Устройство с вращающейся трубкой - RU2771058C1
Код документа: RU2771058C1
Чертежи



Описание
Настоящее изобретение относится к устройству с вращающимся цилиндром, в частности секционному охладителю для охлаждения текучего гранулированного твердого материала, с конструкциями, установленными на его стенках для повышения коэффициента теплопроводности, согласно ограничительной части п. 1 формулы изобретения. Задача устройства с вращающимся цилиндром состоит в охлаждении или нагреве текучего гранулированного материала, в частности гранулированного насыпного материала. Устройства с вращающимся цилиндром применяются, в частности, в виде секционного охладителя для непрерывных процессов в обрабатывающей промышленности.
Из уровня техники известны различные устройства и способы для охлаждения очень горячих продуктов. В различных отраслях промышленности, в частности в таких как металлургия, химическая промышленность, производство строительных материалов и цемента, а также переработка отходов, требуются охладители для охлаждения очень горячих продуктов, например таких, как жженые красители, шлаки, оксиды и гидроксиды металлов, цементный клинкер, губчатое железо, накипь, активированный уголь, катализаторы, нагар, металлургические отходы и т.д. Без охлаждения очень горячих продуктов их дальнейшая обработка зачастую невозможна. Во многих случаях тепловая энергия, заключенная в твердом материале, должна быть по меньшей мере частично утилизирована в рамках охлаждения, необходимого с технологической точки зрения.
В связи с этим существуют различные технологии, т.е. устройства и способы, для охлаждения указанных гранулированных насыпных материалов, которые должны быть охлаждены от начальной температуры, например от 700 °С до 1400 °С, до конечной температуры, например от 80 °С до 200 °С.
В дополнение к применению охладителей, использующих непосредственный контакт окружающего воздуха с материалом, подлежащим охлаждению, для этой цели применяются также вращающиеся охладители, работающие непрямым образом с воздухом или водой. «Непрямым образом» означает, что охлаждающая среда, например вода или воздух, не входит в непосредственный контакт с подлежащим охлаждению горячим продуктом, и передача тепла от горячего продукта к охлаждающей среде происходит через стенку устройства, отделяющую указанную среду.
Охладители твердого материала, работающие непрямым образом с воздухом с помощью как одного закрытого барабанного кожуха, так и с помощью таких охладителей, которые переносят твердый материал в множестве труб внутри барабана, раскрытых в US 1 218 873 A, US 2 283 129 A и US 2 348 446 A.
Кроме того, введение горячего гранулированного материала, например такого, как подлежащий охлаждению горячий клинкер, производимый в цементной промышленности, в множество труб, расположенных вокруг выпускного конца вращающейся печи, и его перенос в результате вращения печи и, таким образом, указанных охлаждающих труб, известны из DE 44 06 382 C2, DE 33 31 744 C2, US 3 829 282 A, US 3 920 381 A, US 4 021 195 A, US 4 089 634 A и US 4 131 418 A. В охладителях этих типов охлаждение охлаждающих цилиндров, переносящих горячий продукт, происходит за счет естественной конвекции окружающего воздуха.
В наиболее простых конструкциях охладителей, охлаждаемых непрямым образом с помощью воды, на вращающийся цилиндр распыляется снаружи вода, или барабан перемещается через водяную ванну, как описано в US 4 557 804 A, в результате чего поверхность вращающегося барабана погружается в воду, и обеспечивается возможность охлаждения устройства, в то время как горячий продукт, находящийся в барабане, в свою очередь охлаждается за счет теплообмена со стенкой охлаждаемого устройства.
В EP 0 567 467 B1 раскрыт вращающийся охладитель с вращающимся цилиндром, который вращается внутри неподвижной окружной рубашки и в котором охлаждающая среда, например воздух или вода, протекает в пространстве, образованном между вращающимся цилиндром и наружной рубашкой.
Простое решение, в котором рубашка барабана состоит из системы труб, через которую протекает охлаждающая вода, раскрыто в US 1 711 297 A, US 4 711 297 A, EP 0 217 113 A2 и DE 35 34 991 AI. Такая простая конструкция барабана обязательно предусматривает малую поверхность для теплообмена, что приводит к пониженной производительности по охлаждению устройства. Патент США № 2 362 539 описывает охладитель, который работает с множеством расположенных по окружности цилиндров переноса продукта, на которые сверху распыляется вода, стекающая в желоб под ними.
В случае секционных охладителей в том виде, в котором они стали известны благодаря компании Grenzebach BSH GmbH, в кожухе вращающегося барабана обеспечено множество камер, например шесть или восемь камер, так называемых секций, для увеличения площади поверхности для теплообмена, с образованием зазоров между камерами. Таким образом, относительно поперечного сечения цилиндрического кожуха каждая камера занимает сектор круга или кругового поперечного сечения.
Для охлаждения горячего продукта, находящегося в камерах (секциях) или переносимого через них, осуществляется подача охлаждающей воды через зазоры, образованные в кожухе барабана между секциями. Впуск и выпуск охлаждающей воды происходит через уплотненное вращающееся соединение со стороны выгрузки продукта в барабане, а также через трубные соединения в отдельные сдвоенные трубы и из них.
Такие секционные охладители имеют особую конструкцию, которая приводит к значительным материальным и трудовым затратам, затрачиваемых на их изготовление, особенно вследствие большого объема необходимых сварочных работ. Кроме того, кожух барабана неизбежно имеет большой вес, поскольку барабан и камеры должны быть выполнены с толстыми стенками для обеспечения прочности. Хотя эти факторы приводят к большому общему весу оборудования, они также обеспечивают возможность особо эффективного теплообмена.
Секционные охладители по существу состоят из вращающегося ротора, который обычно приводится посредством цепи. На концах ротора расположены неподвижные кожухи для впуска и выпуска продукта. В зависимости от размера охладителя, ротор либо монтируется на концах его собственного вала (охладитель на валу), либо содержит роликоподшипниковую опору, типичную для вращающихся печей. Внутренняя область ротора состоит из множества камер, имеющих форму секций и расположенных в виде кусков торта вокруг центрального вала. Эта компоновка полностью окружена наружной рубашкой. В камерах, имеющих форму секций, расположены переносящие элементы. Ими могут быть ковшовые лопатки, цепи или подобные средства, в зависимости от требований.
Секционные охладители выполняются с диаметрами от 0,8 до 4 м и длинами от 3 до 30 м, в зависимости от требований.
Секционные охладители работают с использованием непрямого водяного охлаждения. Охлаждающая вода поступает в пространство между отдельными секциями через внутренний центральный полый вал, циркулирует между секциями и вокруг них и выходит через наружный центральный полый вал. Подлежащий охлаждению продукт обычно падает непосредственно внутрь кожуха подачи продукта и транспортируется посредством вращательного движения и транспортирующих элементов к наружному концу охладителя. В результате вращения осуществляется постоянное перемешивание продукта в секциях и таким образом достигается хорошая теплопередача. Продукт может переноситься в виде потока, параллельного или противоположного потоку охлаждающей среды.
Секционные охладители могут использоваться для охлаждения практически всех текучих гранулярных насыпных материалов. Их часто можно обнаружить за вращающимися печами в процессах кальцинации или подобных процессах. Их основная задача обычно состоит в охлаждении продуктов до такой степени, чтобы обеспечить возможность их обработки с помощью другого оборудования (конвейеров, мельниц и т.д.). Часто само по себе охлаждение является важной частью процесса производства. Типовые продукты представляют собой нефтяной кокс, цинковый огарок, кальцинированную соду, пигменты и так далее. Входные температуры продуктов могут достигать 1400 °С.
В отличие от оборудования, непосредственно охлаждаемого воздухом, в секционных охладителях при охлаждении порошков отсутствуют проблемы, создаваемые выгрузкой продукта в воздушном потоке. Благодаря их прочной конструкции, более крупные частицы также не создают никаких проблем. Благодаря использованию соответствующих уплотнений, возможно образование впускного пространства в указанных секциях, так что обеспечивается также возможность обработки продуктов реакций.
Задача настоящего изобретения состоит в совершенствовании устройства с вращающимся цилиндром вышеупомянутого типа, в частности секционного охладителя, с тем, чтобы достичь оптимизированной теплопередачи от подлежащего охлаждению материала к охлаждающей среде.
Указанная цель достигается согласно настоящему изобретению, охарактеризованному в пункте 1 формулы изобретения.
Дополнительные предпочтительные варианты осуществления изложены в зависимых пунктах формулы изобретения и в описании, в частности, в сочетании с фигурами.
Настоящее изобретение относится к любому устройству с вращающимся цилиндром, используемому для охлаждения или нагрева текучего гранулированного материала. В нижеследующем описании сделана ссылка на вращающийся охладитель и его функцию охлаждения как пример такого устройства с вращающимся цилиндром; настоящее изобретение создано, тем не менее, для использования с любыми текучими гранулированными материалами, вводимыми в такой вращающийся охладитель. Полые трубки предпочтительно расположены в виде рядов, проходящих в продольном направлении устройства с вращающимся цилиндром.
Предпочтительно, два смежных ряда полых трубок соответственно имеют смещенное расположение их полых трубок.
Полые трубки могут быть установлены на стенках секций, например, с использованием винтов, клеевого соединения или заклепок.
Также являются подходящими, например, сварочные способы, в частности дуговая сварка под флюсом, дуговая сварка плавящимся электродом в инертном газе, сварка трением или приварка шпилек. Способом, особенно хорошо адаптированным для полых трубок и, следовательно, особенно подходящим, является сварка вращающейся в магнитном поле дугой (MARC-сварка).
Полые трубки имеют длину менее чем 10 см, в частности менее чем 5 см. Они предпочтительно имеют длину 3,6 см.
Полые трубки предпочтительно имеют диаметр менее чем 5 см, в частности 3,0 см.
Также признано предпочтительным для полых трубок, чтобы их толщина составляла 1 см или менее, в частности 0,5 см.
Вращающийся охладитель предпочтительно имеет множество секций, которые имеют более высокую плотность полых трубок на радиальных стенках и на периферийных стенках, чем в угловых областях между радиальными стенками, а также между радиальными стенками с одной стороны и периферийной стенкой с другой стороны.
Предпочтительно обеспечено, чтобы секции соответственно имели приблизительно 500 рёбер или 500 полых трубок на метр длины вращающегося охладителя.
Настоящее изобретение также относится к способу управления работой устройства с вращающимся цилиндром, в частности вращающегося охладителя, описанного выше. Способ отличается тем, что перемещают твердый материал вокруг полых трубок в виде турбулентного потока.
Настоящее изобретение более подробно проиллюстрировано ниже в примерах вариантов осуществления с добавлением чертежей. На фигурах показано следующее:
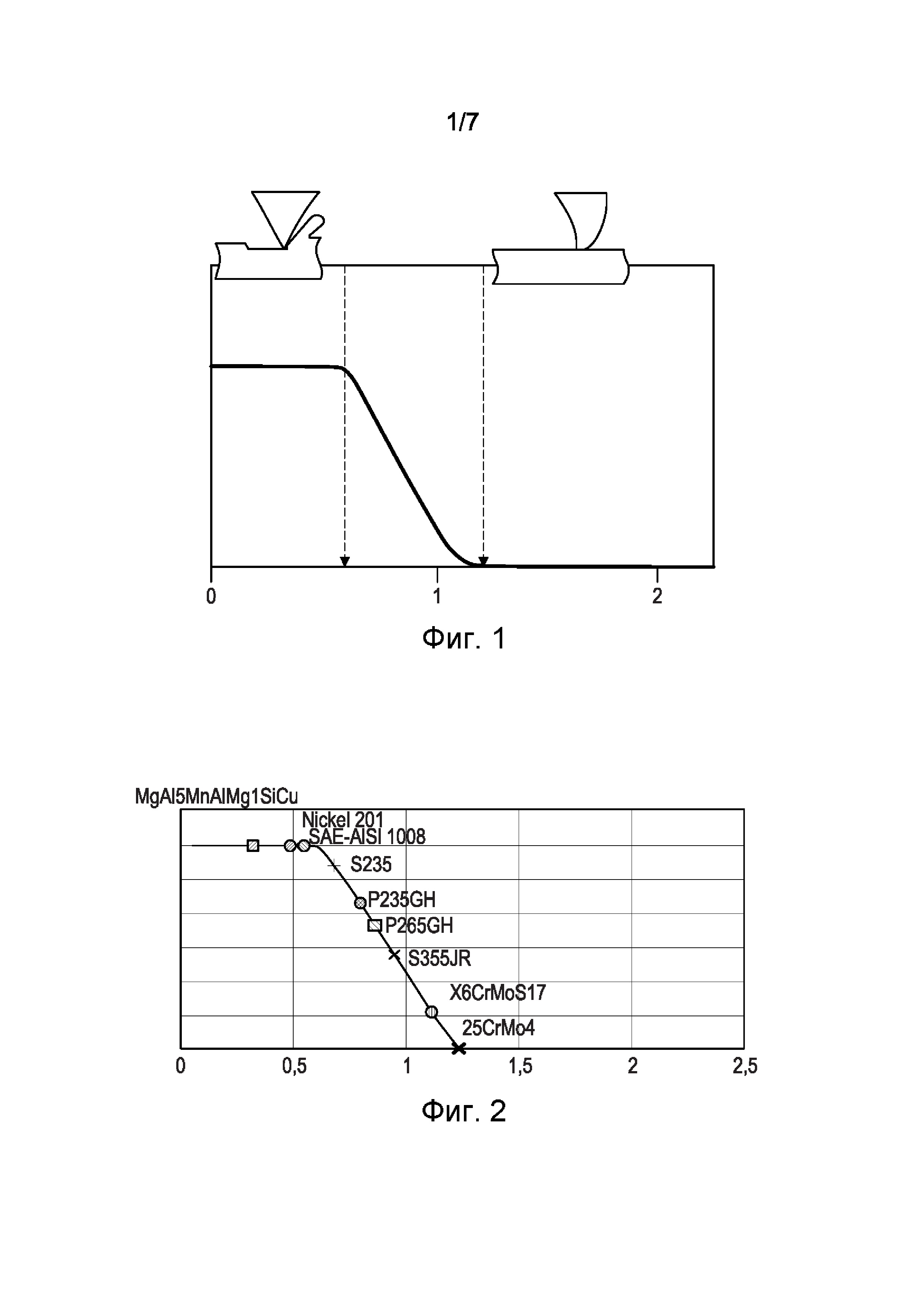
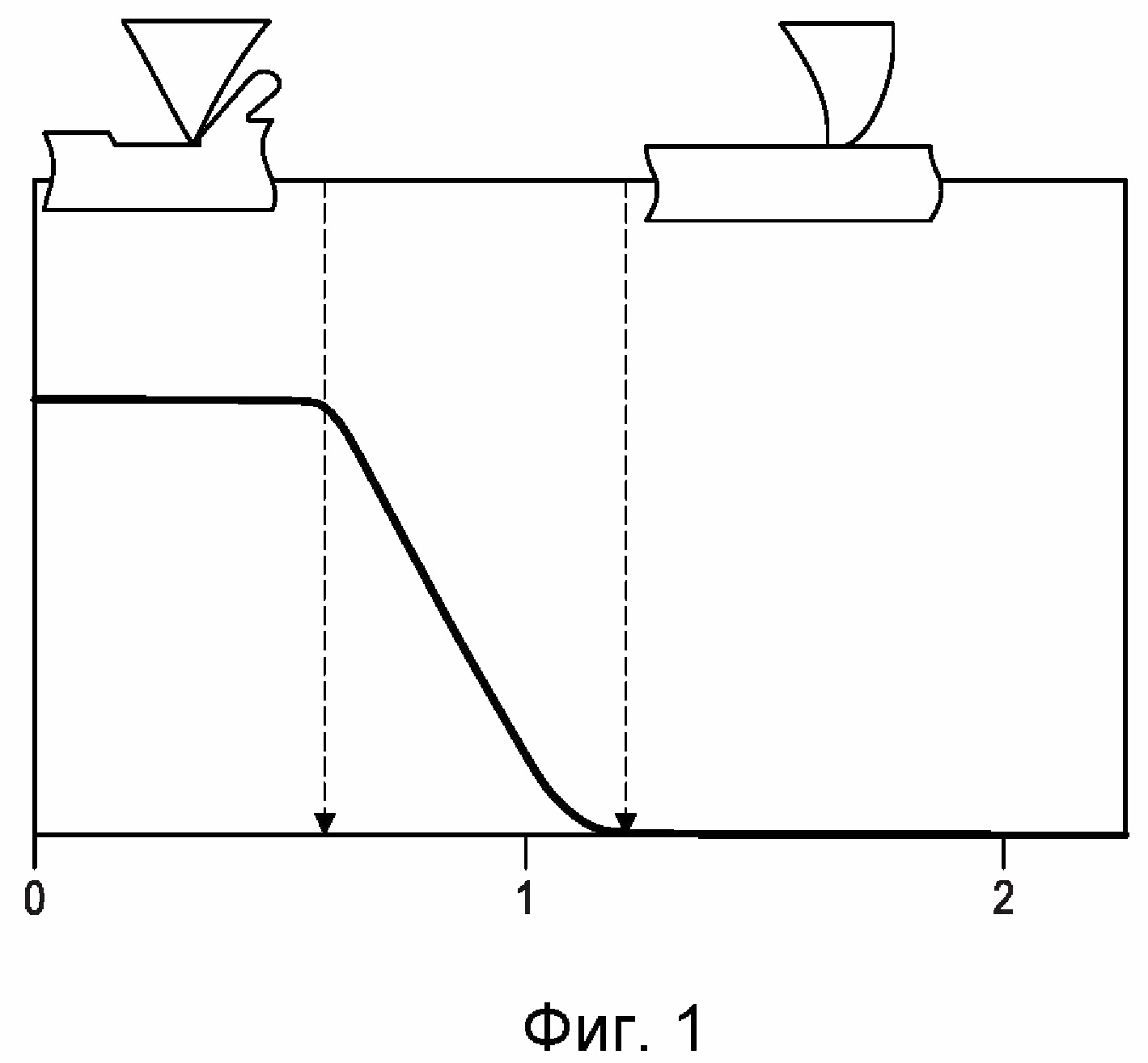
Фиг. 1 - изображение износа компонента (по вертикальной оси), например, устройства с вращающимся цилиндром, как функции отношения твердости материала указанного компонента к твердости вызывающего износ тела (по горизонтальной оси), например, оксида цинка;
Фиг. 2 - изображение износа компонента (по вертикальной оси), например, устройства с вращающимся цилиндром, как функции отношения твердости материала указанного компонента к твердости оксида цинка (по горизонтальной оси) для разных материалов, подходящих для использования в устройстве с вращающимся цилиндром;
Фиг. 3 - изображение твердости по Бринеллю (HBW) (по вертикальной оси) как функции удлинения при разрушении, измеряемого в [%], для разных материалов, подходящих для использования в устройстве с вращающимся цилиндром (по вертикальной оси), в частности для его компонентов, которые выполняют функцию охлаждения, таких как охлаждающие рёбра;
Фиг. 4 - изображение коэффициента λ теплопроводности, измеряемого в [Вт/м•К] (по вертикальной оси), разных материалов как функции разности между коэффициентом теплового расширения этих материалов и коэффициентом α [10-6 K-1] теплового расширения строительной сортовой стали lS235JR, используемой для стенок секций устройства с вращающимся цилиндром, (по горизонтальной оси);
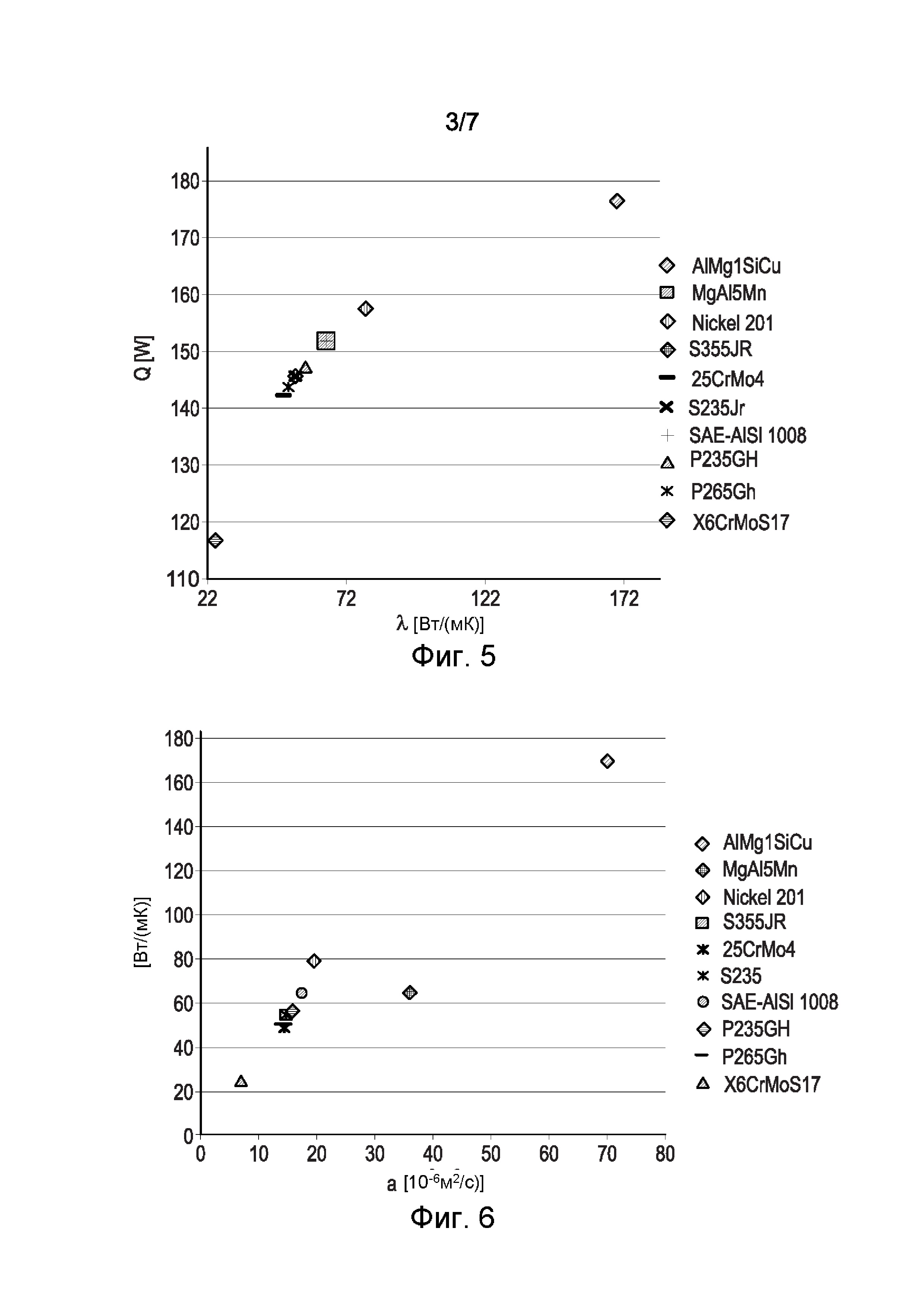
Фиг. 5 - тепловой поток Q (Вт) (по вертикальной оси), передаваемый разными материалами, как функция их коэффициента λ теплопроводности [Вт/(м•К)] (по горизонтальной оси);
Фиг. 6 - коэффициент теплопроводности разных материалов (по вертикальной оси) как функция их коэффициента тепловой диффузии (по горизонтальной оси);
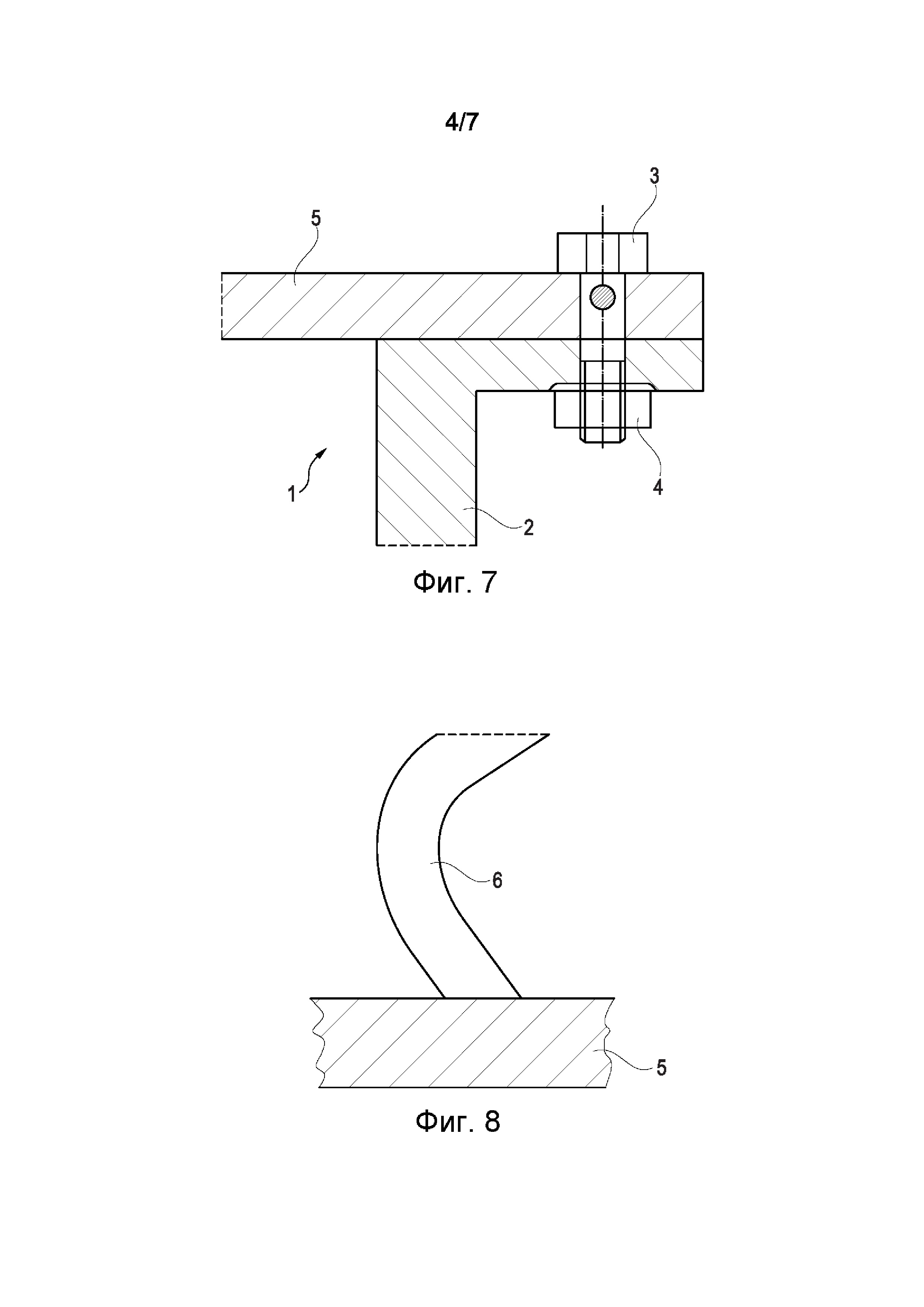
Фиг. 7 - вид в сечении сегмента секции секционного охладителя с L-образным ребром, соединенным со стенкой секции посредством винта и гайки;
Фиг. 8 - вид в сечении сегмента секции секционного охладителя с волнообразным ребром;
Фиг. 9 - вид в сечении полого ребра или трубки, установленной на стенке секции секционного охладителя;
Фиг. 10 - вид в сечении схематически изображенного секционного охладителя с восемью секциями, каждая из которых частично заполнена текучим гранулярным материалом (показан штриховкой);
Фиг. 11 - изометрическое изображение сектора секционного охладителя согласно Фиг. 10, оснащенного полыми рёбрами согласно Фиг. 9;
Фиг. 12 - вид сверху трубчатых рёбер, расположенных в виде рядов на внутренней стенке сектора секционного охладителя в области одной или более зон, в которых подлежащий охлаждению материал имеет более высокую скорость частиц; и
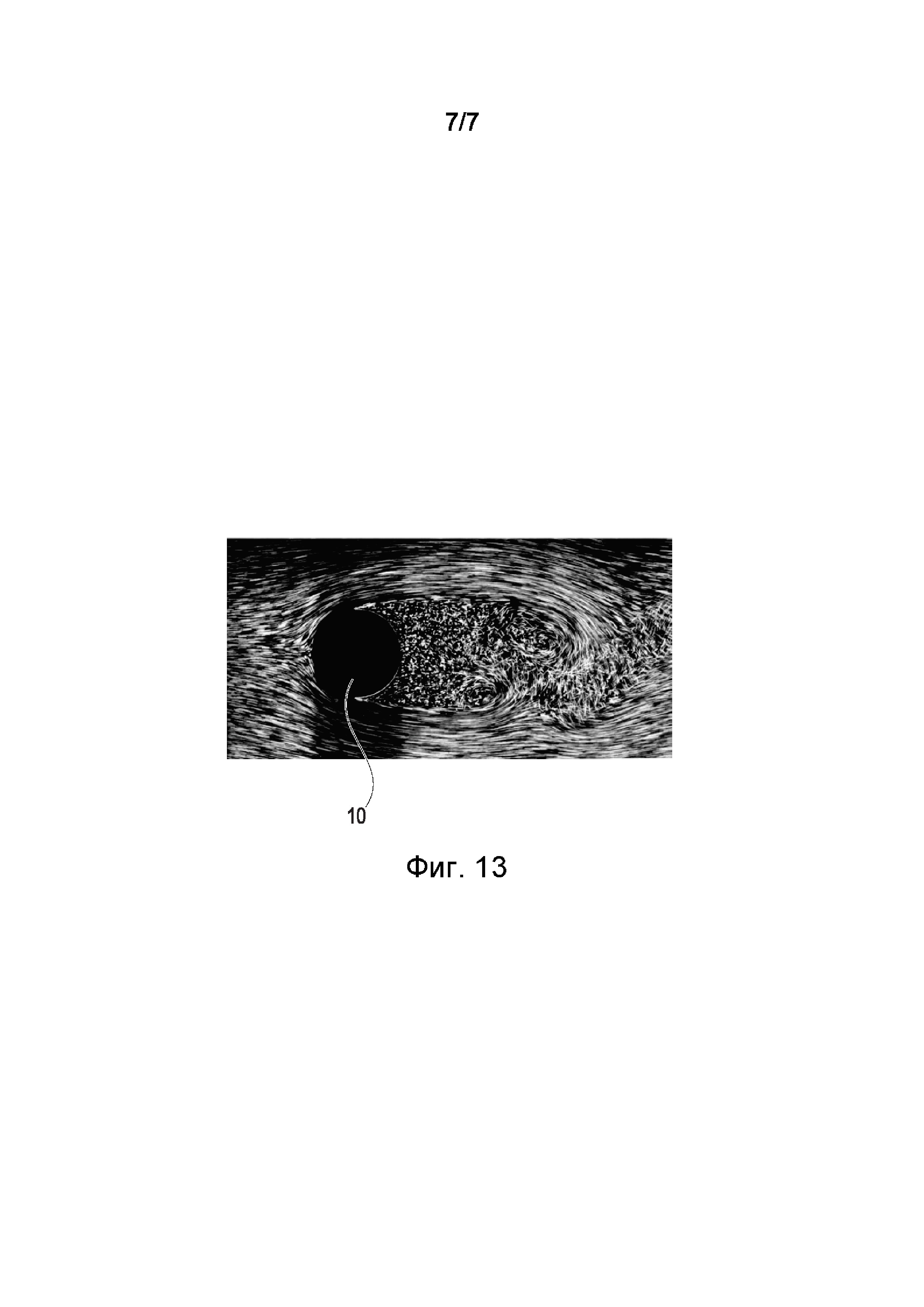
Фиг. 13 - изображение трубчатого ребра, окруженного потоком частиц материала, подлежащего охлаждению.
Согласно настоящему изобретению, при оптимизации вращающегося охладителя принимают во внимание множество критериев. Определяют наилучшую возможную комбинацию материала, процесса соединения и геометрической формы. Тем не менее, оптимизацию теплопередачи для вращающегося охладителя, в частности секционного охладителя, осуществляют, в первую очередь, путем внедрения и оптимизации охлаждающих рёбер.
Подлежащий охлаждению субстрат вводят при высокой температуре, например, потенциально достигающей 950 °С, во вращающийся охладитель, например, в секционный охладитель. Путем непрерывного охлаждения указанных секций посредством охлаждающей жидкости, например, воды, снижают температуру секций. В зависимости от их геометрической формы, охлаждающие рёбра в секциях в области ввода продукта по-прежнему могут достигать температуры, например, 550 °С. Тем не менее, механические напряжения на ребрах являются низкими. Они ограничены напряжениями, создаваемыми в результате контакта с продуктом. Ребра не играют какой-либо поддерживающей или упрочняющей роли внутри секционного охладителя. Таким образом, могут также рассматриваться материалы с рабочим пределом ниже 550 °С. Основное испытываемое напряжение обусловлено сопротивлением износу, вызываемому охлаждаемым или нагреваемым субстратом, например, оксидом цинка в порошковой форме. В зависимости от состава атмосферы внутри секционного охладителя, могут также происходить процессы высокотемпературной коррозии.
Исходя из создаваемых температур, выбор материалов ограничен металлами и их сплавами, а также керамическими материалами. Несмотря на свои хорошие характеристики с точки зрения коррозионной стойкости, керамические материалы обладают низким коэффициентом теплопроводности. Кроме того, следует критически оценить их поведение с точки зрения хрупкости. Следовательно, металлические сплавы являются предпочтительными при указанном выборе материалов. Подходящие материалы для выбора указаны вместе с некоторыми их характеристиками в Табл. 1. Из таблицы видно, что в процесс выбора были включены материалы соответствующих различных категорий. Например, секционный охладитель со всеми его смонтированными компонентами состоит, главным образом, из конструкционной стали S235JR с идентификационным номером 1.0038 материала. Тем не менее, пригодны также другие сплавы, например алюминиевые или магниевые, а также стали других типов.
В Табл. 1 показаны материалы.
Выбор материала для использования осуществляют на основе множества критериев. Поскольку основное напряжение на охлаждающих ребрах обусловлено износом, вызываемым оксидом цинка, данный износ необходимо поддерживать на минимальном уровне. Типы износа, происходящего в данном случае, представляют собой износ при скольжении и износ при ударе. Высокая стойкость по отношению к этим двум типам износа, которые обусловлены механизмами истирания и поверхностного разрушения, может быть реализована путем сочетания высокой твердости и пластичности. Механизму истирания можно противодействовать посредством высокой твердости материала.
Как схематически показано на Фиг. 1 в виде соотношения твердости компонента и твердости тела, вызывающего износ, износ вследствие истирания подразделяется на три зоны. В зоне, в которой указанное соотношение ниже 0,6, происходит наибольший износ вследствие низкой твердости компонента. В зоне, в которой соотношение твердости двух указанных компонентов составляет от 0,6 до 1,2, имеет место переход от высокого уровня износа к низкому уровню износа. При значении 1,2 износ в результате истирания уменьшается до минимума, поскольку тело, вызывающее износ, вследствие своей низкой твердости не способно проникать в компонент.
Таблица 1
Оксид цинка представляет собой минерал. Соответственно, твердость оксида цинка измеряется по шкале твердости Мооса, которая основана на стойкости к царапанию минералов. Ее значение составляет приблизительно 4. Хотя невозможно точное преобразование значения твердости по Бринеллю в значение, типовое для машиностроения, стандартным значением твердости по Бринеллю для оксида цинка считается приблизительно 180 HBW (HBW - Härte Brinell Wolframkarbid (твердость по Бринеллю, определяемая с помощью шара из карбида вольфрама)). При определении отношения твердости рассматриваемых материалов к твердости оксида цинка и его отображения в виде графика, показанного на Фиг. 1, получается изображение, согласно которому сталь 25CrMo4, улучшенная закалкой и отпуском (quenched and tempered steel, Q&T-сталь), является единственным найденным материалом с низким уровнем износа. Магниевые сплавы, чистый никель и углеродистые стали находятся в диапазоне максимального износа из-за истирания. Все другие материалы находятся в переходном диапазоне (Фиг. 2).
Поскольку, в дополнение к механизму истирания, важно также поверхностное разрушением, материалы оцениваются также с точки зрения их стойкости к износу вследствие такого разрушения. В качестве измеряемой переменной для данного вида стойкости может использоваться удлинение при разрушении. Это значение отражает пластичность материалов, которая противостоит поверхностному разрушению пропорционально ее величине. На Фиг. 3 показаны свойства материалов по твердости в отношении удлинения при разрушении, поскольку износ зависит от комбинации этих двух свойств.
Соответственно, материалы, расположенные в верхней правой области графика, являются предпочтительными для использования во вращающемся охладителе, вследствие сочетания их твердости и удлинения при разрушении. Материалы, находящиеся в нижней правой области, такие как никель, обладают хорошей стойкостью к износу, обусловленному поверхностным разрушением, однако они уязвимы для истирания из-за их низкой твердости. Два сплава алюминия и магния показывают не слишком хорошую стойкость в отношении обоих из двух указанных механизмов. Следует, однако, учитывать, что доля истирания превышает долю поверхностного разрушения. Это обусловлено малым диаметром частиц оксида цинка, составляющим от 0 мм до 6 мм. Соответственно, должен быть применен весовой коэффициент, который не учтен на Фиг. 3. Отношение истирания к поверхностному разрушению определяется, например, в диапазоне от 2/3 до 1/3.
Поскольку, согласно настоящему изобретению, улучшается, главным образом, теплопередача в секционном охладителе, в первую очередь учитывается коэффициент теплопроводности отдельных материалов. Независимо от геометрической формы, увеличенный тепловой поток может быть обеспечен путем использования особо подходящих материалов с более высоким коэффициентом теплопроводности. Тем не менее, необходимо отметить, что количество пригодных материалов может быть ограничено в зависимости от процесса соединения. Кроме того, следует учитывать коэффициент теплового расширения. Если секции изготовлены из конструкционной стали с коэффициентом теплового расширения приблизительно

Показано, что алюминиевый сплав имеет наивысший коэффициент теплопроводности, но также и значительное отличие по коэффициенту теплового расширения от конструкционной стали. В сочетании с магниевым сплавом, который имеет намного более высокий коэффициент теплопроводности по сравнению с алюминиевым сплавом, следует ожидать наибольшие напряжения в области зоны соединения. Все другие материалы находятся в аналогичном диапазоне в отношении их коэффициента теплового расширения и коэффициента теплопроводности, причем нержавеющая ферритная сталь X6CrMoS17 имеет самый низкий коэффициент теплопроводности.
Сравнение передаваемого теплового потока при идентичных условиях, лишь при разных материалах, дает тепловой поток, показанный на Фиг. 5 в виде функции коэффициента теплопроводности. Показанная кривая напоминает график функции квадратного корня. Если значения коэффициента теплопроводности являются низкими, то тепловой поток резко увеличивается. С повышением теплопроводности тепловой поток продолжает увеличиваться, однако наклон кривой значительно уменьшается. Таким образом, тепловой поток в случае X6CrMoS17 составляет приблизительно на 20% ниже, чем в случае S235JR, хотя коэффициент теплопроводности первого составляет более чем на 50% ниже, чем у второго. Коэффициент теплопроводности алюминиевого сплава превышает коэффициент теплопроводности конструкционной стали более чем на 200%. Тем не менее, усиление теплового потока составляет всего лишь 20%. Таким образом, указанная кривая приближается к максимальному тепловому потоку.
На Фиг. 5 показан передаваемый воздушный поток как функция коэффициента теплопроводности. Дополнительным критерием оценки является коэффициент тепловой диффузии по отношению к описанной тепловой усталости. Хотя секционный охладитель имеет небольшое количество рабочих циклов, его останавливают исключительно для техобслуживания и ремонта, и по-прежнему возможно возникновение тепловой усталости охлаждающих рёбер, если их коэффициент тепловой диффузии является слишком низким. Более высокие коэффициенты тепловой диффузии материалов и их геометрические размеры являются предпочтительными для предотвращения трещин в компонентах и проявлений усталости.
На Фиг. 6 графически изображен коэффициент теплопроводности материалов в зависимости от их коэффициента тепловой диффузии. Что касается их тепловых свойств, то алюминиевый сплав снова обеспечивает наилучший результат, благодаря его высоким коэффициентам теплопроводности и тепловой диффузии. Поскольку коэффициент тепловой диффузии определяется сочетанием коэффициента теплопроводности, плотности и удельной теплоемкости, становится понятно, почему алюминиевый сплав, с его низкой плотностью и высоким коэффициентом теплопроводности, имеет высокий коэффициент тепловой диффузии. Магниевый сплав также имеет высокий коэффициент тепловой диффузии. Наихудшие свойства по коэффициенту тепловой диффузии имеет сплав X6CrMoS17. Остальные материалы имеют приблизительно одинаковые коэффициенты тепловой диффузии при известных различиях в коэффициенте теплопроводности.
С целью идентификации наиболее подходящего материала, оценивают вышеописанные факторы или критерии оценки, такие как твердость, удлинение при разрушении, коэффициент теплопроводности, коэффициент расширения, коэффициент тепловой диффузии, тепловой поток и затраты. Отдельные критерии оценки снабжены, например, весовыми коэффициентами, соответствующими их важности (см. Табл. 2).
Табл. 2: Весовые коэффициенты критериев оценки
В дополнение к коэффициенту теплопроводности, передаваемый тепловой поток также рассматривается при оценке с тем же самым весовым коэффициентом, поскольку было показано, что хотя коэффициент теплопроводности и является определяющим для теплового потока, он не обладает линейной прогрессии. Таким образом, задача определяемого теплового потока состоит в том, чтобы он действовал как дополнительный фактор для компенсации данной нелинейности. Критерии, относящиеся к износу или усталости материалов, также имеют большое влияние.
Оценку осуществляют соответственно путем присвоения значения единица наивысшему значению критерия оценки. Соответственно, значение ноль задает нижний предел. Между верхним и нижним значениями задают линейную прогрессию, так что остальные значения лежат между двумя указанными пределами. Определяемые значения затем умножают на соответствующий весовой коэффициент. Это осуществляют для разных критериев оценки перед заключительным суммированием отдельных результатов. Таким образом, наилучшая возможная оценочная сумма будет иметь значение один.
Пример: Сплав 25CrMo4 имеет наивысшую твердость 216 HBW (твердость по Бринеллю). Это соответствует значению 1. Из этого следует, что остальные материалы получают 0,01 оценочного балла за 2,16 твердости по Бринеллю. Соответственно, значение 0,57 представляет собой результат для конструкционной стали S235JR с твердостью 123 по Бринеллю. При умножении на весовой коэффициент это дает значения 0,3 и 0,171.
Наилучший результат получен при использовании стали 25CrMo4, улучшенной закалкой и отпуском, с общей суммой баллов 0,8032. За ней следует конструкционная сталь S355JR с суммой баллов 0,7972. Поскольку эти два материала показали схожие хорошие результаты, окончательное решение относительно выбора материала принимают на основе используемого процесса соединения.
Сталь, улучшенная закалкой и отпуском, имеет существенный недостаток, состоящий в том, что в случае сварки она должна быть подвергнута отжигу в течение нескольких часов при минимальном напряжении и высокой температуре от 680 °С до 720 °С с целью снижения обусловленных сваркой напряжений внутри зоны, подвергнутой воздействию тепла. Ввиду большого размера компонентов секционного охладителя это означает, в дополнение к затратам времени, значительные технические расходы. Легко поддающаяся сверке конструкционная сталь S355JR не требует столь затратной по времени и дорогостоящей дополнительной обработки. Следовательно, сталь 25CrMo4, улучшенная закалкой и отпуском, является предпочтительной в случае любых процессов соединения, за исключением сварки, при которой превалируют преимущества конструкционной стали, обусловленные ее большей легкостью в обработке.

Таблица 3
Способ, которым ребра прикрепляются к секциям секционного охладителя, имеет решающее влияние на срок службы и передаваемый тепловой поток. Далее преимущества и недостатки отдельных процессов соединения будут описаны и соответствующим образом сравнены с другими способами.
Значительное преимущество клеевых соединений состоит в том, что обеспечивается возможность получения однородного результата для всех металлов с хорошей предварительной обработкой. Таким образом, возможны разные сочетания материалов. Тем не менее, должны рассматриваться и другие факторы, в зависимости от типа используемого клея.
Конструкционные клеи способны поглощать нагрузки до 30 МПа. Это во много раз меньше, чем при других способах соединения. Однако для обеспечения способности выдерживать даже эти нагрузки требуется очень трудоемкая предварительная обработка заготовок, поскольку это единственный способ обеспечения хорошего смачивания поверхностей, что является критичным для качества соединения. Поскольку однородность и малая толщина слоя клея также являются критичными, как секции, так и охлаждающие рёбра должны удовлетворять жестким требованиям к допускам. Несмотря на низкий коэффициент теплопроводности клея, тепловой поток изменяется лишь незначительно вследствие малой толщины слоя клея.
Дополнительно следует учитывать, что к клеям должно прикладываться однородное давление в ходе занимающего много времени процесса сушки. Кроме того, секции должны быть полностью нагреты во время процесса сушки. Это требует большого количества энергии, а также больших технических затрат. Хотя имеются клеи с рабочими температурами свыше 100 °С, все они подвержены процессам старения. В дополнение, существует риск ползучести при высоких температурах, что может значительно сократить срок службы секционного охладителя.
Для упругих клеев требования к допускам на компоненты являются менее жесткими, благодаря большей толщине слоя. Тем не менее, в результате передаваемый тепловой поток значительно уменьшается. Кроме того, выдерживаемые нагрузки являются более низкими, чем в случае конструкционных клеев. Соответственно, для обеспечения возможности поглощения того же самого усилия требуется контактная поверхность большего размера.
Еще более предпочтительными, чем клеевые соединения, являются резьбовые соединения, с помощью которых также обеспечивается возможность соединения разных материалов друг с другом. Поскольку эти соединения не являются в полной мере соединениями связующего типа и представляют собой разновидность соединений с силовым замыканием, для осуществления полного контакта между поверхностями ребра и секции требуется соблюдение высокой степени геометрической точности, чтобы тепло передавалось за счет теплопроводности. Полости между секцией и ребром приводят к естественной конвекции между двумя компонентами. Это будет значительно уменьшать передаваемый тепловой поток.
В отличие от клеевых соединений, резьбовые соединения способны выдерживать значительно более высокие нагрузки, благодаря адаптации используемых компонентов, таких как винты и гайки. Тем не менее, в секциях приходится сверлить множество отверстий, через которые направляются винты. Из-за указанных отверстий прочность секций снижается. Кроме того, данная область должна быть герметизирована. Это требует использования дополнительных компонентов.
Помимо снижения прочности секций из-за указанных отверстий, зажимное усилие между головкой винта и гайкой создает в секциях напряжения, которые добавляются к напряжениям, возникающим во время работы.
В секции 1 (Фиг. 7) секционного охладителя ребро 2 имеет L-образную форму (L-образное ребро) и соединено со стенкой 5 секции 1 посредством винта 3 и гайки 4. Таким образом, ребро 2 образует контактную поверхность для головки винта 3. Благодаря использованию винтов 3, обеспечивается возможность замены рёбер 2 неразрушающим образом.
В качестве альтернативы использованию резьбовых соединений, могут также использоваться заклепочные соединения.
Способ прессового соединения требует использования рёбер, которые вдавливаются через стенку секции по меньшей мере в некоторых областях.
После вставки стенка секции и указанное ребро могут быть дополнительно склеены или сварены.
Еще один способ осуществления соединения между рёбрами и стенкой состоит в соединении с помощью сварки, которая подразделяется на две категории. Используются как дуговая сварка под флюсом и дуговая сварка плавящимся электродом в инертном газе, так и сварка трением и приварка шпилек.
Дуговая сварка под флюсом подходит не для всех мест сварки, так как порошок свободно лежит на зоне сварки. Следовательно, для сварки могут использоваться лишь места с небольшим наклоном. Каждая секция секционного охладителя состоит из двух соединенных частей. Они сварены вместе после установки улавливающих полос и транспортирующих лопаток.
По сравнению с дуговой сваркой под флюсом, сварочные горелки при MIG-сварке (MIG-сварка - metal inert gas welding, дуговая сварка плавящимся электродом в инертном газе), которая может быть автоматизирована и/или осуществляться вручную, имеют значительно меньшие размеры. Подготовка, необходимая для приварки рёбер к секциям, имеет меньший объем, чем подготовка, необходимая для клеевого соединения, винтового соединения или заклепочного соединения. Неточности могут быть компенсированы путем введения дополнительного заполняющего материала. Что касается теплового потока, то ребра всего лишь должны быть оснащены скосами с целью обеспечения возможности осуществления полного поверхностного контакта. В пределах зоны сварки материал имеет приблизительно такой же коэффициент теплопроводности, что и основной металл. При сварке с полным поверхностным контактом между ребром и секцией, обеспечивается возможность достижения очень хороших результатов с точки зрения передаваемого теплового потока между двумя компонентами.
Несмотря на влияние на конструкцию высоких тепловых напряжений во время сварки, выдерживаемые нагрузки, даже при наличии неизбежных напряжений в процессе сварки, являются значительно более высокими, чем при склеивании с помощью конструкционного клея или прессовом соединении. Кроме того, не требуется дополнительная площадь контактной поверхности, как в случае резьбового или заклепочного соединения. Поскольку ребра полностью ограничены сварными швами, необходимо всего лишь уменьшить длину рёбер. Соответственно, вместо одного длинного ребра устанавливают от трех до четырех более коротких рёбер вдоль секций; это также может именоваться прерывистым ребром. В результате снижаются деформации и напряжения. Дополнительная обработка сварных швов не требуется, поскольку конструкционная сталь S355JR легко поддается сварке, причем также обеспечивается возможность проведения ремонта в местах монтажа тем же самым способом. Дополнительные компоненты ограничены сварочными электродами, так что сборка не является излишне сложной или более подверженной возникновению ошибок, чем в случае резьбовых соединений.
С другой стороны, для осесимметричных охлаждающих рёбер осуществляется либо сварка трением, либо приварка шпилек. Сварка трением отличается очень высоким качеством в области зоны сварки. Ее прочность превосходит прочность основного металла. Тепловые напряжения и деформации и, следовательно, внутренние напряжения являются более низкими, чем в случае сварки плавлением.
Это показывает, что дуговая сварка плавящимся электродом в инертном газе представляет собой предпочтительный выбор при соединении охлаждающих рёбер.
Приварка шпилек характеризуется очень коротким временем сварки. Оно значительно короче, чем в случае сварки трением. Благодаря более короткому времени сварки, тепловое напряжение является более низким, чем в случае, например, MIG-сварки. Прочность данного в полной мере связующего соединения превосходит прочность основного металла. Кроме того, данное соединение не подвержено процессам старения, как это имеет место в случае клеевых соединений.
Подготовка зоны сварки идентична той, которая имеет место в случае MIG-сварки или дуговой варки под флюсом (submerged arc welding, SAW) и, соответственно, является значительно более короткой по сравнению с той, которая имеет место в других рассматриваемых способах. Если охлаждающие рёбра имеют круглое сечение, то резка длинного стержня на нужную длину является достаточной в качестве подготовки в отношении рёбер. Не требуется оснащение секций трудоемкими просверливаемыми отверстиями с минимальными допусками. Не требуются дополнительные заполняющие материалы; необходима лишь изоляция от атмосферы посредством инертного газа.
Небольшие размеры сварочной горелки в устройстве для приварки шпилек обеспечивают возможность легкого монтажа рёбер по всех областях секции. Кроме того, требуемый уровень квалификации является очень низким, благодаря простоте обращения со сварочной горелкой.
Для достижения полного поверхностного контакта и, таким образом, наилучшей возможной теплопередачи необходимо также учитывать образование пузырьков.
Несмотря на ограничение наружного диаметра величиной 30 мм, приварка шпилек обеспечивает наилучшее компромиссное решение ввиду хороших механических свойств зоны соединения в сочетании с простотой обращения со сварочной горелкой и очень коротким временем сварки. Следовательно, для охлаждающих рёбер с закругленными геометрическими формами должна применяться приварка шпилек.
Таким образом, охлаждающие рёбра привариваются к секциям независимо от их геометрической формы. В этой связи, конструкционная сталь S355JR является более предпочтительной, чем сталь 25CrMo4, улучшенная закалкой и отпуском, поскольку она легко поддается сварке и не требует завершающей обработки. Поскольку конструкционная сталь S355JR представляет собой низколегированную конструкционную сталь, рекомендуется использовать активный газ в качестве защитного газа, поскольку он является менее дорогостоящим, чем инертный газ.
Согласно настоящему изобретению, также обеспечена геометрическая форма охлаждающих рёбер, которая удовлетворяет множеству критериев, в частности, в отношении теплового потока.
Целью определения теплового потока относительно поверхности контакта между охлаждающим ребром и секцией является определение теплового потока на 1 мм². Таким образом обеспечивается возможность оценки эффективности разных геометрических форм, независимо от размера ребра или площади его контакта с секцией. Поскольку некоторые ребра, например такие, как ребра в форме лопаток, занимают значительно большую площадь секции, чем их контактная поверхность, это учитывается с помощью спроецированной площади поверхности, т.е. площади поверхности, покрытой контуром ребра.
Это необходимо учитывать применительно к количеству устанавливаемых рёбер, поскольку возможное их количество в значительной степени зависит от спроецированной площади поверхности. Поэтому также изучается тепловой поток относительно спроецированной площади поверхности. В дополнение к площадям поверхности, вес рёбер также рассматривается при оценке. Тепловой поток относительно веса охлаждающих рёбер служит в качестве дополнительного критерия эффективности рассматриваемой геометрической формы. Благодаря высокому соотношению теплового потока и веса, обеспечивается лучшее использование ресурсов при одновременном снижении расхода материалов и связанных с этим затрат на материалы.
Еще одним критерием служит отношение теплового потока в момент времени t, например t = 28 с, к тепловому потоку в установившемся состоянии вблизи момента окончания моделирования. С помощью этого отношения может быть определен коэффициент тепловой диффузии для данной геометрической формы. Высокий коэффициент тепловой диффузии для данной геометрической формы также предотвращает или снижает риск тепловой усталости.
Весовые коэффициенты разных критериев приведены в Табл. 4. Два тепловых потока по отношению к площадям поверхности являются определяющими критериями для геометрических форм. Поэтому их весовые коэффициенты в сумме равны 0,65. Отношение теплового потока к весу ребра обеспечивает показатель эффективности ребра, но при этом не является определяющим критерием в отношении общего улучшения теплового потока применительно к охлаждающему ребру, используемому в настоящий момент. Хотя им и нельзя пренебрегать, данный критерий умножается на весовой коэффициент 0,2, более низкий, чем для тепловых потоков по отношению к площадям поверхности. Коэффициент тепловой диффузии с весовым коэффициентом 0,15 является младшим по отношению к другим критериям. Это является оправданным, поскольку определяющим для тепловой усталости является прежде всего соотношение тепловых потоков в разные моменты времени.
Табл. 4: Весовые коэффициенты критериев оценки для геометрических форм
Оценку разных геометрических форм осуществляют аналогичным образом для предварительного выбора материала. Наивысшему значению критерия оценки соответственно присваивают значение 1. Затем задают линейную градацию до значения 0 и присваивают соответствующие значения остальным геометрическим формам. Эти значения умножают на весовые коэффициенты и затем суммируют между собой. Таким образом, значение максимально возможной получаемой суммы равно 1.
Оценка приведена в Табл. 1. Наилучший результат в виде суммы баллов, равной 0,859, относится к волнообразному ребру 6 (Фиг. 8) (названному просто «волнообразным» в Табл. 5). Это обусловлено большой площадью поверхности, образованной благодаря его геометрической форме. Тем не менее, следует иметь в виду, что удлиненные ребра должны крепиться к секциям с помощью MIG-сварки. Хотя возможно выполнение необходимых скосов по его контуру с тем, чтобы обеспечить полный поверхностный контакт между ребром и секцией, использование сварочной горелки с левой стороны ребра (Фиг. 8) является невозможным ввиду его кривизны. Вследствие геометрического изменения его геометрической формы с целью обеспечения способности к сварке, итоговая сумма баллов снижается приблизительно на 0,2 до 0,672. Хотя на Фиг. 5 изображена лишь «половина волны» такого ребра 6 на виде в сечении, следует понимать, что каждое ребро 6 может иметь множество волновых гребней и впадин согласно настоящему изобретению.
В Табл. 5 приведена оценка геометрических форм.
Таблица 5
Вслед за неизмененным волнообразным ребром, с разностью в 0,084 балла следует оптимизированное прямоугольное ребро. Это ребро уже демонстрирует свой наилучший возможный результат вследствие своей оптимальной расчетной высоты, в то время как другие геометрические формы обладают потенциалом для достижения лучших результатов посредством дополнительных изменений. Еще одна причина того, что оптимизированное прямоугольное ребро демонстрирует хороший результат, состоит в высокой эффективности его геометрической формы, которая объясняется низким параметром
Следующий наилучший результат относится к круглой геометрической форме с впадиной, у которой отношение внутреннего радиуса Ri круглого полого ребра 7 к наружному радиусу Ra (см. Фиг. 9) составляет от 2 до 3. Его итоговая сумма баллов, равная 0,765, составляет на 0,009 балла меньше значения для оптимизированного прямоугольного ребра. Каждое из рёбер 7 оснащено отверстием посередине. Помимо значительных дополнительных работ, это также связано с повышенными затратами на инструменты.
Тем не менее, моделирование трубок со значительно более низкими производственными затратами и с такими же диаметрами отверстий, что и у вышеуказанного ребра с отверстием, показывает потенциальные возможности их геометрической формы. Эта геометрическая форма дает итоговую сумму баллов 0,787 при тепловом потоке
Последняя обладает свойствами, которые по существу идентичны свойствам приварки шпилек, и отличается от нее, главным образом, формой дуги. Между ребром и секцией создается перемещаемая магнитным способом круговая дуга. Эта дуга приводит к образованию кольцевой сварочной ванны для двух указанных компонентов. При данном способе также сохраняется преимущество, состоящее в чрезвычайно коротком времени сварки. Качество сварного шва является очень высоким, и его прочность превосходит прочность основных металлов. Кроме того, MARC-сварка не так сильно подвержена образованию пузырьков.
Поскольку она обеспечивает результаты, близкие к наилучшим по отношению к тепловому потоку, геометрические формы трубок будут подробно описаны ниже в сочетании с MARC-сваркой, с добавлением примера варианта осуществления.
Трубчатая геометрическая форма охлаждающего ребра описана ниже с использованием примера стандартизованной трубки. Измерения описаны, например, в DIN EN 10220. Диаметр, при котором возможен способ MARC-сварки, как и в случае приварки шпилек, приблизительно составляет d = 30 мм. Наименьший выбранный диаметр составляет, например, d = 25 мм. Толщина Т стенки варьируется от Т = 6,3 мм до Т = 5 мм.
Оценку осуществляют идентично оценке, описанной выше. Те же самые критерии оценки используются с теми же самыми весовыми коэффициентами. Тем не менее, добавлен дополнительный критерий оценки, а именно тепловой поток. Поскольку ребро в данном случае заведомо представляет собой трубчатое ребро, это добавление возможно без дополнительных регулировок. Тепловому потоку присвоен весовой коэффициент 0,3. Следовательно, максимально получаемая итоговая сумма баллов увеличивается до 1,3. Длина рёбер является постоянной и составляет L = 50 мм независимо от значений диаметра и толщины стенки.
В Табл. 6 приведена оценка оптимизации диаметра и толщины стенки.
Оценка, приведенная в Табл. 6, показывает, что геометрические формы при толщине стенки Т = 5 мм в целом показывают лучшие результаты. Это обусловлено большей площадью поверхности для теплообмена. Несмотря на меньшую толщину своих стенок, трубчатые ребра позволяют получить прочность, схожую с той, которая имеет место в сравнимых прямоугольных ребрах с толщиной Т = 10 мм, благодаря своей округлой геометрической форме.
Таблица 6
Наилучший результат достигается при диаметре d = 30 мм и толщине стенки Т = 5 мм. На основе этих фиксированных параметров геометрической формы определяют особо предпочтительную длину рёбер. Длина рёбер варьируется на расстоянии 2 мм в диапазоне между L = 30 мм и L = 60 мм. Поскольку площадь поверхности и спроецированная площадь поверхности идентичны, критерии оценки ограничены тепловым потоком (весовой коэффициент 0,65), тепловым потоком по отношению к весу (весовой коэффициент 0,2) и коэффициентом тепловой диффузии (весовой коэффициент 0,15).

Табл. 7: Оценка оптимизации длины
Результаты оценки, относящейся к длине рёбер, приведены в Табл. 7. Они показывают, что максимальный результат достигается при длине L = 36 мм. С увеличением длины тепловой поток увеличивается от максимума в значительной меньшей степени по сравнению с увеличением массы. В результате кривая на графике снижается от максимума. Поэтому выбирают ребро с длиной L = 36 мм. Это обеспечивает наилучший компромисс рассматриваемых критериев.
Поскольку ребро укорачивается приблизительно на длину L = 1,5 мм в результате процесса сварки, данное значение должно быть добавлено к оптимальной длине ребра. Это дает длину L = 37,5 мм.
Таким образом, оптимизация размеров дает наружный диаметр трубки d = 30 мм при толщине T = 5 мм и длине L = 36 мм или L = 37,5 мм с учетом используемого процесса соединения и связанного с ним сокращения длины.
Помимо уже определенной и оптимизированной геометрической формы рёбер, их расположение в сочетании с их количеством также является определяющим для передаваемого теплового потока.
С целью определения распределения подлежащего охлаждению материала, например оксида цинка, внутри секций и, таким образом, для обеспечения возможности определения распределения рёбер в них, определяют коэффициент φ заполнения. Он определяется временем нахождения, объемным расходом оксида цинка и объемом секций. На основе коэффициента заполнения может быть определен коэффициент покрытия площади поверхности. Коэффициент покрытия площади поверхности обеспечивает площадь поверхности секций, покрытую продуктом. Это дает



Графическое определение величины покрытия площади поверхности секционного охладителя 8, который предпочтительно установлен с наклоном или, в качестве альтернативы, установлен горизонтально, представлено на Фиг. 10 в сечении. Показано, что каждая область секции покрыта в течение схожего с другими периода времени. Таким образом, отсутствуют области, в которых установка охлаждающих рёбер не будет создавать положительный эффект. Если рассматривать распределение оксида цинка более тщательно, то становится ясно, что продукт имеет разные скорости в разных областях. Области, обозначенные на Фиг. 10 через A, A' и A'', представляют собой зоны, в которых оксид цинка протекает с более низкими скоростями, в то время как в областях B, B' и B'' он перемещается с более высокими скоростями.
При более высоких скоростях создаются более турбулентные потоки, что, в свою очередь, приводит к улучшенной конвективной теплопередаче. Основная задача улавливающих полос состоит в снижении скорости продукта с целью снижения износа секций. Таким образом, согласно настоящему изобретению предпочтительно устанавливают увеличенное количество охлаждающих рёбер в областях B, B' и B'' секций с целью использования преимущества потока в отношении теплопередачи при одновременном снижении скорости продукта до степени, при которой износ поддерживается на минимальном уровне. При этом также монтируют охлаждающие рёбра в областях A, A' и A'' согласно настоящему изобретению, поскольку посредством этих рёбер также значительно улучшается теплопередача при более низких скоростях продукта.
Посредством расчетной температурной прогрессии могут быть определены места внутри охладителя в связи с коэффициентами теплопередачи.
Операции моделирования, граничные условия которых идентичны, за исключением коэффициентов теплопередачи, выполняют один раз с охлаждающим ребром и один раз без него. Путем определения отношений теплового потока при наличии охлаждающего ребра к тепловому потоку при отсутствии охлаждающего ребра может быть определена эффективность в различных областях охладителя. Результаты моделирования представлены в Табл. 8.

Табл. 8: Соотношение тепловых потоков при разных коэффициентах теплопередачи с охлаждающим ребром и без него
Результирующие соотношения между тепловыми потоками с охлаждающими рёбрами и без них являются следующими:



Как показывают указанные соотношения, усиление передаваемого теплового потока можно наблюдать во всех областях охладителя. По мере падения температуры, а вместе с ней и коэффициента теплопередачи, соотношение между тепловыми потоками для поверхностей с рёбрами и без ребер повышается еще на 15%. Поскольку все указанные соотношения все еще находятся в схожих диапазонах, распределение ребер по длине охладителя должно быть реализовано равномерно. Благодаря однородному распределению охлаждающих рёбер, обеспечивается возможность их простой установки. Это преимущество перевешивает незначительное преимущество, состоящее в повышенном соотношении тепловых потоков в низкотемпературной области.
Согласно настоящему изобретению, определяют также предпочтительное количество устанавливаемых охлаждающих рёбер. С этой целью рассматривают как тепловые потоки области контакта с охлаждающим ребром, так и тепловые потоки опорной пластины, окружающей это ребро. Рассматривают геометрическую форму прямоугольных рёбер, например, с размерами 9,9 м x 0,01 м x 0,03 м и геометрическую форму трубчатых рёбер. С целью соблюдения минимального расстояния между двумя трубками, составляющего а = 18 мм, максимальное количество рёбер на секцию ограничено величиной 917 на метр охладителя. Тепловой поток, достигаемый при использовании этого количества рёбер, составляет в два раза больше, чем тепловой поток согласно уровню техники.
Тепловой поток при использовании 971 трубчатого ребра и длине L = 1 м охладителя составляет

Может быть записано уравнение, которое определяет тепловой поток на основе количества трубчатых рёбер:

Указанный тепловой поток для прямоугольных рёбер уже достигается при количестве трубчатых рёбер, равном 205.
Табл. 9: Данные по охладителю с 500 трубчатыми рёбрами в сравнении с обычным охладителем, оснащенным прямоугольными рёбрами.
При количестве, равном 500, рёбра достигают по существу такого же веса, что и 16 установленных прямоугольных улавливающих полос на метр. В результате увеличения теплового потока на приблизительно 38% обеспечивается возможность значительного уменьшения длины секционного охладителя. На основе чистой длины охлаждающей камеры, составляющей L = 9,8 м, уже обеспечивается возможность экономии 2,7 м, что в результате дает новую длину охлаждающей камеры L = 7,1 м. С учетом веса охлаждающих рёбер обеспечивается возможность экономии приблизительно 8,5 тонн материала.
Согласно одному варианту осуществления, результатом этого является такая геометрическая форма рёбер в секции 9 секционного охладителя 8 согласно настоящему изобретению, которая изображена на Фиг. 9.
С учетом полученных данных, относящихся к геометрической форме рёбер 10, различным зонам A, A', A''; B, B', B'' и количеству рёбер 10, создан нижеследующий эскизный проект. Как ясно из Фиг. 11, в удлиненных зонах B, B', B'' секций 9 расположено значительно больше рёбер 10, чем в трех углах A, A', A''. Это обусловлено разными скоростями гранулированного насыпного материала. В удлиненных зонах B, B', B'' скорость выше, и именно поэтому в этих областях имеет место увеличенный тепловой поток, который может быть дополнительно увеличен путем увеличения количества охлаждающих рёбер 10. Кроме того, скорость частиц вблизи стенки секции должна быть снижена до степени, при которой износ секции 9 поддерживается на минимальном уровне. Изображенная на фигуре секция 9 заключает в себе приблизительно 500 рёбер 10 в пределах длины 1 метр.
На Фиг. 12 изображен вид сверху трубчатых рёбер 10 в одной из зон с более высокой скоростью частиц. Благодаря смещению рёбер 10 между рядами 11, 12 рёбер, они постоянно подвергаются ударному воздействию потока тонкодисперсного гранулированного оксида цинка. В результате скорость оксида цинка снижается и одновременно с этим создается турбулентный поток в результате отклонения гранул, что улучшает конвективную теплопередачу. Стрелка, изображенная на Фиг. 12, указывает направление потока. Пример того, каким образом может выглядеть поток вокруг одного из рёбер 10, изображен на Фиг. 13. Частицы отклоняются наружу непосредственно перед ребром. За ребром создается множество завихрений, типичных для турбулентных потоков. Также показано, что частицы с более низкой скоростью могут быть обнаружены непосредственно за ребром. При данном распределении рёбер 10 отсутствует тангенциальный поток за рёбрами 10. Оксид цинка полностью находится в контакте с ребром 10 по его периметру. Согласно настоящему изобретению, внутри секций обеспечены также транспортирующие лопатки. Транспортирующие лопатки также должны быть адаптированы для обеспечения времени нахождения частиц, например, t = 5,32 минуты, в соответствующей секции охладителя. Это может быть достигнуто путем уменьшения лопаток, оснащения одной стенки меньшим количеством лопаток и изменения осевого смещения лопаток.
Табл. 10: Регулировка и сравнение времени нахождения частиц согласно настоящему изобретению (новое) в сравнении с уровнем техники (старое)
Эти регулировки дают скорость продвижения s = 0,47 м и, таким образом, время нахождения t = 5,49 мин. Это лишь незначительно отличается от предшествующего времени нахождения. Установленные ребра 10 могут функционировать как точки прикрепления для приваривания транспортирующих лопаток. Поскольку одна стенка охладителя больше не должна оснащаться лопатками, затраты на монтаж в данной области снижаются.
Выбранная и оптимизированная геометрическая форма в сочетании с выбранным материалом, представляющим собой конструкционную сталь S355JR, и соединением посредством особой разновидности приварки шпилек, значительно улучшает теплопередачу в секционном охладителе по сравнению конструкциями, известными из уровня техники.
Выбранный процесс соединения, представляющий собой MARC-сварку, характеризуется очень коротким временем сварки, так что обеспечивается возможность завершения приварки множества рёбер за как можно более короткое время. Это короткое время сварки связано с более низкими температурными напряжениями, чем в случае использования других способов сварки плавлением. Это также выражается в низкой деформации секций и в низких напряжениях в области зоны, подвергаемой тепловому воздействию. Преимущество также состоит в легкости манипулирования сварочной горелкой, так что сварку может осуществлять персонал с более низким уровнем подготовки; тем не менее, сварка также может осуществляться полностью автоматизированным образом с помощью сварочного робота. Небольшие размеры сварочной горелки также обеспечивают возможность доступа к секциям.
Диаметр рёбер 10 составляет, например, d = 30 мм. Тем не менее, как понятно из рассмотрения результатов в Табл. 6, лучшие результаты достигаются при увеличении диаметра.
Механические свойства материала превосходят свойства основного металла в области зоны соединения. Таким образом, в сочетании с выбранным материалом для рёбер 10, это приводит к высокой стойкости к преобладающему пропорциональному истиранию в области, в которой продукт достигает рёбер 10. Твердость конструкционной стали S355JR превосходит твердость секции почти на 40 %. Благодаря малому весу выбранной геометрической формы, дополнительные затраты, связанные с конструкционной сталью более высокого класса, являются незначительными. Что касается теплопроводности, то стенки секции 8 и ребра имеют по меньшей мере по существу одинаковые значения теплопроводности. Благодаря схожести их коэффициентов теплового расширения, в случае температурных изменений не создаются напряжения, обусловленные расширением компонентов до разной степени. Проблема тепловой усталости также более не актуальна вследствие одинаковых коэффициентов тепловой диффузии двух указанных материалов, поскольку отсутствовали признаки усталости в обычных охладителях с улавливающими полосами, изготовленными из S235JR.
Поскольку оба материала представляют собой конструкционные стали или низколегированные стали, они могут быть легко сварены. Кроме того, не требуется дополнительная обработка зоны соединения. Ребра 10 могут быть легко изготовлены путем резки труб. Преимуществом также является то, что выбранная сталь представляет собой весьма широко распространенную сталь.
Геометрическая форма ребра уже впечатляет благодаря очень хорошим результатам, достигаемым ею без какой-либо оптимизации. Ее показатели превосходят те, которые имеют место в оптимизированном прямоугольном ребре. В результате оптимизации достигаются еще более хорошие результаты. Геометрическая форма характеризуется большой поверхностью теплопередачи и низким весом. Оптимальная длина ребра 10 для рассматриваемого охладителя составляет l = 36 мм. Это значение меньше, чем значение для оптимального прямоугольного ребра, приблизительно на 10 мм. Таким образом, благодаря указанным свойствам обеспечивается также возможность экономии материалов и веса.
Независимо от количества используемых рёбер 10, они предпочтительно расположены со смещением. Это достигается благодаря тому, что изначальная задача улавливающих полос, состоящая в уменьшении износа секций, выполняется даже несмотря на новую геометрическую форму. Благодаря округлой геометрической форме, в сочетании со смещенным расположением рёбер, создается более турбулентный поток и таким образом улучшается теплопередача. Кроме того, позади рёбер не создается тангенциальный поток. Таким образом, наружная сторона ребра постоянно находится в контакте с подлежащим охлаждению продуктом, что также обеспечивает высокую теплопередачу.
Тем не менее, еще должно быть определено количество охлаждающих рёбер, подлежащих установке. Рассматриваемое значение, равное 500 охлаждающих рёбер 10 на секцию 8 на метр длины, представлено лишь в качестве примера.
Снижение веса охладителя связано с дополнительными преимуществами. Прежде всего, снижается крутящий момент, необходимый для установки охладителя в состояние вращения. В зависимости от степени снижения необходимой выходной мощности двигателя, снижается его нагрузка или обеспечивается возможность использования более дешевого двигателя с меньшей мощностью. Это снижает количество энергии, необходимое для системы. В дополнение, снижаются механические нагрузки в области зубчатого колеса и звездочки для передачи приводного усилия двигателя на наружную стенку вращающегося охладителя. Кроме того, снижаются нагрузки, действующие на подшипники. Также возможно уменьшение нагрузки на фундаменты или их размеров или их проектирование с меньшими размерами, в зависимости от количества рёбер. Секционные охладители эксплуатируются на рабочих площадках по всему миру. При этом изготовление охладителей всегда осуществляется в одном и том же месте. Благодаря более низкому весу и меньшим размерам, обращение с секционными охладителями во время транспортировки и установки охладителей требует меньших усилий. Также снижаются затраты с точки зрения площади, занимаемой секционным охладителем, что учитывается при расчете стоимости оборудования.
Полученные данные относительно выбранной комбинации процесса соединения, материала и геометрической формы охлаждающих рёбер показывают явное преимущество по сравнению с предшествующим уровнем техники благодаря вышеуказанным результатам.
Еще одним определяющим фактором улучшения теплопередачи является тот факт, ребра 10 должны быть прикреплены к секции 9 по всей их опорной поверхности. Таким образом обеспечивается ситуация, при которой энергия, передаваемая от продукта на ребра, передавалась бы на охлаждаемую водой поверхность как можно более эффективным образом. Охладитель имеет длину, например, l = 10,5 м, при наружном диаметре d = 2,3 м и весе m = 35 000 кг. Гранулированный субстрат охлаждается в 8 секциях от температуры свыше Т = 700 °С до Т = 150 °С. На основе известных параметров охладителя могут быть определены прогрессия температуры и коэффициенты теплопередачи в разных местах охладителя.
Каждая из восьми секций данного охладителя соответственно оснащена, например, 16 улавливающими полосами. Их задача состоит в снижении скорости частиц и поддержании износа секций на минимальном уровне. Как было установлено, дополнительная тепловая энергия передается также посредством улавливающих полос, поэтому они тоже действуют в качестве рёбер охлаждения. Улавливающие полосы изучаются с целью оптимизации данного свойства.
С целью обеспечения как полного поверхностного контакта между ребром и секцией, так и высокого теплового потока с учетом преобладающих условий в секционном охладителе, необходимо, в дополнение к процессу соединения, определить наиболее подходящий материал,
Определение материала включает рассмотрение семи разных релевантных свойств. Механизмы износа, действующие на ребра, включают, в частности, истирание, которое может быть уменьшено посредством твердости материала, и поверхностное разрушение, которое может быть уменьшено посредством пластичности. В дополнение к затратам и коэффициенту тепловой диффузии, при оценке учитывается также разность коэффициентов теплового расширения. Для достижения цели, состоящей в улучшении теплопередачи, в оценку также включают коэффициент теплопроводности и тепловой поток.
Оценка десяти материалов дает результат, согласно которому, с учетом выбираемого впоследствии процесса соединения, конструкционная сталь S355JR является наиболее подходящей для использования в качестве материала охлаждающих рёбер. Благодаря более высокой твердости по сравнению со сплавом S235JR, снижается износ из-за истирания. Благодаря тому, что конструкционная сталь S355JR имеет одинаковые с конструкционной сталью S235JR значения теплопроводности и теплового потока, имеет место отсутствие потерь в области теплопередачи. Поскольку оба материала также имеют одинаковые коэффициенты теплового расширения, не создаются напряжения в области контакта между ребром и секцией вследствие разности температур охладителя при его нахождении в работающем и неработающем состоянии.
Для прикрепления рёбер к секциям с полным поверхностным контактом особенно подходят два процесса соединения, которые должны использоваться на основе геометрической формы рёбер. MAG-сварка используется с удлиненными рёбрами. Охлаждающие рёбра должны быть оснащены двумя скосами и прикреплены к секциям по всей их поверхности в полной мере связующим образом посредством двустороннего шва со скосом одной кромки. Для круглой геометрической формы подходящей является приварка шпилек, благодаря ее очень короткому времени сварки и очень хорошим механическим свойствам ее зоны соединения. Кроме того, не требуются дополнительные материалы. Подготовка ограничена резкой рёбер до требуемой длины, и квалификация, необходимая для обращения с аппаратом для приварки шпилек, является низкой.
Еще один определяющий фактор охлаждающих рёбер, их геометрическая форма, также выбирают путем оценки различных критериев. Принимаются во внимание тепловой поток относительно площади поверхности контакта, тепловой поток относительно спроецированной площади поверхности контакта, тепловой поток относительно веса охлаждающего ребра и коэффициент тепловой диффузии для данной геометрической формы. После оценки разных геометрических форм выбирают стержнеобразное ребро, оснащенное отверстием.
Тем не менее, поскольку данная геометрическая форма связана со значительными затратами с точки зрения ее изготовления, моделируют ребро трубчатой формы, которое позволяет получить лучший результат. Открытые геометрические формы не могут быть присоединены посредством приварки шпилек, необходимо использовать разновидность MARC-сварки. Выбранную геометрическую форму трубки оптимизируют в отношении ее наружного и внутреннего диаметров. Из соображений стоимости рассматриваются лишь стандартизованные диаметры. Оптимальные результаты достигаются при диаметре d = 30 мм и толщине стенки Т = 5 мм. Дополнительные серии операций моделирования и оценки дают результат, согласно которому охлаждающее ребро с длиной l = 36 мм обеспечивает наилучшие возможные результаты.
Рассмотрение потока материала показывает наличие областей с более высокой и более низкой скоростью частиц. В областях с более высокой скоростью частиц должно быть установлено большее количество рёбер, чем в областях с более низкой скоростью частиц, вследствие большей турбулентности потока и дополнительной задачи по снижению скорости частиц. Кроме того, ребра должны быть расположены со смещением. Посредством этого обеспечивается ситуация, при которой каждое ребро подвергалось ударному воздействию потока материала. Еще один положительный эффект выбранной геометрической формы состоит в образовании вихревых потоков продукта сзади от ребра, и таким образом дополнительно улучшается теплопередача за счет более турбулентного потока. На основе определенных коэффициентов теплопередачи для разных мест при температурах, имеющих место внутри охладителя, возможно определение того, что ребра имеют по существу идентичное положительное влияние на передаваемый тепловой поток вдоль охладителя.
Перечень значений веса как функции количества установленных охлаждающих рёбер показывает потенциал оптимизируемых трубчатых рёбер; в связи с этим, по мере увеличения количества охлаждающих рёбер затраты на сборку должны учитываться относительно сэкономленного материала, веса и, как следствие, дополнительной потенциальной экономии.
Реферат
Изобретение относится к устройству с вращающейся трубкой для охлаждения или нагрева сыпучих насыпных материалов и способу управления работой устройства с вращающейся трубкой. Устройство содержит конструкции, установленные на его стенках для увеличения площади поверхности теплопередачи, а также теплопроводности, с множеством секций, на радиальных стенках и на периферийных стенках которых расположены полые трубки, которые также расположены в угловых областях между радиальными стенками, и между радиальными стенками с одной стороны и периферийной стенкой с другой стороны. Раскрыт также способ управления работой устройства с вращающейся трубкой. Обеспечивается оптимизация охлаждения или нагрева сыпучих насыпных материалов и снижение степени износа компонентов устройства. 2 н. и 10 з.п. ф-лы, 13 ил., 10 табл., 1 пр.
Формула
Документы, цитированные в отчёте о поиске
Охлаждающий термосифон для глубинной термостабилизации грунтов (варианты)
Комментарии