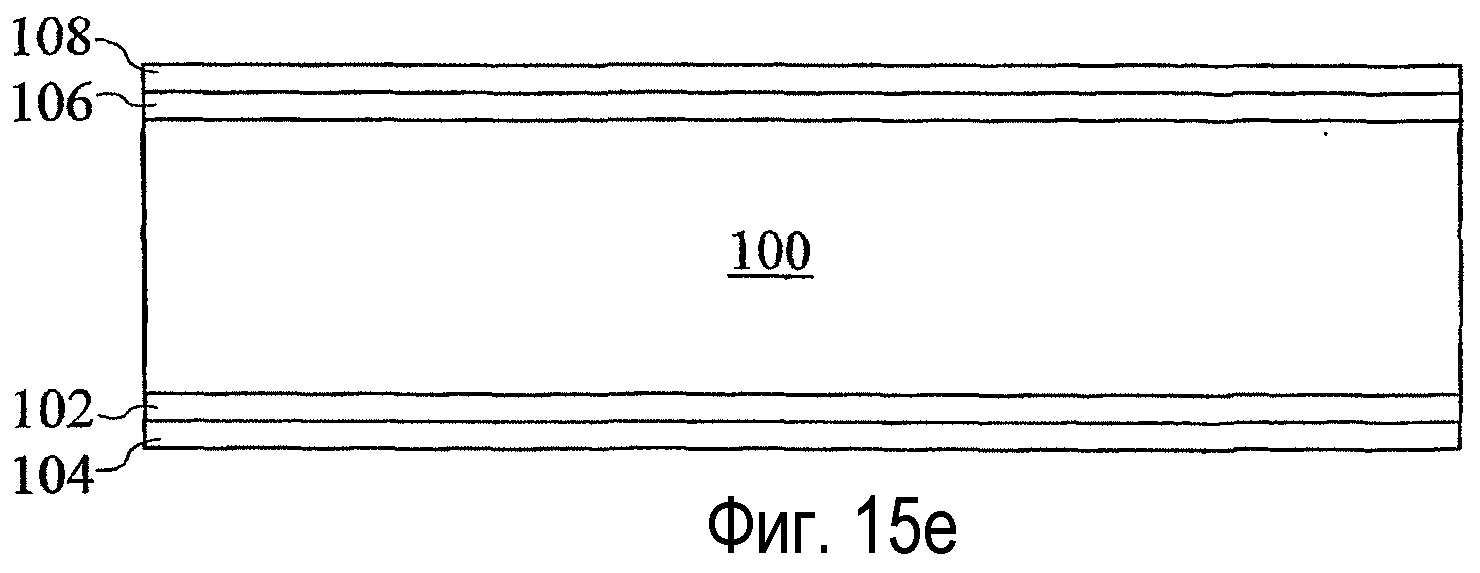
Изготовляют кремниевую пластину 100, показанную на фиг. 15(а), на которую напыляют затравочную пластину 102, показанную на фиг. 15(b). На затравочную пластину напыляют покрытие 104 из диоксида кремния, и на непокрытую поверхность кремния осаждают слой 106 нитрида кремния, как показано на фиг. 15(с) и (d). Затем на слой нитрида кремния наносят фоторезист 108 способом центрифугирования или подобным способом, как показано на фиг. 15(е).
Часть 110 фоторезиста 108 маскируют и экспонируют, как показано на фиг. 15(f), и затем проявляют и удаляют, как показано на фиг. 15(g). Открытую часть нитрида кремния 106 травят для открытия поверхности кремния 100, как показано на фиг. 15(h). Затем оставшийся фоторезист 108 удаляют, как показано на фиг. 15(i).
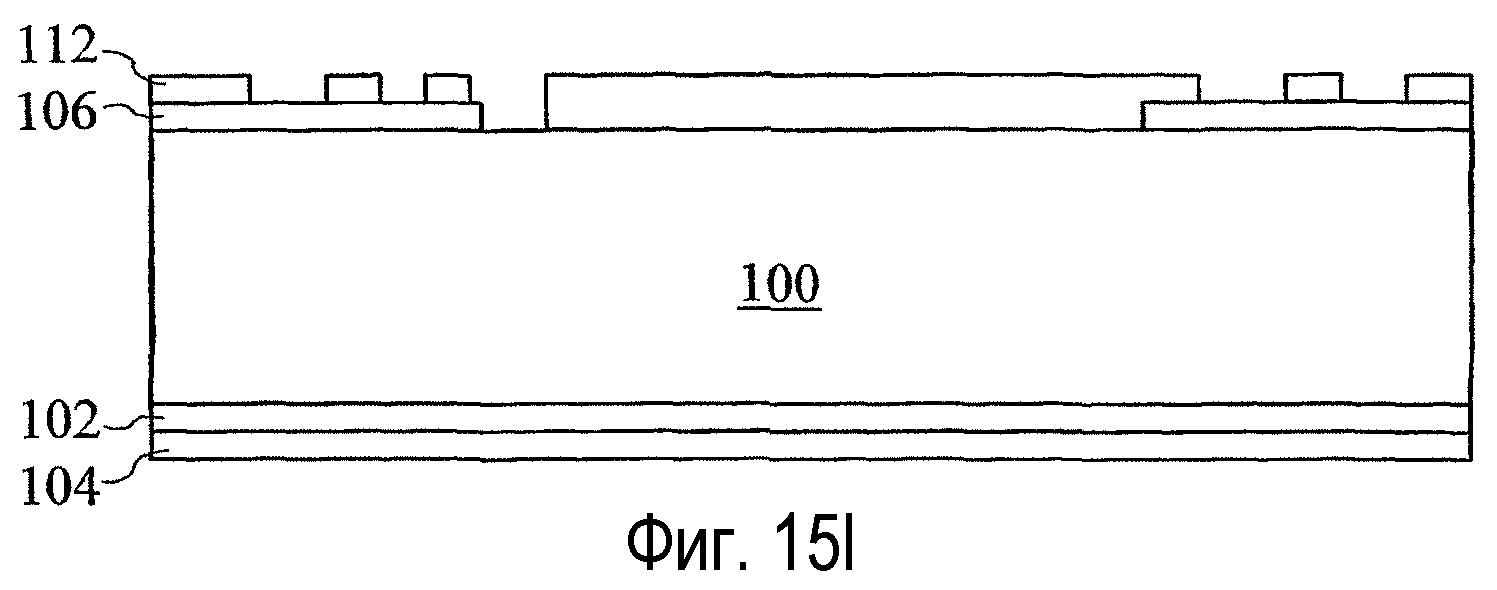
Осаждают новый слой фоторезиста 112 и экспонируют, как показано позициями 114 и проявляют как описано выше. Зоны, открытые посредством проявления фоторезиста, заполняют металлическим материалом 116 любым пригодным способом, хотя бы таким, как показанный на фиг. 15(j), 15(k), 15(l) и 15(m).
Непроявленный фоторезист 112 удаляют, как показано на фиг. 15(n), и формируют слой 118 нитрида кремния, покрытого слоем фоторезиста 120, как показано на фиг. 15(о). Фоторезист экспонируют 122 и проявляют, как показано на фиг. 15(р). Непокрытые части нитрида кремния вытравливают, и оставшийся фоторезист удаляют, как показано на фиг. 15(q).
На основу напыляют металлическое покрытие 124, как показано на фиг. 15(r), в результате чего между некоторыми нижележащими дорожками 116 образуется соединение. Осаждают дополнительное покрытие из фоторезиста 126, как показано на фиг. 15(s), и его экспонируют и проявляют. Открытую теперь часть слоя покрытия вытравливают, открывая поверхность кремния, как показано на фиг. 15(t).
Оставшийся фоторезист удаляют, и кремний вытравливают при помощи жидкостного травления, реактивного ионного травления или глубокого реактивного ионного травления для формирования канавки 128, как показано на фиг. 15(u).
Затем маску из металлического покрытия удаляют и наносят дополнительную затравочную пластину 130, проходящую по внутренней поверхности вытравленной канавки, как показано на фиг. 15(v) и 15(w). Затравочная пластина может формировать активный электрод и точку заклинивания пьезоэлектрического материала 132, который осаждают в проем для формирования привода, имеющего вогнутое сечение, как показано на фиг. 15(х). Пьезоэлектрический материал нагревают для формирования жесткой приводной конструкции, и затем формируют внутренний электрод 134, как показано на фиг. 15(у).
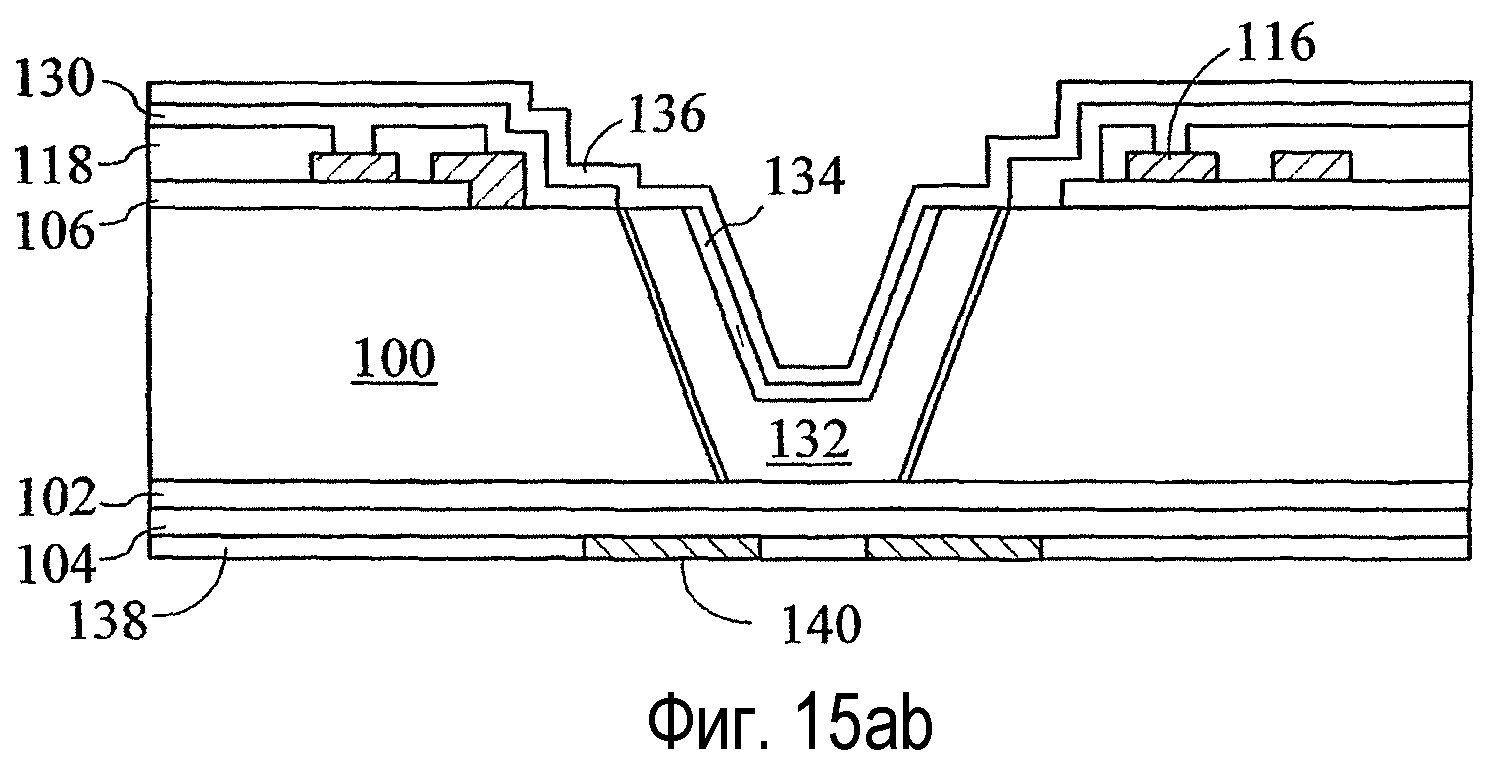
Внутренний электрод и верхнюю поверхность приводного компонента покрывают защитным слоем 136 нитрида кремния, как показано на фиг. 15(z). На противоположную нижнюю сторону приводного компонента наносят слой 138 фоторезиста, который затем экспонируют 140 и проявляют. Маску используют для травления слоя 104 диоксида кремния, как показано на фиг. 15(аа), 15(ab) и 15(ас).
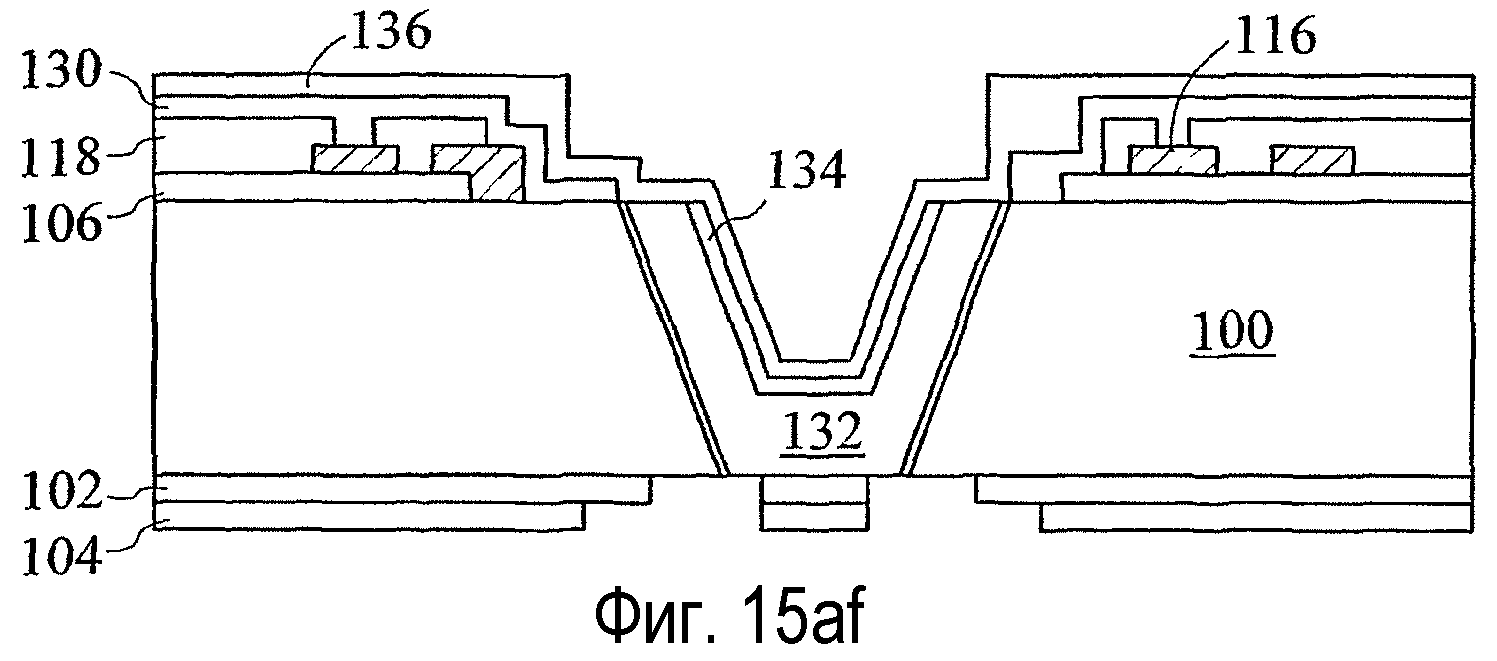
Затем наносят новое покрытие 142 фоторезиста, экспонируют 144 и проявляют, открывая часть напыленной пластины 102, которую затем удаляют посредством травления, как показано на фиг. 15(ad), 15(ае) и 15(af).
Затем кремниевую основу вытравливают с нижней стороны для освобождения пьезоэлектрической приводной конструкции. Слой диоксида кремния удаляют и прикрепляют гибкую мембранную пластину 146, как показано на фиг. 15(ag), 15(ah), 15(ai).
На фиг. 16а-с показан другой способ изготовления компонента с использованием гибкой сырой пьезоэлектрической ленты или листов, в данное время доступных на рынке. Гибкий лист 26 свободно помещают на нижнюю поверхность корпуса 2, и на противоположную сторону корпуса помещают накрывающую пластину 28 с окном 30. Окно используется для создания в проеме 4 корпуса пониженного давления, которое вызывает деформацию гибкого пьезоэлектрического листа в проем, как показано на фиг. 16с. В альтернативном варианте можно подвергать воздействию высокого давления другую сторону для деформации гибкого листа в конфигурацию формующего элемента, расположенного в проеме.
Корпус и лист подвергают операции фиксации гибкого листа внутри проема и тепловой обработке для формирования приводной конструкции. Часть листа, оставшуюся снаружи от проема, удаляют (например, посредством притирки) до осаждения электродного материала.
Другой вариант осуществления изобретения показан на фиг. 17а-17с. В этом варианте приводную конструкцию формируют с использованием корпуса как опорного и формующего средства при изготовлении, а также как опоры при работе приводной конструкции, когда она используется для выброса капли. Сначала формируют кремниевый корпус с выступами 32, причем выступы являются однородными из кремния или дополнительным формовочным компонентом. Пьезоэлектрический материал 26 формуют вокруг выступов и затем спекают для формирования пьезоэлектрической конструкции 24. В корпусе выполняют проемы 34 за отожженной пьезоэлектрической конструкцией для ее освобождения, и подобным образом удаляют выступ. Как отмечалось выше, предпочтительным способом удаления выступа, когда выступ из кремния, является реактивное ионное травление.
Когда формовочное средство выполнено из материала, отличного от кремния, оно может быть получено посредством осаждения или формования. Материалом может быть, например, фоторезист. С использованием таких материалов можно освобождать привод без удаления кремниевого материала. Сформированная пьезоэлектрическая конструкция может быть полутрубчатой и иметь открытые концы, через которые фоторезист вымывают.
Одним из преимуществ реактивного ионного травления, используемого для удаления кремния, является то, что этот избирательный процесс, который не удаляет пьезоэлектрическую конструкцию.
Затем прикрепляют накрывающую пластину 14 с соплом 16, через которое из камеры 12 выбрасываются чернила. Вместо использования кремниевого корпуса можно использовать корпус из металла или другого материала. Он может быть также сформирован с сопловыми средствами, через которые выбрасывается жидкость.
Во всех описанных выше вариантах осуществления изобретения накрывающая пластина 14, корпус 2 и пьезоэлектрическая конструкция 24 образуют эжекционный канал. В альтернативных вариантах, показанных на фиг. 18а и 18b, эжекционный канал образован плоской накрывающей пластиной и пьезоэлектрической конструкцией.
Пьезоэлектрическую конструкцию 6 формируют как показано выше на фиг. 13-16, однако эжекционный канал образует внутренняя поверхность пьезоэлектрической конструкции, а не внешняя поверхность.
Плоская накрывающая пластина может быть выполнена из полиимида, удерживаемого на металлической пластине, из одного полиимида или может представлять собой сопловую пластину, выполненную способом гальванопластики. Будет понятно, что на внутренней поверхности приводной конструкции может быть расположен пассиватор, таким образом, защищающий электрод от химической коррозии.
Эжекционная камера 12 имеет удлиненную форму и имеет два окна 11, 13, расположенные на каждом ее конце. При работе создается поток чернил, который проходит в канал через одно окно и из канала через другое. Поток чернил, предпочтительно, достаточен для удаления загрязнений и воздушных пузырьков, захваченных в канал. Поток может быть непрерывным, когда он проходит через камеру, как когда чернила выбрасываются, так и когда чернила не выбрасываются.
К пьезоэлектрической конструкции прилагают напряжение, вызывающее перемещение основы канала к соплу 16 и от него. Это создает волну акустического сжатия, проходящую по длине канала вверх и вниз. В положении, соответствующем местоположению окон 11, 13 для подачи чернил, волна сжатия отражается акустической границей и движется назад вверх по каналу, сходясь в сопле и выбрасывая каплю.
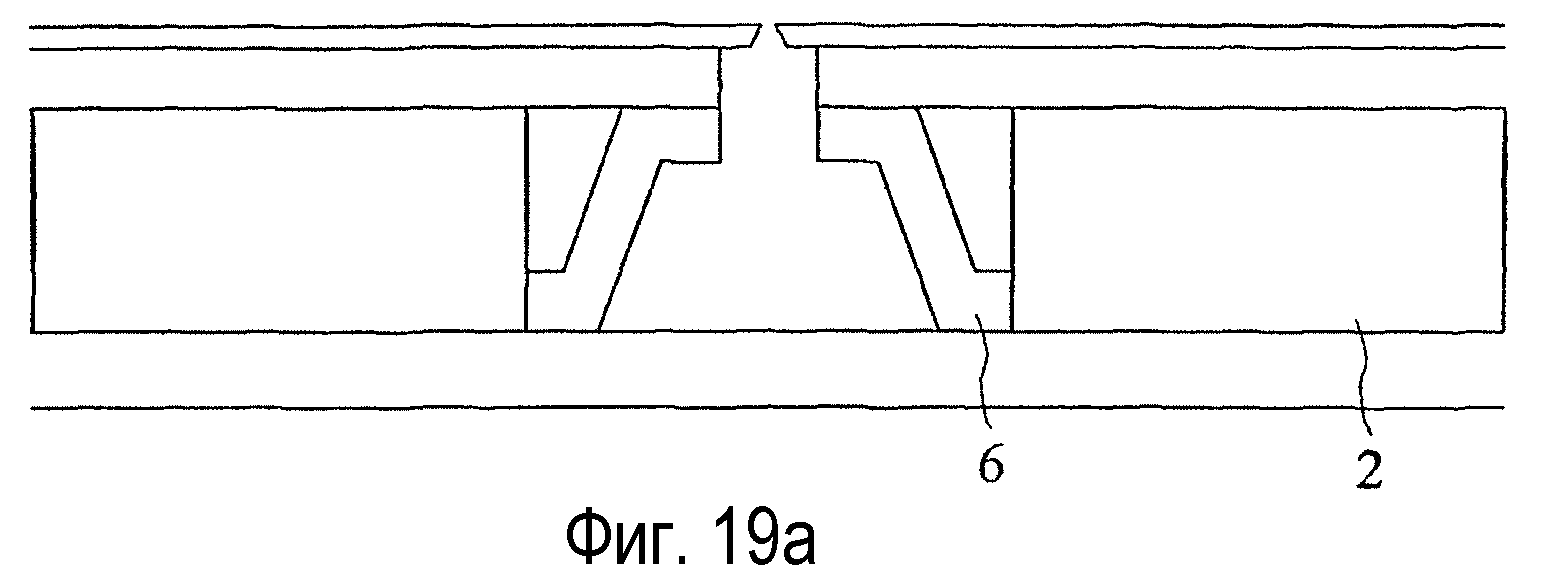
Конструкция может быть также модифицирована, как показано на фиг. 19а и 19b. В этом варианте осуществления изобретения накрывающую пластину, показанную на фиг. 18, заменяют гибкой мембраной, включающей сопловую пластину. Хотя мембрана и сопловая пластина показаны как отдельные компоненты, можно применять их как единый компонент.
Когда пьезоэлектрическая конструкция при использовании деформируется, гибкая мембрана также деформируется. Чернила могут циркулировать по каналу, как описано со ссылками на фиг. 7. Впускное и выпускное окна выполняют в отдельной пластине 15.
Конечно, можно формировать приводную конструкцию на основе без расположения ее в проеме, как показано на фиг. 20 и 21.
Конфигурация, показанная на фиг. 20, близка к показанной на фиг. 19 с отличиями, состоящими в том, что пьезоэлектрическая конструкция 6 сформирована на плоском корпусе, который служит накрывающей пластиной 15, образующей окна 11, 13; и что сопловая пластина 9 удерживается непосредственно на пьезоэлектрической конструкции.
В альтернативной конструкции, показанной на фиг. 21, на пластине 15, служащей в качестве накрывающей пластины, так и сопловой пластины, формируют полуцилиндрическую пьезоэлектрическую конструкцию 6. Конструкция 6 может быть сформирована, например, при помощи одной из описанных выше технологий при удерживании при изготовлении на фоторезисте или другом расходуемом материале, который впоследствии выжигают. Электроды 7 и 8, сформированные на внешней и внутренней поверхностях пьезоэлектрической конструкции, служат в ходе изготовления для поляризации пьезоэлектрического материала в направлении, показанном стрелками, и также служат при использовании для приложения приводных полей. Толщина пьезоэлектрической конструкции, предпочтительно, составляет около 15 микрон, ширина канала составляет около 200 микрон, и длина составляет около 1 мм. Толщина накрывающей/сопловой пластины может составлять от 25 до 125 микрон, а ширина сопла 16 может составлять от 25 до 50 микрон. Если это уместно, сопло может быть сформировано в отдельной сопловой пластине, связанной с несколько более толстой накрывающей пластиной.
С использованием пьезоэлектрических приводов возможен ряд разных форм приведения в действие, включая прямой режим, режим сдвига или режим изгибания. В качестве прямого режима используют режимы d33 и d31 для пьезоэлектрического материала, и режим сдвига - это d15.
Каждый признак, показанный в описании и/или в формуле изобретения и на чертежах, может быть получен независимо или в любой уместной комбинации. Любой отдельный признак одного варианта осуществления изобретения может быть включен в другие варианты. Любой признак зависимого пункта формулы изобретения может быть включен в пункт, от которого он не зависит.
Кроме того, любой описанный желобчатый компонент и любой описанный приводной компонент могут использоваться совместно.
Реферат
Изобретение относится к устройству для нанесения капель, в частности к струйным принтерам с формированием капель по запросу, их компонентам и их изготовлению. Способ формирования компонента для струйной печатной головки содержит этапы: выполнение корпуса, имеющего верхнюю поверхность, формирование множества проемов в указанной верхней поверхности, проходящих в корпус, и формирование внутри каждого проема приводной конструкции. Каждая приводная конструкция остается прикрепленной к корпусу при приведении в действие. Приводной компонент для струйного принтера с формированием капель по запросу содержит корпус, имеющий верхнюю поверхность, проем в верхней поверхности, проходящий в корпус вдоль оси проема, выпуклую приводную конструкцию, расположенную по существу внутри проема, и электродные средства, которые расположены так, что они способны прилагать поле к приводной конструкции таким образом, чтобы вызывать деформацию приводной конструкции. Получение приводов осуществляется быстро, без потери точности, а также пьезоэлектрический материал усаживается равномерно и привода имеют одинаковое разнесение каналов по длине матрицы. Электрические напряжения, прилагаемые к стенкам, не вызывают отклонение стенок со сдвигом и выбросы капель через сопло. 2 н. и 34 з.п. ф-лы, 69 ил.
Формула
Документы, цитированные в отчёте о поиске
Микроинжектор и способ его изготовления (варианты)
Комментарии