Машина для производства бумажной трубки, способ производства бумажной трубки и бумажная трубка, произведенная этим способом - RU2611276C2
Код документа: RU2611276C2
Чертежи
Описание
Область изобретения
[0001] Настоящее изобретение относится к машине для производства бумажной трубки, которая непрерывно производит однослойные, перпендикулярно намотанные бумажные трубки из бумажного полотна из толстой бумаги, к способу производства трубок и к бумажной трубке, произведенной этим способом.
Уровень техники
[0002] Ингалятор аромата, описанный в патентном документе 1, приведенном ниже, например, содержит источник теплоты, расположенный на его дистальном конце, и аромат-генерирующий источник, расположенный после источника теплоты, при этом источник генерирует ароматические компоненты, используя теплоту от источника теплоты. Ингаляторы аромата такого типа дополнительно содержат бумажный элемент для поддержки или размещения в нем источника теплоты, аромат-генерирующего источника и т.д., и в патентном документе 1 в качестве бумажного элемента используется бумажная трубка. Ниже приведены два требования к такой бумажной трубке, используемой в качестве бумажного элемента.
[0003] Во-первых, бумажная трубка должна быть достаточно жесткой, чтобы не сминаться при удержании между пальцами пользователя.
Во-вторых, желательно, чтобы бумажная трубка содержала как можно меньше клея, поскольку клей, применяемый в производстве бумажных трубок, имеет свойство поглощать ароматические компоненты, генерируемые источником аромата.
[0004] Бумажные трубки грубо подразделяются на спиральные и перпендикулярно намотанные. Спиральную бумажную трубку формируют спирально, обматывая тонкое полотно бумаги вокруг внешней периферии оправки до заранее определенной толщины. В отличие от этого, перпендикулярно намотанные трубки формируют, обматывая бумажное полотно вокруг внешней периферии оправки в направлении, перпендикулярном оси оправки.
[0005] Перпендикулярно намотанные бумажные трубки далее подразделяются на многослойные трубки с бумажным полотном, намотанным в несколько слоев до заранее определенной толщины, и однослойные трубки, в которых бумажное полотно намотано в один слой. Однослойная перпендикулярно намотанная трубка имеет участок перекрывания, в котором края бумажного полотна перекрывают один другой и склеены друг с другом.
Публикации уровня техники
Патентная публикация
[0006] Патентный документ 1: JP 2010-535530 А
Сущность изобретения
Проблемы, решаемые изобретением
[0007] Спиральная бумажная трубка и многослойная перпендикулярно намотанная бумажная трубка имеют жесткость, которая позволяет использовать их в качестве бумажного элемента в ингаляторе аромата. Однако, поскольку такие бумажные трубки производят с нанесением клея на всю поверхность бумажного полотна, они содержат большое количество клея, который поглощает ароматические компоненты, и, следовательно, не подходят для использования в качестве трубчатого элемента ингалятора аромата.
[0008] С другой стороны, однослойные перпендикулярно намотанные бумажные трубки содержат клей только на участке наложения и подходят для использования в качестве трубчатых элементов ингалятора аромата по характеристикам сорбции ароматических компонентов. Однако однослойные перпендикулярно намотанные трубки из-за своей низкой жесткости по сравнению со спиральными бумажными трубками или многослойными перпендикулярно намотанными трубками не подходят для использования в качестве трубчатого элемента в ингаляторах аромата. Но повысить жесткость такой трубки может применение для производства однослойных перпендикулярно намотанных трубок толстого бумажного полотна.
[0009] Однако низкая гибкость твердой бумаги затрудняет изготовление перпендикулярно намотанных бумажных трубок малого диаметра, которые могли бы использоваться как трубчатый элемент в ингаляторе аромата. Более конкретно, бумажное полотно при намотке на оправку образует морщины и участок перекрывания бумажной трубки раскрывается из-за распрямляющей силы намотанного бумажного полотна после завершения намотки, поэтому стабильность производства перпендикулярно намотанной бумажной трубки не гарантирована. Более того, в отличие от спирально намотанной бумажной трубки, перпендикулярно намотанная бумажная трубка снимается с оправки каждый раз после ее изготовления, и не может производиться на оправке непрерывно.
[0010] Задача настоящего изобретения состоит в создании машины для производства бумажной трубки, которая может непрерывно производить тонкую однослойную перпендикулярно намотанную трубку, имеющую требуемую жесткость, с уменьшенным количеством используемого клея, создании способа изготовления бумажной трубки и бумажной трубки, изготовленной этим способом.
Средства решения проблемы
[0011] Указанная задача решается с помощью машины для изготовления бумажных трубок по изобретению. Эта машина для изготовления бумажных трубок снабжена: направляющей для направления подачи бумажного полотна, при этом бумажное полотно имеет множество канавок, проходящих вдоль направления подачи бумажного полотна и повышающих гибкость бумажного полотна; и устройство для сгибания бумажного полотна, расположенное на пути подачи бумажного полотна, причем гибочное устройство содержит: бесконечную гарнитурную ленту для транспортировки бумажного полотна вдоль пути подачи; участок формирования трубки для непрерывного преобразования бумажного полотна в полую цилиндрическую бумажную трубку с помощью гарнитурной ленты, в то же время поддерживая внутреннюю поверхность бумажного полотна в свободном состоянии во время подачи бумажного полотна, при этом бумажная трубка имеет участок перекрывания, на котором один боковой край бумажного полотна заходит на другой; и аппликатор для нанесения клея на один из двух боковых краев бумажного полотна до образования участка перекрывания для соединения боковых краев друг с другом на участке перекрывания.
[0012] В вышеописанной машине для изготовления бумажных трубок, даже когда бумажный материал, из которого образовано бумажное полотно, является толстым и жестким, множество канавок придают бумажному полотну требуемую мягкость. Поэтому, когда бумажное полотно проходит через участок формирования трубки, этот участок формирования трубки может непрерывно и стабильно преобразовывать бумажное полотно в бумажную трубку.
[0013] Поскольку такая бумажная трубка является однослойной перпендикулярно намотанной бумажной трубкой, два края бумажного полотна, из которого формируется трубка, соединены клеем только на участке перекрывания, и количество клея, необходимое для формирования трубки, невелико. Дополнительно, поскольку бумажный материал, из которого образована бумажное полотно, сам имеет высокую жесткость и, более того, бумажная трубка имеет замкнутую форму, это бумажная трубка обладает высокой жесткостью в обоих направлениях - радиальном и аксиальном, независимо от наличия или отсутствия канавок.
[0014] В частности, предпочтительно, бумажное полотно имеет базовый вес 100-300 г/м2, толщину 150-500 мкм и плотность 0,5 г/см3 или выше, а бумажная трубка может иметь диаметр, например, 5-8 мм.
Канавка может быть образована резанием или вдавливанием, и, в частности, канавка, образованная резанием, является предпочтительной, чтобы эффективно увеличить гибкость бумажного полотна. Более конкретно, в случае прорезанных канавок, такая канавка может иметь глубину от 60 до 90% от толщины бумажного полотна, а интервал между соседними канавками составляет около 2 мм или менее.
[0015] Машина для производства бумажных трубок дополнительно может быть снабжена: направляющей, расположенной перед направляющей подачи для направления имеющего форму полотна бумажного материала на направляющую подачи; и устройством для образования канавок, расположенным на направляющей для образования множества канавок на внутренней поверхности бумажного материала. В этом случае машина для формирования бумажных трубок использует бумажное полотно, имеющее множество канавок.
[0016] Вышеупомянутое устройство для образования канавок содержит: пару обрабатывающих канавки роликов, которые взаимодействуют друг с другом, зажимая бумажный материал в направляющей между ними, например, режущий ролик и принимающий ролик, если нужно образовать прорезанные канавки. Такой режущий ролик может иметь множество круглых режущих лезвий, расположенных в его аксиальном направлении, и эти круглые режущие лезвия вращаются вместе с режущим роликом для образования канавок в материале бумаги. Предпочтительно, угол режущей кромки таких круглых лезвий составляет, например, 14-30°.
[0017] Устройство для образования канавок дополнительно может содержать привод для вращения режущего ролика так, чтобы скорость периферии круглого режущего лезвия была равна скорости подачи бумажного материала. В этом случае, пока периферическая скорость круглого режущего лезвия и скорость подачи бумажного материала на режущий ролик равны, круглое режущее лезвие не оказывает сопротивления подаче бумажного материала. Поэтому круглые режущие лезвия могут стабильно выполнять канавки в бумажном материале.
[0018] Устройство для сгибания полотна дополнительно может содержать прижимной ролик, расположенный перед секцией формирования трубки, и прижимной ролик прижимает бумажное полотно к гарнитурной ленте. Такой прижимной ролик увеличивает силу трения между лентой и бумажным полотном и способствует транспортировке полотна лентой.
[0019] В этом случае, устройство для сгибания полотна дополнительно может содержать приводное средство для вращения прижимного ролика так, чтобы сделать периферическую скорость прижимного ролика равной скорости подачи бумажного полотна.
[0020] В частности, устройство для сгибания полотна дополнительно содержит: формующее основание, проходящее вдоль направления подачи бумажного полотна; и формующую канавку, выполненную в формующем основании для направления подачи бумажного полотна и ленты и преобразования бумажного полотна через ленту в U-образную форму до того, как бумажное полотно и лента пройдут сквозь секцию формирования трубки. В этом случае вышеописанный прижимной ролик расположен в формующей канавке и прижимает U-образное бумажное полотно через ленту к дну формующей канавки.
[0021] Что касается жесткости бумажного полотна вдоль направления подачи бумажного полотна, то жесткость полотна, которому придана U-образная форма, больше жесткости плоского бумажного полотна. Поэтому вышеуказанное расположение прижимного ролика, при котором прижимной ролик помогает перемещению бумажного полотна, жесткость которого увеличилась, подходит для стабилизации подачи бумажного полотна.
[0022] Кроме того, устройство для сгибания полотна дополнительно может содержать направляющую предварительного формования, расположенную перед секцией формирования трубки, для придания обоим краям бумажного полотна дугообразной формы. Такая направляющая предварительного формования равномерно оказывает сопротивление перемещению обоим краям бумажного полотна и в то же время предварительно сгибает их. Поэтому оба боковых края бумажного полотна могут проходить через секцию формирования трубки плавно и бумажное полотно легко и стабильно формируется в бумажную трубку.
[0023] С другой стороны, устройство для сгибания бумаги дополнительно содержит сушилку, расположенную после секции формирования трубки и предназначенную для сушки участка перекрывания бумажной трубки. Эта сушилка может содержать нагреватель, нагревающее ребро, образованное интегрально с нагревателем для прижимания к участку перекрывания, находясь с ним в скользящем контакте, и пару регулирующих направляющих для прижимания к обеим сторонам бумажной трубки через ленту, находясь в скользящем контакте с обеими боковыми поверхностями во время сушки участка перекрывания.
[0024] Такая пара регулирующих направляющих предотвращает расширение бумажной трубки в направлении ширины, даже когда к участку перекрывания прижато нагревающее ребро во время сушки этого участка перекрывания. Поэтому оба боковых края бумажного полотна успешно соединяются друг с другом с помощью клея без разделения этих двух краев на участке перекрывания.
Согласно настоящему изобретению также предлагается способ производства бумажных трубок и бумажная трубка, произведенная этим способом. Детали машины для производства бумажных трубок, способа производства и бумажной трубки будут приведены в нижеследующем описании.
Технический результат изобретения
[0025] Поскольку в машине для производства бумажных трубок и в способе производства бумажных трубок по изобретению используется бумажное полотно, в котором выполнено множество канавок, появляется возможность легко и непрерывно преобразовывать бумажное полотно в бумажную трубку, даже когда бумажный материал для формирования бумажных трубок является толстым и имеет высокую жесткость. В этом случае, поскольку бумажная трубка является однослойной перпендикулярно намотанной бумажной трубкой, количество используемого клея, необходимое для преобразования бумажной трубки, невелико, и поскольку жесткость самого бумажного материала высока, образованная бумажная трубка может иметь требуемую жесткость как в радиальном. так и в аксиальном направлении, независимо от наличия или отсутствия канавок.
Краткое описание чертежей
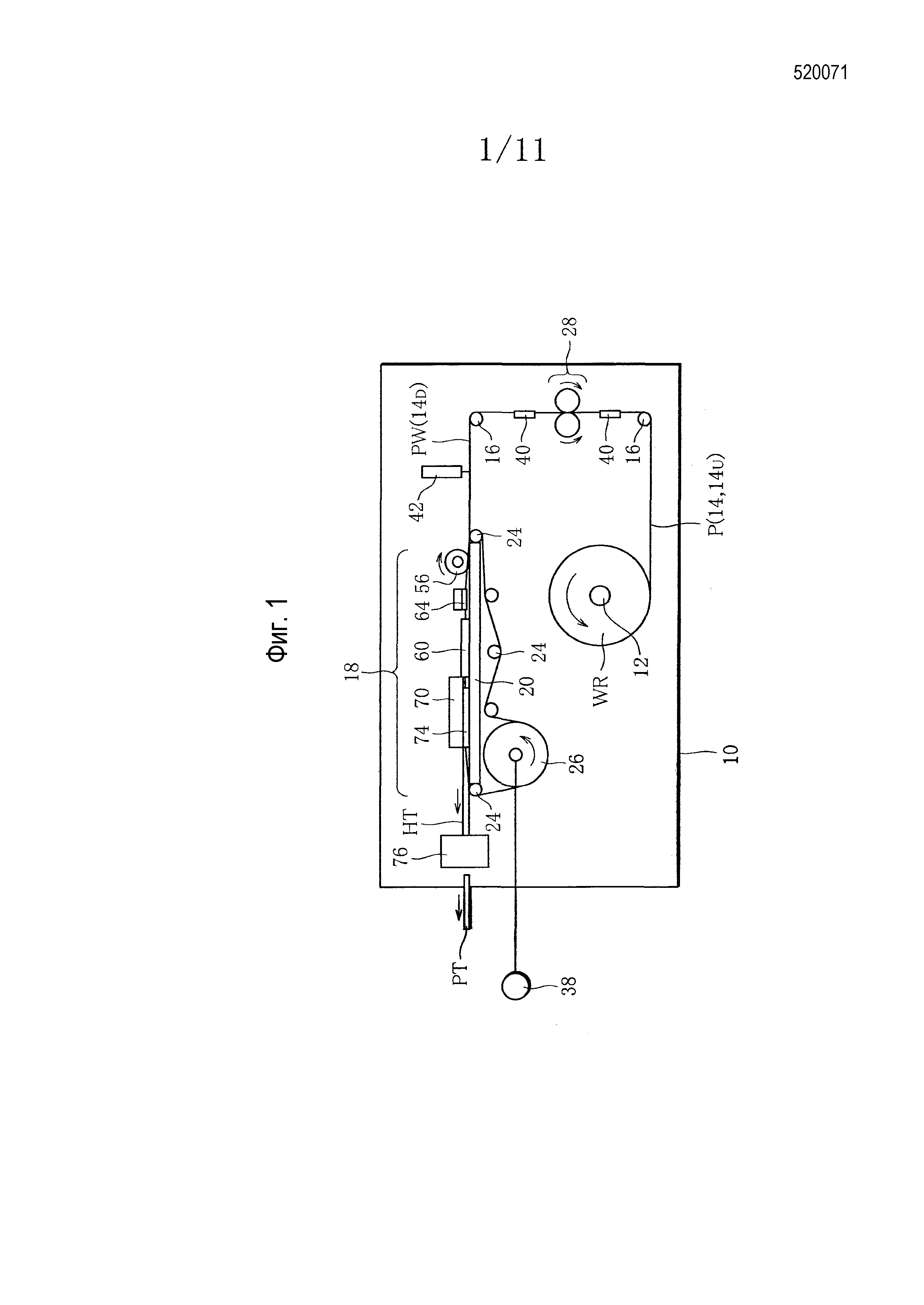
[0026] Фиг.1 - схема одного варианта машины для производства бумажных трубок.
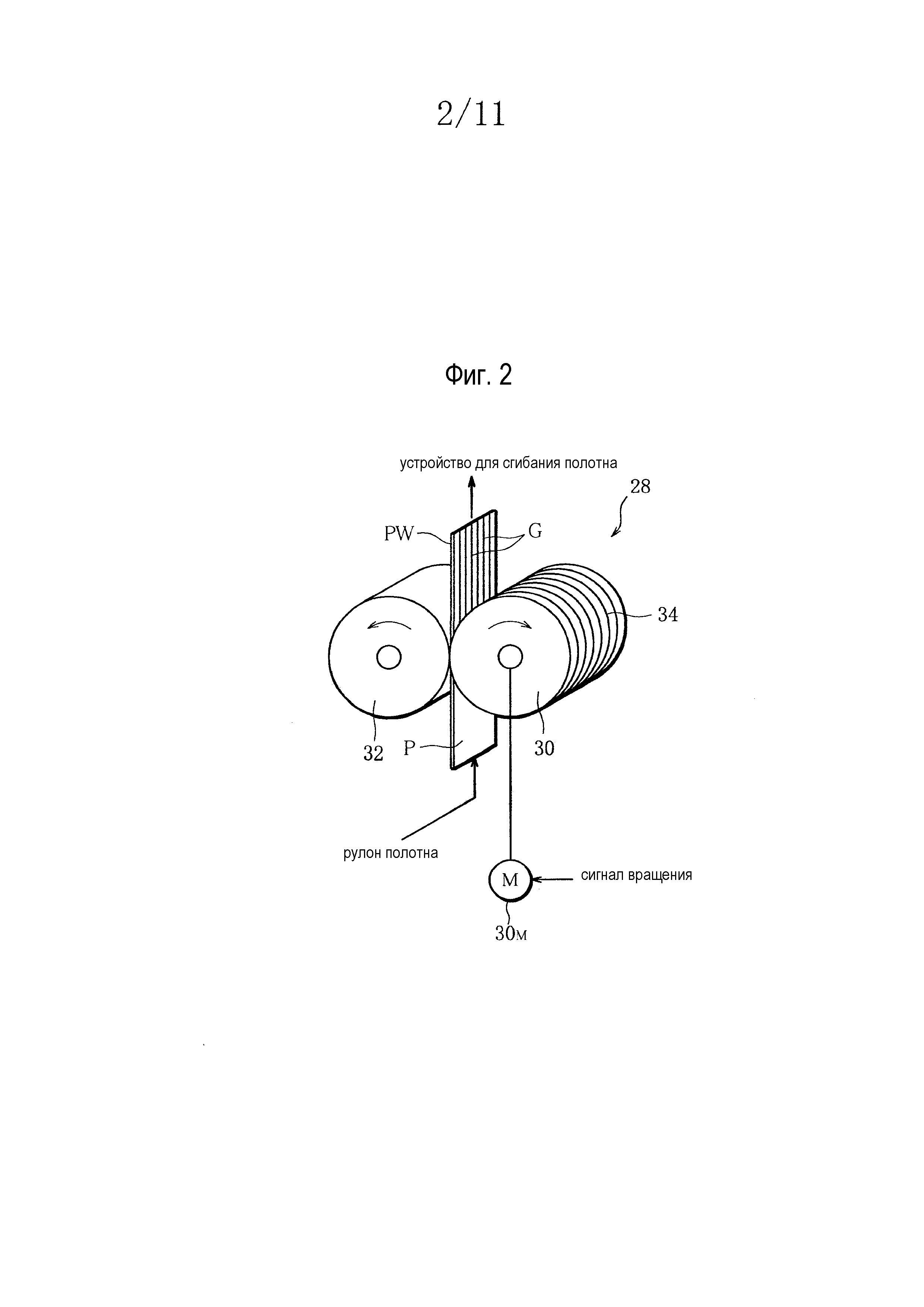
Фиг.2 - вид в перспективе, показывающий детали устройства для образования канавок по Фиг.1.
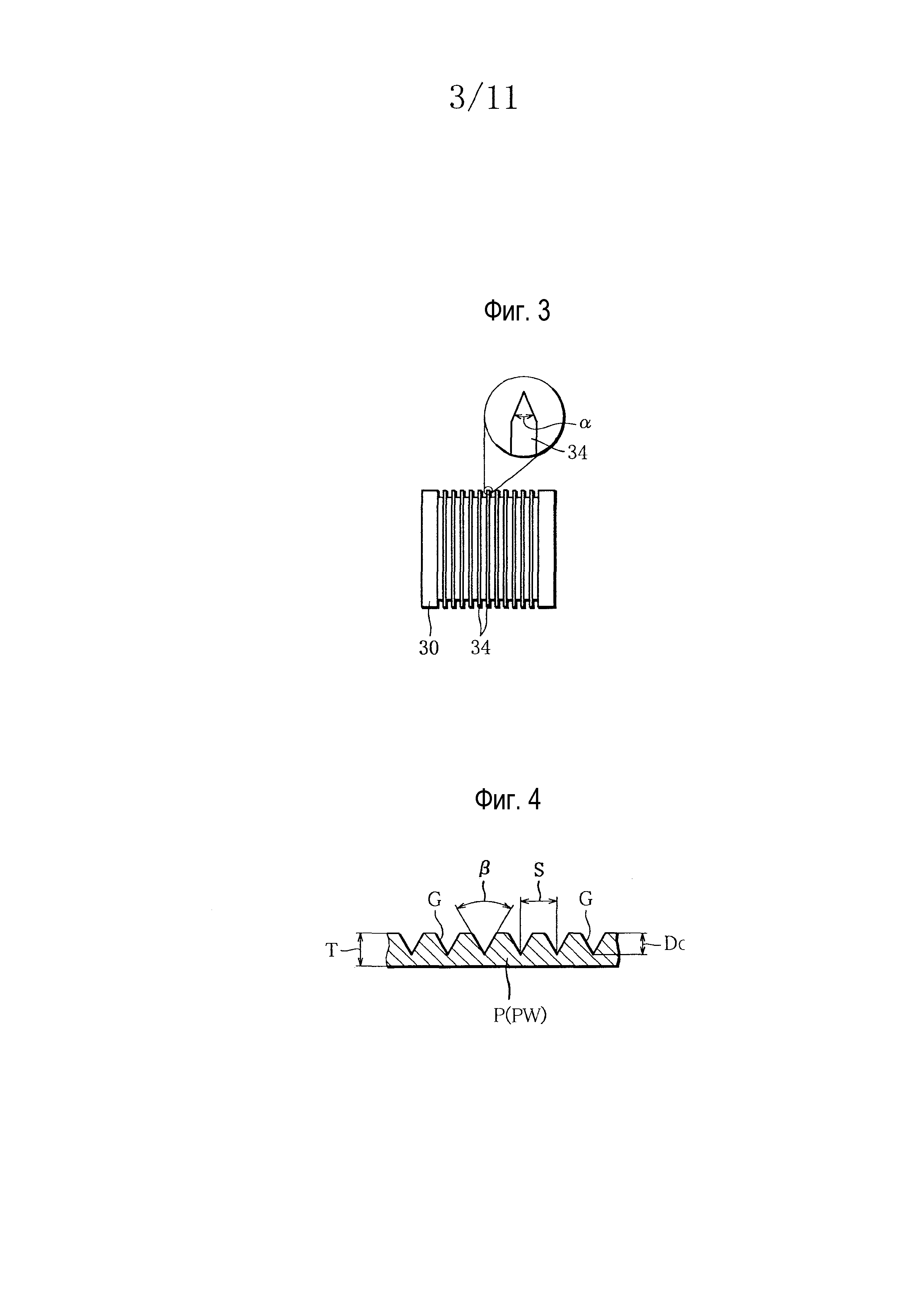
Фиг.3 - вид сбоку режущего ролика по Фиг.2.
Фиг.4 - вид в увеличенном масштабе, показывающий прорезанные канавки в материале бумаги.
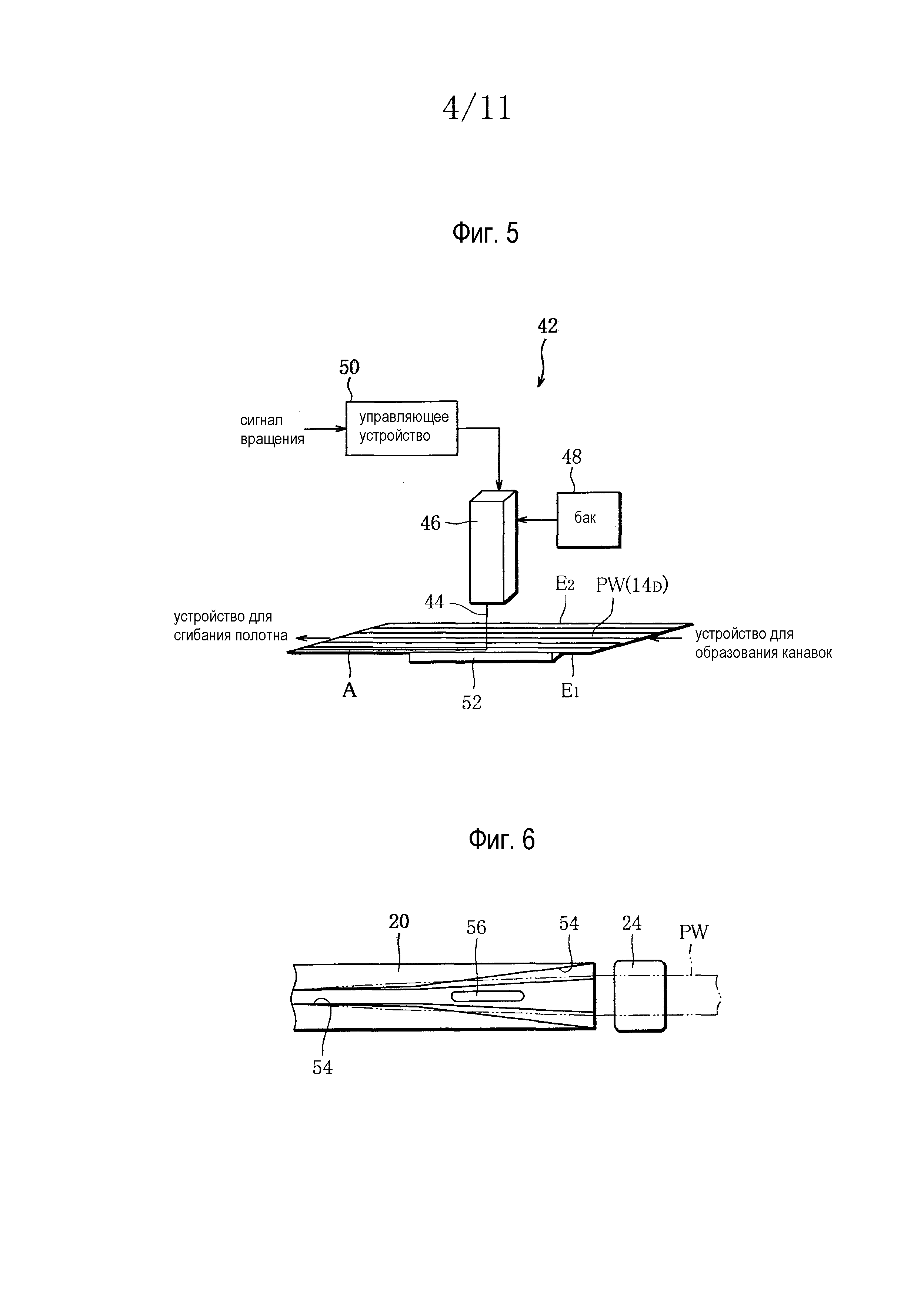
Фиг.5 - вид в перспективе, показывающий детали аппликатора по Фиг.1.
Фиг.6 - вид сверху, показывающий стартовый конец формующего основания.
Фиг.7 - вид сбоку формующего основания по Фиг.6.
Фиг.8 - вид спереди стартового конца формующего основания.
Фиг.9 - вид сверху секции формирования трубки.
Фиг.10 - вид сбоку секции формирования трубки от ее стартового конца.
Фиг.11 - вид, показывающий процесс сгибания бумажного полотна в секции формирования трубки.
Фиг.12 - вид спереди сушилки.
Фиг.13 - график, показывающий отношение между глубиной прорезанной канавки и радиальной прочностью бумажной трубки.
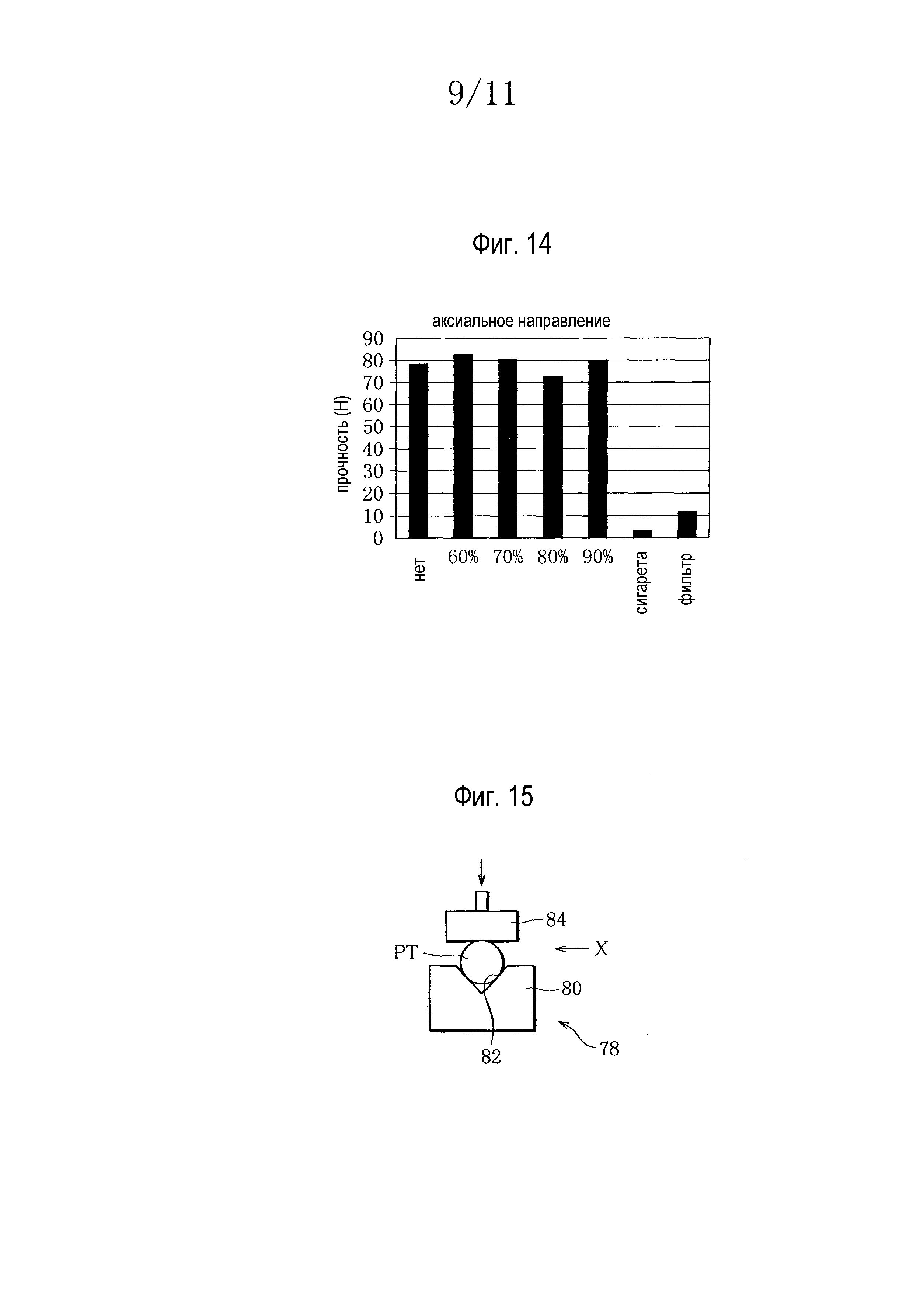
Фиг.14 - график, показывающий отношение между глубиной прорезанной канавки и аксиальной прочностью бумажной трубки.
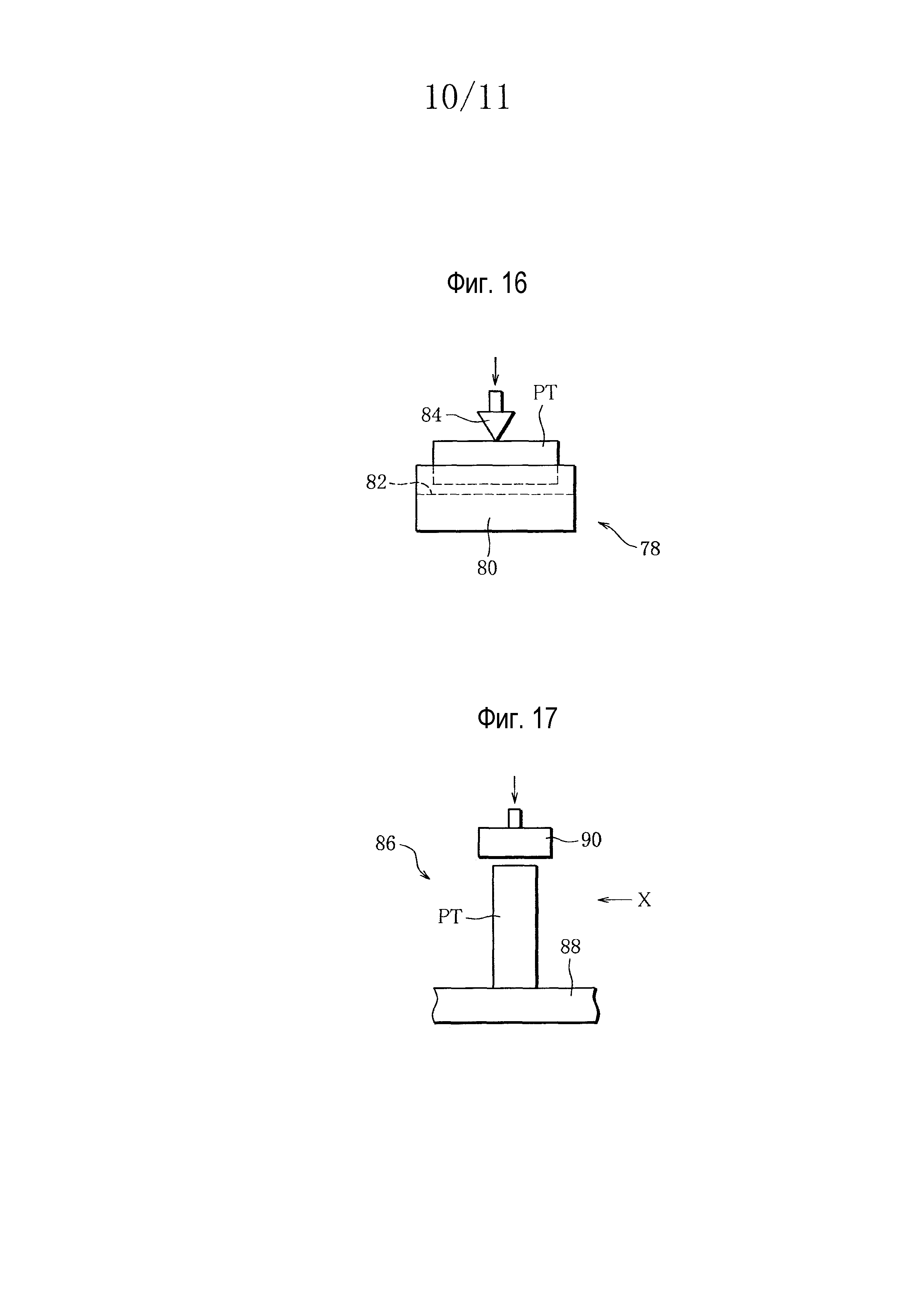
Фиг.15 - вид спереди прибора для определения радиальной прочности по Фиг.13.
Фиг.16 - вид сбоку прибора по Фиг.15.
Фиг.17 - вид спереди прибора для определения аксиальной прочности по Фиг.14.
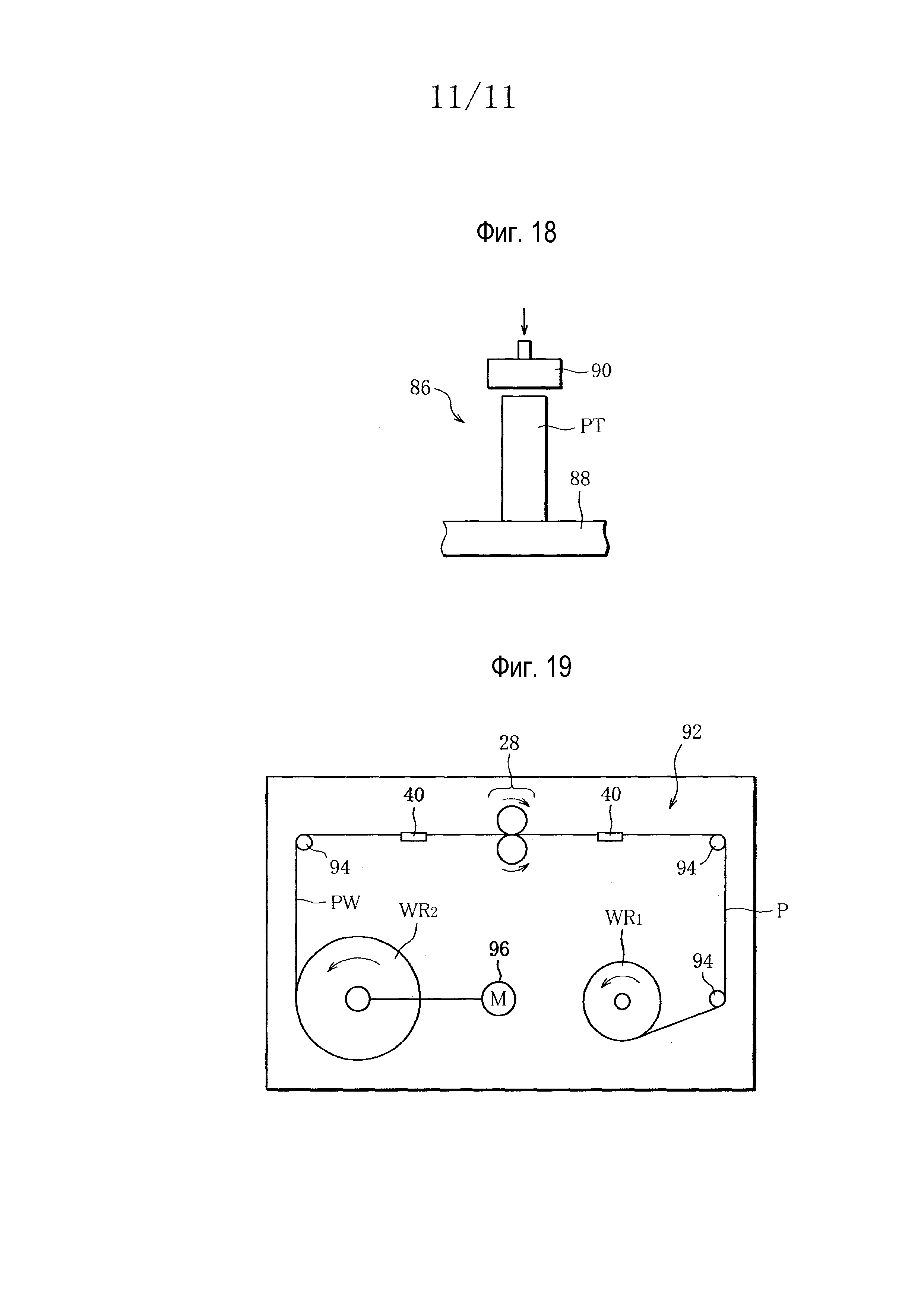
Фиг.18 - вид сбоку прибора по Фиг.17.
Фиг.19 - схематичный вид машины для производства полотна для преобразования бумажного полотна.
Подробное описание изобретения
[0027] На Фиг.1 показан вариант выполнения машины для производства бумажных трубок. При описании машины для производства бумажных трубок ниже также будет описан способ производства бумажных трубок. Машина для производства бумажных трубок содержит основную раму 10 и рулон WR полотна, намотанный с возможностью вращения на бобину 12 в нижней части рамы 10. На Фиг.1 держатель 12 бобины представлен лишь полым валом в его центре.
[0028] Рулон WR может подавать полотно бумажного материала Р по пути 14, и в этом варианте бумажный материал Р имеет увеличенную толщину и увеличенную жесткость по сравнению с сигаретной бумагой, используемой в производстве сигарет. В частности, бумажный материал Р имеет ширину около 16,7-28,1 мм, массу 100-300 г/м2, толщину 150-500 мкм и плотность 0,5 г/см3 или выше.
[0029] Путь 14 подачи образован множеством направляющих роликов 16 и соединяет рулон WR полотна с устройством 18 для сгибания полотна. Устройство 18 для сгибания полотна расположено над рулоном WR и поддерживается главной рамой 10. Поэтому, как показано на Фиг.1, путь 14 подачи проходит горизонтально от рулона WR полотна вправо, затем проходит вверх до опорной высоты устройства 18 для сгибания полотна, а затем проходит горизонтально налево для устройства 18 для сгибания полотна.
[0030] Устройство 18 для сгибания полотна содержит формующее основание 20, которое проходит горизонтально на опорной высоте. Часть бесконечного гарнитурной ленты 22 проходит над формующим основанием 20. Более конкретно, гарнитурный ремень 22 имеет подающую часть, проходящую горизонтально на формующем основании 20, и возвратную часть, расположенную за пределами формующего основания 20.
[0031] Возвратная часть гарнитурной ленты 22 направляется множеством направляющих роликов 24 и наматывается на приводной барабан 26 под заранее определенным углом намотки. Приводной барабан 26 соединен с выходным валом электродвигателя (не показан) и вращается с постоянной периферической скоростью под действием приводной силы электродвигателя. Вращение такого приводного барабана 26 заставляет подающую часть ленты 22 двигаться с постоянной скоростью справа налево, если смотреть на Фиг.1.
[0032] Тем временем бумажный материал Р подается с вышеописанного пути 14 подачи на подающую часть ленты 22 и ложится на ленту 22. Следовательно, бумажный материал Р движется вместе с подающей частью ленты 22 благодаря силе трения между лентой 22 и бумажным материалом Р и это перемещение приводит к подаче бумажного материала с рулона WR с постоянной скоростью. Вышеупомянутый держатель 12 бобины имеет встроенный тормоз (не показан), который создает натяжение бумажного материала Р заранее определенной величины.
[0033] Устройство 28 для образования канавок расположено на пути 14 подачи. Детали устройства 28 для образования канавок показаны на Фиг.2 и 3. Устройство 28 для образования канавок содержит режущий ролик 30 и приемный ролик 32. Режущий ролик 30 и приемный ролик 32 расположены так, чтобы зажимать между собой бумажный материал Р на пути 14 подачи, и установлены с возможностью вращения на раме 10.
[0034] Режущий ролик 30 имеет множество круглых режущих лезвий 34, выступающих из его внешней периферийной поверхности, и эти круглые режущие лезвия расположены с заранее определенными интервалами в аксиальном направлении режущего ролика 30. Круглые режущие лезвия 34 имеют острую режущую кромку и угол этой режущей кромки, а именно, угол α равен, например, 14-30°. Приемный ролик, наоборот, имеет гладкую внешнюю периферийную поверхность.
[0035] Когда бумажный материал Р проходит между режущим роликом 30 и приемным роликом 32, эти ролики 30 и 32 вращаются в противоположных направлениях и, как показано на Фиг.4, каждое из круглых режущих лезвий 34 формирует V-образную прорезанную канавку G на одной поверхности бумажного материала Р, и эти прорезанные канавки G имеют угол β раскрытия, соответствующий углу α режущей кромки. Поэтому бумажный материал Р после прохождения через устройство 28 для образования канавок становится бумажным полотном PW с множеством прорезанных канавок G.
[0036] Такое множество прорезанных канавок G непрерывно проходит в направлении подачи бумажного материала Р, а именно в продольном направлении бумажного материала Р, и повышает гибкость бумажного полотна PW. В этом варианте прорезанные канавки G образованы на внутренней поверхности бумажного материала Р, которая обращена вверх, когда бумажное полотно PW ложится на гарнитурную ленту 22, хотя эти канавки могут быть выполнены и на внешней поверхности бумажного материала Р, обращенной к гарнитурной ленте 22. Однако, когда прорезанные канавки G образованы на внутренней поверхности бумажного материала Р, как будет показано ниже, эти прорезанные канавки G деформируются так, чтобы две противоположные внутренние поверхности прорезанной канавки G сходились или входили в контакт друг с другом, когда из бумажного полотна PW формируют бумажную трубку. Поэтому такая бумажная трубка может иметь более высокую жесткость по сравнению с бумажной трубкой, изготовленной из бумажного полотна, в котором канавки G прорезаны на внешней поверхности бумажного материала Р.
[0037] В частности, каждая прорезанная канавка G имеет глубину DG, равную от 60% до 90% от толщины Т бумажного материала Р, и интервал S между соседними прорезанными канавками равен 2 мм или менее. Интервал S определяется по интервалу между соседними круглыми режущими лезвиями 34, а глубина DG определяется зазором между режущей кромкой круглого режущего лезвия 34 и внешней периферийной поверхностью приемного ролика 32. В этом варианте этот зазор является регулируемым.
[0038] Как описано выше, режущий ролик 30 и приемный ролик 32 также могут образовать множество прорезанных канавок G в бумажном материале Р просто за счет установки с возможностью вращения на основной раме 10. Однако с точки зрения снятия нагрузки с бумажного полотна PW и гарантирования стабильного выполнения прорезанных канавок G, предпочтительно, чтобы режущий ролик 30 принудительно вращался в направлении подачи бумажного полотна PW, и чтобы периферическая скорость режущей кромки круглого режущего лезвия 34 была равна скорости подачи бумажного материала Р. Дополнительно, просто для облегчения выполнения прорезанных канавок G можно задать разницу между периферической скорость режущего ролика 30 и скоростью подачи бумажного полотна PW, или направление вращения режущего ролика 30 можно задать противоположным направлению подачи бумажного полотна PW.
[0039] Для этой цели, как показано на Фиг.2, вал режущего ролика 30 соединен с приводом, а именно, электродвигателем 30М. С другой стороны, этот электродвигатель 30М электрически соединен с круговым датчиком 38 положения вала, а этот круговой датчик 38 положения вала установлен на валу приводного барабана 26, описанного выше.
[0040] Круговой датчик 38 положения вала посылает сигнал вращения, указывающий на периферическую скорость приводного барабана 26, на электродвигатель 30М, и на основе этого сигнала электродвигатель 30М вращает режущий ролик 30 так, чтобы периферическая скорость режущей кромки круглого режущего лезвия 34 была равна периферической скорости приводного барабана 26, то есть скорости подачи бумажного материала Р.
[0041] Как следует из вышеприведенного описания, бумажный материал Р после прохождения через устройство 28 для образования канавок становится бумажным полотном PW с множеством прорезанных канавок G. То есть, в этом варианте, вышеописанный путь 14 подачи делится устройством 28 для образования канавок на передний участок и задний участок, при это передний участок образует направляющий путь 14U для направления бумажного материала Р, а задний участок образует путь 14D подачи для подачи бумажного полотна PW к устройству 18 для сгибания полотна.
[0042] Кроме того, как показано на Фиг.1, непосредственно перед и после устройства 28 для образования канавок установлены направляющие 40. Эти направляющие 40 направляют перемещение бумажного материала Р и бумажного полотна PW и повышают стабильность выполнения вышеописанных прорезанных канавок G.
[0043] Устройство 18 для сгибания полотна дополнительно содержит аппликатор 42 клея, расположенный на пути 14D подачи; детали этого аппликатора показаны на Фиг.5. Аппликатор 42 содержит форсунку 44, расположенную непосредственно над бумажным полотном PW на пути 14D подачи и обращенную вниз. В частности, в этом варианте форсунка 44 расположена непосредственно над одним из двух краев Е1 и Е2 бумажного полотна PW, то есть над краем Е1, расположенным на ближней стороне, если смотреть на Фиг.5.
[0044] Форсунка 44 соединена с электрическим насосом 46, а электрический насос 46 соединен с баком 48 для клея. Электрический насос 46 засасывает клей из бака 48 и подает его на форсунку 44, а форсунка 44 выводит клей на бумажное полотно PW и непрерывно наносит клей на боковую кромку Е1 бумажного полотна PW.
[0045] Следовательно, бумажное полотно PW, прошедшее форсунку 44, имеет слой А клея, проходящий вдоль бокового края Е1. Ширина слоя А клея составляет, например, 1-3 мм. Предпочтительно, такой слой А клея формируется постоянным количеством клея на единицу длины.
[0046] Для этой цели электрический насос 46 электрически соединен с контроллером 50, который управляет количеством клея, выходящим из форсунки 44. Этот контроллер 50 принимает сигнал вращения от вышеупомянутого кругового датчика 38 положения вала и выдает сигнал количества наносимого клея, который пропорционален скорости подачи бумажного полотна PW, на электрический насос 46. Электрический насос приводится в действие в соответствии с сигналом количества наносимого клея и форсунка 44 выдает клей в количестве, соответствующем скорости подачи бумажного полотна PW.
[0047] Кроме того, аппликатор 42 дополнительно содержит опору 52, расположенную непосредственно под путем 14D подачи. Эта опора 52 направляет перемещение бумажного полотна PW и поддерживает постоянную аэродинамическую силу между боковым краем Е бумажного полотна PW и форсункой 44. В этом варианте в качестве клея применяется клей, подходящий для применения в пищевой промышленности. Например, клей выбирают из группы, содержащей КМЦ-Na, винилацетат, этиленвинилацетат, пуллулан и пектин.
[0048] На Фиг.6 представлен вид сверху, показывающий стартовый конец вышеуказанного формующего основания 20.
В верхней поверхности формующего основания 20 выполнена формующая канавка 54, проходящая вдоль всей длины формующего основания 20 и открывающаяся в форме веера на стартовом конце формующего основания 20. Более конкретно, формующая канавка 54 постепенно уменьшается по ширине от стартового конца к заднему концу формующего основания 20 и на своей длине, кроме стартового конца формующего основания, имеет постоянную ширину.
[0049] Вышеописанная формующая канавка 54 направляет перемещение гарнитурной ленты 22 и бумажного полотна PW. Поэтому, когда эта гарнитурная лента 22 и бумажное полотно PW входят внутрь формующей канавки 54, как показано на Фиг.7, эта гарнитурная лента и бумажное полотно PW направляются формующей канавкой 45 и принимают U-образную форму в поперечном сечении.
[0050] Устройство 18 для сгибания полотна дополнительно содержит прижимной ролик 56. Этот прижимной ролик 56 установлен с возможностью вращения на стартовом конце формующего основания 20. Нижняя часть прижимного ролика 26 вместе с гарнитурной лентой 22 прижимают бумажное полотно PW, которое находится в процессе преобразования в U-образную форму, к гарнитурной ленте 22, а именно ко дну формующей канавки 54.
[0051] Такой прижимной ролик 56 служит для увеличения силы трения между бумажным полотном PW и гарнитурной лентой и позволяет бумажному полотну PW двигаться вместе с этой гарнитурной лентой 22. Поэтому для дополнительного увеличения силы трения внешняя периферийная поверхность прижимного ролика 56 предпочтительно покрыта фрикционным слоем 58, как показано на Фиг.8, и фрикционный слой 57 может быть образован, например, из упругого материала, такого как каучук.
[0052] Когда бумажное полотно PW и гарнитурная лента проходят через прижимной ролик 56, прижимной ролик 56 вращается под действием подачи бумажного полотна PW. Однако для обеспечения стабильного подачи бумажного полотна PW предпочтительно прижимной ролик принудительно приводится во вращение с периферической скоростью, равной скорости подачи бумажного полотна PW. Для этого ось прижимного ролика соединена с приводом, а именно с электродвигателем 56М, и этот электродвигатель 56М вращает прижимной ролик на основе вышеупомянутого сигнала вращения.
[0053] Вышеописанный прижимной ролик 56 также может быть расположен так, чтобы взаимодействовать с направляющим роликом 24 и зажимать между ними бумажное полотно PW и гарнитурную ленту рядом со стартовым концом формующего основания 20. Однако, когда основным учитываемым параметром является жесткость бумажного полотна PW в направлении ее подачи, эта жесткость бумажного полотна PW выше, когда ей придана U-образная форма, чем когда она остается плоской. Поэтому прижимной ролик 56, расположенный в формующей канавке 54, может передавать на бумажное полотно PW более высокую подающую силу, не вызывая нежелательных деформаций этого бумажного полотна PW.
[0054] Вышеописанное устройство 18 для сгибания полотна дополнительно содержит участок 60 формирования трубки, который расположен после прижимного ролика 56 непосредственно над формующим основанием 20. На фиг.9 приведен вид сверху участка 60 формирования трубки.
[0055] Как показано на Фиг.9, участок 60 формирования трубки содержит первую формующую направляющую 62 и вторую формующую направляющую 64, и эти первая и вторая формующие направляющие 62 и 64 проходят вдоль направления подачи бумажного полотна PW. Более конкретно, первая формующая направляющая 62 расположена на дальней стороне формующего основания 20, а именно на стороне бокового края Е2 бумажного полотна PW, а вторая формующая направляющая 64 расположена непосредственно после первой формующей направляющей 62 в направлении подачи бумажного полотна PW на стороне бокового края Е1 бумажного полотна PW.
[0056] Как показано на Фиг.10, первая и вторая формующие направляющие 62, 64 имеют потолочные поверхности 62с, 64с, соответственно, обращенные к формующей канавке 54, и эти потолочные поверхности 62с и 64с имеют форму дуги длиной около четверти окружности. Эти потолочные поверхности 62с и 64с раскрыты более широко на стартовом конце соответствующей формующей направляющей, и постепенно сужаются в форму дуги от стартового конца к выходному концу формующей направляющей.
[0057] Когда бумажное полотно PW, уже согнутое в U-образную форму, проходит через участок 60 формирования трубки, боковая поверхность S2 бумажного полотна PW на краю Е2 входит в первую формующую направляющую 62 вместе с гарнитурной лентой 22, и эта боковая поверхность S2 посредством гарнитурной ленты 22 направляется потолочной поверхностью 62с и сгибается в дугообразную форму. Затем, боковая поверхность S1 края Е1 входит во вторую формующую направляющую 64 вместе с гарнитурной лентой 22, и эта боковая поверхность S1 направляется посредством гарнитурной ленты 22 потолочной поверхностью 64с и сгибается в дугообразную форму.
[0058] Процесс сгибания боковых поверхностей S2 и S1, описанный выше, выполняется последовательно по мере подачи U-образного бумажного полотна PW. На Фиг.11 показано, как боковая поверхность S1 сгибается после боковой поверхности S2.
Когда процесс сгибания боковой поверхности S1 завершен, боковой край Е1 боковой поверхности S1 накладывается на боковой край Е2 боковой поверхности S2, которая согнута в дугообразную форму, и эти боковые края Е1 и Е2 образуют участок перекрывания L. Как описано выше, поскольку на боковом краю Е1 уже был образован слой А клея (см. Фиг.5), края Е1 и Е2, образующие участок перекрывания L, соединяются друг с другом слоем А клея.
[0059] В это время бумажное полотно PW формируется в полую трубку НТ диаметром 5-8 мм, и эта полая трубка НТ непрерывно выводится из секции 60 формирования трубки. Как показано в вышеприведенном описании, секция 60 формирования трубки в основном аналогична по структуре секции формирования стержня в машине для производства сигаретных или фильтровых стержней.
[0060] С другой стороны, как показано на Фиг.9, непосредственно перед секцией 66 формирования трубки расположена направляющая 66 предварительного формования, которая имеет форму, например, разрезанной вдоль сужающейся трубки и имеет полукруглую потолочную поверхность 66с, обращенную к формующей канавке 54. Потолочная поверхность 66с раскрыта более широко на стартовом конце направляющей 66 предварительного формования и сужается до полукруглой формы в направлении выходного конца направляющей 66 предварительного формования.
[0061] Когда бумажное полотно PW, согнутое в U-образную форму, транспортируется гарнитурной лентой 22 и проходит через направляющую 66 предварительного формования, и боковая поверхность S1, и боковая поверхность S2 бумажного полотна PW входят в направляющую 66 предварительного формования и одновременно сгибаются в дугу потолочной поверхностью 66с направляющей 66 предварительного формования.
[0062] Таким образом направляющая 66 предварительного формования сгибает боковые поверхности S1 и S2 бумажной ленты PW перед секцией 60 формирования трубки и оказывает сопротивление перемещению через гарнитурную ленту 22 каждой из боковых поверхностей S1 и S2. Следовательно, даже когда после направляющей 66 предварительного формования боковая поверхность S2 бумажного полотна PW входит в первую формующую направляющую 62 секции 60 формирования трубки, и сопротивление перемещению создается для одной стороны бумажного полотна PW через эту боковую поверхность S2, перемещение бумажного полотна PW продолжает оставаться стабильным.
[0063] Далее, поскольку направляющая 66 предварительного формования предварительно сгибает боковые поверхности S1 и S2 бумажного полотна PW, эти боковые поверхности S1 и S2 входят в секцию 60 формирования трубки более плавно.
С другой стороны, когда вышеописанный прижимной ролик 56 приводится во вращение электродвигателем 56М, этот прижимной ролик 56 принудительно подает бумажное полотно PW к секции 60 формирования трубки. В результате прижимной ролик 56 и направляющая 66 предварительного формования работают совместно или индивидуально, чтобы боковая поверхность S2 бумажного полотна PW плавно входила в первую формующую направляющую 62, и направляющая 66 предварительного формования служит для стабилизации формирования вышеописанной полой трубки НТ.
[0064] Как показано на Фиг.12, сразу после вышеописанной секции 60 формирования трубки находится сушилка 68. Сушилка 68 содержит электрический нагреватель 70, имеющий форму блока. Нагреватель 70 расположен непосредственно над формующей канавкой 54 и проходит вдоль направления подачи бумажного полотна PW. Нагревательное ребро 72 интегрально выступает от нижней поверхности нагревателя 70, и это нагревательное ребро 72 также проходит в направлении подачи бумажного полотна PW.
[0065] Участок перекрывания L полой трубки НТ, выходящий из секции 60 формирования трубки, прессуется нагревательным ребром 72 и, одновременно, находится в скользящем контакте с нагревательным ребром 72. Поэтому участок перекрывания L нагревается нагревательным ребром 72 и высыхает, и, следовательно, края Е1 и Е2, образующие участок перекрывания, прочно соединяются друг с другом.
[0066] Кроме того, по обе стороны от нагревателя 70 находятся регулирующие направляющие 74, проходящие в направлении подачи бумажного полотна PW. Полая трубка НТ, выходящая из секции 60 формирования трубки, зажимается с обеих сторон между регулирующими направляющими 74 и находится в скользящем контакте с ними.
[0067] Когда нагревательное ребро 72 прижимается к участку перекрывания L регулирующие направляющие 74 предотвращают расхождение трубки в направлении ширины. Поэтому во время сушки участка перекрывания L, перекрывающиеся края Е1 и Е2, образующие участок перекрывания, не отделяются друг от друга и эти края Е1 и Е2 надежно соединяются друг с другом.
[0068] В частности, когда базовый вес, толщина и скорость подачи бумажного полотна PW, и количество наносимого клея в слое А соответственно составляют 200 г/м2, 250 мкм, 2 м/мин (33,3 мм/с) и 5-10 мг/м, температура нагрева нагревателя 70 для сушки участка перекрывания L составляла около 170°С, хотя эта температура зависит от типа клея.
[0069] Этап сушки клея в участке перекрывания L определяется температурой нагревания и временем нагревания клея. Так, температура НТ (°С) нагревания определяется по следующей формуле, где С - константа, определенная экспериментально, V - скорость подачи бумажного полотна PW (мм/с), а LH - длина нагревателя 70 (мм):
НТ=(С×V)/LH
В этом варианте длина нагревателя равна 70 мм.
[0070] Для стабильной сушки участка перекрывания L с учетом разницы в типе бумажного полотна PW, а именно в материале Р бумаги, и клее желательно задавать температуру нагревателя 70 более высокой, чем температура, полученная по вышеприведенной формуле.
[0071] Как показано на Фиг.1, после устройства 18 для сгибания полотна установлено отрезное устройство 76. Полая трубка НТ, прошедшая через устройство 18 для сгибания полотна, проходит через отрезное устройство, в котором она разрезается на отрезки заранее определенной длины, и в это время формируются индивидуальные бумажные трубки РТ.
[0072] В Таблице 1, приведенной ниже, показано отношение между глубиной прорезанных канавок G в бумажном полотне PW и морщинами на внешней периферийной поверхности образованных бумажных трубок РЕ. Здесь бумажное полотно PW бумажной трубки РТ имеет базовый вес 200 г/м2, толщину 250 мкм, плотность 0,82 г/м3, а диаметр бумажной трубки равен 7,2 мм.
[0073] Как следует из Таблицы 1, когда на бумажном полотне PW образованы прорезанные канавки G глубиной от 60% до 90% ее толщины, на внешней периферийной поверхности бумажной трубки РТ морщины не образуются и бумажная трубка РТ имеет гладкую внешнюю периферийную поверхность. Глубина DG, равная 0%, означает отсутствие прорезанных канавок G в бумажном полотне PW.
[0074] Морщины на бумажной трубке РТ могут образовываться в процессе формирования, особенно в процессе прохождения U-образного бумажного полотна PW через секцию 60 формирования трубки. То есть, когда гибкость боковых поверхностей S1 и S2 в бумажном полотне PW невелика, эти боковые поверхности S1 и S2 не могут плавно войти в первую и вторую формующие направляющие 62 и 64 и коробятся на входе в эти формующие направляющие 62 и 64.
[0075] На Фиг.13 показано отношение между глубиной прорезанных канавок G и радиальной прочностью бумажной трубки РТ, а на Фиг.14 показано отношение между глубиной прорезанных канавок G и аксиальной прочностью бумажной трубки РТ. На Фиг.13 и 14 также показаны прочность сигареты и сигаретного фильтра.
[0076] Результаты на Фиг.13 были получены на первом тестовом устройстве 78, показанном на Фиг.15 и 16. Это первое тестовое устройство содержит опору 80, в верхней поверхности которой выполнена V-образная канавка 82. Испытываемая бумажная трубка удерживалась в горизонтальной ориентации в V-образной канавке 82. Первое тестовое устройство 78 дополнительно содержит толкатель 84, находящийся над опорой 80, и способный перемещаться вверх и вниз.
[0077] Толкатель 84 опускается к бумажной трубке РТ, лежащей на опоре 80, и толкает внешнюю периферийную поверхность бумажной трубки РТ на заранее определенное расстояние в радиальном направлении бумажной трубки РТ. В это время первое тестовое устройство 78 измеряет реактивную силу, действующую на толкатель 84 и создаваемую бумажной трубкой РТ, и эта величина принимается за радиальную прочность бумажной трубки РТ. Радиальная прочность сигареты и фильтра также измерялись таким же способом, что и для бумажной трубки РТ.
[0078] Результаты на Фиг.14 были получены аксиальным тестовым устройством 86, которое показано на Фиг.17 и 18. Тестовое устройство 86 содержит плоское основание 88, и испытываемая бумажная трубка РТ устанавливается на плоское основание 88 в вертикальной ориентации. Тестовое устройство 86 также имеет толкатель 90, способный перемещаться вверх и вниз.
[0079] Толкатель 90 сверху опускают к верхнему концу бумажной трубки РТ, и толкают верхний конец бумажной трубки РТ на заранее определенное расстояние в аксиальном направлении бумажной трубки РТ. В это время тестовое устройство 86 измеряет реактивную силу, создаваемую бумажной трубкой РТ и действующую на толкатель 90. Аксиальная прочность сигареты и фильтра измерялись тем же способом, что и для бумажной трубки РТ.
[0080] Как следует из Фиг.13, показывающей радиальную прочность бумажной трубки РТ, радиальная прочность бумажной трубки РТ, имеющей прорезанные канавки G ниже, чем радиальная прочность бумажной трубки РТ без таких канавок. Однако разница в прочности невелика. Дополнительно, прочность бумажной трубки РТ с прорезанными канавками G существенно выше прочности сигареты или фильтра. Это значит, что бумажная трубка РТ имеет достаточную жесткость, чтобы не сминаться, когда она легко зажата между пальцами пользователя.
[0081] С другой стороны, как следует из Фиг.14, в отношении аксиальной прочности бумажной трубки, разница между аксиальной прочностью бумажной трубки РТ с канавками G и без канавок почти отсутствует. Кроме того, аксиальная прочность бумажной трубки РТ существенно выше прочности сигареты или фильтра.
[0082] Эти результаты доказывают, что бумажная трубка РТ с прорезанными канавками G имеет достаточную жесткость и в радиальном, и в аксиальном направлениях и, в то же время, как описано выше, может непрерывно производиться вышеописанной машиной для производства бумажных трубок без образования морщин на их внешней периферийной поверхности. Таким образом, бумажная трубка РТ по этому варианту подходит для использования в качестве трубчатого элемента вышеописанного ингалятора аромата.
[0083] Настоящее изобретение не ограничивается машиной для производства бумажных трубок по вышеописанному варианту или вышеописанным способом, который применяется в этой машине.
Например, хотя вышеописанная машина для производства бумажных трубок формирует бумажное полотно PW на пути 14 подачи, это бумажное полотно PW может быть образовано отдельно от машины для производства бумажных трубок. На Фиг.19 показан один пример машины для производства полотна.
[0084] Для описания машины для производства полотна компоненты, выполняющие те же функции, что и в машине для производства бумажных трубок, будут обозначены теми же позициями, и их описание опускается.
Как показано на Фиг.19, машина для производства полотна содержит рулон WR1 полотна бумажного материала Р, и рулон WR1 соединен с держателем 12 бобины через путь 92 подачи. Путь 92 подачи образован множеством направляющих роликов 94.
[0085] Держатель 12 бобины соединен с электродвигателем 96, и электродвигатель 96 вращается так, чтобы перемещение бумажного материала Р (бумажного полотна WR) было постоянным. Когда этот держатель 12 бобины вращается, бумажный материал Р подается с рулона WR1. Поданный бумажный материал Р движется по пути 92 и наматывается на держатель бобины 12.
[0086] Устройство 28 образования канавок, описанное выше, расположено на пути 92 подачи. Когда бумажный материал Р проходит через устройство 28 образования канавок, это устройство 28, как описано выше, формирует множество прорезанных канавок G в бумажном материале Р и формирует из него бумажное полотно PW. Бумажное полотно PW наматывается на держатель 12 бобины, и, таким образом, формируется рулон WR2 бумажного полотна PW. Такой рулон WR2 устанавливают в машину для производства бумажных трубок по Фиг.1 и используют для производства бумажных трубок РТ. В этом случае нет необходимости упоминать, что из машины для производства бумажных трубок устройство 28 для образования канавок удалено.
[0087] В заключение следует отметить, что числовые значения, характеризующие вышеописанный бумажный материал Р и бумажное полотно PW, являются только примерными, и эти величины могут выбираться в соответствии с диаметром формируемых бумажных трубок.
Позиции на чертежах
[0088] 14 - путь подачи
14U - направляющие пути
14D - путь подачи
18 - устройство для сгибания полотна
20 - формующее основание
22 - гарнитурная лента
28 - устройство для образования канавок
30 - режущий ролик
30М - электродвигатель (привод)
32 - приемный ролик
34 - круглое режущее лезвие
42 - аппликатор
54 - формующая канавка
56 - прижимной ролик
56М - электродвигатель (привод)
60 - секция формирования трубки
66 - направляющая предварительного формования
68 - сушилка
70 - нагреватель
72 - нагревательное ребро
74 - ограничивающая направляющая
α - угол режущей кромки
G - прорезанная канавка
L - участок перекрывания
Р - бумажный материал
РТ - бумажная трубка
PW - бумажное полотно.
Реферат
Изобретение относится к машине для производства бумажных трубок, содержащей направляющую для направления подачи бумажного полотна, имеющего множество прорезанных канавок; и устройство для сгибания бумажного полотна и преобразования бумажного полотна в бумажную трубку, при этом устройство для сгибания бумажного полотна содержит гарнитурную ленту, секцию формирования трубки и аппликатор. Секция формирования трубки во время подачи бумажной ленты из бумажного полотна непрерывно формирует бумажную трубку, используя гарнитурную ленту, в то же время удерживая внутреннюю поверхность бумажного полотна в свободном состоянии, и бумажная трубка имеет участок перекрывания, в котором оба боковых края бумажного полотна перекрываются. Тем временем аппликатор наносит клей на один край бумажного полотна до образования участка перекрывания для соединения обоих краев бумажного полотна на участке перекрывания. Благодаря наличию канавок обеспечивается непрерывное и стабильное формирование трубки, без ухудшения жесткости в радиальном и аксиальном направлениях, без использования гибкой полосы. 3 н. и 16 з.п. ф-лы, 1 табл., 19 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления трубчатых рукавов из минеральной ваты
Способ и устройство для непрерывного изготовления сэндвичевых панелей
Комментарии