Станок для производства рулонов предварительно растянутой удлиняющейся пленки - RU2622429C2
Код документа: RU2622429C2
Чертежи


Описание
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к станку для производства рулонов предварительно растянутой удлиняющейся пленки.
УРОВЕНЬ ТЕХНИКИ
Для упаковки промышленных, пищевых и других продуктов хорошо известно использование удлиняющейся пленки, в частности, из полиэтилена низкой плотности, произведенной в рулонах.
Известна также предварительная растяжка удлиняемой пленки с помощью специального блока предварительной растяжки перед операцией намотки в рулон. Это позволяет производить материал с его укреплением, так чтобы получать твердую упаковку продукта. Кроме того, эта предварительная растяжка задает уменьшение толщины пленки по длине блока, с тем, чтобы свести к минимуму количество материала, который будет использоваться для упаковки, и, таким образом, упростить или даже усовершенствовать операции упаковки продукта.
В станках для изготовления рулонов предварительно растянутой удлиняемой пленки между блоком подачи листовой пленки и блоком намотки предварительно растянутой пленки в виде рулона находится устройство предварительной растяжки.
Известное устройство растяжки содержит, по существу, первый валик, который вращается с низкой скоростью, и второй валик, который вращается с высокой скоростью; между двумя валиками, которые соответственно пространственно разнесены, расположен валик для регулировки ширины листа. Листовая пленка последовательно проходит через эти валики и частично на них наматывается. Разница в скорости между вторым валиком и первым валиком определяет предварительную растяжку удлиняемой пленки. Путем регулировки положения валика промежуточной регулировки можно регулировать поперечную усадку листа, вызванную действием предварительной растяжки, так называемое «сужение». Перед операцией намотки в рулон производят легкое ослабление натяжения предварительно растянутой пленки посредством соответствующей настройки натяжного валика и скорости намотки в непосредственной близости от рулона, на который производится намотка.
Усадка листовой пленки приводит к проблемам. Фактически эта усадка задает неравномерную толщину листовой пленки и, в частности, утолщение краев пленки, что создает проблемы при намотке пленки в рулон. Это заставляет удалить такие края путем обрезания.
Эти проблемы особенно ощутимы, когда листовая пленка имеет значительную ширину и когда рабочие скорости достаточно высоки.
Еще одна проблема состоит в ослаблении натяжения пленки после операции предварительной растяжки. В известных станках возникают колебания значений ослабления натяжения предварительно растянутой пленки перед операцией намотки в рулон. Это влечет за собой несовершенную намотку пленки в рулон и изменчивость механических характеристик предварительно растянутой пленки, намотанной в рулон.
Как правило, неудачное ослабление натяжения или частичное и неуправляемое ослабление натяжения вызывает проблемы с намоткой на упаковке рулонов, с проблемами при размотке во время использования, или также к сминанию картонной втулки, на которую наматывают пленку, что заставляет использовать картонные втулки, имеющие большую толщину и высокую стоимость.
ЗАДАЧИ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является создание станка для производства рулонов предварительно растянутой удлиняющейся пленки, который решает вышеупомянутые проблемы.
Еще одной задачей настоящего изобретения является то, что такой станок должен быть конструктивно и функционально простым и позволять использовать очень тонкие картонные втулки.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Такая задача решается с помощью станка для производства рулонов предварительно растянутой удлиняющейся пленки в соответствии с п. 1 и способа производства рулонов предварительно растянутой удлиняющейся пленки в соответствии с п. 14.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Чтобы лучше понять изобретение, ниже описан неограничительный пример его реализации, показанный на прилагаемых чертежах, на которых:
Фиг. 1 представляет собой схематический вид сбоку станка для производства рулонов предварительно растянутой удлиняющейся пленки в соответствии с изобретением;
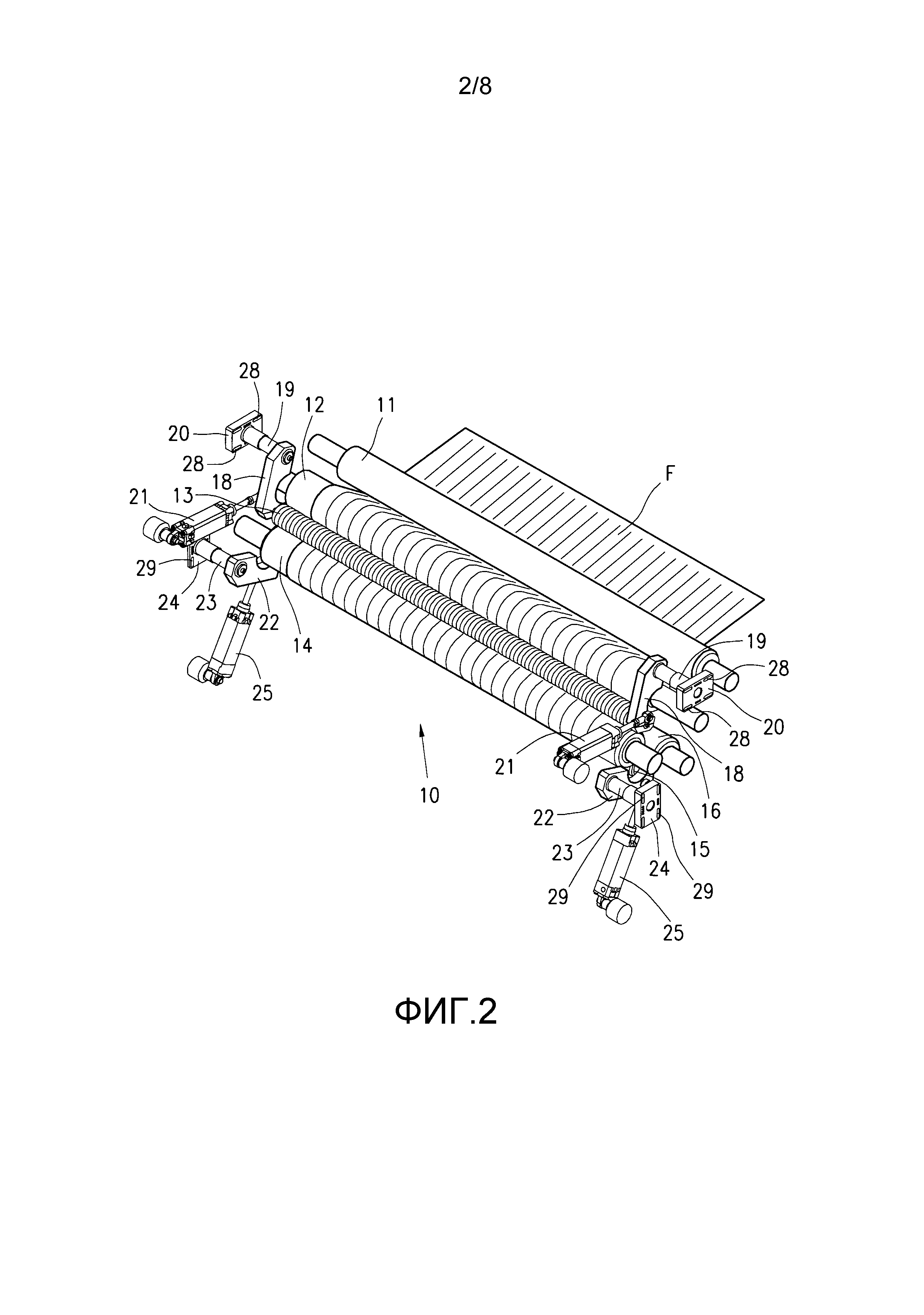
Фиг. 2 представляет собой вид в перспективе блока предварительной растяжки станка с фиг. 1;
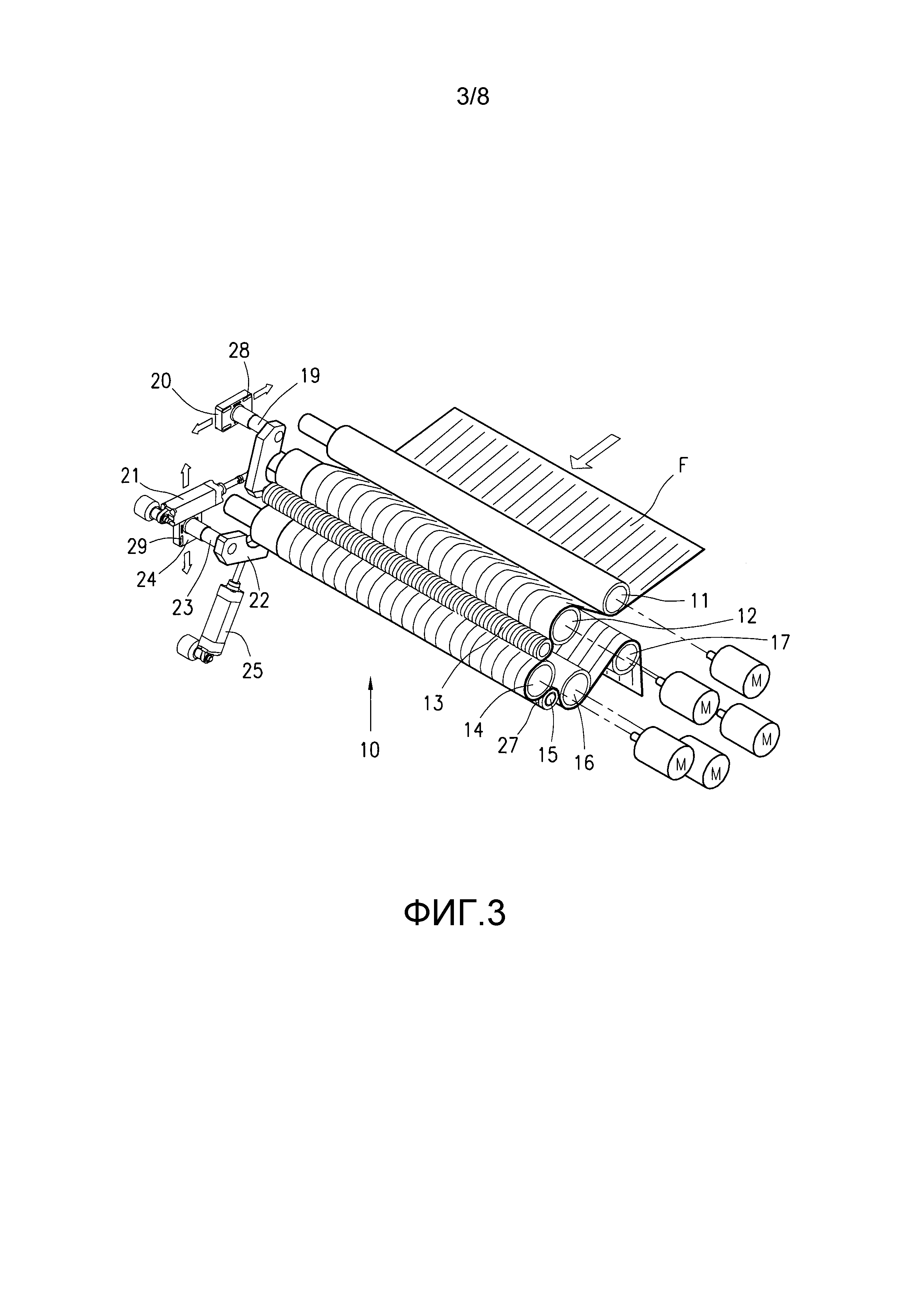
Фиг. 3 представляет собой вид в перспективе вышеупомянутого блока предварительной растяжки с некоторыми удаленными частями;
Фиг. 4 представляет собой увеличенный фрагмент с фиг. 3;
Фиг. 5 представляет собой увеличенный фрагмент компонента вышеупомянутого блока предварительной растяжки;
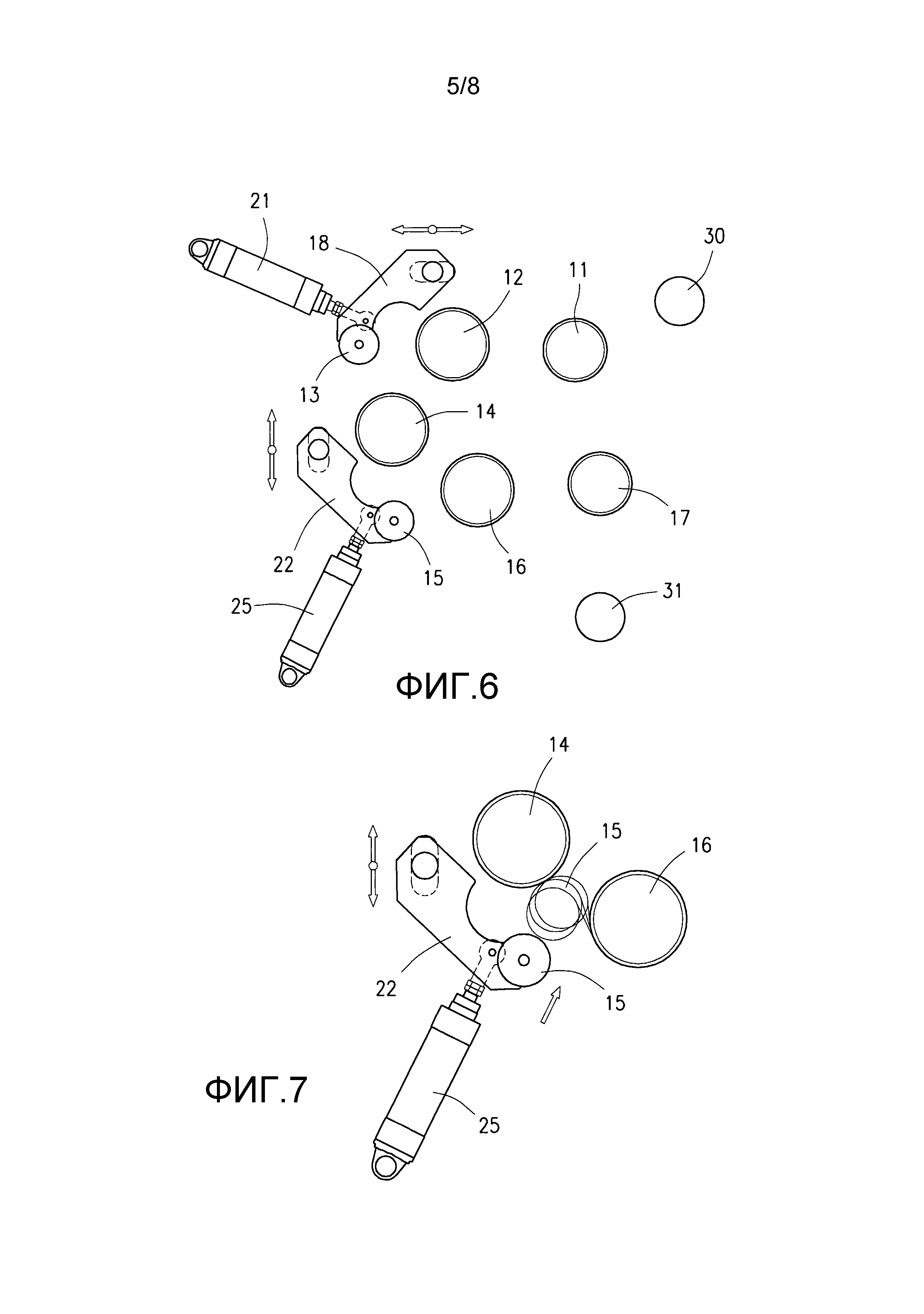
Фиг. 6 представляет собой схематический вид сбоку вышеупомянутого блока предварительной растяжки;
Фиг. 7 представляет собой увеличенный фрагмент с фиг. 6;
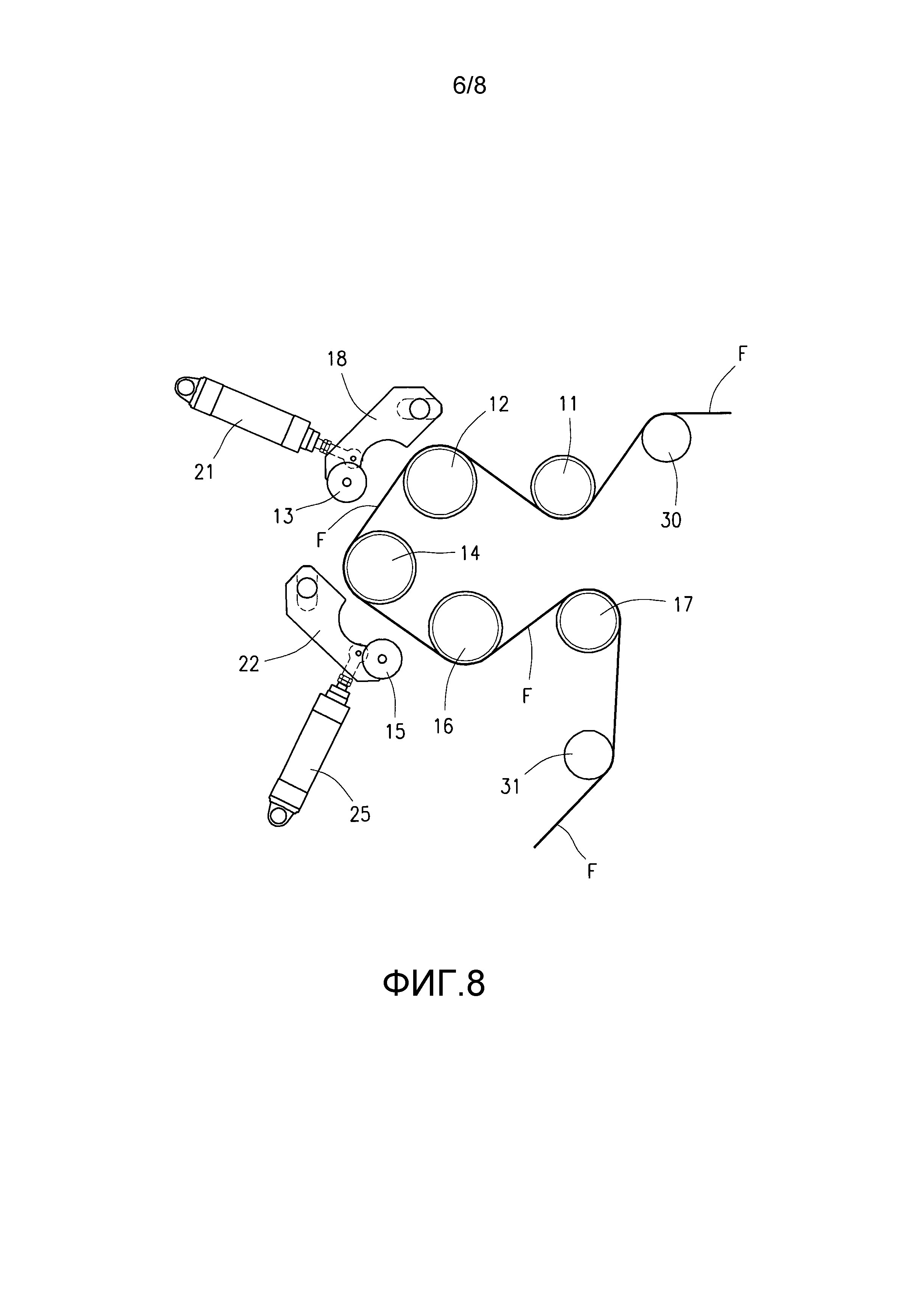
Фиг. 8 представляет собой вышеупомянутый блок предварительной растяжки, как показано на фиг. 6, в предварительном рабочем положении;
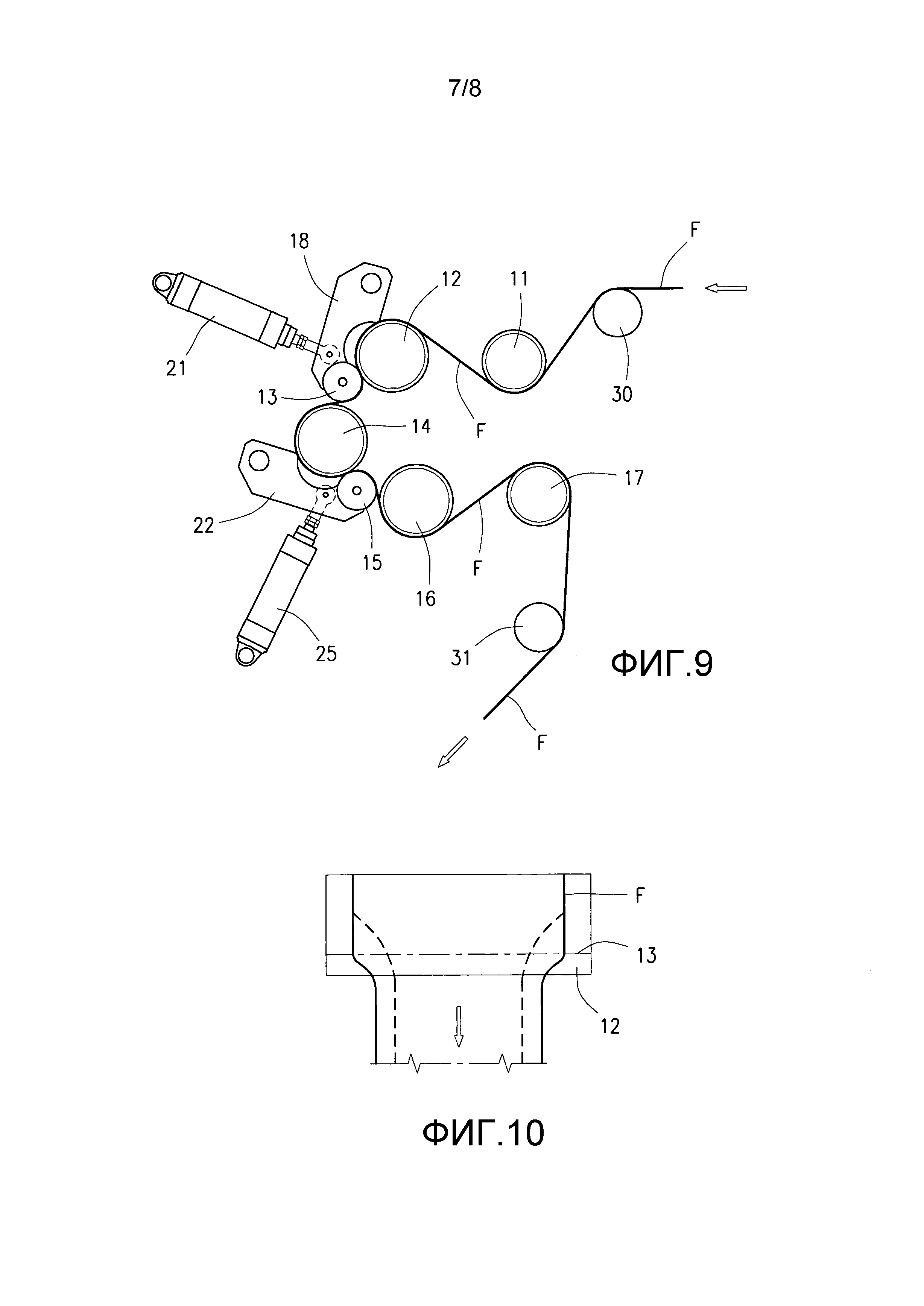
Фиг. 9 представляет собой вышеупомянутый блок предварительной растяжки, как показано на фиг. 6, в рабочем положении;
На фиг. 10 показано действие блока предварительной растяжки на удлиняющуюся пленку по сравнению с предшествующим уровнем техники.
Фиг. 11 представляет собой диаграмму, которая устанавливает характеристики удлиняющейся пленки в процессе обработки в станке согласно фиг. 1.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
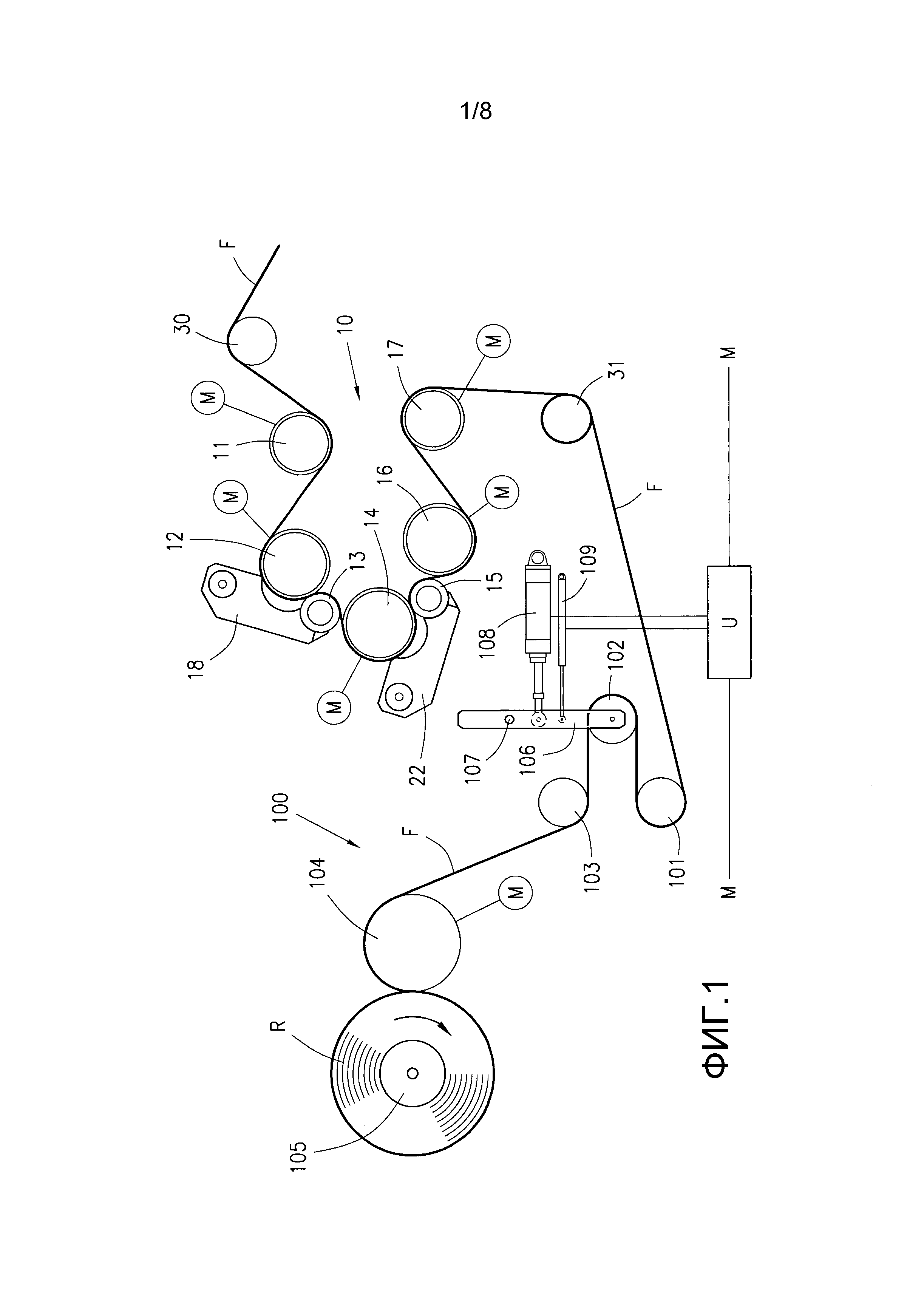
Станок для производства рулонов предварительно растянутой удлиняющейся пленки, показанный на фиг. 1, содержит блок предварительной растяжки, обозначенный в целом 10, и блок намотки, обозначенный в целом 100.
Как видно из фиг. 1, 2, 3, проиллюстрированный блок 10 предварительной растяжки последовательно содержит валик 11 предварительного натяжения, первый главный валик 12 предварительной растяжки, первый вспомогательный валик 13 предварительной растяжки, второй главный валик 14 предварительной растяжки, второй вспомогательный валик 15 предварительной растяжки, третий главный валик 16 предварительной растяжки и валик 17 ослабления натяжения.
Валики 12, 14, 16 предпочтительно имеют наружную цилиндрическую поверхность из эластомерного материала, в то время как валики 13, 15 предпочтительно имеют наружную цилиндрическую поверхность из металлического материала.
Каждый из валиков 11, 17 предварительного натяжения и ослабления натяжения и из главных валиков 12, 14, 16 предварительной растяжки приводится в действие соответствующим электродвигателем. Все электродвигатели для простоты обозначены буквой М.
Валик 11 предварительного натяжения расположен в непосредственной близости от первого валика 12 предварительной растяжки. Валик 17 ослабления натяжения расположен в непосредственной близости от последнего валика 16 предварительной растяжки.
Первый вспомогательный валик 13 предварительной растяжки установлен в холостом режиме на двух противоположных рычагах 18, смонтированных на двух соответствующих штифтах 19, которые поворачиваются на двух соответствующих регулируемых пластинах 20, выполненных за одно целое с неподвижной конструкцией станка. На каждом рычаге 18 функционирует пневматический привод 21 линейного движения, шарнирно к вышеупомянутой неподвижной конструкции.
Таким же образом, второй вспомогательный валик 15 предварительной растяжки установлен в холостом режиме на двух противоположных рычагах 22, смонтированных на двух соответствующих штифтах 23, которые поворачиваются на двух соответствующих регулируемых пластинах 24, выполненных за одно целое с неподвижной конструкцией. На каждом рычаге 18 функционирует пневматический привод 25 линейного движения.
Кроме того, первый вспомогательный валик 13 имеет цилиндрическую поверхность, снабженную спиралеобразной сплошной канавкой 26, проходящей вдоль всей поверхности, как показано на фиг. 5.
Таким же образом, второй вспомогательный валик 15 имеет цилиндрическую поверхность, снабженную спиралеобразной сплошной канавкой 27, проходящей вдоль всей поверхности.
На фиг. 6 блок 10 предварительной растяжки показан на схематическом виде сбоку. Регулировка вышеописанных пластин схематизированно показана с обручем, скользящим по штифту; фактически, как показано на фиг. 2, 3, каждая из пластин 20, 24 имеет четыре обруча 28 и 29, соответственно, с возможностью скольжения на не показанных фиксированных штифтах, что обеспечивает линейную регулировку рычагов 18 и 22. Затем пластины можно зафиксировать в положении с помощью соответствующих элементов крепления, например гаек, которые могут быть завинчены на фиксированных штифтах.
На фиг. 1, 6 также проиллюстрированы еще два наружных направляющих валика, а именно входной валик 30 выше по потоку от валика 11 и выходной валик 31 ниже по потоку от валика 17.
На фиг. 7 подробно показана регулировка одного из вспомогательных валиков предварительной растяжки, а именно валика 15. Как можно заметить, приводы 25 (из которых виден только один) перемещают соответствующие рычаги 22 (из которых виден только один) между отведенным положением и рабочим положением, в котором вспомогательный валик 15 прижат к валику 4 предварительной растяжки, как показано стрелкой. Регулировка с помощью специальных пластин позволяет линейно регулировать рычаги 22, как показано двойной стрелкой, так, чтобы иметь возможность регулировать рабочее положение вспомогательного валика 15 относительно главного валика 14 предварительной растяжки, как показано кружками.
Блок 100 намотки, показанный на фиг. 1, последовательно включает в себя направляющий валик 101, натяжной валик 102, дополнительный направляющий валик 103 и валик 104 намотки, который находится в контакте с рулоном R намотанной пленки F, который поддерживается катушкой 105.
Натяжной валик установлен на поворотном рычаге 106, поворачивающемся на 107 на фиксированной конструкции станка. Поворотный рычаг 106 соединен с приводом 108, например пневматического типа, шарнирно прикрепленным одним концом к рычагу 106, а другим концом к неподвижной конструкции станка.
Положение поворотного рычага 106 управляется датчиком положения 109, например, потенциометрического типа, шарнирно прикрепленным одним концом к рычагу 106, а другим концом к неподвижной конструкции станка.
Валик 104 намотки приводится в действие с помощью двигателя М.
Станок дополнительно содержит блок U управления и привода, подключенный ко всем двигателям М, к приводу 108 и к датчику 109 положения.
Работа описанного и проиллюстрированного станка для производства рулонов предварительно растянутой удлиняющейся пленки выглядит следующим образом.
Нужно заранее отметить, что такой станок может быть использован как для предварительной растяжки удлиняющихся пленок, поступающих из предварительно упакованных рулонов (операция, именуемая «режимом прокрутки»), так и для предварительной растяжки удлиняющихся пленок, поступающих непосредственно из экструдера (операция, именуемая «поточным режимом»).
Существует ручной предварительный рабочий этап, на котором лист удлиняющейся пленки, обозначенный F, проходит в блоке 10 предварительной растяжки через валики 30, 11, 12, 14, 16, 17, 31, так, как показано на фиг. 8, будучи частично намотанной на них, а затем она поступает в блок 100 намотки через валики 101, 102, 103, 104, будучи частично намотанной на них, и, наконец, наматывается на катушку 105.
На рабочем этапе, как показано на фиг. 9, вспомогательный валик 13 прижат к валику 12 с помощью исполнительного механизма 21, воздействующего на рычаг 18, в то время как вспомогательный валик 15 прижат к валику 14 с помощью исполнительного механизма 25, воздействующего на рычаг 22. Смещение валиков происходит по траектории, имеющей форму дуги окружности.
Затем приводятся в действие двигатели М для выполнения операции предварительной растяжки.
Скорость валиков такова, что между валиком 11 и валиком 12 имеется небольшое предварительное натяжение, между валиком 12 и валиком 14 имеется первая предварительная растяжка, а между валиком 14 и валиком 16 имеется вторая предварительная растяжка.
Вспомогательные валики 13 и 15, опирающиеся соответственно на валики 12 и 14 с размещением между ними пленки F, в холостом режиме вращаются, увлекаемые движением этих валиков 12, 14, приводимых в действие двигателями M.
Пленка F проходит через все эти валики, будучи частично намотанной на них, как показано на фиг. 9, испытывая определенную предварительную растяжку именно из-за вышеуказанных различных скоростей различных валиков.
После второй предварительной растяжки между валиком 16 и валиком 17 происходит первое ослабление натяжения, после чего пленка F направляется с валика 31 к блоку 100 намотки.
Путь к блоку намотки построен так, что пленка F наматывается на направляющий валик 101, натяжной валик 102, а также последний направляющий валик 103, который направляет пленку на валик 104 намотки.
Этот валик 104 намотки обеспечивает намотку пленки F на барабан 105, и при этом находится в непрерывном контакте с рулоном R наматываемой пленки.
Диаграмма на фиг. 11 иллюстрирует различные этапы предварительной растяжки и ослабления натяжения пленки F в процессе работы станка, как показано выше. По оси абсцисс показан процент удлинения L пленки, в то время как по оси ординат показано натяжение T пленки.
От точки начала координат осей до точки «а», что соответствует прохождению пленки от валика 11 до валика 12, имеется небольшое предварительное натяжение пленки со значениями удлинения, которые могут варьироваться от 1 до 5%.
От точки «a» до точки «c», что соответствует прохождению пленки от валика 12 к валику 14, имеется первая предварительная растяжка пленки со значениями удлинения, которые могут варьироваться от 50 до 200%. Точка «b» представляет собой точку получения пленки, которая вышла за пределы этого этапа первой предварительной растяжки.
От точки «c» до точки «d», что соответствует прохождению пленки от валика 14 к валику 16, имеется вторая предварительная растяжка пленки, со значениями удлинения, которые могут варьироваться в пределах от 100 до 400%.
От точки «d» до точки «е», что соответствует прохождению пленки от валика 16 к валику 17, происходит первое ослабления натяжения пленки со значениями усадки, которые могут варьироваться от 5 до 50%.
От точки «e» до точки «f», что соответствует прохождению пленки от валика 17 к валику 104, происходит второе ослабление натяжения пленки со значениями усадки, которые могут варьироваться от 1 до 10%.
Пневматический привод 108 противодействует тяговому воздействию пленки на натяжном валике 102, воздействующим на рычаг 106, таким образом, чтобы поддерживать натяжение пленки постоянным.
Возможные изменения натяжения задают смещение рычага 106, которое обнаруживается датчиком 109 положения.
Блок U управления и привода обеспечивает привод и управление движением различных валиков с помощью всех двигателей М. Кроме того, в случае изменения натяжения пленки, обнаруженного датчиком 109, блок U обеспечивает изменение скорости двигателей M валиков 17 и 104 так, чтобы привести пленку обратно к нужному значению натяжения.
Описанный и проиллюстрированный станок имеет несколько преимуществ.
Наличие вспомогательных валиков 13 и 15, которые опираются соответственно на валики 12 и 14, предотвращает чрезмерную поперечную усадку пленки F в ходе операции предварительной растяжки, способствуя надлежащему сцеплению продвигающейся пленки с валиками 12 и 14.
На фиг. 10 схематично показана эта меньшая поперечная усадка пленки по сравнению с предшествующим уровнем техники со ссылкой на главный валик 12 и вспомогательный валик 13, присутствие которого обозначено пунктирной линией, которая обозначает также линию соприкосновения валика 13 с валиком 12. Если валика 13 не будет, пленка F будет испытывать значительно большую усадку, обозначенную пунктирной линией, по сравнению с таковой, обозначенной сплошной линией.
Признак возникновения первого ослабления натяжения непосредственно после блока 10 предварительной растяжки и второго ослабления натяжения до операции намотки позволяет избежать дополнительных поперечных усадок пленки после операции предварительной растяжки. Кроме того, такой признак позволяет точно управлять натяжением пленки до операции намотки, таким образом избегая чрезмерных колебаний натяжения.
Канавки 26 и 27 валиков 13 и 15, соответственно, предотвращают образование пузырьков воздуха между валиками и продвигающейся пленкой. Это предотвращает усадку пленки и обеспечивает ее правильное и точное продвижение.
Все вышеперечисленные преимущества приводят к получению рулона заранее растянутой удлиняющейся пленки с высоким качеством.
Проиллюстрированный станок конструктивно и функционально прост, так как он образован несколькими элементарными механическими компонентами.
Кроме того, управляемое ослабление натяжения позволяет избежать уплотнения рулонов и позволяет использовать очень тонкие картонные втулки.
В случае разрыва пленки и скопления материала между валиками, тот факт, что вспомогательные валики можно переместить от главных валиков, позволяет избежать того, чтобы материал, при расположении между самими валиками, мог нанести необратимые повреждения валикам или их опорам.
Распределение воздействий предварительной растяжки по пяти валикам позволяет избежать чрезмерного напряжения пленки, так как она обрабатывается постепенно.
Понятно, что могут быть внесены изменения и/или дополнения к тому, что было описано и показано выше.
В более простом варианте, могут быть установлены только два главных валика предварительной растяжки и вспомогательный валик предварительной растяжки, воздействующий на первый главный валик предварительной растяжки. Всегда также будет присутствовать валик ослабления натяжения ниже по потоку от второго валика предварительной растяжки.
Канавки на вспомогательных валиках предварительной растяжки могут иметь любую форму и протяженность вдоль валика, при этом полезно избежать образования воздушных пузырей между пленкой и валиком. Тем не менее, предлагаемые спиралеобразные канавки показали конструктивную простоту и функциональную эффективность.
Для перемещения вспомогательных валиков могут быть использованы любые эквивалентные средства, например гидравлические или электрические приводы. Кроме того, для приведения вспомогательных валиков в положение опирания на главные валики может быть использовано линейное движение без поворотных рычагов. Тем не менее, простой и эффективной оказывается система с пластинами с обручами, которые поворачиваются.
Кроме того, средство регулирования положения вспомогательных валиков может отличаться от системы с пластинами с обручами, представленной в примере; например, может быть использована кулачковая система. Тем не менее, система с пластинами с обручами оказывается также простой и эффективной.
Аналогичные соображения могут быть представлены для блока намотки. Натяжением пленки перед операцией намотки в рулон можно управлять с помощью любого устройства натяжения пленки, сопряженного с любым датчиком натяжения.
Реферат
Изобретение относится к станку для производства рулонов предварительно растянутой удлиняющейся пленки. Станок содержит блок (10) предварительной растяжки пленки (F) и блок (100) намотки пленки в рулон, имеющий ряд валиков, на которых частично намотана продвигающаяся пленка. Блок (10) предварительной растяжки содержит последовательно расположенные, по меньшей мере, первый валик (12) предварительной растяжки, вспомогательный валик (13) предварительной растяжки, прижатый к первому валику (12), с размещением между ними пленки, и второй валик (14) предварительной растяжки. Последний имеет скорость, превышающую скорость первого валика (12), для осуществления предварительной растяжки пленки. Блок намотки содержит валик (104) намотки для намотки предварительно растянутой пленки. Блок (10) предварительной растяжки дополнительно содержит валик (17) ослабления натяжения, расположенный по потоку после второго валика (14) предварительной растяжки. Валик (17) имеет скорость меньшую, чем скорость второго валика (14) предварительной растяжки, и большую, чем скорость валика (104) намотки. Технический результат, достигаемый при использовании станка по изобретению, заключается в обеспечении получения высококачественной предварительно растянутой пленки. 2 н. и 12 з.п. ф-лы, 11 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ и устройство для продольного ориентирования материала термопластичной пленки
Комментарии