Способ и устройство для непрерывного изготовления сэндвичевых панелей - RU2066635C1
Код документа: RU2066635C1
Чертежи




Описание
Настоящее изобретение относится к способу производства сэндвичевых панелей, состоящих из центрального слоя из тонких слоев (пластинок) стекловаты и из поверхностных слоев, например, листового металла.
Изобретение также относится к устройству для осуществления способа.
При изготовлении сэндвичевых панелей с центральным слоем из стекловаты этот слой готовят таким образом, что его основные поверхности или поверхностные слои покрывают клеем, после чего поверхностные слои накладывают на центральную часть. Как правило, такую работу проводят вручную, что требует больших затрат времени.
Однако известен способ механического производства
сэндвичевых панелей с центральной частью из стекловаты. Согласно этому способу панели распиливают из непрерывного сэндвича, включающего в качестве центральной части поперечные пластинки из стекловаты
и поверхностные слои из листового металла. Между тремя слоями, непрерывно подаваемыми вперед, впрыскивают полиуретановый клей, т.е. между центральной частью верхним слоем и между центральной частью и
нижним слоем. Три слоя помещают между двумя бесконечными лентами транспортера и скрепляют друг с другом за счет полимеризации клея в сэндвичевый продукт [1]
Цель настоящего изобретения
заключается в создании нового способа автоматизированного производства длинных сэндвичевых панелей для строительных целей. Термин "длинные" относится к панелям длиной вплоть до 12 метров. Для
получения в качестве продукта панелей с достаточной прочностью, применяемых в виде строительных элементов, центральную часть панелей создают из продольных тонких слоев. Такие тонкие слои могут быть
изготовлены из нескольких входящих в слои кусков.
Другая цель изобретения заключается в создании устройства для осуществления вышеуказанного способа.
Способом изобретения сэндвичевые панели производят из кусочков тонкого слоя, напиленных из листа отвержденной стекловаты. Куски поворачивают на 90o вокруг их продольной оси и продвигают по направлению к мату, состоящему из тонких слоев, из которых собираются образовать центральную слоистую часть. Отдельные куски слоя в каждом тонком слое слоистой центральной части контактируют с предшествующими слоистыми кусочками под действием давления, а тонкие слои, расположенные рядом, соединяют друг с другом под действием давления. Концам слоистых кусочков рекомендуется придавать форму, отличную от прямого поперечного сечения, поскольку при соединении таких концов друг с другом обеспечивается более прочное соединение.
Кусочки слоя и тонкие слои, построенные из кусков, смещаются продольно по отношению к рядом расположенным тонким слоям таким образом, что места соединения не располагаются в линию поперек слоистой центральной части.
Центральная часть может быть собрана различными путями.
Согласно одному рекомендуемому варианту группу кусков, например, 4-6 кусков отделяют от ряда соседних кусков, повернутых вокруг их продольных осей, и смещают с помощью средств смещения продольно по направлению к предшествующей группе уже смещенных кусков слоя. Средства смещения контактируют с кусками слоя постепенно таким образом, что внешний кусок, например, с одной стороны группы, контактирует и приходит в движение первым, а внешний кусочек с противоположной стороны группы контактирует с указанными средствами и приходит в движение последним. Таким образом, отдельные куски слоя, соседствующие друг с другом, смещаются продольно по отношению к друг другу, а соединения между соседствующими кусками в соседствующих тонких слоях проходят по всей слоистой центральной части. Контактная поверхность средства замещения, контактирующая с концами кусков, предпочтительно имеет ступенчатую форму, но может также быть и более неправильной формы.
Когда мат, растущий из групп слоистых кусков, прессуемых по отношению друг к другу, достигает достаточной длины, его распиливают поперечно и надвигают на уже сформированную центральную слоистую часть. После этого может быть начато формирование нового мата из смещенных с помощью средств смещения кусков слоя. Естественно, ширина мата может соответствовать ширине центральной части, и в этом случае центральную часть формируют без боковых движений мата.
Каждый отдельный кусок слоя в группе может быть смещен по отдельности. Или же каждый тонкий слой в центральной части формируют по отдельности и надвигают по направлению к наполовину законченной центральной части.
После того, как центральная слоистая часть достигает своих конечных размеров, ее обжимают и направляют в место, где она ложится на уже профилированный и покрытый соответствующим клеем нижний поверхностный слой. Полученный в результате ламинат переносят в следующую позицию, где на центральную часть сверху накладывают профилированный и покрытый клеем верхний поверхностный слой. Затем сэндвичевый элемент подвергают воздействию соответствующих температур и давлений.
Слоистая центральная часть может быть наложена на нижний поверхностный слой различными путями. Центральная слоистая часть может, например, соскользнуть на неподвижный поверхностный слой с поддерживающей центральную часть пластины, которую постепенно вытягивают из-под центральной части. Другой возможный вариант заключается в придании центральной части движения, например, с помощью транспортера, который не двигается с места своего расположения, но заставляет центральную часть соскальзывать с края поддерживающей поверхности на поверхностный слой, помещенный под поддерживающей центральную часть поверхностью и движущийся в том же направлении и с той же скоростью, что и центральная часть.
Сэндвичевая панель, изготовленная способом изобретения, может быть использована для полов, потолков, внутренних или внешних стен. Благодаря своим большим размерам панели упрощают строительный процесс и очень перспективны с точки зрения архитектоники.
Размеры сэндвичевых панелей могут быть легко изменены внесением необходимой информации в память процессорного элемента изготовляющего устройства. Могут быть получены панели большей толщины путем увеличения соответственно толщины напиленных кусков слоя. Для панелей большей толщины необходимы листы отвержденной стекловаты большей длины, поскольку при той же толщине листа получают меньшее количество кусков слоя. Длина панелей может меняться путем настройки устройства на более длинные тонкие слои, т.е. большим числом кусков слоя одинаковой длины в каждом тонком слое или одинаковым числом более длинных кусков в каждом тонком слое. Однако число соединений между кусками и распределение соединений в слоистой центральной части влияют на прочность панели. Изменение толщины или длины панели требует аналогичных изменений в размерах поверхностных слоев.
Соприкасающиеся стороны и концевые поверхности кусков слоя должны быть гладкими, особенно концевые поверхности должны иметь точно совпадающую форму с тем, чтобы не ухудшалась способность кусков в тонком слое и тонких слоев в центральной части связываться друг с другом с изменением прочностных свойств.
Способ позволяет изготовлять сэндвичевые панели с центральной частью, состоящей из расположенных рядом продольных тонких слоев стекловаты. Тонкие слои могут состоять из одного куска или из двух и более кусков, соединенных встык. Концевые поверхности могут быть сделаны желобчатыми или же могут быть обработаны механически другим путем с обеспечением связывания между концевыми поверхностями. Может быть использовано ровно склеивание. Рекомендуется соединяющимся концевым поверхностям придавать скошенную форму или иную форму с тем, чтобы при соединении концов это соединение было прочным.
Рекомендуемым поверхностным материалом является тонкий металлический лист, который изгибают по краям и который режут синхронно с формированием центральной слоистой части. Металлический лист может быть профилирован по всей поверхности.
Рекомендуемым веществом для присоединения слоистой центральной части к поверхностному слою является полиуретановый клей. Клей наносят на внутренние стороны поверхностных слоев, и под воздействием температуры и давления в ходе доводки элемента клей образует пенистый слой между поверхностным слоем и слоистой центральной частью. Пенистый слой заполняет все неровности между поверхностью центральной части и поверхностными слоями.
Ниже приводится рекомендуемый пример способа и устройства изобретения со
ссылкой на прилагаемые диаграммы, где схематически представлено формирование слоистого мата, являющегося частью слоистой центральной части,
где
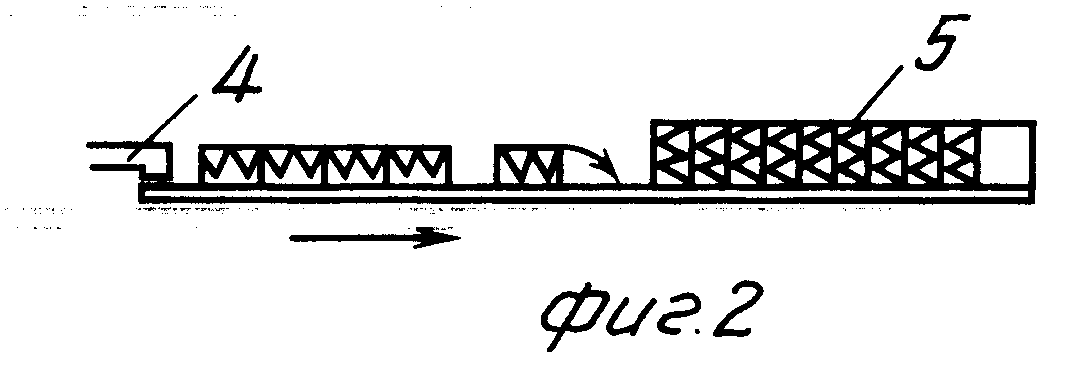
на фиг. 1 показано выпиливание кусков
тонкого слоя из куска отвержденной стекловаты (вид сверху),
на фиг. 2 приведен вид спереди и в поперечном сечении выпиленных кусков слоя, процесс поворота их вокруг продольной оси и их
движение к боковому упору,
на фиг. 3 показано продольное смещение группы кусков тонкого слоя относительно соответствующей группы кусков слоя, замещенных на предшествующем этапе;
на
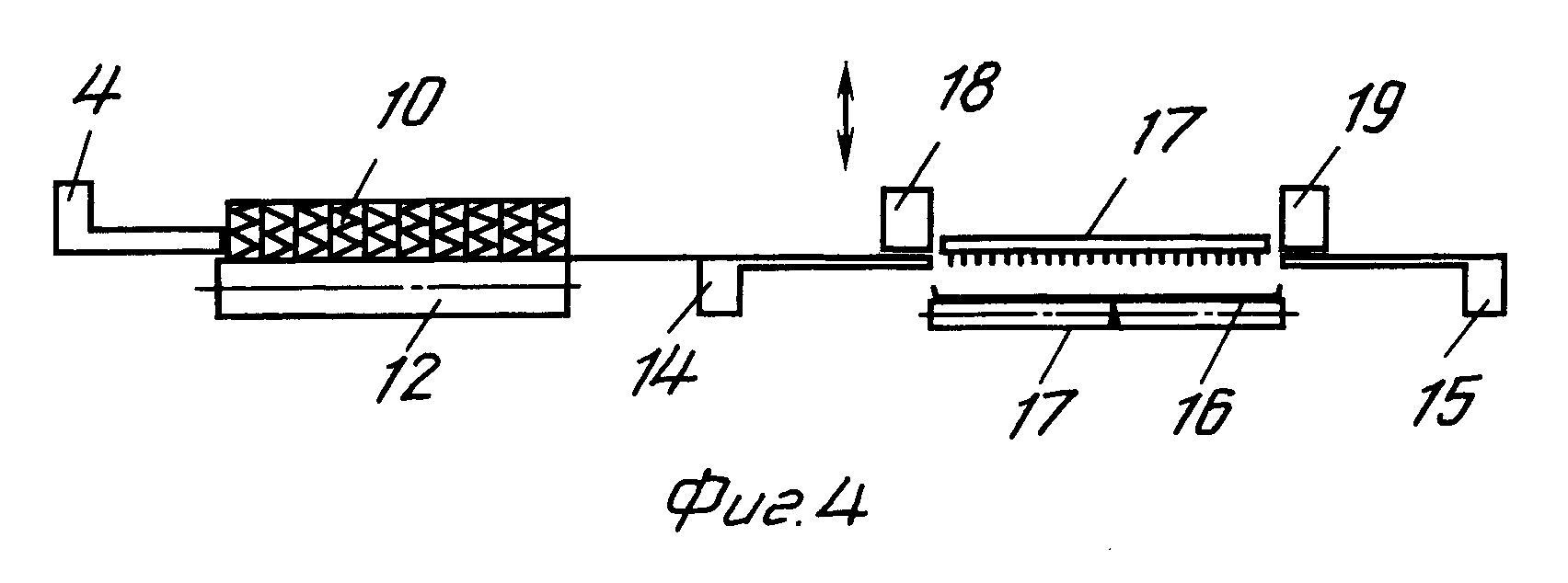
фиг. 4 схематически представлены пять различных этапов процессов нанесения поверхностных слоев на центральную слоистую часть (вид спереди в сечении);
где
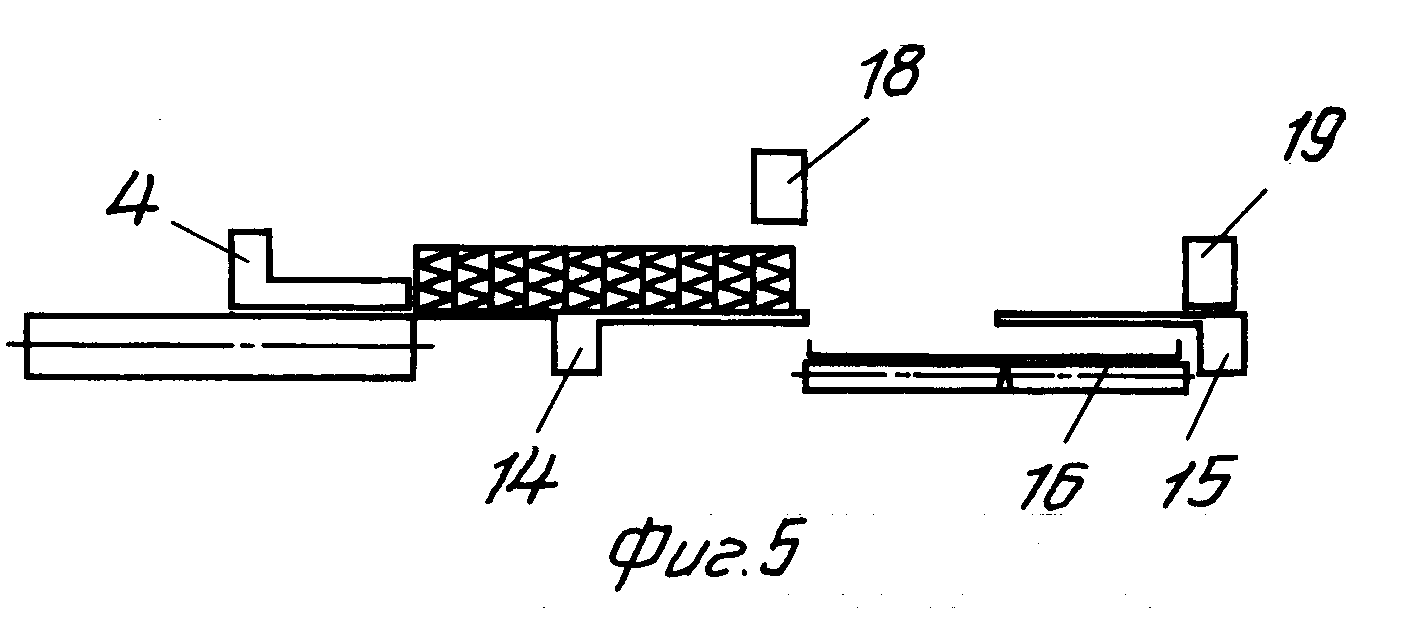
на фиг. 5 показана
центральная часть в положении непосредственно перед соседней стадией;
на фиг. 6 показана центральная часть на поддерживающей и питающей пластине в положении над нижним поверхностным слоем,
который поднимают в положение, примыкающее к поддерживающей пластине;
на фиг. 7 показана центральная слоистая часть на поддерживающей пластине над поверхностным слоем, но толкатель возвращен
в исходное положение, а боковые держатели находятся в рабочих положениях, как раз перед тем, как поддерживающую пластину отводят в сторону, в результате чего центральная слоистая часть падает на
нижний поверхностный слой,
на фиг. 8 показан верхний поверхностный слой с приклеенной поверхностью, который накладывают с поворотом на верхнюю поверхность центральной слоистой части.
На фиг. 2 показан лист 1 стекловаты, который распиливают с помощью обычной пилы 2 для стекловаты на куски 3 тонкого слоя. На фиг. 3 показаны куски тонкого слоя в положении, в котором толкатель 4 выталкивает их с поворотом (на фиг. вправо) на 90o вокруг их продольных осей с последующим образованием полосы 5 развернутых кусков тонкого слоя с боковыми сторонами, обращенными к боковому упору. На фиг. 4 показано формирование полосы 5 развернутых кусков тонкого слоя с боковыми сторонами, обращенными к боковому упору. На фиг. 4 показано формирование полосы 5, вид сверху. Смещающее устройство 6 отделило пять внешних кусков тонкого слоя и сместило их продольно по направлению к группе из пяти кусков тонкого слоя, смещенных продольно на предшествующем этапе образования слоистого мата 7. Ступенчатая контактная поверхность смещающего устройства 6 придает группе кусков тонкого слоя соответствующее смещение. Подобное фазовое смещение приводит к распределению стыков (мест соединения) по поверхности центральной слоистой части, вместо их распределения по прямой линии. Передний край слоистого мата 7 несет подвижный упор 8. После того, как достаточное число групп повернутых кусков тонкого слоя одна за другой были смещены по отношению к друг другу в мате 7, длина мата превышает щелевую длину центральной части, поэтому нарезающее устройство 9 разрезают мат 7. Отрезанную часть мата выталкивают к формируемой центральной части, которая может состоять из одного или нескольких рядом расположенных матов 7. Подвижный упор возвращают к месту нарезания с образованием упора для небольшого обрезка следующего слоистого мата 7.
Согласно фиг. 5 центральная слоистая часть 10 состоит из двух рядом расположенных матов 7 с общим числом повернутых тонких слоев 11. Каждый тонкий слой в центральной части состоит из двух обрезанных кусков слоя или из одного целого куска и двух обрезанных кусков.
Центральную слоистую часть 10 формируют на основании 12, где боковое смещающее устройство (толкатель 4) готов к выталкиванию центральной слоистой части на ее подающую пластину 13. Подающая пластина 13 состоит из двух продольных секций 14 и 15, движущихся под прямым углом к длине центральной слоистой части и к направлению ее создания. Две секции подающей пластины 14 и 15 движутся навстречу друг к другу, в результате чего встречаются непосредственно над поверхностным слоем, и затем назад друг от друга с осуществлением доступа к нижнему поверхностному слою 16, расположенному на транспортерной ленте 17. В положении, показанном на фиг. 6, секции 14 и 15 расположены по обоим сторонам поверхностного слоя, при этом секции 14, имеющая удлинение в направлении основания 12 центральной слоистой части, готова принять центральную слоистую часть 10. Нижний поверхностный слой 16 находится на ленте 17 транспортера и покрыт слоем клея с помощью проклеивающего устройства 17. Боковые направляющие 18, 19 все еще находятся в рабочем положении после изготовления предыдущей сэндвичевой панели.
На следующем этапе фиг. 7 толкатель 4 сместил центральную слоистую часть вбок к левой секции 14 подающей пластины, в это же время правая секция 15 подающей пластины сдвигается влево в положение, в котором на нее поступает центральная слоистая часть. Тем временем левую боковую направляющую 18 поднимают в нерабочее положение с тем, чтобы она не препятствовала движению центральной слоистой части в положение над нижним поверхностным слоем 16.
На следующем этапе фиг. 8 слоистая центральная часть перенесена на подающие пластины 14, 15, которые встречаются посередине над нижним поверхностным слоем, при этом толкатель находится в своем крайнем положении, в котором удерживает слои в центральной слоистой части вытолкнутыми по отношению к правой боковой направляющей 19. Левая боковая направляющая 18 находится на пути в свое нижнее рабочее положение. Тем временем нижний поверхностный слой 16 на транспортере 17 поднимают в положение, возможно более близкое к подающим пластинам (14, 15).
Из фиг. 6-10 видно, что движение центральной слоистой части в
положении над поверхностным слоем 16 состоит из:
а) смещения с помощью толкателя 4 на расстояние, равное ширине центральной слоистой части,
б) бокового движения секции 14 подающей
пластины на расстояние, равное половине ширины центральной слоистой части,
с) смещения с помощью толкателя 4 на другую секцию 15 подающей пластины на расстояние, равное половине ширины
центральной слоистой части.
На следующем этапе фиг. 9 толкатель 4 возвращен в исходное положение вне основания 12 центральной слоистой части, а боковая направляющая 18 находится в нижнем рабочем положении. Сразу же, как только это положение достигнуто, секции 14, 15 подающей пластины раздвигаются, и центральная слоистая часть падает на нижний поверхностный слой. Падение центральной части на нижнюю поверхностную пластину, таким образом, начинается в середине элемента, когда секции 14 и 15 подающей пластины последовательно перестают поддерживать центральную часть. Т.е. соединение центральной слоистой части и поверхностного слоя происходит в результате небольших движений, вследствие чего полностью регулируется.
После этого центральная слоистая часть с нижним поверхностным слоем перемещается на транспортере 17 между боковыми направляющими 18, 19 в пункт, где происходит наложение верхнего поверхностного слоя. На фиг. 10 показано покрытие верхнего слоя 20 слоем клея с помощью клеющего устройства 21, после чего поверхностный слой поворачивают и опускают на центральную слоистую часть.
Реферат
Изобретение относится к способу и устройству для производства сэндвичевых панелей с центральной частью из тонких слоев стекловаты и поверхностными слоями, например, из листового металла. Согласно изобретению центральную часть создают из тонких слоев, располагаемых продольно вдоль панели. Такие слои могут состоять из нескольких более коротких кусков тонкого слоя. Листы, образующие поверхностные слои, нарезают по размеру и профилируют, после чего соединяют с основными поверхностями центральной части. Производство панелей различного размера может происходить автоматически на регулируемых компьютером синхронизированных стадиях. 2 с.п. ф-лы, 10 з.п. ф-лы, 8 ил.

Комментарии