Промежуточные полимерные слои клиновидной формы, уменьшающие звук - RU2415751C2
Код документа: RU2415751C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области полимерных промежуточных слоев и панелей из многослойного стекла, включающих промежуточные полимерные слои, и более конкретно, настоящее изобретение относится к области полимерных промежуточных слоев клиновидной формы.
ОБОСНОВАНИЕ ИЗОБРЕТЕНИЯ
Поливинилбутираль (ПВБ) обычно применяют в изготовлении полимерных листов, которые могут быть использованы в качестве промежуточных слоев в светопропускающих ламинатах, таких как безосколочное стекло или полимерные ламинаты. Безосколочным стеклом часто называют прозрачный ламинат, включающий лист поливинилбутираля, расположенный между двумя листами стекла. Безосколочное стекло часто применяют для создания прозрачного барьера в архитектурных проемах и автомобильных окнах. Основная функция такого стекла - поглощать энергию, например энергию удара неким объектом, но при этом не допускать проникновения объекта через стекло и не допускать разлет осколков стекла, что позволяет сводить к минимуму опасность повреждения объектов или ранения людей, находящихся в ограниченном пространстве. Безосколочное стекло также можно использовать для создания других благоприятных эффектов, например, для ослабления акустического шума, уменьшения пропускания УФ- и/или ИК-излучения, и/или для улучшения внешнего вида и эстетического состояния оконных проемов.
Промежуточные слои безосколочного стекла также применяют в качестве важного компонента в системах индикации на ветровом стекле автомобиля (head up display), на которых, например, видно изображение приборов на уровне глаз водителя автомобиля. Такая индикация позволяет водителю следить за впередилежащей дорогой и одновременно воспринимать информацию с приборного щитка. Один из типов промежуточного слоя, применяемого в указанных системах индикации на ветровом стекле, имеет клиновидное поперечное сечение. Клиновидное поперечное сечение промежуточного слоя используется для обеспечения правильного проникновения света через ветровое стекло, на котором расположен такой индикатор. К сожалению применение индикаторов типа head up display на стандартных ветровых стеклах приводит к нежелательно высокому уровню прохождения звука через ветровое стекло.
Соответственно для улучшения звукоизоляционных характеристик панелей из многослойного стекла и, в частности, панелей из многослойного стекла, включающих клиновидный промежуточный слой, обеспечивающий индикацию приборов на ветровом стекле, необходимо разработать улучшенные композиции и способы изготовления таких слоев.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящим изобретением предоставлены промежуточные слои, которые могут быть применены для изготовления панелей из многослойного стекла и подобных изделий, уменьшающие прохождение звука через панель, и в частности, при совпадающих частотах для таких стеклянных ламинатов, в диапазоне приблизительно от 2000 до 6000 Гц. Указанную цель реализуют введением звукоизолирующего полимерного слоя в конструкции клиновидной формы, находящиеся в ламинированном стекле, и более конкретно, в конструкции клиновидной формы, находящиеся в ветровом стекле.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖА
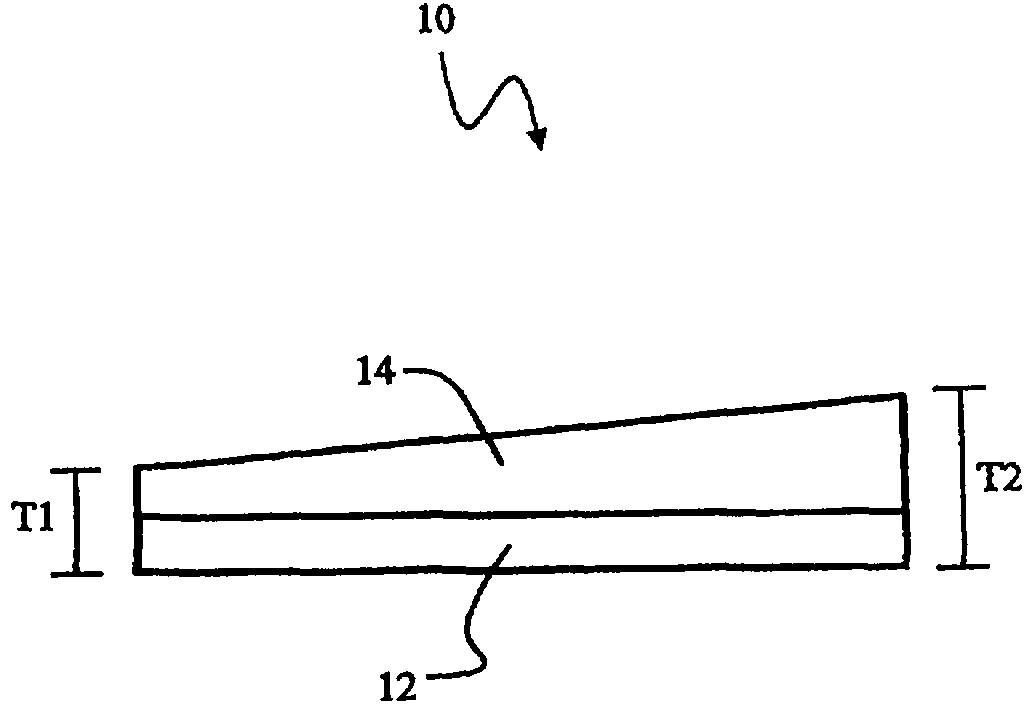
На чертеже схематически изображен один из примеров реализации клиновидного промежуточного слоя, предлагаемого согласно настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящее время, в соответствии с настоящим изобретением, было обнаружено, что клиновидные промежуточные слои ветровых стекол, включающие звукоизолирующий полимерный слой, могут быть с успехом использованы для ограничения прохождения звука через ветровое стекло внутрь транспортного средства. В частности, клиновидные промежуточные слои, предлагаемые согласно настоящему изобретению, пригодны для применения в автомобилях, в которых устанавливают индикацию на ветровом стекле и в которых обычно используют ламинированные ветровые стекла, включающие непараллельные слои стекла.
Как более подробно описано ниже, промежуточные слои для ветровых стекол, предлагаемые согласно настоящему изобретению, имеют клиновидную форму. В соответствии с настоящим изобретением, говорят, что промежуточный слой или полимерный лист имеет «клиновидную форму», если средняя толщина промежуточного слоя или полимерного листа, измеренная на одном его краю, по меньшей мере на 0,13 мм превышает среднюю толщину промежуточного слоя или полимерного листа, измеренную на его противоположном краю. Поперечное сечение клиновидных промежуточных слоев, предлагаемых согласно настоящему изобретению, сразу после их изготовления может напоминать, например, равнобедренную трапецию или прямоугольную трапецию, или иную форму. Изменение толщины поперечного сечения полимерного листа может происходить постепенно или резким скачком. Изменение толщины полимерного листа при переходе с одного края на противоположный может быть непрерывным, или в некоторых областях профиль поперечного сечения полимерного листа может быть плоским и не претерпевать изменений в толщине. Аналогично градиент изменения толщины поперечного сечения может постепенно уменьшаться или увеличиваться, но при этом один край полимерного листа все равно должен быть толще противоположного края. Разумеется, после ламинирования совместно с неплоскими жесткими подложками, например при изготовлении ветровых стекол из искривленного стекла, клиновидный промежуточный слой принимает форму ламината.
Клиновидные промежуточные слои, предлагаемые согласно настоящему изобретению, могут быть сформованы из одного полимерного листа или из двух и более полимерных листов. Ниже более подробно описано, что полимерные листы могут быть изготовлены из любого подходящего термопластического полимера, например поливинилбутираля.
В различных примерах реализации клиновидные промежуточные слои, предлагаемые согласно настоящему изобретению, изготавливают из одного полимерного листа. В различных примерах реализации полимерный лист может представлять собой полимерный лист клиновидной формы, изготовленный из одного звукоизолирующего полимерного расплава (как указано в настоящем описании) посредством экструзии одного расплава. В других примерах реализации единичный полимерный лист может быть изготовлен посредством совместной экструзии, во время которой звукоизолирующий полимерный расплав и незвукоизолирующий полимерный расплав (как указано в настоящем описании) экструдируют совместно с образованием одного клиновидного полимерного слоя, включающего звукоизолирующую область и незвукоизолирующую область. В различных примерах реализации способа совместной экструзии изготавливают области, имитирующие два отдельных слоя внутри одного листа, которые создают эффект, достигаемый при совместном ламинировании двух отдельных полимерных листов - звукоизолирующего и незвукоизолирующего. В других примерах реализации для изготовления клиновидного промежуточного слоя, включающего две различные звукоизолирующие области, совместной экструзии подвергают первый звукоизолирующий полимерный расплав и второй, отличный от него, звукоизолирующий полимерный расплав. В этом случае также каждая из областей имитирует отдельный слой внутри листа.
В любом из примеров реализации, включающем совместную экструзию, описанном в предыдущем абзаце, при необходимости могут быть образованы дополнительные совместно экструдированные области из звукоизолирующего и незвукоизолирующего материала. Например, клиновидный полимерный лист может быть изготовлен посредством совместной экструзии звукоизолирующего полимерного расплава, расположенного между двумя незвукоизолирующими полимерными расплавами, с образованием клиновидного полимерного листа, включающего три области, который может быть использован в качестве подавляющего шумы промежуточного слоя. Преимуществом указанного примера реализации является относительно низкая тенденция к слипанию. Дополнительные совместно экструдированные области могут быть изготовлены из окрашенных расплавов, например, для создания внутри полимерного листа областей с градиентом цвета.
В любом из примеров реализации, в котором один клиновидный полимерный лист применяют для изготовления клиновидного промежуточного слоя для ветровых стекол, толщина одного края полимерного листа может превышать толщину противоположного края по меньшей мере на 0,13 мм, по меньшей мере на 0,2 мм, по меньшей мере на 0,3 мм, по меньшей мере на 0,4 мм, по меньшей мере на 0,5 мм, по меньшей мере на 0,7 мм или по меньшей мере на 1,0 мм, и эти различия определяют клиновидную форму.
В любом из примеров реализации, в котором один клиновидный полимерный лист применяют для изготовления клиновидного промежуточного слоя для ветровых стекол, толщина более тонкого края может составлять, например, по меньшей мере 0,38 мм, по меньшей мере 0,45 мм, по меньшей мере 0,75 мм, по меньшей мере 1,0 мм и/или от 0,38 до 2,5 мм, от 0,4 до 2,0 мм, от 0,5 до 1,75 мм, от 0,6 до 1,5 мм.
В других различных примерах реализации промежуточные слои ветровых стекол, предлагаемые согласно настоящему изобретению, включают более одного полимерного слоя и, возможно, другие полимерные слои и/или другие слои. В этих примерах реализации, по меньшей мере, один полимерный лист представляет собой звукоизолирующий полимерный лист или полимерный лист, включающий звукоизолирующую область, описанный выше.
Как показано цифрой 10 на чертеже, двухслойный пример реализации включает клиновидный полимерный лист 14 и плоский полимерный лист 12. Клиновидный полимерный лист 14 и плоский полимерный лист 12 вместе образуют клиновидный промежуточный слой, имеющий первую толщину Т1 и вторую толщину Т2. Как описано выше для примера реализации, включающего один слой, толщина (Т2) одного края клиновидного промежуточного слоя может превышать толщину противоположного края (Т1) по меньшей мере на 0,13 мм, по меньшей мере на 0,2 мм, по меньшей мере на 0,3 мм, по меньшей мере на 0,4 мм, по меньшей мере на 0,5 мм, по меньшей мере на 0,7 мм или по меньшей мере на 1,0 мм, и эта разница определяет клиновидную форму. Кроме того, как показано на чертеже, толщина (Т1) может составлять, например, по меньшей мере 0,38 мм, по меньшей мере 0,45 мм, по меньшей мере 0,75 мм, по меньшей мере 1,0 мм и/или от 0,38 до 2,5 мм, от 0,4 до 2,0 мм, от 0,5 до 1,75 мм, от 0,6 до 1,5 мм.
На схематическом изображении одного из примеров реализации клиновидного промежуточного слоя, предлагаемого согласно настоящему изобретению, показанном на чертеже, изменение толщины поперечного сечения полимерного листа начинается непосредственно от края и является непрерывным и постоянным на протяжении всего слоя.
Для примеров реализации клиновидного промежуточного слоя, в которых изменение толщины от одного края полимерного листа до противоположного края полимерного листа происходит непрерывно и равномерно, угол, образованный между наклонной поверхностью и противоположной поверхностью, может быть вычислен в соответствии с формулой
в которой α - угол наклона в миллирадианах, Т1 и Т2 обозначены на чертеже, и W - ширина клиновидного листа промежуточного слоя.
Для примеров реализации клиновидного промежуточного слоя, предлагаемых согласно настоящему изобретению, которые включают два или более слоев, по меньшей мере, один из слоев представляет собой звукоизолирующий полимерный лист или полимерный лист, полученный совместной экструзией, и включающий звукоизолирующую область, как описано выше. Например, клиновидный полимерный лист 14 может представлять собой звукоизолирующий полимерный лист, а плоский полимерный лист 12 может представлять собой незвукоизолирующий полимерный лист. Возможно и обратное расположение, при котором клиновидный полимерный лист 14 представляет собой незвукоизолирующий полимерный лист, а плоский полимерный лист 12 представляет собой звукоизолирующий полимерный лист.
В других примерах реализации один или несколько слоев полимерного листа введены в конструкцию, показанную на чертеже. Например, в конструкцию может быть введен третий полимерный лист, клиновидной или не клиновидной формы, как обладающий, так и не обладающий звукоизолирующими свойствами. Для изготовления клиновидного промежуточного слоя могут быть использованы любые подходящие конфигурации полимерных листов и типов листов, и в различных примерах реализации общие размеры таких многослойных промежуточных листов находятся в диапазоне, указанном выше для толщин примеров реализации, включающих один полимерный лист.
В различных примерах реализации в многослойную конструкцию согласно настоящему изобретению может быть введен слой полимерной пленки, например, изготовленной из полиэтилентерефталата, описанной далее в настоящем описании. Например, полимерная пленка может быть включена между клиновидным полимерным листом 14 и плоским полимерным листом 12, изображенными на чертеже, с получением трехслойного примера реализации, в котором полимерная пленка включена между двумя полимерными листами. В других примерах реализации в чертеже примеры реализации многослойного промежуточного слоя по настоящему изобретению могут быть введены две или более полимерные пленки.
В различных примерах реализации настоящего изобретения промежуточные слои по настоящему изобретению, когда они ламинированы между двумя кусками листового стекла, позволяют снизить прохождение звука через панель из ламинированного стекла по меньшей мере на 2 децибела (дБ) при совпадающей частоте в сравнении с сопоставимой панелью из ламинированного стекла, включающей один традиционный промежуточный слой, состоящий из незвукоизолирующего полимерного листа той же формы, что и промежуточный слой, предлагаемый согласно настоящему изобретению.
В различных примерах реализации настоящего изобретения промежуточные слои по настоящему изобретению после их ламинирования между двумя кусками листового стекла позволяют снизить звукопередачу, по меньшей мере, на 2 дБ, более предпочтительно, на 4 дБ, и еще боле предпочтительно, на 6 дБ или более, возможно, на 8 дБ или более при совпадающей частоте в сравнении с сопоставимой панелью из ламинированного стекла, включающей один традиционный промежуточный слой, состоящий из незвукоизолирующего полимерного листа той же формы, что и промежуточный слой согласно настоящему изобретению.
Для каждого рассмотренного в настоящем описании примера реализации, включающего слой стекла, существует, где это приемлемо, другой пример реализации, в котором для остекления применяют материал, отличный от стекла. Примеры таких остекляющих слоев включают жесткие пластические массы с высокой температурой стеклования (Tg), например выше 60°С или 70°С, например, поликарбонаты, полиэстеры, полиаклилметакрилаты, в частности, полиаклилметакрилаты, содержащие от 1 до 3 атомов углерода в алкильном фрагменте.
Кроме описанных промежуточных слоев, настоящим изобретением также предоставлены способы уменьшения уровня шума, проникающего через проем, включающие операцию расположения в проеме панели из многослойного стекла, включающей любой из клиновидных промежуточных слоев, предлагаемых согласно настоящему изобретению.
Настоящее изобретение также включает способы изготовления многослойного остекления, включающие ламинирование любого промежуточного слоя, предлагаемого согласно настоящему изобретению, между двух жестких прозрачных панелей, известных в данной области техники, например между слоями стекла или акрилового полимера.
Настоящее изобретение также включает панели из многослойного стекла, например ветровые стекла автомобилей или окна архитектурных сооружений, включающие многослойный промежуточный слой, предлагаемый согласно настоящему изобретению. Настоящее изобретение также включает многослойные панели для остекления, которые вместо стеклянных панелей включают панели из пластических масс, например акриловых полимеров, или других подходящих материалов.
ПОЛИМЕРНАЯ ПЛЕНКА
Используемый в настоящем описании термин «полимерная пленка» означает относительно тонкий и жесткий слой полимера, функция которого состоит в улучшении технических характеристик изделия. В соответствии с настоящим описанием полимерные пленки отличаются от полимерных листов тем, что сами по себе полимерные пленки не обеспечивают необходимого сопротивления проникновению предметов через многослойную структуру для остекления, а также не обеспечивают необходимого удержания стекол при ее разрушении, но обеспечивают улучшение некоторых характеристик структуры, например, характера поглощения инфракрасного излучения. В качестве полимерной пленки чаще всего используют полиэтилентерефталат.
Полимерная пленка предпочтительно оптически прозрачна (т.е. объекты, находящиеся вблизи одной стороны слоя пленки, могут быть без труда видны невооруженным глазом наблюдателя, смотрящего сквозь этот слой с другой стороны) и обычно независимо от состава имеет больший, а в некоторых примерах реализации, значительно больший модуль упругости по сравнению с модулем упругости прилегающего полимерного листа. В различных примерах реализации полимерная пленка включает термопластический материал. Примеры термопластических материалов с подходящими свойствами включают: нейлоны, полиуретаны, акриловые волокна, поликарбонаты, полиолефины, например полипропилен, ацетаты и триацетаты целлюлозы, винилхлоридные полимеры и сополимеры и подобные им вещества.
В различных примерах реализации полимерная пленка включает такие материалы, как повторно натянутые термопластические пленки, обладающие указанными свойствами, которые включают полиэстеры. В различных примерах реализации полимерная пленка включает или состоит из полиэтилентерефталата, и в различных примерах реализации полиэтилентерефталат подвергают двухосному растяжению для увеличения его прочности и/или подвергают тепловой стабилизации для обеспечения низкой усадки при воздействии высоких температур (например, усадка менее 2% в обоих направлениях после выдержки в течение 30 минут при 150°С).
Другой тип полимерной пленки, который может быть использован в соответствии с настоящим изобретением, описан в патенте США 6797396 и включает несколько неметаллических слоев, отражающих инфракрасное излучение, но в отличие от металлических слоев, не создающих интерференции.
В различных примерах реализации толщина полимерной пленки может составлять от 0,013 мм до 0,20 мм, от 0,025 мм до 0,1 мм или от 0,04 мм до 0,06 мм. Для улучшения одного или нескольких свойств полимерной пленки, например адгезии или отражения инфракрасного излучения, ее поверхность может быть обработана или на нее может быть нанесен слой покрытия, улучшающего функциональные характеристики. Указанные слои, улучшающие функциональные характеристики, включают, например, многослойную пачку, предназначенную для отражения солнечного инфракрасного излучения, но пропускающую видимый солнечный свет. Такая многослойная пачка известна в данной области техники (см., например, заявку WO 88/01230 и патент США 4799745) и может включать, например, один или несколько металлических слоев толщиной порядка ангстрема, и один или несколько (например, два) последовательно осажденных оптически связанных диэлектрических слоя. Как известно (см., например, патенты США 4017661 и 4786783), металлический слой (слои) может подвергаться нагреванию за счет электрического сопротивления и способствовать оттаиванию или предотвращению запотевания любых контактирующих с ними слоев стекла. Различные способы нанесения покрытий и обработки поверхности пленок из полиэтилентерефталата, которые могут использоваться согласно настоящему изобретению, описаны в опубликованной Европейской заявке No. 0157030. Полимерные пленки, предлагаемые согласно настоящему изобретению, также могут включать твердые покрытия и/или слой, предотвращающий запотевание стекла, известные в данной области техники.
ПОЛИМЕРНЫЙ ЛИСТ
Используемый в настоящем описании термин «полимерный лист» означает любую термопластическую полимерную композицию, сформованную любым подходящим способом в виде тонкого слоя, который сам по себе или в виде пачек, содержащих более одного слоя, пригоден для использования в ламинированных панелях для остекления в качестве промежуточного слоя, обеспечивающего достаточное сопротивление проникновению и удержание стекол при разрушении. Для изготовления полимерных листов чаще всего используют пластифицированный поливинилбутираль.
Полимерные листы согласно настоящему изобретению представляют собой звукоизолирующие полимерные листы или незвукоизолирующие полимерные листы. Используемый в настоящем описании термин «звукоизолирующий полимерный лист» представляет собой полимерный лист, температура стеклования которого составляет менее 25°С, введение которого позволяет улучшить звукопоглощающую способность, по меньшей мере, на 2 дБ; звукопоглощающая способность рассмотрена в настоящем описании и может быть измерена в соответствии с настоящим описанием. В различных примерах реализации температура стеклования звукоизолирующих полимерных листов согласно настоящему изобретению составляет менее 25°С, менее 20°С, менее 15°С, менее 10°С, но превышает -15°С. Незвукоизолирующие полимерные листы представляют собой полимерные листы, температура стеклования которых не составляет менее 25°С, и их введение позволяет улучшить звукопоглощающую способность менее чем на 2 дБ в сравнении с эквивалентными полимерными листами, у которых температура стеклования находится в диапазоне от 30 до 33°С. Кроме того, используемый в настоящем описании термин «звукоизолирующий полимерный расплав» означает любой расплав полимера, который при формовании из него полимерного листа имеет вышеуказанные свойства звукоизолирующего полимерного листа, а термин «незвукоизолирующий полимерный расплав» означает любой расплав полимера, который при формовании из него полимерного листа имеет вышеуказанные свойства незвукоизолирующего полимерного листа.
Один расплав полимера, применяемый для формования клиновидного полимерного листа, может быть приготовлен смешиванием двух или более различных полимерных материалов. В некоторых примерах реализации один полимерный лист может иметь несколько температур стеклования. В соответствии с настоящим изобретением полимерный лист, изготовленный из такого расплава и имеющий по меньшей мере одну температуру стеклования ниже 25°С, считают полимерным листом, температура стеклования которого составляет менее 25°С.
Один полимерный лист, который изготавливают посредством совместной экструзии, при которой совместно экструдируют звукоизолирующий полимерный расплав и незвукоизолирующий полимерный расплав, в результате чего получают один клиновидный полимерный лист, включающий звукоизолирующую область и незвукоизолирующую область, может иметь две или более температуры стеклования, из которых по меньшей мере одна температура стеклования составляет менее 25°С, и по меньшей мере одна температура стеклования составляет более 25°С.
Аналогично клиновидный промежуточный слой, включающий звукоизолирующий полимерный лист и незвукоизолирующий полимерный лист, из которых по меньшей мере один полимерный лист имеет клиновидную форму, может иметь несколько температур стеклования, из которых по меньшей мере одна температура стеклования составляет менее 25°С и по меньшей мере одна температура стеклования составляет более 25°С.
Полимерный лист может включать любой подходящий полимер, и в предпочтительном примере реализации полимерный лист включает поливинилбутираль. В любой из примеров реализации, рассмотренный в настоящем описании и включающий в качестве полимерного компонента полимерного листа поливинилбутираль, включен пример реализации, в котором полимерный компонент состоит или по существу состоит из поливинилбутираля. В этих примерах реализации в полимерный лист, содержащий полимер, состоящий или по существу состоящий из поливинилбутираля, могут быть добавлены любые сочетания добавок, рассмотренные в настоящем описании.
В одном из примеров реализации полимерный лист включает полимер, изготовленный на основе частично ацетализованного поливинилового спирта (спиртов). В другом примере реализации полимерный лист включает полимер, выбираемый из группы, состоящей из поливинилбутираля, полиуретана, поливинилхлорида, полиэтиленвинилацетата, их сочетаний и подобных им соединений. В различных примерах реализации полимерный лист включает пластифицированный поливинилбутираль. В других примерах реализации полимерный лист включает поливинилбутираль и один или несколько других полимеров. Могут быть использованы и другие полимеры с подходящей температурой стеклования.
Предпочтительные диапазоны, значения и/или способы, указанные в любой части настоящего описания для поливинилбутираля (неограничивающие примеры которых включают данные, указанные для пластификаторов, процентного содержания компонентов, толщин и добавок, улучшающих технические характеристики полимера), также относятся, когда возможно, к другим полимерам и полимерным смесям, указанным в настоящем описании в качестве полезных компонентов полимерных листов.
Для примеров реализации, включающих поливинилбутираль, поливинилбутираль может быть изготовлен любым известным способом проведения ацетализации, который включает реакцию поливинилового спирта с бутиральдегидом в присутствии кислотного катализатора с последующей нейтрализацией катализатора, отделением, стабилизацией и сушкой смолы, с учетом того, что в различных примерах реализации остаточное содержание гидроксильных групп подвергается регулированию, рассмотренному в настоящем описании.
В различных примерах реализации полимерная смола может включать менее 25 мас.% остаточных сложноэфирных групп, менее 20 мас.%, 15 мас.%, 10 мас.%, 7 мас.%, 5 мас.% или менее 3% масс. остаточных сложноэфирных групп, вычисляемых в виде поливинилацетата, при этом дополнение до 100%, кроме остаточных гидроксильных групп, составляет ацеталь, предпочтительно ацеталь бутиральдегида, но возможно также включающий другие ацетальные группы в меньших количествах; например 2-этилгексанальную группу (см., например, патент США 5137954).
В различных примерах реализации предпочтительно использовать поливинилбутираль, в котором остаточное содержание поливинилового спирта составляет от 9 мас.% до 50 мас.%, от 10 мас.% до 50 мас.%, от 11 мас.% до 40 мас.%, от 15 мас.% до 30 мас.% или от 20 мас.% до 30 мас.%; но оно может находиться и в других диапазонах. В некоторых примерах реализации также предпочтительно использовать поливинилбутираль, в котором остаточное содержание поливинилового спирта составляет более 25%, более 27% или более 30%.
В различных примерах реализации полимерный лист включает поливинилбутираль, молекулярная масса которого превышает 30000, 40000, 50000, 55000, 60000, 65000, 70000, 120000, 250000 или 350000 граммов на моль (г/мол. или Дальтон). Для увеличения молекулярной массы до значений, составляющих, по меньшей мере, 350 г/мол., во время проведения операции ацетализации в систему могут быть добавлены небольшие количества диальдегида или триальдегида (см., например, патенты США 4902464, 4874814, 4814529 и 4654179). В настоящем описании термин «молекулярная масса» означает среднемассовую молекулярную массу.
В различных примерах реализации полимерных листов, предлагаемых согласно настоящему изобретению, незвукоизолирующие полимерные листы могут включать от 10 до 90, от 15 до 85, от 20 до 60, от 25 до 60, от 20 до 80, от 25 до 70 и от 25 до 60 частей пластификатора на 100 частей смолы (части на сто). Разумеется, это количество может изменяться в зависимости от предполагаемого применения изделия. Лист поливинилбутираля предпочтительно включает от 20 до 80 и более предпочтительно, от 25 до 60 частей пластификатора на 100 частей смолы. В некоторых примерах реализации углеводородная часть пластификатора содержит менее 20, менее 15, менее 12 или менее 10 атомов углерода. Изменяя количество пластификатора, можно регулировать температуру стеклования листа поливинилбутираля.
Температура стеклования традиционного незвукоизолирующего промежуточного слоя из поливинилбутираля обычно находится в диапазоне 30-33°С. Звукоизолирующий поливинилбутираль может отличаться от незвукоизолирующего промежуточного слоя несколькими параметрами, включая изменение молекулярного отношения среднего количества этиленовых групп, связанных с ацетильными группами, степень ацетализации, длину альдегидных групп и/или количество пластификатора. Например, звукоизолирующий промежуточный слой может быть изготовлен путем повышения концентрации пластификатора и/или понижения содержания гидроксильных групп в смоле из поливинилбутираля, что должно быть достаточно для понижения температуры стеклования приблизительно с 30°С до приблизительно 18°С или ниже. В общем случае более высокие количества добавляемого пластификатора понижают температуру стеклования. В различных примерах реализации настоящего изобретения звукоизолирующий полимерный лист включает, например, 30-100 ч./сто пластификатора, 40-90 ч./сто пластификатора, 50-85 ч/сто пластификатора или 60-80 ч./сто пластификатора.
Звукоизолирующие полимерные листы также могут быть изготовлены с применением немодифицированного поливинилбутираля, обычно используемого для изготовления традиционного промежуточного слоя, улучшающего совместимость добавки и пластификатора. Улучшающая совместимость добавка необходима для улучшения совместимости смолы, содержащей поливинилбутираль, и пластификатора, что позволяет снизить температуру стеклования получаемого промежуточного слоя. Обычно добавку, улучшающую совместимость, добавляют в количестве от 2 до 50 ч./сто. Неограничивающие примеры добавок, улучшающих совместимость, включают: триэтиленгликоль, тетраэтиленгликоль или олигомеры этиленгликолей; пропиленгликоль и его олигомеры; моно-(2-этилгексаноат) триэтиленгликоля и другие акиларилуглеводороды, содержащие радикалы этиленгликоля и пропиленгликоля, а также их химические производные.
Для изготовления полимерных листов в полимерные смолы согласно настоящему изобретению могут быть добавлены любые подходящие пластификаторы. Пластификаторы, применяемые в полимерных листах по настоящему изобретению, могут включать сложные эфиры многоосновных кислот или многоосновных спиртов, а также другие соединения. Подходящие пластификаторы включают, например, ди-(2-этилбутират) триэтиленгликоля, ди-(2-этилгексаноат) триэтиленгликоля, дигептаноат триэтиленгликоля, дигептаноат тетраэтиленгликоля, дигексиладипат, диоктиладипат, гексилциклогексиладипат, смеси гептил- и нониладипатов, диизонониладипат, гептилнониладипат, дибутилсебакат, полимерные пластификаторы, например модифицированные маслом себациловые алкиды, и смеси фосфатов и адипатов, например, описанные в патенте США 3841890, и адипаты, например, описанные в патенте США 4144217, а также смеси и сочетания вышеуказанных соединений. Другие возможно используемые пластификаторы представляют собой смешанные адипаты, приготовленные из спиртов с алкильным радикалом, содержащим от 4 до 9 атомов углерода, и из спиртов с циклоалкильным радикалом, содержащим от 4 до 10 атомов углерода, например, описанные в патенте США 5013779, и эфиры адипиновой кислоты, содержащие от 6 до 8 атомов углерода в спиртовом остатке, например, гексиладипат. В предпочтительных примерах реализации пластификатор представляет собой ди-(2-этилгексаноат) триэтиленгликоля.
Для придания листу необходимых адгезионных свойств в полимерные листы согласно настоящему изобретению могут быть также введены различные добавки, контролирующие адгезию. Например, такие добавки могут быть введены во внешние листы в примерах реализации, включающих три полимерных листа. Для этого могут быть использованы любые добавки, контролирующие адгезию, описанные в патенте США 5728472. Кроме того, остаточное содержание ацетата натрия и/или ацетата калия в полимерных листах может быть доведено до нужного значения добавлением необходимого количества соответствующих гидроксидов во время проведения нейтрализации кислоты. В различных примерах реализации полимерные листы согласно настоящему изобретению кроме ацетата натрия включают бис(2-этилбутират) магния (Chemical Abstracts No. 79992-76-0). Соль магния может быть добавлена в количестве, необходимом для контроля адгезии полимерного листа к стеклу.
Для улучшения технических характеристик готового изделия, включающего полимерный лист, в полимерный лист могут быть введены и другие добавки. Неограничивающие примеры таких добавок включают пластификаторы, красители, пигменты, стабилизаторы (например, ультрафиолетовые стабилизаторы), антиоксиданты, огнезащитные добавки, поглотители ИК-излучения, антиадгезивы, сочетания вышеуказанных добавок и подобные им вещества, известные в данной области техники.
К любому из подходящих полимерных листов могут быть добавлены добавки, селективно поглощающие свет в видимой области или в ближней области инфракрасного спектра. Возможные применяемые добавки включают красители и пигменты, например гексаборид лантана (LaB6), смешанный оксид индия и олова и смешанный оксид сурьмы и олова.
Используемый в настоящем описании термин «смола» относится к полимерному компоненту (например, изготовленному из поливинилбутираля), который извлекают из смеси, полученной при кислотном катализе и последующей нейтрализации полимерных предшественников. Кроме полимера, например поливинилбутираля, смола обычно содержит и другие компоненты, например ацетаты, соли и спирты. Используемый в настоящем описании термин «расплав» относится к расплавленной смеси смолы и пластификатора и, возможно, других добавок.
Для изготовления полимерных листов и многослойных промежуточных слоев, предлагаемых в соответствии с настоящим изобретением, может быть применен любой подходящий способ. Подробные описания подходящих способов изготовления поливинилбутираля известны специалистам в данной области техники (см., например, патенты США 2282057 и 2282026). В одном из примеров реализации может быть использован способ с применением растворителя, описанный в разделе Vinyl Acetal Polymers, в Encyclopedia of Polymer Science & Technology, третье издание, Vol.8, стр.381-399, B.E.Wade (2003). В другом примере реализации может быть использован водный способ, описанный в упомянутой публикации. Поливинилбутираль коммерчески доступен в различных формах; например, его поставляет Solutia Inc., St. Louis, Missouri под маркой смолы Butvar™.
Один из примеров способа формования листа, содержащего поливинилбутираль, включает экструзию расплавленного поливинилбутираля, включающего смолу, пластификатор и добавки, путем пропускания полученного расплава через щелевую экструзионную головку (например, через головку, одна сторона отверстия которой значительно длиннее, чем перпендикулярная ей сторона). Для изготовления клиновидного полимерного листа может быть использована щелевая экструзионная головка, ширину выходного отверстия которой можно контролировать и/или изменять таким образом, который позволяет регулировать толщину клиновидного профиля при продавливании расплава через щелевую головку. Клиновидные слои могут быть изготовлены при использовании щелевой экструзионной головки с отверстием соответствующей клиновидной формы.
Другой пример способа формования листа, содержащего поливинилбутираль, включает разливку расплава из экструзионной головки на валок, отверждение смолы и последующее снятие отвержденной смолы в виде листа (полотна). В каждом из описанных примеров реализации можно создавать желаемую текстуру поверхности одной из сторон слоя или обеих его сторон регулированием формы поверхностей отверстия экструзионной головки или нанесением текстуры на поверхность валка. Другие методики создания желаемой текстуры слоя включают варьирование параметров материала (например, содержания воды и/или пластификатора в смоле, температуры расплава, распределения молекулярной массы поливинилбутираля или сочетания указанных параметров). Кроме того, при формовании слоя на нем могут быть созданы выпуклости, расположенные на определенном расстоянии друг от друга, которые обеспечивают временную нерегулярность поверхности, способствующую деаэрации слоя при проведении ламинирования, после чего применяемые во время ламинирования высокие температуры и давления приводят к плавлению выпуклостей с образованием гладкого слоя.
Полимерные листы по настоящему изобретению, включающие звукоизолирующие и незвукоизолирующие области, могут быть изготовлены в соответствии с любым способом, известным в данной области техники. Типичный способ включает независимое приготовление двух или более расплавов, включающих полимерную смолу, пластификатор и любые необходимые добавки, и совместную экструзию этих расплавов с образованием одного полимерного листа, включающего области, соответствующие каждому из использованных расплавов. Например, может быть проведена совместная экструзия первого расплава, из которого, если бы его использовали как таковой, был бы получен полимерный лист с температурой стеклования, равной 20°С, и второго расплава, из которого, если бы его использовали как таковой, был бы получен полимерный лист с температурой стеклования, равной 30°С, в результате чего получают полимерный лист, включающий первую область и вторую область, каждая из которых имеет приблизительную форму индивидуального листа, причем температура стеклования первой области составляет 20°С, а у второй области температура стеклования составляет 30°С.
Промежуточные слои, предлагаемые согласно настоящему изобретению, включающие более одного полимерного листа, могут быть изготовлены при помощи каландрования или предварительного ламинирования. Типичный способ включает соединение под давлением и при нагревании звукоизолирующего полимерного листа и незвукоизолирующего полимерного листа, из которых по меньшей мере один лист имеет клиновидную форму, с образованием промежуточного слоя. Если звукоизолирующий полимерный лист имеет клиновидную форму, то его изготавливают из одного полимерного расплава или при помощи совместной экструзии, как описано в различных примерах реализации в предшествующих разделах.
Далее будут описаны различные методики, применяемые для улучшения и/или измерения характеристик полимерных листов.
Прозрачность полимерного листа, и в частности листа из поливинилбутираля, может быть определена посредством измерения показателя помутнения, который является количественной оценкой света, не прошедшего через лист. Процент помутнения может быть измерен с помощью следующей методики. В соответствии со стандартом ASTM D1003-61 (повторно утвержден 1977) процедура А, с использованием источника света С и угла для наблюдателя, равного 2 градуса, может быть использован прибор, измеряющий степень помутнения, нефелометр (мутномер), модель D25, поставляемый Hunter Associates (Reston, VA). В различных примерах реализации настоящего изобретения процентное помутнение составляет менее 5%, менее 3% и менее 1%.
Коэффициент пропускания видимого света может быть определен при помощи спектрофотометра UV-Vis-NIR, такого как спектрофотометр Lambda 900, изготовляемого Perkin Elmer Co., в соответствии со способами, описанными в международном стандарте ISO 9050:1990. В различных примерах реализации пропускание света через полимерный лист согласно настоящему изобретению составляет по меньшей мере 60%, по меньшей мере 70% или по меньшей мере 80%.
Адгезия при ударах (pummel adhesion) может быть измерена в соответствии со следующей методикой и там, где термин «удары (pummel)» упомянут в настоящем описании для определения адгезии полимерного листа к стеклу, для нанесения ударов используют следующую методику. Образцы двухслойного стеклянного ламината изготавливали в стандартных условиях автоклавного ламинирования. Ламинаты охлаждали приблизительно до -18°С (0°F) и колотили вручную молотком до раскалывания стекла. Затем удаляли все куски стекла, которые не прилипли к листу поливинилбутираля, после чего количество стекла, которое осталось прилипшим к листу поливинилбутираля, визуально сравнивали с набором стандартов. Стандарты соответствовали шкале, в которой различные количества осколков оставались прилипшими к листу поливинилбутираля. В частности, при стандарте ударов, равном нулю, на листе поливинилбутираля совсем не оставалось стекла. При стандарте ударов, равном десяти, на листе поливинилбутираля оставалось 100% прилипших стеклянных фрагментов. Для слоев из поливинилбутираля, предлагаемых согласно настоящему изобретению, значение адгезии при ударах может составлять, например, от 3 до 10.
«Показатель желтизны» полимерного листа может быть измерен в соответствии со следующей методикой: изготавливали прозрачные спрессованные диски из полимерного листа толщиной 1 см, имеющие, по существу, плоские и параллельные друг другу гладкие полимерные поверхности. Показатель желтизны измеряли в соответствии со стандартом ASTM, способ D 1925, "Standard Test Method for Yellowness Index of Plastics", no спектрофотометрическому пропусканию света в видимом спектре. Значения нормировали на толщину 1 см, используя измеренную толщину образцов. Для различных примеров реализации настоящего изобретения показатель желтизны полимерного листа мог составлять 12 или менее, 10 или менее или 8 или менее.
В соответствии с настоящим описанием температуру стеклования полимерных листов определяют посредством определения реологических свойств в условиях динамического сдвига с использованием следующей методики. Лист термопластического полимера формуют в виде дисков диаметром 25 миллиметров (мм). Испытуемый полимерный диск помещают между двумя фиксирующими параллельными пластинами диаметром 25 мм реологического динамического спектрометра "Rheometric Dynamic Spectrometer II" (поставляемого Rheometrics, Inc., Piscataway, New Jersey). Испытуемый диск из полимерного листа анализировали в условиях динамического сдвига на частоте колебаний 1 Гц при температуре, которую поднимали с -20°С до 70°С со скоростью 2°С/мин. Для определения температуры стеклования использовали положения максимума на построенном графике зависимости тангенса дельта (затухания) от температуры.
В соответствии с настоящим описанием традиционное ламинированное стекло изготавливают, ламинируя традиционный промежуточный слой, состоящий из незвукоизолирующего полимерного листа той же формы, что и промежуточный слой по настоящему изобретению, между двумя жесткими листами стекла. В соответствии с настоящим изобретением традиционное ламинированное стекло в настоящем описании называется «ламинированной панелью сравнения».
Улучшение звукоизоляции, используемое для характеристики стеклянных ламинатов, состоящих из промежуточных слоев, предлагаемых согласно настоящему изобретению, определяют в сравнении с ламинированной панелью сравнения, описанной в предыдущем разделе. В обычных ламинатах, включающих два внешних слоя стекла, «общая толщина стекла» является суммой толщин двух слоев стекла; в более сложных ламинатах, включающих три или более слоев стекла, общая толщина стекла является суммой толщин трех или более слоев стекла.
В соответствии с настоящим изобретением «частота совпадения» означает частоту, при которой панель проявляет минимум звукопоглощающей способности, благодаря «эффекту совпадения» (см. Lu, J. Windshields with new PVB interlayer for vehicle interior noise reduction and sound quality improvement - («ветровые стекла с новым промежуточным словем ПВБ для снижения шума в транспортном средстве и улучшения качества звука») SAE Paper # 2003-01-1587). Частота совпадения панели сравнения обычно находится в диапазоне от 2000 до 6000 Гц, и она может быть определена эмпирически при помощи монолитного стеклянного листа, толщина которого равна общей толщине стекла в панели сравнения, в соответствии с формулой:
в которой "d" представляет собой общую толщину стекла в миллиметрах, a "fc" выражена в Гц.
В соответствии с настоящим изобретением улучшение звукоизоляционных качеств может быть выражено через увеличение звукопоглощающей способности при частоте совпадения (частоте сравнения) панели сравнения.
«Звукопоглощающая способность» определяется для ламината по настоящему изобретению или традиционной панели сравнения фиксированных размеров в соответствии со стандартом ASTM E90 (95) при фиксированной температуре, равной 20°С.
Стеклянные ламинаты, включающие промежуточные слои согласно настоящему изобретению, могут быть изготовлены известными способами, например, способами, описанными в патентах США 5024895, 5091258, 5145744, 5189551, 5264058 и 5529654. Предпочтительное стекло представляет собой закаленное флоат-стекло, которое может быть тонированным, или на него может быть нанесено металлическое покрытие и/или покрытие из оксида металла, отражающее излучение определенных участков электромагнитного спектра, например инфракрасное излучение. Предпочтительные стеклянные ламинаты изготавливают из стекла толщиной не более 3,2 мм, предпочтительно тоньше, например не более 2,5 мм, и более предпочтительно, не более 2,3 мм. Стеклянный ламинат может включать стекло различной толщины, например 1,6 мм и 2,3 мм. В обычном способе изготовления ламинированного безосколочного стекла собирают конструкцию из трех слоев: стекла, полимерного промежуточного слоя и второго стекла, которую нагревают до температуры стекла, равной от 25°С до 50°С, а затем пропускают через пару зажимных валков для выдавливания захваченного воздуха. Затем отжатую конструкцию нагревают, например, под действием инфракрасного излучения или в конвекционной печи, до температуры, равной приблизительно от 60°С до 110°С, в течение небольшого промежутка времени, например, приблизительно от 1 до 5 минут. Нагретую конструкцию затем пропускают через вторую пару зажимных валков, а затем подвергают автоклавированию при температуре, равной приблизительно от 130°С до 150°С, и давлении от 1000 до 2000 кПа в течение приблизительно 30 минут. В соответствии с настоящим изобретением также могут быть применены неавтоклавные способы, описанные в патенте США 5536347.
ПРИМЕРЫ
Нижеследующие примеры предназначены для иллюстрации настоящего изобретения и никоим образом не ограничивают область, защищаемую настоящим изобретением. Ламинаты, используемые для иллюстрации изобретения, изготавливали, применяя следующие материалы:
3GEH: пластификатор - ди(2-этилгексаноат) триэтиленгликоля.
Стекло: отожженное флоат-стекло толщиной от 2,1 до 2,3 мм.
ПВБ: слой поливинилбутираля толщиной 0,38 мм (15 мил), не имеющий клиновидной формы, содержащий 18,7% гидроксильных групп и 38 ч./сто 3GEH, температура стеклования которого составляет 30°С.
С-ПВБ: слой традиционного поливинилбутираля клиновидной формы, содержащий 18,7% гидроксильных групп и 38 ч./сто 3GEH, температура стеклования которого составляет 30°С, толщина одного края листа составляет 0,76 мм (30 мил), а другого края листа - 1,14 мм (45 мил), при ширине листа 1000 мм.
А-ПВБ1: слой звукопоглощающего поливинилбутираля толщиной 0,5 мм (20 мил), не имеющий клиновидной формы, с низким содержанием (16%) гидроксильных групп, содержащий 50 ч./сто пластификатора 3GEH, температура стеклования которого составляет 18°С.
А-ПВБ2: слой звукопоглощающего поливинилбутираля клиновидной формы с низким содержанием (16%) гидроксильных групп, содержащий 50 ч./сто пластификатора 3GEH, температура стеклования которого составляет 18°С; толщина одного края листа составляет 1,0 мм, а другого края листа - 1,42 мм.
А-ПВБ3: трехслойный совместно экструдированный слой звукопоглощающего поливинилбутираля толщиной 0,80 мм, не имеющий клиновидной формы, включающий два внешних слоя, содержащих 38 ч./сто пластификатора 3GEH, температура стеклования которых составляет приблизительно 30°С, и внутренний слой толщиной 0,13 мм (5 мил) с низким содержанием (12%) гидроксильных групп, содержащий 75 ч./сто пластификатора 3GEH, температура стеклования которого составляет приблизительно 2°С.
Панели для акустических испытаний, включающие стекло и различные полимерные промежуточные слои, состояли из панелей размером 48×75 см, изготовленных из соответствующих компонентов, собранных, как указано в Таблицах 1-4. Пленку промежуточного слоя ПВБ выдерживали в увлажняющей камере до достижения заданного содержания влаги 0,43% и вручную накладывали на листы стекла, предварительно нагретые до 40°С. В случае панелей, содержащих многослойный промежуточный слой, отдельные слои укладывали на предварительно нагретое стекло в указанном порядке. Поверх уложенных в пачку листов промежуточного слоя укладывали второй лист стекла, предварительно нагретый до 40°С. Затем для деаэрации конструкции и прикрепления промежуточного слоя к поверхности стекла, панель подвергали прессованию, прокатывая через зажимные валки при давлении 40 psig (28123,2 Па). «Деаэрированную» панель помещали в печь, предварительно нагретую до 105°С, и выдерживали в течение 20 минут, а затем пропускали через зажимные валки второй раз для деаэрации и герметизации краев панели. Затем панель автоклавировали на воздухе (нагревали при повышенной температуре и давлении).
Настоящее изобретение предоставляет возможность изготовления клиновидных звукопоглощающих промежуточных слоев, уменьшающих прохождение звука через ветровое стекло.
Несмотря на то, что настоящее изобретение было описано при помощи определенных примеров реализации, специалисты в данной области техники должны понимать, что в данном изобретении могут быть сделаны различные изменения, и некоторые элементы изобретения могут быть замещены соответствующими эквивалентами, не выходящими за рамки настоящего изобретения. Кроме того, для применения изобретения к конкретным ситуациям или материалам в нем могут быть произведены различные модификации, не отступающие от существа настоящего изобретения. Таким образом, следует понимать, что изобретение не только не ограничено конкретными примерами реализации, рассмотренными в настоящем описании для иллюстрации наилучшего способа реализации настоящего изобретения, но и включает все примеры реализации, попадающие в область, защищаемую прилагаемой Формулой изобретения.
Также следует понимать, что любые диапазоны, значения или характеристики, указанные для каждого конкретного компонента настоящего изобретения, могут быть заменены там, где это возможно, другими диапазонами, значениями или характеристиками, указанными для других компонентов настоящего изобретения, в результате чего получают пример реализации с конкретными значениями для каждого компонента, подобно тому, как указано в настоящем описании. Например, может быть сформован полимерный лист, включающий клиновидные компоненты, параметры которых находятся, если это возможно, в любом из диапазонов, указанных в дополнение к любым диапазонам, указанным для пластификатора, в результате чего получают различные модификации изобретения, находящиеся в пределах области применения настоящего изобретения, полное перечисление которых было бы затруднительно.
Любые цифровые значения, указанные в Реферате или Формуле изобретения, даны исключительно для иллюстрации изобретения и не ограничивают область действия изобретения каким-либо одним примером его реализации, указанным любым конкретным значением.
Если не указано особо, чертежи показаны не в масштабе.
Содержание каждой ссылки, включая журнальные статьи, патенты, заявки и книги, полностью включено в настоящее описание по ссылке.
Реферат
Изобретение имеет отношение к промежуточному слою для ветрового стекла и способу его изготовления. Промежуточный слой включает полимерный лист из пластифицированного поливинилбутираля, содержащий 40-90 ч./сто пластификатора и имеющий температуру стеклования менее 25°С, при этом промежуточный слой имеет клиновидную форму и имеет первый край и второй край. Толщина первого края составляет по меньшей мере 0,38 мм, а толщина второго края превышает толщину первого края по меньшей мере на 0,13 мм. Лист улучшает звукоизоляцию по меньшей мере на 2 децибела по сравнению с эквивалентным полимерным листом, температура стеклования которого составляет от 30 до 33°С. Технический результат - изготовление промежуточного слоя для ветрового стекла для улучшения изоляционных характеристик панелей из многослойного стекла, обеспечивающих индикацию приборов на ветровом стекле. 3 н. и 29 з.п. ф-лы, 4 табл., 1 ил.
Формула
Документы, цитированные в отчёте о поиске
Слоистый материал
Термопластичный композиционный листовой материал, используемый в слоистых материалах, способ его изготовления и слоистый материал
Комментарии