Производство бензина полимеризацией олефина с алкилированием ароматики - RU2409541C2
Код документа: RU2409541C2
Чертежи


Описание
Это изобретение относится к способу производства моторного топлива с пределами кипения, соответствующими бензиновой фракции, путем полимеризации очищенных олефинов и путем реакции олефинов с ароматическими углеводородами.
Эта заявка связана с одновременно поданными заявками, имещими приоритет заявок США №60/656954, 60/656955, 60/656945 и 60/656946, поданными 28 февраля 2005 г. и озаглавленными соответственно: "Производство бензина полимеризацией олефина", "Способ изготовления высокооктанового бензина с пониженным содержанием бензола", "Способ алкилирования ароматических соединений в паровой фазе" и "Способ алкилирования ароматических соединений в жидкой фазе".
Ссылки на вышеназванные заявки относительно дальнейших подробностей комбинированного комплексного способа, описанного ниже, сделаны по мере упоминания в этой заявке.
После введения в начале 1930-х в переработку нефти способов каталитического крекинга большие количества олефинов, особенно легких олефинов, таких как этилен, пропилен, бутилен, стали доступны в огромных количествах с установок каталитического крекинга на нефтеперегонных заводах. Хотя эти олефины могут использоваться в качестве нефтехимического сырья, многие обычные нефтеперегонные заводы, выпускающие нефтяные топлива и смазочные материалы, не могут отводить эти материалы для нефтехимических применений. Поэтому желательно иметь способы производства топлив из этих отходящих газов крекинга, и с первых дней появилось несколько различных способов. Ранний способ термической полимеризации был вскоре замещен превосходящими его каталитическими способами, которых было несколько. В первом способе каталитической полимеризации использовали сернокислотный катализатор, чтобы селективно полимеризовать изобутен до димеров, которые затем могли быть гидрированы, чтобы получить октан с разветвленной цепью для примешивания в авиационные топлива. В других способах изобутилен полимеризовали с нормальным бутиленом, чтобы получить содимер, что опять-таки приводит к высокооктановому продукту с разветвленной цепью. В альтернативном способе используют в качестве катализатора фосфорную кислоту на твердом носителе, и этот способ может быть реализован, чтобы превратить все С3 и С4 олефины в высокооктановые полимеры с разветвленной цепью. Этот способ может также работать с сырьем из С4 олефина, так чтобы селективно проводить конверсию или только изобутена, или и н-бутена, и изобутена. Этот способ имеет преимущество перед сернокислотным способом, состоящее в том, что пропилен можно полимеризовать так же, как бутены, и в настоящее время способ полимеризации с твердой фосфорной кислотой (ТФК) остается наиболее важным способом полимеризации нефтепродуктов в производстве моторного бензина.
В способе полимеризации с ТФК сырье предварительно обрабатывают, чтобы удалить сероводород и меркаптаны, которые в противном случае попали бы в продукт, и это было бы неприемлемо с точки зрения влияния как на октановое число, так и на способность продукта удовлетворять экологическим нормам. Как правило, сырье промывают каустической содой, чтобы удалить сероводород и меркаптаны, после чего его промывают водой, чтобы удалить органические основания и любой остаток каустической соды. Поскольку кислород способствует осаждению на катализаторе смолистых материалов, то и в сырье, и в промывочной воде поддерживают низкий уровень кислорода. Можно также использовать дополнительную предварительную обработку в зависимости от присутствия в сырье разнообразных загрязнителей. С наиболее распространенным твердым фосфорно-кислотным катализатором, а именно с фосфорной кислотой на кизельгуре, содержание воды в сырье надо тщательно регулировать, потому что если содержание воды слишком высокое, то катализатор размягчается и реактор может забиваться. И наоборот, если сырье слишком сухое, кокс имеет тенденцию осаждаться на катализаторе, понижая его активность и увеличивая перепад давления в реакторе. Как отметил Hencksterbeck, распределение воды между катализатором и реагентами является функцией температуры и давления, которые изменяются от установки к установке, и поэтому разные концентрации воды требуются в сырье для разных установок [Petroleum Processing Principles and Applications, R.J.Hencksterbeck McGraw-Hill, 1959].
Существуют два общих типа установок, использующих способ с ТФК; исходя из типа реактора установка может классифицироваться как имеющая камерные реакторы или трубчатые реакторы. Камерный реактор содержит комплект слоев катализатора, причем объем слоя увеличивается от входа к выходу реактора, и наиболее распространенная в промышленности конструкция имеет пять слоев. Распределение загрузки катализатора предусматривают для того, чтобы контролировать теплоту конверсии.
Камерные реакторы обычно работают с высокой степенью рециркуляции. Рециркулируемый поток, в котором содержание олефина исчерпано вследствие полимеризации, используют, чтобы разбавлять олефин на входе реактора и охлаждать входы в последующие слои. Камерные реакторы обычно работают при давлении приблизительно 3500-5500 кПа избыт. (приблизительно 500-800 фунт/кв.дюйм избыт.) и температуре от 180° до 200°С (приблизительно 350°-400°F). Конверсия, на проход установки, определяется содержанием олефина в выходящем потоке сжиженного нефтяного газа. Часовая объемная скорость жидкости для свежего сырья обычно низкая, приблизительно от 0,4 до 0,8 час-1. Длительность цикла для камерных реакторов, как правило, составляет от 2 до 4 месяцев.
Трубчатый реактор в основе своей представляет кожухотрубчатый теплообменник, в котором реакции полимеризации происходят в нескольких параллельных трубках, погруженных в охлаждающую среду и заполненных ТФК-катализатором. Температуру реактора регулируют с помощью охлаждающей среды, в промышленных установках - неизменно водой, которую подают на стенку кожуха реактора. Тепло, высвобождаемое в реакциях, происходящих внутри трубок, испаряет воду на стенке кожуха. Профиль температур трубчатого реактора близок к изотермическому. Температуру реактора прежде всего регулируют давлением воды на стенку кожуха (регулируемая температура испарения) и, во-вторых, температурой сырья, подаваемого в реактор. Трубчатые реакторы обычно работают при давлении от 5500 до 7500 кПа избыт. (800-1100 фунт/кв.дюйм избыт.) и при температуре приблизительно 200°С (приблизительно 400°F). Конверсия за один проход обычно высокая, от 90 до 93%, а общая конверсия составляет от 95 до 97%. Объемная скорость в трубчатых реакторах, как правило, высокая, например часовая объемная скорость жидкости составляет от 2 до 3,5 час-1. Продолжительность цикла в трубчатых реакторах обычно составляет от 2 до 8 недель.
В производстве автомобильного бензина только бутен и более легкие олефины используют в качестве сырья для полимеризации, поскольку более тяжелые олефины вплоть до приблизительно С10 или С11 можно непосредственно включать в состав бензина. Для способа с ТФК удовлетворительным сырьем являются пропилен и бутилен, и также можно включать этилен, чтобы произвести сополимерный продукт с диапазоном температур кипения бензина. Ограниченное количество бутадиена может быть допустимо, хотя этот диолефин нежелателен из-за склонности образовывать полимеры с более высокой молекулярной массой и ускорять осаждение кокса на катализаторе. Способ обычно осуществляют при относительно мягких условиях, как правило, от 150° до 200°С, обычно от 150° до 180°С, когда полимеризуются все бутены. Более высокие температуры можно использовать, когда пропилен включают в состав сырья. В хорошо известном промышленном способе полимеризации с ТФК олефиновое сырье вместе с парафиновым разбавителем подают в реактор после предварительного нагревания путем обмена с выходящим реакционным потоком. Регулирование выделения тепла в реакторе в установке с реакторами камерного типа осуществляют путем разбавления сырья и замедления реакции рециркулирующим потоком между слоями катализатора в реакторе, а в установках с трубчатым реактором регулирование температуры осуществляется с помощью охлаждающей среды, окружающей реакторы. Используемый катализатор из твердой фосфорной кислоты не вызывает коррозии, что позволяет широкое использование в установке углеродистой стали. Наиболее высокооктановый продукт получают при использовании бутенового сырья, причем типичная величина октанового числа продукта [И+М]/2 составляет 91. При смешанном пропилен/бутеновом сырье октановое число продукта, как правило, составляет приблизительно 91, а если пропилен является важнейшим компонентом сырья, то октановое число продукта падает, как правило, до 87.
Несмотря на преимущества способа полимеризации с ТФК, которые привели к тому, что свыше 200 установок были построены после 1935 для производства бензинового топлива, он имеет ряд недостатков, главным образом, из-за природы катализатора. Хотя катализатор является некорродирующим, так что большая часть оборудования может быть сделана из углеродистой стали, он ведет к ряду недостатков в работе. Во-первых, время жизни катализатора относительно короткое в результате разрушения гранул, которое вызывает увеличение перепада давления в реакторе. Во-вторых, отработанный катализатор создает трудности при обращении с точки зрения экологии, поскольку по природе является кислотным. В-третьих, оперативные и качественные ограничения ограничивают гибкость в использовании сырья. Очевидно, катализатор, который не имеет этих недостатков, давал бы значительные производственные и экономические преимущества.
В последние годы экологические законы и правила ограничили количество бензола, допустимое в нефтяных моторных топливах. Эти правила произвели существенные перемены в нефтеперегонной деятельности. Чтобы удовлетворить этим правилам, некоторые нефтеперегонные заводы исключили соединения С6 из сырья для реформинга, чтобы избежать прямого производства бензола. Альтернативный подход состоит в том, чтобы удалить бензол из продукта реформинга, после того как он образовался, с помощью способа экстракции ароматических соединений, такого как сульфолановый способ или способ UDEX. Хорошо интегрированные нефтеперегонные заводы с установками экстракции ароматических соединений, соединенными с нефтехимическими установками, обычно способны приспособиться к ограничениям по бензолу путем отвода экстрагированного бензола на использование в нефтехимикатах, но нефтеперегонным заводам без нефтехимических мощностей намного труднее удовлетворить технические требования по бензолу. Хотя часто вариантом решения является продажа экстрагированного бензола как продукта покупателям нефтехимикатов, но это имеет тот недостаток, что происходит потеря продукта производителями, из-за чего у них возрастает добавленная стоимость, а в некоторых случаях транспортировка может представлять свои трудности из-за обращения с объемными перевозками химиката, классифицируемого как опасный материал.
Удаление бензола, однако, сопровождается уменьшением октанового качества продукта, поскольку бензол и другие моноциклические ароматические соединения вносят положительный вклад в октановый показатель продукта. Некоторые способы были предложены для превращения бензола из содержащих ароматические соединения нефтеперегонных потоков в менее токсичные алкилароматические соединения, такие как толуол и этилбензол, которые сами по себе желательны как высокооктановые смесевые компоненты. Одним способом этого типа является Mobil Benzene Reduction (MBR), в котором, как и тесно связанный с ним способ MOG, используют кипящий слой цеолитового катализатора в реакторе с восходящим потоком, чтобы алкилировать бензол из продукта реформинга с получением алкилароматических соединений, таких как толуол. Способы MBR и MOG описаны в Патентах США №4827069, 4950387, 4992607 и 4746762.
Другая проблема, с которой сталкиваются нефтеперегонные заводы, не имеющие удобных выходов для нефтехимического сырья, это избыток легких олефинов. Вслед за введением в начале 1930-х годов в перегонку нефти способов каталитического крекинга большие количества олефинов, особенно легких олефинов, таких как этилен, пропилен, бутилен, стали доступны в огромных количествах с установок каталитического крекинга на нефтеперегонных заводах. Хотя эти олефины весьма полезны в качестве нефтехимического сырья, нефтеперегонные заводы без нефтехимических возможностей или без экономически привлекательных и удобных рынков для этих олефинов могут быть вынуждены использовать избыток легких олефинов в виде топливного газа со значительным экономическим ущербом или, альтернативно, превращать олефины в продажные жидкие продукты. Несколько разных способов полимеризации для производства жидких моторных топлив из отходящих газов крекинга возникли после появления способа каталитического крекинга, но в настоящее время способ полимеризации с твердой фосфорной кислотой (ТФК) остается наиболее важным способом нефтеперегонной полимеризации для производства автомобильного бензина. Этот способ имеет, однако, свои недостатки, во-первых, необходимость тщательно регулировать содержание воды в сырье, потому что, хотя для активности катализатора требуется ограниченное содержание воды, катализатор размягчается в присутствии избытка воды, так что реактор может забиться твердым, подобным камню, материалом, который трудно удалить без высверливания или других трудоемких операций. И наоборот, если сырье слишком сухое, кокс имеет тенденцию осаждаться на катализаторе, понижая его активность и увеличивая перепад давления в реакторе. Экологические правила также отрицательно повлияли на уничтожение крекинговых олефинов с этих неинтегрированных нефтеперегонных заводов, ограничив допустимое давление пара (обычно измеряемое как упругость паров по Рейду, УПР) автомобильных бензинов, особенно в сезон летнего вождения, когда проблемы летучести топлива наиболее заметны, потенциально создавая потребность в дополнительных мощностях по утилизации олефина.
Нефтеперегонные заводы без собственных нефтехимических установок или готовых рынков бензола или избыточных легких олефинов, таким образом, создают проблемы по двум разным направлениям, и для этих заводов были бы желательны способы, которые позволили бы превращать избыток олефинов и бензола в продажные продукты.
Способ MBR с кипящим слоем использует селективный по форме металлосиликатный катализатор, предпочтительно, ZSM-5, чтобы превращать бензол в алкилароматические соединения, используя олефины из таких источников, как газ из каталитического крекинга в псевдоожиженном слое (ККПС) или коксовый топливный газ, избыток сжиженного нефтяного газа или лигроин из легкого ККПС. Обычно способ MBR зависит от легкого олефина в качестве алкилирующего бензол агента для производства алкилароматических соединений, главным образом в диапазоне C7-C8. Бензол проходит конверсию, и легкий олефин также одновременно перерабатывается в бензин с увеличением октанового показателя. Конверсия легких олефинов из лигроина ККПС также ведет к существенному снижению содержания олефинов в бензине и давления пара. Получающийся на выходе MBR подъем октанового показателя делает его одним из немногих способов реформинга бензина, которые действительно экономически выгодны при перегонке нефти.
Сходный со способом MOG способ MBR требовал, однако, значительных капитальных затрат - фактор, который не благоприятствовал его повсеместному применению во времена скудных прибылей от нефтеперегонки. В способе MBR, кроме того, использовали более высокие температуры, и на выход С5+ и октановое число мог в некоторых случаях отрицательно влиять другой фактор, что не благоприятствовало повсеместному использованию. Также были предложены другие способы нефтеперегонки, чтобы решать проблемы избытка олефинов от нефтеперегонки и бензина; способы такого рода часто функционировали за счет алкилирования бензола олефинами или другими алкилирующими агентами, такими как метанол, чтобы получить менее токсичные алкилароматические предшественники. Примеры способов такого рода описаны в патентах США №4950823; 4975179; 5414172; 5545788; 5336820; 5491270 и 5865986.
Хотя эти известные способы технически привлекательны они, подобно способам MOG и MBR, имеют тот недостаток, что требуют в большей или меньшей степени некоторых капитальных затрат, фактор, который сильно свидетельствует против них при настоящих обстоятельствах.
По этим причинам способ нефтеперегонки, который можно было бы внедрить с относительно низкими капитальными затратами и который позволял бы алкилировать бензол (или другие ароматические соединения) с помощью олефинов, был бы полезен, чтобы удовлетворить техническим условиям на бензин в отношении бензола, увеличить объем моторного топлива с высокооктановыми алкилароматическими соединениями, и был бы экономически приемлем на заводах при нынешнем инвестиционном климате. На некоторых нефтеперегонных заводах реакционное удаление олефинов С2/С3 могло бы смягчить проблему ограниченности мощностей для топливного газа. Такой способ должен:
- улучшить олефины С2 и С3 из топливного газа до высокооктанового компонента бензина;
- повысить гибкость работы нефтеперегонного завода, чтобы регулировать содержание бензола в общей бензиновой смеси;
- позволить нефтеперегонным заводам, имеющим проблемы с бензолом, подавать компоненты С6 (компоненты с низкими октановыми числами) на установку реформинга, увеличивая и производство водорода с установки реформинга, и октановое число в общей смеси. Бензол, произведенный на установке реформинга, будут удалять, чтобы удовлетворить техническим условиям на бензиновую продукцию;
- иметь потенциальную возможность посредством удаления олефинов из топливного газа увеличивать мощность топливной системы оборудования. Для некоторых нефтеперегонных заводов это преимущество могло бы позволить увеличить жесткость некоторых ключевых способов нефтеперегонки, ККПС, установок гидрокрекинга, установок коксования и т.д.
Необходимость удерживать на низком уровне капитальные затраты очевидно дает преимущество каталитическим установкам с неподвижным слоем над операциями с кипящим слоем, такими как способы MOG или MBR. Способы алкилирования ароматических соединений с неподвижным слоем достигли в нефтехимической отрасли применения в коммерческом масштабе. Кумоловый способ, впервые предложенный по лицензии Mobil Oil Corporation, а ныне ExxonMobil Chemical Company, - это способ с низкими капитальными затратами, использующий неподвижный слой цеолитового катализатора алкилирования/трансалкилирования для реакции нефтеперегонного пропилена с бензолом, чтобы производить кумол нефтехимической квалификации. Способы производства кумола, использующие разнообразные катализаторы на основе молекулярных сит, описаны в патентной литературе: например, в патенте США 3755483 описан способ изготовления нефтехимического кумола из нефтеперегонного бензола и пропилена, использующий неподвижный слой катализатора ZSM-12; в патентах США №4393262 и № также описаны способы изготовления кумола из нефтеперегонного бензола и пропилена, использующие катализаторы ZSM-12. Использование других катализаторов из молекулярных сит для производства кумола описано в других патентах. В патенте США №4891458 описано применение бета-цеолитового катализатора; в патенте США №5149894 описано применение катализатора, содержащего материал сита SSZ-25; в патенте США №5371310 описано применение катализатора, содержащего материал сита МСМ-49 при трансалкилировании диизопропилбензола бензолом; в патенте США №5258565 описано применение катализатора, содержащего материал сита МСМ-36 для производства кумола нефтехимического качества, содержащего менее 500 частей на миллион (ррm) ксилолов.
Способы нефтехимического алкилирования, такие как упомянутые выше, не приспособлены напрямую для применения на нефтеперегонных заводах без нефтехимических мощностей, поскольку они требуют чистого сырья и их продукты гораздо чище, чем требуется в производстве топлив. Кроме того, можно столкнуться с другими проблемами в контексте разработки способа производства автомобильного бензина, который рекомендуется для применения на неинтегрированных, размером от малого до среднего нефтеперегонных заводах. Одна из таких проблем состоит в том, что олефины с установки крекинга содержат этилен и пропилен помимо высших олефинов, и если способ должен быть экономически привлекательным, то для этого необходимо, чтобы он потреблял и самые легкие олефины. Пропилен более реакционноспособен, чем этилен, и он образует кумол по реакции с бензолом при температурах более низких, чем те, при которых этилен реагирует с образованием этилбензола или ксилолов (трансалкилированием или диспропорционированием). Из-за этого невозможно с технологиями по существующим в настоящее время способам получить сравнимое использование этилена и пропилена в способе, использующем смешанное олефиновое сырье из установки ККПС. Хотя улучшенной утилизации этилена в принципе можно было бы добиться осуществлением процесса при более высокой температуре, но термодинамическое равновесие для реакции пропилен/бензол сдвигается от кумола при температурах выше приблизительно 260°С (500°F), и, как следствие, происходит потеря этого продукта.
В настоящее время мы разработали способ, который позволяет употреблять легкие олефины, продукты нефтепереработки, от установки ККПС для использования в производстве бензина и, возможно, более высококипящих топливных продуктов, таких как керосин или дорожная дизельная смесь, двумя взаимно дополняющими путями в сочетании друг с другом на комплексной технологической установке. По одному технологическому маршруту олефины полимеризуют (в действительности олигомеризуют с образованием продуктов с относительно низкой молекулярной массой, кипящих, главным образом, в диапазоне кипения бензина, хотя традиционный для нефтеперегонки термин - это полимеризация), а по вспомогательному технологическому маршруту смешанные олефины используют, чтобы алкилировать бензол из источников нефтеперегонки с получением высокооктанового ароматического продукта с пределами кипения, соответствующими бензиновой фракции. Этот способ позволяет хорошо использовать и олефины, присутствующие в смешанном олефиновом сырье от установки ККПС, при работе в условиях, благоприятных для использования этилена и пропилена в потоке; бутены могут входить в состав олефинового сырья, если альтернативные рынки сбыта недоступны. Итак, настоящий способ обеспечивает готовый рынок сбыта для олефинов на неинтегрированных нефтеперегонных заводах, а также способ производства высокооктанового бензина с регулируемым содержанием бензола. Способ реализуют как способ с неподвижным слоем, который требует лишь ограниченных капитальных затрат и является, таким образом, чрезвычайно подходящим для внедрения на нефтеперегонных заводах от малого до среднего масштаба; являясь фактически способом с относительно низким давлением, он может быть реализован на существующих установках низкого давления с минимальным количеством изменений.
Согласно настоящему изобретению смешанный поток легких олефинов, таких как этилен, пропилен и бутилен, возможно, вместе с другими легкими олефинами, полимеризуют с образованием продукта с пределами кипения, соответствующими бензиновой фракции [С5+ - 200°С] [С5+ - 400°F] в присутствии катализатора, который включает член семейства цеолитов MWW. Способ осуществляют в неподвижном слое катализатора, либо в реакторе камерного типа при разбавлении сырья или дополнительном замедлении реакции с целью регулирования происходящего тепловыделения, либо в реакторе трубчатого типа с внешним регулированием температуры. Олефины также используют отдельно, чтобы алкилировать поток легких ароматических соединений, такой как продукт реформинга, который содержит бензол или другие моноциклические ароматические соединения, например ксилол, в качестве экстрагента. Потоки продуктов от двух реакций направляют в общую секцию сбора для фракционирования.
Реакцию алкилирования ароматических соединений можно осуществлять в условиях паровой фазы, жидкой фазы или сверхкритической фазы (на входе реактора). Часто преобладают условия смешанных фаз в зависимости от состава сырья и используемых условий. На выходе реактора при нормальных условиях будет преобладать жидкая фаза, причем продукт включает значительные доли С8, С10 и высших углеводородов. При значительных количествах этилена (отходящие газы ККПС) в олефиновом сырье операция может начинаться (на входе реактора) в паровой фазе и в условиях смешанной фазы, а когда присутствуют высшие олефины, включая пропилен и бутен, операция часто может начинаться в сверхкритической фазе. Парофазные и жидкофазные олефинароматические способы с предпочтительными конфигурациями способа и условиями способа раскрыты в одновременно поданных заявках, имеющих приоритет заявок США №60/656945 и 60/656946, озаглавленных "Способ алкилирования ароматических соединений в жидкой фазе" и "Способ алкилирования ароматических соединений в паровой фазе», ссылка на которые сделана ради описания этих способов.
Комплексная установка по способу включает отдельные параллельные реакционные секции, в одной из которых проводится олигомеризация олефина, а в других - реакция алкилирования ароматических соединений. В одном варианте настоящего способа реакция олигомеризации олефина проводится в присутствии катализатора, который включает цеолит из семейства MWW, как это описано в одновременно поданной заявке, имеющей приоритет заявки США №60/656954, озаглавленной "Производство бензина полимеризацией олефина", с реакцией алкилирования ароматических соединений, проводимой в секциях второго реактора, при общих условиях реакции, описанных в одновременно поданной заявке, имеющей приоритет заявки США №60/656955, озаглавленной "Способ изготовления высокооктанового бензина с пониженным содержанием бензола". В отдельных типах способов алкилирования алкилирование ароматических соединений можно также осуществлять либо в условия паровой фазы с применением двух разных катализаторов, чтобы обеспечить оптимальное использование олефина, как это описано в одновременно поданной заявке, имеющий приоритет заявки США №60/656945, озаглавленной "Способ алкилирования ароматики в паровой фазе", либо в условиях жидкой фазы, как это описано в одновременно поданной заявке, имеющей приоритет заявки США №60/656946, озаглавленной "Способ алкилирования ароматических соединений в жидкой фазе". Эти варианты способа описаны более подробно ниже со ссылкой на другие заявки, ссылка на которые сделана ради детального описания этих частей общего способа.
На Фиг.1 схематически показан способ полимеризации сырья из смеси легких олефинов, продуктов нефтепереработки, с образованием продукта с пределами кипения, соответствующими бензиновой фракции, и конверсии олефинов и бензола в автомобильный бензин в двухаппаратной установке с неподвижным слоем.
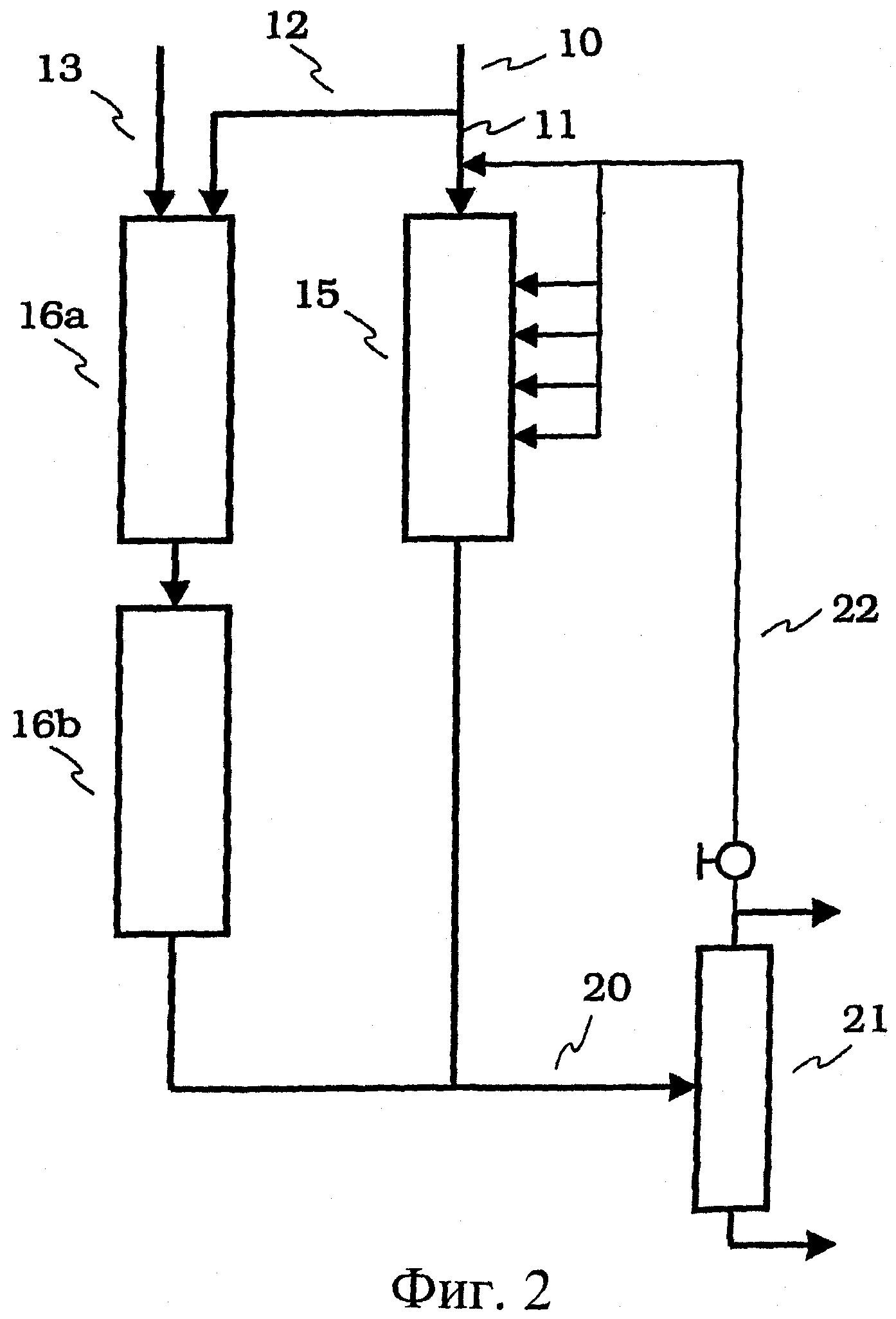
На Фиг.2 схематически показан способ полимеризации сырья из смеси легких олефинов, продуктов нефтепереработки, с образованием продукта с пределами кипения, соответствующими бензиновой фракции и конверсии олефинов и бензола в автомобильный бензин в ходе парофазной реакции алкилирования.
На Фиг.3 схематически показан способ полимеризации сырья из смеси легких олефинов, продуктов нефтепереработки, с образованием продукта с пределами кипения, соответствующими бензиновой фракции, и конверсии олефинов и бензола в автомобильный бензин в ходе жидкофазной реакции алкилирования.
На Фиг.4 схематически показан второй способ полимеризации сырья из смеси легких олефинов, продуктов нефтепереработки, с образованием продукта с пределами кипения, соответствующими бензиновой фракции и конверсии олефинов и бензола в автомобильный бензин в ходе жидкофазной реакции алкилирования.
Конфигурация способа
Схема установки для полимеризации/алкилирования олефина показана в упрощенном виде на Фиг.1. Поток отходящих газов из нефтеперегонной установки ККПС, включающий легкие смешанные олефины, как правило, олефины C2, С3 и С4, возможно, с некоторым количеством высших олефинов, а также легких парафинов (метан, этан, пропан, бутан), направляют в установку по линии 10 и распределяют между двумя реакторными секциями, подавая в реакторную секцию 15 полимеризации по линии 11, а в реакторную секцию 16 алкилирования ароматических соединений - по линии 12. Поток легких ароматических соединений, продуктов перегонки, также поступает в установку по линии 13 и проходит в секцию алкилирования ароматических соединений в реакторном аппарате 16. В каждом случае загружаемое в соответствующую реакторную секцию сырье можно нагревать в теплообменниках и огневых нагревателях (не показаны), использующих выходящие из реакторов горячие потоки, чтобы подводить тепло к загружаемому сырью обычным путем. Перед поступлением в каждый из двух реакторных аппаратов загружаемое сырье можно также пропускать через реактор с защитным слоем (не показан), чтобы удалить загрязняющие вещества. Реактор с защитным слоем может работать в попеременном режиме с двумя слоями, причем один слой используют на потоке для удаления загрязняющих веществ, в то время как другой регенерируют обычным способом. Если это желательно, можно использовать трехслойную защитную систему, причем два слоя используют последовательно для удаления загрязняющих веществ, а третий слой регенерируют. В тройной защитной системе, используемой, чтобы достичь низких уровней загрязняющих веществ с помощью двустадийной последовательной сорбции, слои будут проходить последовательно трехэтапный цикл: регенерация, сорбция на втором слое, сорбция на первом слое.
Из реактора с защитным слоем разделенные загружаемые сырьевые материалы входят в секцию 15 реакции полимеризации и в секцию 16 алкилирования бензола, в которых происходят соответствующие реакции полимеризации олефина и алкилирования ароматических соединений. Секция 15 реакции полимеризации сконструирована аналогично части реактора установки полимеризации олефина, описанной и показанной в поданной заявке США №60/656954 "Производство бензина полимеризацией олефина", то есть с многочисленными последовательно расположенными неподвижными слоями катализатора с рециркулированием для разбавления загружаемого сырья и замедления реакции, если это необходимо; рецикл может быть выведен из секции извлечения продукта, как это описано в поданной заявке. Секция 16 алкилирования ароматических соединений осуществляет реакцию алкилирования ароматических соединений между олефинами в линии 12 и потоком легких ароматических соединений, продуктов нефтеперегонки, из линии 13 в обычных условиях реакции, описанных в поданной заявке, имеющей приоритет заявки США №60/656955 "Способ изготовления высокооктанового бензина с пониженным содержанием бензола". Продукты из секции 15 полимеризации и секции 16 алкилирования соединяют в линии 20 и направляют в секцию 21 извлечения продукта для фракционирования и стабилизации. Когда это требуется, можно проводить отделение продукта для рециркулирования и замедления реакции в точке ниже реакторных секций, как это описано в находящейся на рассмотрении заявке, имеющей приоритет заявки США №60/656954 "Производство бензина полимеризацией олефина", причем извлечение продукта осуществляют, как это описано в этой заявке.
На Фиг.2 показана установка по способу, в которой алкилирование ароматических соединений осуществляют в условиях паровой фазы, как это описано в одновременно поданной заявке, имеющей приоритет заявки США №60/656945 "Способ алкилирования ароматических соединений в паровой фазе». В этой конфигурации алкилирование ароматических соединений осуществляют способом из двух последовательных этапов: первого, в котором используемый катализатор семейства MWW способствует алкилированию пропиленом (и высшим олефином), и второго этапа, в котором алкилированию этиленом загружаемого сырья способствует использование другого цеолита с промежуточным размером пор, ZSM-5. Поскольку реакции алкилирования экзотермичны и равновесию реакции алкилирования этиленом благоприятствуют повышенные температуры, первой, предпочтительно, происходит реакция в присутствии цеолита MWW, так чтобы тепло реакции увеличивало температуру потока в той степени, в какой это желательно для второй реакции при более высокой температуре. В этом случае реакцию полимеризации олефина осуществляют в реакторе 15, в то время как реакции алкилирования осуществляют в реакторах 16а и 16b. Реакцию алкилирования в присутствии цеолита MWW осуществляют в реакторе 16а, а реакцию в присутствии цеолита с другим промежуточным размером пор - в реакторе 16b, после чего выходящие потоки объединяют, как это описано выше, для извлечения продукта и обеспечения любых желательных потоков рецикла по линии 22 для разбавления сырья и замедления реакции в полимеризационную секцию 15.
В установке по способу, показанной на Фиг.3, секция алкилирования использует жидкофазную реакцию между потоком олефина и потоком ароматических соединений, в которой относительно более тяжелые олефины первыми экстрагируются из потока смешанных олефинов при прохождении через поток ароматических соединений, как это описано в поданной заявке, имеющей приоритет заявки США №60/656946 "Способ алкилирования ароматики в жидкой фазе". Поток отходящих газов из нефтеперегонной установки ККПС направляют в установку по линии 40 и распределяют между двумя реакторными секциями, направляя в секцию 42 полимеризационного реактора по линии 41 и в абсорбер 45 по линии 43. Олефины, входящие в полимеризационный реактор 42, полимеризуют, как это описано в заявке, имеющей приоритет заявки США №60/656954 "Производство бензина полимеризацией олефина", используя цеолитовый катализатор, выбранный из семейства цеолитов MWW. Поток олефинов, поступающий в абсорбер 45, проходит в противотоке с потоком легких ароматических соединений, входящим в абсорбер по линии 46, чтобы абсорбировать олефины из потока олефинов с предпочтительной абсорбцией относительно более тяжелых олефинов, например бутена. Абсорбция происходит при условиях, описанных в заявке, имеющей приоритет заявки США №60/656946 "Способ алкилирования ароматических соединений в жидкой фазе". Компоненты отходящих газов ККПС, которые не сорбированы потоком ароматических соединений, главным образом, легкие парафины: метан, этан, пропан и бутан, выходят из абсорбера по линии 47 и могут быть использованы в качестве топливного газа в нефтепереработке. Если условия в абсорбере позволяют сохраняться остаточным олефинам, главным образом, этилену, то поток, покидающий абсорбер 45, можно направлять по линии 48, чтобы вводить его в реактор 42 полимеризации для превращения в жидкие продукты полимеризации путем прямой полимеризации. Насыщенные углеводороды в потоке в линии 48 из абсорбера будут действовать как разбавитель олефинов и способствовать регулированию температуру в реакторе полимеризации, и они могут снизить потребность в потоке из секции извлечения продукта в линии 49 для разбавления загружаемого сырья и замедления реакции.
Поток легких ароматических соединений, содержащий олефины, удаленные из потока олефинов, направляют по линии 50 в реактор 51 алкилирования ароматических соединений, в котором происходят реакции жидкофазного алкилирования ароматических соединений, описанные в заявке, имеющей приоритет заявки США №60/656946 "Способ алкилирования ароматики в жидкой фазе", соответственно, в условиях, описанных в этой заявке. Алкилароматический продукт удаляют по линии 52 и объединяют с продуктом из реактора полимеризации в линии 53, чтобы направить в общую секцию фракционирования/извлечения продукта 54. Если это желательно, чтобы сохранить гибкость функционирования, или для того, чтобы регулировать температуру в реакторе полимеризации, то часть потока легких ароматических соединений можно отводить из линии 46 и направлять по линии 48 в реактор 42 полимеризации. Направляя поток ароматических соединений в реактор полимеризации таким образом, можно снизить количество рециркулируемого потока или потока для замедления реакции, проходящего по линии 49, которое в противном случае потребовалось бы, чтобы уменьшить экзотермический эффект в реакторе полимеризации.
В каждом случае загружаемое сырье в соответствующем реакторе можно нагревать в теплообменниках и огневых нагревателях (не показаны), использующих горячий поток, вытекающий из реакторов, чтобы обеспечивать нагревание загружаемого сырья обычным образом. Загружаемое сырье можно также пропускать через реактор с защитным слоем (не показан) перед входом в каждый из двух реакторных аппаратов, чтобы удалить загрязняющие вещества, такие как органические азот- и серосодержащие примеси. Защитный слой может работать в попеременном режиме с двумя слоями, при котором один слой используют в потоке для удаления загрязняющих веществ, а другие для регенерации обычным образом. Если это желательно, можно использовать трехслойную защитную систему с двумя слоям, используемыми последовательно для удаления загрязняющих веществ, и третьим слоем, находящимся на регенерации. В тройной защитной системе, используемой для достижения низких уровней загрязняющих веществ путем поэтапной последовательной сорбции, слои будут последовательно проходить трехэтапный цикл: регенерация, сорбция на втором слое, сорбция на первом слое.
Катализатор, используемый в защитном слое, является обычно тем же катализатором, что используется в реакторе алкилирования из соображений удобства эксплуатации, но это не обязательно. Если желательно, можно использовать другой катализатор или сорбент, чтобы удалять загрязняющие вещества из сырья, как правило, это слой более дешевого защитного сорбента, например отработанный катализатор от другого способа или глинозем. Цель защитного слоя состоит в том, чтобы удалить загрязняющие вещества из загружаемого сырья до того, как сырье поступит к катализатору реакции, и, если это осуществляют, существует широкий выбор как катализаторов для защитного слоя, так и условий, подходящих для этой цели.
Олефиновое сырье
Смесь из легких олефинов, используемую в качестве загружаемого сырья по настоящему способу, обычно получают при каталитическом крекинге нефтяного сырья, основным продуктом которого является бензин. Способ каталитического крекинга, обычно в форме каталитического крекинга с псевдоожиженным слоем (ККПС), имеет хорошую репутацию, и, как это хорошо известно, по нему производят большие количества легких олефинов, так же как олефиновых бензинов и побочных продуктов, таких как рецикловый газойль, которые сами по себе подлежат дальнейшему рафинированию. Олефины, которые прежде всего используют в настоящем способе, это более легкие олефины, от этилена до бутена; хотя более тяжелые олефины, вплоть до октена, также можно включать в способ, их можно вообще непосредственно вводить в бензиновый продукт, в котором они обеспечивают ценный вклад в октановое число. Особенным преимуществом настоящего способа является то, что он работает не только с бутеном и пропиленом, но также с этиленом, а это обеспечивает ценный путь конверсии этого побочного продукта крекинга в желательный бензиновый продукт. По этой причине, так же как благодаря их непосредственной доступности в больших количествах, могут быть использованы смешанные олефиновые потоки от нефтеперегонки, такие как потоки отходящих газов ККПС (как правило, содержащие этилен, пропилен и бутены). Конверсия олефиновых фракций С3 и С4 от крекинга обеспечивает прямой путь к продуктам С6, С7 и С8 с разветвленной цепью, которые весьма желательны в бензине в плане точки кипения и октанового числа. Кроме ККПС установок, потоки смешанных олефинов можно получать с других технологических установок, включая установки для коксования, крекинг-печи для легкого крекинга и установки термического крекинга. Присутствие диолефинов, которые могут быть обнаружены в некоторых из этих потоков, не является недостатком, поскольку катализ на семействе цеолитов MWW осуществляется скорее на поверхностных активных центрах, чем в структуре внутренних пор, как с более обычными цеолитами, поэтому забивание пор создает меньше проблем с точки зрения катализа. Подходящая наладка технологических условий позволит производить продукты совместной конденсации, когда в сырье входит этилен, обычно менее реакционноспособный, чем его ближайшие гомологи. Состав двух типичных потоков газа из ККПС приведен ниже в Таблицах 1 и 2, причем в Таблице 1 показан поток газа из легкого ККПС, а в Таблице 2 - поток, из которого этилен был удален на установке газификации топлива, чтобы использовать его в нефтеперегонной топливной системе.
Хотя катализаторы, используемые в настоящем способе, являются устойчивыми, они чувствительны к некоторым загрязняющим веществам (обычные дезактиваторы цеолитов), особенно органическим соединениям с основным азотом, а также к серосодержащей органике. Поэтому предпочтительно удалять эти материалы перед входом в установку, если желателен продолжительный срок службы катализатора. Мокрая очистка промывочными средствами для удаления загрязняющих веществ, такими как каустическая сода, МЭА или другие амины, или водными промывочными средствами, как правило, снижает уровень серы до приемлемого уровня, приблизительно до 10-20 массовых частей на миллион (ррm масс.), а азота до следовых уровней, при которых он может быть вполне допустим. Привлекательной особенностью настоящего способа является то, что он не чрезмерно чувствителен к воде, что делает менее необходимым регулирование количества воды, поступающей в реактор, чем в установках с ТФК. В отличие от ТФК цеолитовый катализатор не требует присутствия воды, чтобы сохранять активность, и, таким образом, загружаемое сырье можно высушивать перед входом в установку. В обычных установках с ТФК содержание воды, как правило, надо поддерживать между 300 и 500 ррm масс. для адекватной активности, в то же время сохраняя целостность катализатора. Данные цеолитовые катализаторы, однако, могут легко выдерживать до приблизительно 1000 ррm масс. воды, хотя уровни свыше приблизительно 800 ррm масс. могут снижать активность в зависимости от температуры.
Ароматическое сырье
Поток легких ароматических соединений содержит бензол и может содержать другие моноциклические ароматические соединения, включая алкилароматические соединения, такие как толуол, этилбензол, пропилбензол (кумол) и ксилолы. На нефтеперегонных заводах с ассоциированными нефтехимическими мощностями эти алкилароматические соединения, как правило, удаляют для использования в более ценных направлениях в качестве химикатов или, альтернативно, их могут продавать отдельно для такого использования. Поскольку они считаются менее токсичными, чем бензол, не существует экологических требований относительно включения их в поток ароматического сырья, но в равной мере не существует предубеждений против их присутствия, если только условия не ведут к образованию высших алкилароматических соединений, которые выходят за пределы температуры кипения бензиновой фракции или которые нежелательны в бензине, например дурол. Количество бензола в этом потоке зависит, главным образом, от его источника и технологической предыстории, но в большинстве случаев он, как правило, содержит, по меньшей мере, приблизительно 5 об.% бензола, хотя минимум 12 об.% более типичен, более точно, приблизительно от 20 об.% до 60 об.% бензола. Как правило, основным источником этого потока является поток от реформинг-установки, который является непосредственным источником легких ароматических соединений. Потоки продуктов реформинга могут содержать весь диапазон продуктов реформинга, легкие фракции продуктов реформинга, тяжелый продукт реформинга или средние фракции продуктов реформинга. Эти фракции, как правило, содержат меньшие количества более легких углеводородов, как правило, менее приблизительно 10% С5 и низших углеводородов и малые количества более тяжелых углеводородов, как правило, менее приблизительно 15% С7+ углеводородов. Эти сырьевые продукты реформинга обычно содержат очень низкие количества серы, поскольку обычно они предварительно подвергаются десульфуризации перед реформингом, так что получаемый в результате бензиновый продукт, образованный по настоящему способу, содержит уровень серы, приемлемо низкий для удовлетворения современных спецификаций по сере.
Потоки продуктов реформинга, как правило, поступают из реформинг-установки с неподвижным слоем, колеблющимся слоем или движущимся слоем. Наиболее полезной фракцией из продуктов реформинга является средняя фракция продуктов реформинга. Это предпочтительный продукт реформинга, имеющий узкий диапазон кипения, т.е. фракция С6 или С6/С7. Эта фракция представляет собой сложную смесь углеводородов, извлекаемых в качестве верхнего погона колонны дегексанизатора после колонны депентанизатора. Состав варьируется в пределах диапазона в зависимости от ряда факторов, включая трудности в работе реформинг-установки и состав сырья реформинг-установки. Из этих потоков обычно С5, С4 и низшие углеводороды удаляют в депентанизаторе и в дебутанизаторе. Таким образом, обычно средняя фракция продуктов реформинга может содержать, по меньшей мере, 70 масс.% углеводородов С6 (ароматических и не ароматических) и, предпочтительно, по меньшей мере, 90 масс.% углеводородов С6.
Другие источники ароматического, обогащенного бензолом сырья включают лигроин из легкого ККПС, лигроин из установок коксования или пиролиза бензина, но такие другие источники ароматических соединений менее важны или значительны при нормальной работе нефтеперегонного завода.
По диапазону кипения эти обогащенные бензолом фракции обычно можно охарактеризовать конечной температурой кипения приблизительно 120°С (250°F) и, предпочтительно, не выше приблизительно 110°С (230°F). Предпочтительно, температура кипения составляет от 40° до 100°С (от 100°F до 212°F) и, более предпочтительно, от 65° до 95°С (от 150°F до 200°F) и даже, более предпочтительно, от 70° до 95°С (от 160°F до 200°F).
Состав двух типичных потоков средней фракции продуктов реформинга приведен в Таблицах 3 и 4 ниже. Продукт реформинга, показанный в Таблице 4, является относительно более парафинсодержащей фракцией, которая, тем не менее, содержит больше бензола, чем фракция из Таблицы 3, что делает ее очень подходящей основой для настоящего способа алкилирования.
Потоки продуктов реформинга поступают из реформинг-установки с неподвижным слоем, поворотным слоем или подвижным слоем. Наиболее полезной фракцией из продуктов реформинга является средняя фракция продуктов реформинга. Это предпочтительный продукт реформинга, имеющий узкий диапазон кипения, т.е. фракция С6 или С6/С7. Эта фракция представляет собой сложную смесь углеводородов, извлекаемых в качестве верхнего погона колонны дегексанизатора ниже колонны депентанизатора. Состав варьируется в пределах диапазона в зависимости от ряда факторов, включая трудности в работе реформинг-установки и состав сырья реформинг-установки. Из этих потоков обычно С5, С4 и низшие углеводороды удаляют в депентанизаторе и в дебутанизаторе. Таким образом, обычно средняя фракция продуктов реформинга может содержать, по меньшей мере, 70 масс.% углеводородов С6 (ароматических и неароматических) и, предпочтительно, по меньшей мере, 90 масс.% углеводородов С6.
Другие источники ароматического, обогащенного бензолом сырья включают лигроин из ККПС, лигроин из установок коксования или пиролиза бензина, но такие другие источники ароматических соединений менее важны или значительны при нормальной работе нефтеперегонного завода.
По диапазону кипения эти обогащенные бензолом фракции обычно могут быть охарактеризованы конечной температурой кипения приблизительно 120°С (250°F) и, предпочтительно, не выше чем приблизительно 110°С (230°F). В большинстве случаев температура кипения составляет от 40° и 100°С (100°F и 212°F), нормально от 65° до 95°С (от 150°F до 200°F) и в большинстве случаев от 70° до 95°С (от 160°F до 200°F).
Абсорбер
В установке жидкофазного алкилирования ароматических соединений/полимеризации олефинов, показанной на Фиг.3 и 4, ароматическое сырье и легкие олефины вступают в контакт друг с другом в абсорбере. Контакт между двумя видами сырья осуществляется так, чтобы способствовать сорбции олефинов потоком жидких ароматических соединений. Абсорбер, как правило, представляет собой контактную колонну жидкость/пар, обычно предназначенную для того, чтобы обеспечивать хороший обмен между двумя фазами, проходящими внутри нее одна мимо другой. Такие колонны обычно работают с противоточными подаваемыми потоками, причем жидкость опускается вниз под действием силы тяжести с момента поступления в виде обедненного растворителя вверху колонны, в то время как газ подают в нижнюю часть колонны, и он поднимается вверх в контакте с опускающейся жидкостью, и внутри колонны расположены устройства, способствующие обмену между фазами, например желобчатые тарелки, тарелки с барботажными колпачками, структурированные насадки или другие обычные средства. Обогащенный растворитель, содержащий сорбированные олефины, выходит из нижней части колонны и поступает в реактор алкилирования.
Степень, до которой олефины сорбируются потоком ароматических соединений, будет зависеть прежде всего от температуры и давления при контакте, отношения потока ароматических соединений к объему олефина, состава этих двух потоков и эффективности контактной колонны. Вообще говоря, сорбции олефина потоком жидкого сырья будут благоприятствовать более низкие температуры, более высокие давления и большее отношение жидкость: олефин. Влияние температуры и давления на извлечение олефина потоком жидкости кратко проиллюстрировано в Таблице 5 ниже.
Таким образом, при рабочих температурах и давлениях абсорбера, таких как указаны выше, можно ожидать, что извлечение олефина составит от 50 до 90 процентов при обычной эффективности контакта. Сорбция более тяжелых олефинов имеет преимущество, поэтому легкие газы, покидая абсорбер, относительно обогащены этими компонентами. Как отмечено в поданной заявке, имеющей приоритет заявки США №60/656945 "Способ алкилирования ароматических соединений в паровой фазе", пропилен является более реакционноспособным, чем этилен, в реакции алкилирования ароматических соединений при более низких температурах, и по этой причине преимущественная сорбция пропиленового компонента благоприятствует последующей реакции жидкофазного алкилирования, которая протекает при относительно мягких условиях. Условия, выбранные для работы абсорбера, таким образом, будут влиять на отношение олефина и потоков ароматических соединений в реакторе алкилирования. Достигаемое соотношение должно быть выбрано так, чтобы имелось достаточно олефина, чтобы поглотить бензол из ароматического сырья в выбранных условиях реакции. Обычно отношение олефина к ароматическим соединениям, требующееся на этапе алкилирования, составляет от 0,5:1 до 2:1 (см. ниже), а условия в абсорбере следует определять эмпирически, чтобы получить желаемое отношение.
Несорбированные олефины, которые выходят из абсорбера, состоят, преимущественно, из более легких олефинов, в основном из этилена, который можно более эффективно использовать на этапе высокотемпературного алкилирования, осуществляемого в паровой фазе. Как это отмечено выше в заявке, имеющей приоритет заявки США №60/656945 "Способ алкилирования ароматических соединений в паровой фазе", этилен заметно менее активен, чем более тяжелые олефины, особенно бутен, но поддается алкилированию при более высоких температурах, чем бутен, при использовании цеолитового катализатора с промежуточным размером пор, такого как ZSM-5. Эта характеристика эффективно использована в технологической установке, показанной на Фиг.4, которая представляет собой модификацию установки Фиг.3 со вторым реактором алкилирования, 52b, после реактора 52а алкилирования первого этапа. В этом случае, однако, газы из олефинового потока, которые не сорбированы в абсорбере 45, направляют по линии 57 в реактор 52b алкилирования второго этапа. В остальном установка такая же, как на Фиг.3, и сходные ее части обозначены одинаково.
Два реактора 52а и 52b алкилирования на Фиг.4 работают в той же последовательности и в условиях, сравнимых с теми, что описаны в заявке, имеющей приоритет заявки США №60/656945 "Способ алкилирования ароматических соединений в паровой фазе", причем реактор первой стадии работает при более низких температурах, чем второй, с катализатором на основе цеолита семейства MWW; реактор второй стадии содержит катализатор на основе другого цеолита с промежуточным размером пор, такого как ZSM-5, который более эффективен при алкилировании этилена в отходящих газах абсорбера. Выходящий из реактора алкилирования первой стадии поток, который проходит по передаточной линии 53 в реактор алкилирования второй стадии, нагревается за счет экзотермического эффекта реакции алкилирования в реакторе первой стадии и, таким образом, обеспечивает дополнительное технологическое тепло, чтобы довести загружаемый в реактор второй стадии поток до температуры, требуемой для высокотемпературных реакций алкилирования, которые происходят в реакторе второй стадии. Однако можно обеспечить, если это необходимо, нагревание между стадиями, чтобы довести загружаемый на вторую стадию поток до требуемой температуры, поскольку холодный газовый поток из абсорбера снижает температуру потока, выходящего с первой стадии алкилирования.
Каталитическая система
Каталитическая система, применяемая в полимеризации олефина и алкилировании ароматических соединений, предпочтительно, представляет собой систему на основе цеолита семейства MWW, потому что эти катализаторы демонстрируют отличную активность в отношении желательной реакции алкилирования ароматических соединений, использующей легкие олефины, особенно пропилен. Можно, однако, использовать для алкилирования другие катализаторы на основе молекулярных сит, особенно когда его осуществляют в жидкой фазе, включая катализаторы на основе ZSM-12, как это описано в патенте США №3755483 и патенте США №4393262 в связи с производством нефтехимического кумола из нефтеперегонного бензола и пропилена; катализаторы на основе бета-цеолита, как это описано в патенте США 4891458, или катализаторы на основе SSZ-25, как это описано в патенте США 5149894, обо всех из которых сообщают, что они обладают активностью в алкилировании легкой ароматики пропиленом.
Цеолит MWW
Семейство MWW цеолитовых материалов получило известность как имеющее характерную кристаллическую структуру, которая обладает уникальными и интересными каталитическими свойствами. Топология MWW состоит из двух независимых пористых систем: двумерного канала из синусоидальных десятичленных колец, отделенных друг от друга второй, двумерной системой пор, состоящей из суперячеек с двенадцатичленными кольцами, соединенными друг с другом через окна десятичленных колец. Кристаллическая система структуры MWW гексагональная, и молекулы диффундируют вдоль направлений [100] в цеолите, т.е. вдоль направления «с» между порами сообщения нет. В гексагональных пластинчатых кристаллах цеолитов типа MWW кристаллы формируются относительно малым числом единиц вдоль направления «с», в результате чего большая часть каталитической активности происходит за счет активных центров, размещенных на внешней поверхности кристаллов, имеющих форму чашевидных полостей. Во внутренней структуре некоторых членов семейства, таких как МСМ-22, чашевидные полости соединяются с образованием суперячейки. Семейство цеолитов МСМ-22 привлекло значительное внимание ученых со времени начального сообщения о нем, сделанного Leonovicz et al. в Science 264, 1910-1913 [1994], и более позднего сообщения, что семейство включает ряд цеолитовых материалов, таких как PSH 3, МСМ-22, МСМ 49, МСМ 56, SSZ 25, ERB-1, ITQ-1 и другие. Lobo et al. AlChE Annual Meeting 1999, Paper 292J.
Связь между разными членами семейства МСМ-22 была описана в ряде публикаций. Четыре важных члена этого семейства представляют собой МСМ-22, МСМ-36, МСМ-49 и МСМ-56. При начальном синтезе из смеси, включающей источники диоксида кремния, оксида алюминия, натрия и гексаметиленимин в качестве органической молекулы-шаблона, начальный продукт представляет собой предшественник МСМ-22 или МСМ-56 в зависимости от отношения диоксид кремния: оксид алюминия в исходной смеси для синтеза. При отношении диоксид кремния: оксид алюминия более 20 образуется предшественник МСМ-22, включающий связанные водородной связью вертикально ориентированные слои, в то время как при более низких отношениях диоксид кремния:оксид алюминия образуются случайным образом ориентированные, несвязанные слои МС-56. Оба эти материала можно превращать во вспученный материал посредством использования опорного агента и при обжиге, это приводит к пластинчатой, столбчатой структуре МСМ-36. Только что синтезированный МСМ-22 предшественник может прямо быть превращен посредством обжига в МСМ-22, который идентичен прокаленному МСМ-49, промежуточному продукту, получаемому путем кристаллизации случайным образом ориентированного только что синтезированного МСМ-56. В МСМ-49 слои связаны ковалентно, причем межслоевые пространства немного больше, чем обнаруживают в прокаленных материалах МСМ-22/МСМ-49. Только что синтезированный МСМ-56 можно обжигать сам по себе с получением прокаленного МСМ 56, который отличается от прокаленного МСМ-22/МСМ-49 тем, что имеет скорее случайным образом ориентированную, нежели слоистую структуру. В патентной литературе МСМ-22 описан в патенте США №4954325, а также в патентах США №5250777; 5284643 и 5382742. МСМ-49 описан в патенте США №5236575; МСМ-36 - в патенте США №5229341, а МСМ-56 в патенте США №5362697.
Предпочтительный цеолитовый материал для применения в качестве компонента MWW каталитической системы представляет собой МСМ-22. Было обнаружено, что можно использовать либо свежий МСМ-22, то есть не использованный до этого в качестве катализатора, либо, альтернативно, можно использовать регенерированный МСМ-22. Регенерированный МСМ-22 можно использовать после того, как его использовали в любом из каталитических способов (включая настоящий способ или любой из компонентов этого способа), для которых он, как известно, является подходящим; но было обнаружено, что высокоэффективной формой регенерированного МСМ-22 для настоящего способа конденсации является МСМ-22, который предварительно был использован для производства ароматических соединений, таких как этилбензол или кумол, обычно с использованием реакций, таких как алкилирование и трансалкилирование. Способ производства кумола (алкилирование) описан в патенте США №4992606. Способы производства этилбензола описаны в патентах США №3751504; 4547605 и 4016218; в патентах США №4962256; 4992606; 4954663; 5001295 и 5043501 описано алкилирование ароматических соединений разнообразными алкилирующими агентами на катализаторах, включающих цеолиты MWW, такие как PSH-3 или МСМ-22. В патенте США №5334795 описан жидкофазный синтез этилбензола с МСМ-22.
Катализаторы МСМ-22 можно регенерировать после использования в качестве катализатора в способах производства кумола, этилбензола и других ароматических соединений по обычным методикам окисления воздухом, сходных с теми, которые используют с другими цеолитными катализаторами.
Цеолит с промежуточным размером пор
Как отмечено выше, второй этап алкилирования можно осуществлять (Фиг.4) с использованием разных условий, чтобы провзаимодействовала более легкая часть олефинового сырья, преимущественно этилен, с дополнительным ароматическим сырьем. В этом случае реакцию предпочтительно осуществляют в паровой фазе в условиях повышенной температуры с использованием разных катализаторов на основе молекулярных сит, содержащих цеолит с промежуточным размером пор, такой как ZSM-5, который более активен в алкилировании этилена/ароматических соединений. Это семейство цеолитов характеризуется эффективным размером пор обычно меньше чем приблизительно 0,7 нм и/или окнами пор в кристаллической структуре, образованными 10-членными кольцами. Выражение "промежуточный размер пор" означает, что рассматриваемые цеолиты обычно имеют эффективные отверстия пор в диапазоне приблизительно от 0,5 до 0,65 нм, когда молекулярное сито имеет Н-форму. Эффективный размер пор цеолитов можно измерить с использованием стандартной адсорбционной методики и соединений с известными минимальными кинетическими диаметрами. См. Breck, Zeolite Molecular Sieves, 1974 (особенно глава 8), и Anderson et al. J.Catalysis 58, 114(1979).
Цеолиты со средним или промежуточным размером пор представлены цеолитами, имеющими структуры ZSM-5, ZSM-11, ZSM-23, ZSM-35, ZSM-48 и ТМА (тетраметиламмоний) оффретита. Из них ZSM-5 и ZSM-11 предпочтительны по функциональным причинам, в то время как ZSM-5 предпочтителен как наиболее непосредственно доступный в промышленном масштабе от многих поставщиков.
Активность цеолитового компонента катализатора или катализаторов, используемых в настоящем способе, является важной. Кислотную активность цеолитовых катализаторов легко определить по альфа-шкале, описанной в J.Catalysis, vol. VI, p.278-287 (1966). Здесь цеолитовый катализатор контактирует с гексаном в условиях, предписанных в этой публикации, и количество гексана, который подвергся крекингу, измеряют. Из этого измерения рассчитывают величину "альфа", которая характеризует катализатор по его крекинговой активности в отношении гексана. Эту величину альфа используют, чтобы определить уровень активности цеолитов. Для целей этого способа катализатор должен иметь величину альфа более чем приблизительно 1,0; если он имеет величину альфа не более чем приблизительно 0,5, то будет рассматриваться как по существу не имеющий активности в отношении крекинга гексана. Величина альфа для цеолита с промежуточным размером пор типа ZSM-5, преимущественно используемого для реакции этилена/ароматических соединений составляет, предпочтительно, по меньшей мере, 10 или более, например от 50 до 100 или даже выше. Величина альфа цеолита MWW, предпочтительно используемого в жидкофазной реакции, менее критична, хотя для приемлемой активности требуются величины, по меньшей мере, равные 1; более высокие величины, свыше 10, являются предпочтительными.
Связующее катализатора
Помимо цеолитового компонента катализатор обычно содержит материал матрицы или связующий материал, чтобы придать катализатору адекватную прочность, а также обеспечить катализатору желательные характеристики его пористости. Однако катализаторы с высокой активностью можно приготовить без связующего материала путем применения подходящих методик экструзии, например так, как описано в США 4908120. Если их используют, материалы связующего соответствующим образом включают оксид алюминия, диоксид кремния, диоксид кремния-оксид алюминия, диоксид титана, диоксид циркония и другие неорганические оксидные материалы, обычно используемые при составлении катализаторов на основе молекулярных сит. Для использования в настоящем способе уровень цеолита типа МСМ-22 или ZSM-5 (промежуточный размер пор) в готовом катализаторе со связующим, как правило, составляет от 20 до 70 масс.%, а в большинстве случаев от 25 до 65 масс.%. При производстве катализатора со связующим активный ингредиент, как правило, перемешивают со связующим материалом, используя водную суспензию катализатора и связующего, после чего активный компонент и связующее экструдируют с приданием желательной формы, например цилиндры, полые цилиндры, трехдольные, четырехдольные и т.д. Связующий материал, такой как глина, можно добавлять во время перемешивания, чтобы облегчить экструзию, увеличить прочность готового каталитического материала и удовлетворить другим желательным свойствам твердого состояния. Количество глины обычно превышает 10% по массе от общего готового катализатора. Несвязанные (или, альтернативно, самосвязанные) катализаторы изготовлены соответствующим образом по экструзионному способу, описанному в патенте США №4582815, ссылка на который сделана ради описания способа и экструдированных продуктов, получаемых при его применении. Способ, описанный там, позволяет производить экструдаты с высокой поддерживающей прочностью на обычном экструзионном оборудовании и соответственно способ чрезвычайно подходит для производства катализаторов, обогащенных диоксидом кремния. Катализаторы производят, смешивая цеолит с водой до уровня содержания твердых частиц от 25 до 75 масс.% в присутствии от 0,25 до 10 масс.% основного материала, такого как гидроксид натрия. Дальнейшие подробности можно найти в патенте США №4582815.
Приготовление продукта, продукты
Полимеризация продукта
Если желательным продуктом является бензин, то на этапе полимеризации получают высококачественный продукт, подходящий для непосредственного смешивания в нефтеперегонном бензиновом резервуаре после фракционирования, как это описано выше. При чистом сырье продукт соответственно имеет мало загрязняющих веществ. Этот продукт является высокооктановым, причем в соответствии с правилами величина исследовательского октанового числа (И) составляет 95, а типичная получаемая величина выше 97; моторное октановое число (М) обычно выше 80, а, как правило, выше 82, так что величин (И+М)/2 составляющих, по меньшей мере, 89 или 90, достигают со смешанным пропилен/бутен сырьем. Особо примечателен состав октенов в продукте с благоприятным содержанием высокооктановых компонентов с разветвленной цепью. Содержание линейных октенов обычно ниже, чем с продуктом, полученным при использовании ТФК, как правило, оно ниже 0,06 масс.% за исключением случаев наиболее высокой конверсии, и даже тогда содержание линейных октенов не выше, чем у продуктов, полученных с катализатором ТФК. Высокооктановые диразветвленные октены устойчиво составляют свыше 90 масс.%, опять, кроме случая самых высоких конверсии, во всех случаях составляют больше, чем с ТФК; обычно диразветвленные октены будут составлять, по меньшей мере, 92 масс.% от всех октенов, а в благоприятных случаях, по меньшей мере, 93 масс.%. Уровень трехразветвленных октенов, как правило, ниже, чем получаемый по способу с ТФК, особенно при высоких конверсиях, причем типичным является менее 4 масс.%, за исключением наиболее высоких конверсий, когда может быть достигнут уровень 5 или 6 масс.%, приблизительно половина от того, что получается по технологии с ТФК. Во фракции продукта С5-200°С могут быть обнаружены высокие уровни диразветвленных углеводородов С8, причем, по меньшей мере, 85 масс.% октеновых составляющих представляют собой диразветвленные углеводороды С6, например, от 88 до 96 масс.% диразветвленных углеводородов С8.
Продукт алкилирования
При реализации способа алкилирования происходит ряд различных по механизму реакций. Олефины сырья реагируют с моноциклическими ароматическими соединениями из ароматического сырья с образованием высокооктановых моноциклических алкилароматических соединений. Как отмечено выше, реакциям алкилирования этиленом ароматических соединений способствуют цеолитовые катализаторы с промежуточным размером пор, в то время как реакциям алкилирования пропиленом ароматических соединений способствуют цеолитовые катализаторы MWW.
Основные реакции алкилирования и трансалкилирования между ароматическими соединениями и олефинами будут значительно преобладать над малозначащей олигомеризацией олефина, которая происходит, поскольку ароматические соединения легко сорбируются на катализаторе и преимущественно занимают каталитические активные центры, тем самым делая менее вероятными реакции самоконденсации олефина, пока присутствует достаточное количество ароматических соединений. Скорости реакций и термодинамические соображения также благоприятствуют прямым реакциям между олефином и ароматическими соединениями. Однако, какими бы ни были задействованные механизмы, можно ожидать спектр алкилароматических продуктов с варьируемым числом углеродов.
Обычно цель состоит в том, чтобы произвести продукты с числом углеродных атомов не более 14 и, предпочтительно, не более 12, поскольку наиболее ценные бензиновые углеводороды это С7-С12, с точки зрения летучести, включая упругость паров по Рейду и работу двигателя при изменяющихся условиях. Ди- и триалкилирование, следовательно, предпочтительны, поскольку с обычными олефинами С2, С3 и С4 и при преобладании бензола в ароматическом сырье легко получают алкилароматические продукты с числом атомов углерода приблизительно от 10 до 14. В зависимости от состава сырья, условий работы и типа установки перечень продуктов может изменяться, причем оптимальные условия для любого заданного распределения продуктов определяют эмпирически.
После отделения легких фракций из конечного выходящего из реактора потока продукт с пределами кипения, соответствующими бензиновой фракции, отбирают из отпарного аппарата или из ректификационной колонны. Благодаря содержанию высокооктановых алкилароматиических соединений продукт обычно имеет октановое число, по меньшей мере, 92, а часто выше, например 95 или даже 98. Этот продукт дает ценный компонент смеси в нефтеперегонном смесевом резервуаре для бензина высшего сорта.
Параметры способа
Полимеризацию олефина осуществляют при условиях реакции, изложенных в поданной заявке, имеющей приоритет заявки США №60/656954 "Производство бензина полимеризацией олефина". Этапы алкилирования осуществляют при условиях реакции, изложенных в поданной заявке, имеющей приоритет заявки США №60/656955 "Способ изготовления высокооктанового бензина с пониженным содержанием бензола"; заявке, имеющей приоритет заявки США №60/656945 "Способ алкилирования ароматических соединений в паровой фазе", и заявке, имеющей приоритет заявки США №60/656946 "Способ алкилирования ароматических соединений в жидкой фазе", ссылка на которые сделана ради описания этих условий, поскольку они применимы к комбинированным этапам настоящего интегрированного способа.
Реакция полимеризации
Полимеризацию можно осуществлять при относительно низких температурах и умеренных давлениях. Обычно температура составляет от приблизительно 100° до 300°С (приблизительно от 210° до 570°F), более обычно от 120° до 260°С (приблизительно от 250° до 500°F) и в большинстве случаев между 150° и 200°С (приблизительно от 300° до 390°F). Температуры от 170° до 200°С (приблизительно от 340° до 390°F) обычно оказываются оптимальными для сырья, включающего бутен, в то время как более высокие температуры обычно оказываются подходящими для сырья со значительными количествами пропилена. Этилен опять-таки требует более высоких рабочих температур, чтобы гарантировать, что продукты остаются в диапазоне кипения бензина. Давление обычно зависит от ограничений установки, но обычно не превышает приблизительно 10000 кПа избыт. (приблизительно 1450 фунт/кв.дюйм избыт.), причем обычно давление от низкого до умеренного, обычно не выше 7500 кПа избыт. (приблизительно 1100 фунт/кв.дюйм избыт.), благоприятно с точки зрения оборудования и рабочих соображений, хотя более высокие давления не являются неблагоприятными, с учетом изменения объема в ходе реакции; в большинстве случаев давление лежит в диапазоне от 2000 до 5500 кПа избыт., например 3500 КПа избыт. (приблизительно от 290 до 800 фунт/кв.дюйм избыт., например приблизительно 500 фунт/кв.дюйм избыт.), чтобы применять существующее оборудование. Объемные скорости могут быть весьма высокими, обеспечивая хорошее использование катализатора. Объемные скорости обычно составляют до 50 WHSV [количество нефтепродукта на единицу веса катализатора] час-1, например от 10 до 40 час-1 WHSV, в большинстве случаев от 5 до 30 чac-1WHSV, причем работа в диапазоне от 20 до 30 WHSV допустима. Оптимальные условия можно определять эмпирически в зависимости от состава сырья, старения катализатора и ограничений установки.
Полимеризация олефина может происходить в условиях паровой фазы, жидкой фазы или сверхкритической фазы (вход реактора). На выходе реактора при нормальных условиях преобладает жидкая фаза, причем продукт олигомеризации включает значительные доли С6, С10 и высших углеводородов. Если в сырье присутствует значительное количество этилена (отходящие газы ККПС), то работа начинается (вход реактора) в паровой фазе, а когда присутствуют высшие олефины, включая пропилен и бутен, работа начинается в сверхкритической фазе.
При соответствующей отладке условий реакции в реакторе полимеризации распределение продукта можно изменять: более короткое время контакта сырье/катализатор благоприятствует распределению продуктов с более низкой молекулярной массой олигомеров, в то время как относительно более длительное время контакта приводит к более высокой молекулярной массе (более высококипящие продукты). Поэтому, увеличивая время контакта сырье/катализатор, можно производить продукты со средним диапазоном кипения дистиллята, например дорожные дизельные или тракторные топливные смеси. Общее время контакта сырье/катализатор может быть обеспечено работой с низкой объемной скоростью или увеличением доли рецикла в реакторе.
Алкилирование
Настоящий способ замечателен тем, что он может работать при давлениях от низких до средних. Обычно подходящим является давление до приблизительно 7000 кПа избыт. (приблизительно 1000 фунт/кв.дюйм избыт.). Однако в зависимости от удобства работы и от экономики предпочтительным бывает давление от низкого до среднего, приблизительно до 3000 кПа избыт. (приблизительно 435 фунт/кв.дюйм избыт.), что позволяет использовать оборудование низкого давления. Обычно подходящим является давление в диапазоне от приблизительно 700 до 15000 кПа избыт. (приблизительно от 100 до 2175 фунт/кв.дюйм избыт.), предпочтительно, от 1500 до 4000 кПа избыт. (приблизительно от 220 до 580 фунт/кв.дюйм избыт.).
При работе в жидкой фазе общая температура будет составлять от приблизительно 90° до 250°С (приблизительно от 195° до 390°F), но обычно не более чем 200°С (приблизительно 390°F). Температуру можно регулировать нормальными средствами регулирования скорости сырья и рабочей температуры или, если потребуется, разбавлением или замедлением реакции. Если используют дополнительный парофазный этап, то для цеолита с промежуточным размером пор условия реакции будут более жесткими, чтобы добиться желательной конверсии этилена.
При работе в паровой фазе общая температура обычно будет составлять от приблизительно 90° до 325°С (приблизительно от 195° до 620°F). При предпочтительном двуэтапном способе, используя сначала конфигурацию с первым этапом в присутствии катализтора MWW, загружаемое сырье (вход реактора первого этапа) предпочтительно поддерживают при температуре от 90° до 250°С (приблизительно от 190° до 480°F), причем экзотермический эффект первого этапа регулируют, чтобы реактор второго этапа (катализатор типа ZSM-5) находился при температуре от 200° до 325°С (приблизительно от 400° до 620°F). Температуру можно регулировать обычными средствами регулирования скорости сырья, скорости сдерживания реакции и отношения разбавления; если требуется, дифференциал температур между двумя этапами реакции можно контролировать путем введения инертного замедлителя реакции или избытка продукта реформинга.
При работе в жидкой фазе общая температура будет составлять от приблизительно 90° до 250°С (приблизительно от 195° до 480°F), но обычно не более 200°С (приблизительно 390°F). Температуру можно регулировать нормальными средствами контроля скорости сырья и рабочей температуры или, если потребуется, разбавлением или замедлением реакции. Если используют дополнительный парофазный этап, то для цеолита с промежуточным размером пор условия реакции будут более жесткими, чтобы добиться желательной конверсии этилена.
Два фактора, влияющих на выбор температуры, - это состав сырья и присутствие примесей, особенно в потоке олефинового сырья. Как отмечено выше, этилен менее реакционноспособен, чем пропилен, и по этой причине сырье, содержащее этилен, требует более высоких температур, чем сырье, в котором этот компонент отсутствует, предполагая, разумеется, что желательна высокая конверсия олефина. С этой точки зрения температура реакции в верхнем конце диапазона, т.е. выше 180°С или еще выше, например 200°, или 220°С, или еще выше, будет предпочтительна для этиленсодержащих видов сырья. Сера обычно присутствует в олефиновом сырье из установок ККПС в форме разнообразных серосодержащих соединений, например меркаптанов, и поскольку сера действует как каталитический яд при относительно низких температурах реакции, как правило, приблизительно при 120°С, но имеет относительно малое влияние при более высоких температурах, приблизительно 180°С или выше, например 200°С, 220°С, то потенциальная возможность присутствия соединений серы может диктовать предпочтительный температурный режим выше приблизительно 150°С, причем предпочтительны температуры выше 180°С или еще выше, например 200°, или 220°С, или выше. Как правило, содержание серы составляет более 1 ррm масс. серы и в большинстве случаев более 5 ррm масс. серы; было обнаружено, что при температуре реакции выше приблизительно 180-220°С количество серы 10 ррm масс. может быть допустимо без старения катализатора, что указывает на то, что количество серы 10 ррm масс. и выше может быть приемлимо при нормальной работе.
В обоих случаях объемная скорость подачи олефинового сырья в реакцию алкилирования обычно составляет от 0,5 до 5,0 WHSV(чac-1), а в большинстве случаев от 0,75 до 3,0 WHSV (час-1), причем подходящей рабочей величиной является величина в диапазоне от 1,0 до 2,5 WHSV (час-1). Отношение ароматического сырья к олефиновому будет зависеть от содержания в сырье ароматических соединений, особенно от содержания бензола, который должен превращаться в алкилароматические соединения, и от использования ароматических соединений и олефинов при условиях реакции, которые применяются в действительности. Обычно отношение ароматические соединения: олефин составляет от приблизительно 0,5:1 до 5:1 по массе, а в большинстве случаев от 1:1 до 2:1 по массе. Добавления водорода не требуется.
Реферат
Изобретение относится к способу получения продукта с пределами кипения, соответствующими бензиновой фракции, из потока сырья из смеси легких олефинов, включающего этилен, пропилен и бутен, и потока жидкого ароматического сырья, содержащего моноциклические ароматические соединения, включающие от 5 до 60% масс. бензола, включающему: (i) разделение потока сырья из смеси легких олефинов с получением двух потоков сырья из смеси легких олефинов; (ii) пропускание одного из двух потоков сырья из смеси легких олефинов в реакцию в жидкой фазе при температуре от 90°С до 250°С и давлении, не превышающем 7000 кПа избыт., в неподвижном слое катализатора конденсации олефинов, включающего в качестве активного компонента цеолит MWW, с получением полимерного продукта с пределами кипения, соответствующими бензиновой фракции, путем полимеризации олефинов в потоке; (iii) экстракцию олефинов из другого из двух потоков сырья из смеси легких олефинов посредством пропускания потока олефинового сырья в противоточном контакте с потоком ароматического сырья для растворения олефинов в потоке жидкого ароматического сырья и формирования потока ароматических соединений, обогащенного пропиленом и бутеном, и олефинового выходящего потока, содержащего этилен; (iv) пропускание потока ароматических соединений, содержащих экстрагированный пропилен и бутен, на стадию алкилирования в жидкой фазе, на которой ароматические соединения алкилируют экстрагированными олефинами в жидкой фазе при температуре от 90°С до 250°С на неподвижном слое твердого катализатора на основе молекулярных сит, включающего цеолит семейства MWW, с получением первого выходящего п�
Формула
(i) разделение потока сырья из смеси легких олефинов с получением двух потоков сырья из смеси легких олефинов;
(ii) пропускание одного из двух потоков сырья из смеси легких олефинов в реакцию в жидкой фазе при температуре от 90 до 250°С и давлении, не превышающем 7000 кПа избыт, в неподвижном слое катализатора конденсации олефинов, включающего в качестве активного компонента цеолит MWW, с получением полимерного продукта с пределами кипения, соответствующими бензиновой фракции, путем полимеризации олефинов в потоке;
(iii) экстракцию олефинов из другого из двух потоков сырья из смеси легких олефинов посредством пропускания потока олефинового сырья в противоточном контакте с потоком ароматического сырья для растворения олефинов в потоке жидкого ароматического сырья и формирования потока ароматических соединений, обогащенного пропиленом и бутеном, и олефинового выходящего потока, содержащего этилен;
(iv) пропускание потока ароматических соединений, содержащих экстрагированный пропилен и бутен, на стадию алкилирования в жидкой фазе, на которой ароматические соединения алкилируют экстрагированными олефинами в жидкой фазе при температуре от 90 до 250°С на неподвижном слое твердого катализатора на основе молекулярных сит, включающего цеолит семейства MWW, с получением первого выходящего потока, включающего алкилароматические соединения с пределами кипения, соответствующими бензиновой фракции,
(v) пропускание олефинового выходящего потока, содержащего этилен, с выходящим потоком стадии алкилирования в жидкой фазе на стадию алкилирования, в которой поток ароматических соединений поддерживают в паровой фазе, на катализаторе алкилирования, включающем цеолит ZSM-5, при температуре от 200°С до 325°С, с получением второго выходящего потока, включающего алкилароматические соединения с пределами кипения, соответствующими бензиновой фракции,
(vi) объединение полимерного продукта с пределами кипения, соответствующими бензиновой фракции, и второго выходящего потока, включающего алкилароматические соединения, с получением продукта с пределами кипения, соответствующими бензиновой фракции.
Документы, цитированные в отчёте о поиске
Способ конверсии углеводородов с использованием связанного цеолитом цеолитного катализатора
Комментарии