Способ уплотнения волокнистых структур методом инжекции полимера в форму для изготовления толстых деталей из композитных материалов - RU2391209C2
Код документа: RU2391209C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к изготовлению деталей из композитного материала с волокнистым армированием и полимерной матрицей с использованием метода инжекции полимера (смолы) под давлением, известного также как метод RTM (от английского "resin transfer molding").
Более конкретно, областью применения настоящего изобретения является изготовление толстых деталей из композитного материала. В качестве примера таких толстых деталей можно привести диффузоры сопел ракетных двигателей, изготовленные из композитного материала, упрочненного углеродным волокном и с матрицей из фенольного полимера. Очевидно, что изобретение применимо для изготовления широкого спектра деталей как для ракетных или авиационных двигателей, так и пригодных для более общего использования в космической и авиационной, а также в других областях.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Технологии, используемые в настоящее время для изготовления толстых деталей из композитного материала, включают предварительное пропитывание полимером слоев или полос ткани или другой волокнистой структуры, складывание или наматывание предварительно пропитанных слоев или полос на формообразующее устройство и оправку до получения желаемой толщины, затем покрытие полученной заготовки отслаивающей пленкой, тканью для дренажа смолы и эластомерной оболочкой, позволяющее осуществить полимеризацию полимера (смолы) в автоклаве и получить деталь, имеющую практически желаемую форму.
Такой способ позволяет получить удовлетворительные технические результаты в определенных случаях применения, а именно низкую остаточную пористость и достаточно высокое содержание упрочняющего волокна. Однако промышленное применение этого способа имеет недостатки: пропитывание смолой и полимеризация в автоклаве после складывания или наматывания выполняется в виде нескольких последовательных этапов. Это пропитывание посредством прохода через ванны предполагает использование растворителей и требует специальной обработки отходов, поскольку они представляют собой проблему для окружающей среды, гигиены и безопасности.
Также давно известен метод инжекции полимера (смолы) в закрытую форму (RTM), широко используемый и позволяющий объединить этапы пропитывания упрочняющего волокна в форме посредством инжекции смолы и полимеризации в автоклаве без допуска наружного воздуха к пропитанному упрочняющему волокну.
Однако если обычный метод RTM используется при очень толстом упрочняющем волокне, трудно получить детали из композитного материала с низкой остаточной пористостью. В действительности, для глубокой пропитки толстого упрочняющего волокна требуется смола с низкой вязкостью. Снижение вязкости посредством использования растворителей и использование смол, полимеризация которых сопровождается высвобождением летучих веществ, как происходит, в особенности, с фенольными смолами, означает, что композитный материал после полимеризации смолы обладает высокой остаточной пористостью. Можно понизить пористость, несколько раз повторяя цикл «пропитывание-полимеризация», но только за счет значительного увеличения длительности и стоимости обработки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является разработка способа изготовления деталей из композитного материала с упрочняющим волокном и полимерной матрицей, позволяющего получить толстые детали с низкой пористостью и не имеющего указанных недостатков способов, известных из уровня техники, использующих предварительное пропитывание или обычный метод RTM.
Решение этой задачи достигается в способе изготовления толстой детали из композитного материала с армирующим (упрочняющим) волокном и полимерной матрицей, включающем в себя следующие этапы:
- подготовка волокнистой структуры, предназначенной для армирования (упрочнения) изготавливаемой детали;
- помещение волокнистой структуры в форму, у которой, по меньшей мере, одна стенка образована гибкой мембраной;
- инжекция в форму смоляной композиции, имеющей массовое содержание летучих веществ менее 25% и температуру, при которой ее вязкость составляет от 0,1 до 0,3 Па·с, и
- полимеризация смолы в форме, помещенной в корпус с постепенно повышающейся температурой, причем этап полимеризации включает, по меньшей мере, одну конечную стадию полимеризации под давлением для получения детали из композитного материала с остаточной объемной пористостью, составляющей менее 11%.
Под толстой деталью здесь подразумевается деталь, имеющая толщину, равную, по меньшей мере, 5 см.
Волокнистая структура может быть одномерной (1D), сформированной, например, скручиванием нити или очеса, двумерной (2D), сформированной, например, складыванием волокнистых слоев, или трехмерной (3D), сформированной, например, трехмерным тканьем, плетением или вязанием, или накладыванием волокнистых слоев друг на друга и связыванием их между собой.
В этом последнем случае волокнистые слои могут связываться "механически" проходящими через них элементами. Связывание может производиться методом иглопробивания с вытягиванием волокон из плоскости слоев, вставлением нитей или жестких элементов (игл или стержней) поперек слоев или сшиванием. Волокнистая структура в таком случае образует заготовку изготавливаемой детали, которая при обработке сохраняет свою связность, не являясь при этом жесткой.
Связь между волокнистыми слоями, составляющими волокнистую 3D-структуру, может также достигаться при помощи связующего элемента, такого как органическое или неорганическое связующее, которое не только связывает слои, но и придает жесткость волокнистой структуре.
Следует заметить, что в случае с волокнистой 3D-структурой, образующей нежесткие волокнистые заготовки, жесткость может быть придана посредством упрочнения с помощью частичного уплотнения заготовок.
В случае с нежесткой волокнистой структурой (нежесткая 1D, 2D или 3D-структура) предпочтительно производить ее уплотнение. Это уплотнение может осуществляться, по меньшей мере, частично с помощью гибкой мембраны в процессе полимеризации под давлением.
В случае с жесткой волокнистой структурой между волокнистой структурой и гибкой мембраной предпочтительно размещается дренаж, и смола, содержащаяся в дренаже, проникает в волокнистую структуру в процессе окончательной полимеризации под давлением.
В обоих случаях благодаря присутствию гибкой мембраны, представляющей собой стенку формы, и полимеризации под давлением пористость композитного материала снижается.
Можно использовать форму, содержащую жесткую опорную часть, имеющую поверхность, соответствующую профилю поверхности изготавливаемой детали, на которую накладывается волокнистая структура.
В соответствии с отличительными признаками способа согласно изобретению можно осуществлять предварительную дистилляцию смоляной композиции перед ее инжекцией в форму для снижения массового содержания летучих веществ до значений менее 25%.
В способе используется поликонденсирующаяся смола, такая как фенольная, в особенности резольного типа, или фурановая смола. К смоле могут добавляться твердые наполнители в тонкоизмельченном состоянии.
Предпочтительно этап полимеризации включает в себя начальную фазу, в процессе которой температура поддерживается на первом значении, и для удаления выделяемых летучих веществ в форме устанавливается вакуум, и конечную фазу, в процессе которой температура постепенно повышается от первого значения, и давление в корпусе повышается для приложения к пропитанной волокнистой структуре наиболее предпочтительного давления, составляющего 1 МПа, например, находящегося в диапазоне от 1 МПа до 2,5 МПа.
Таким образом, способ согласно изобретению отличается тем, что он приспосабливает RTM-метод особым образом для изготовления толстых деталей с низкой пористостью.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Сущность изобретения станет понятнее из дальнейшего подробного описания со ссылками на прилагаемые чертежи.
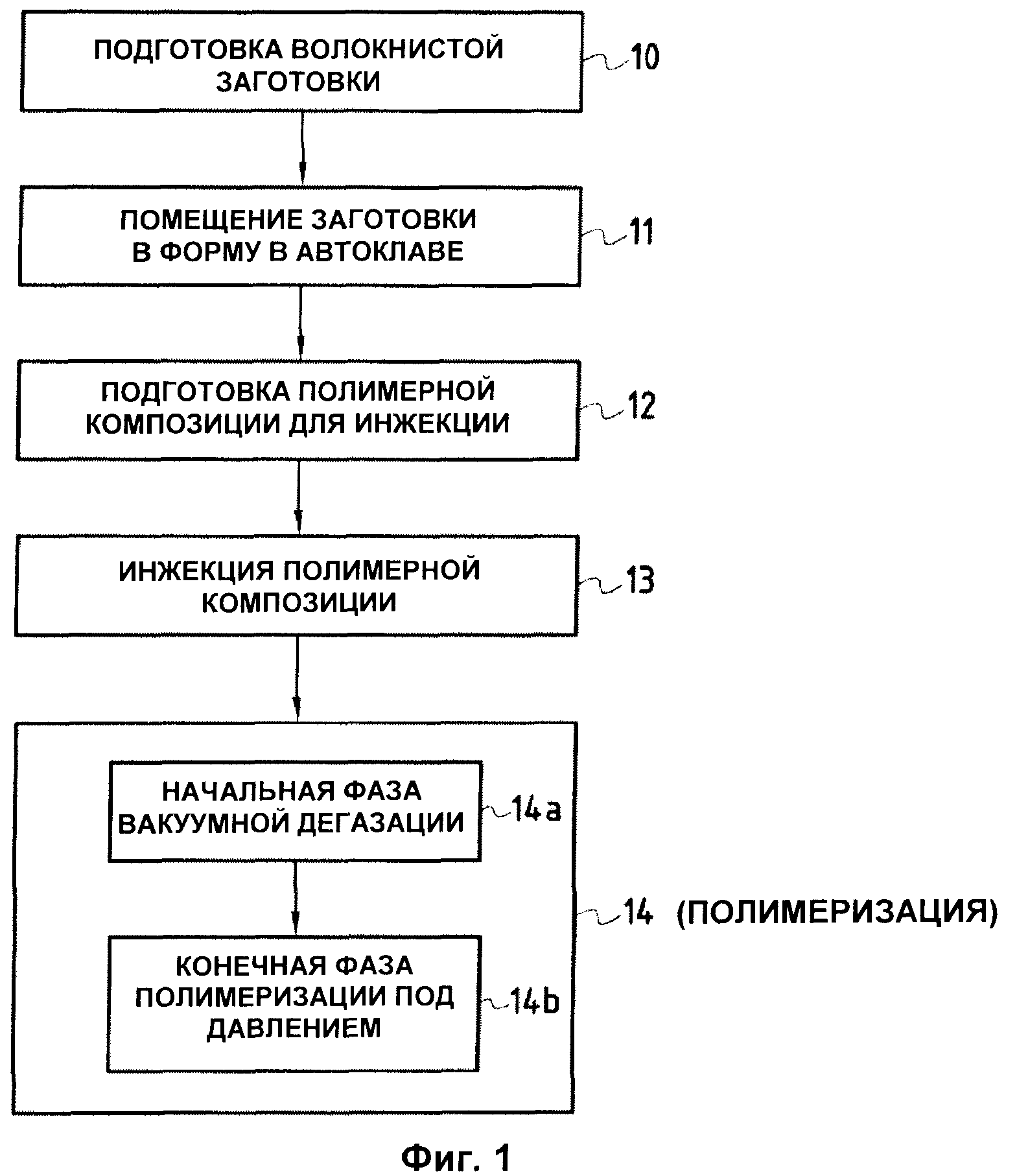
На Фиг.1 представлена последовательность этапов осуществления способа согласно изобретению.
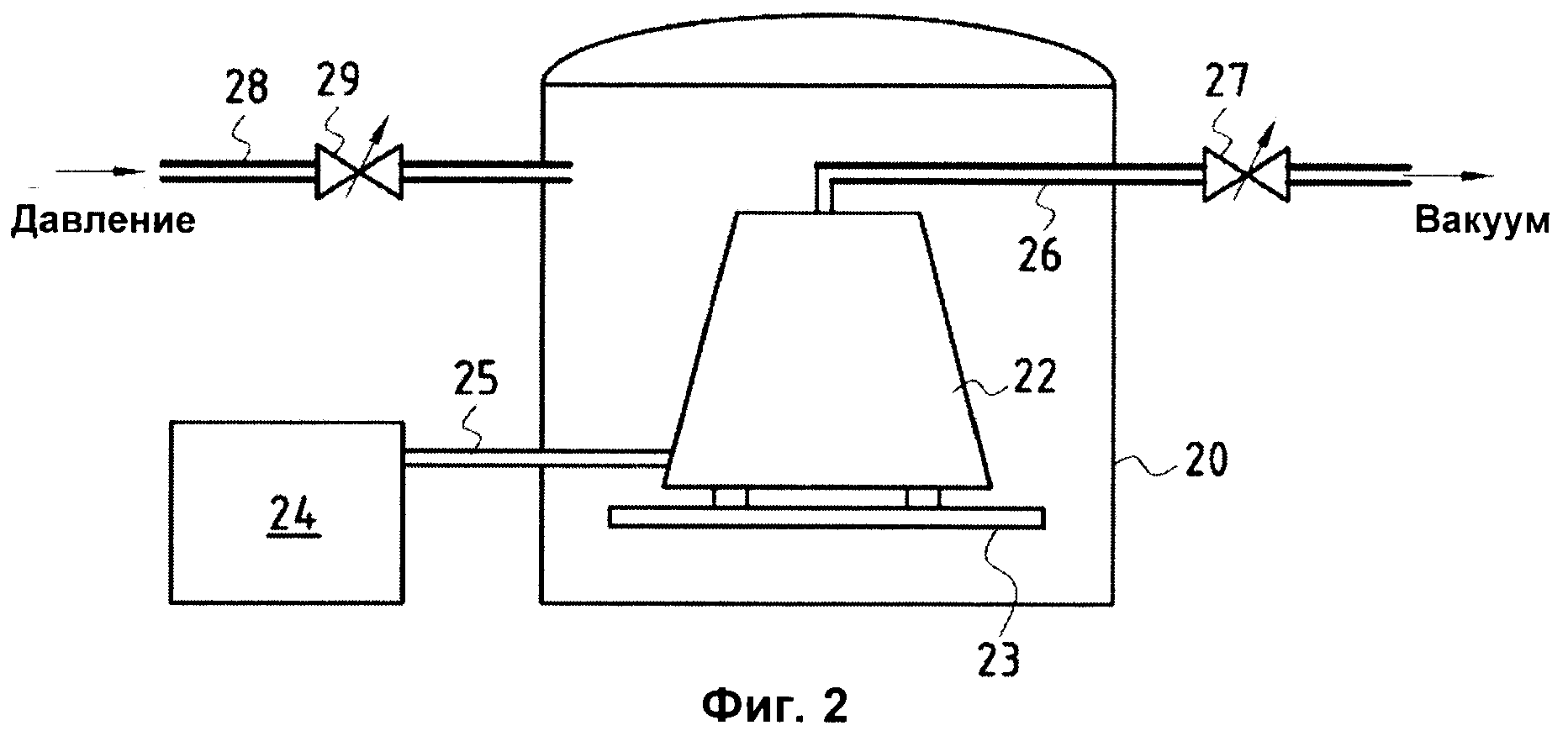
На Фиг.2 схематически представлен общий вид установки, позволяющей осуществить способ согласно изобретению.
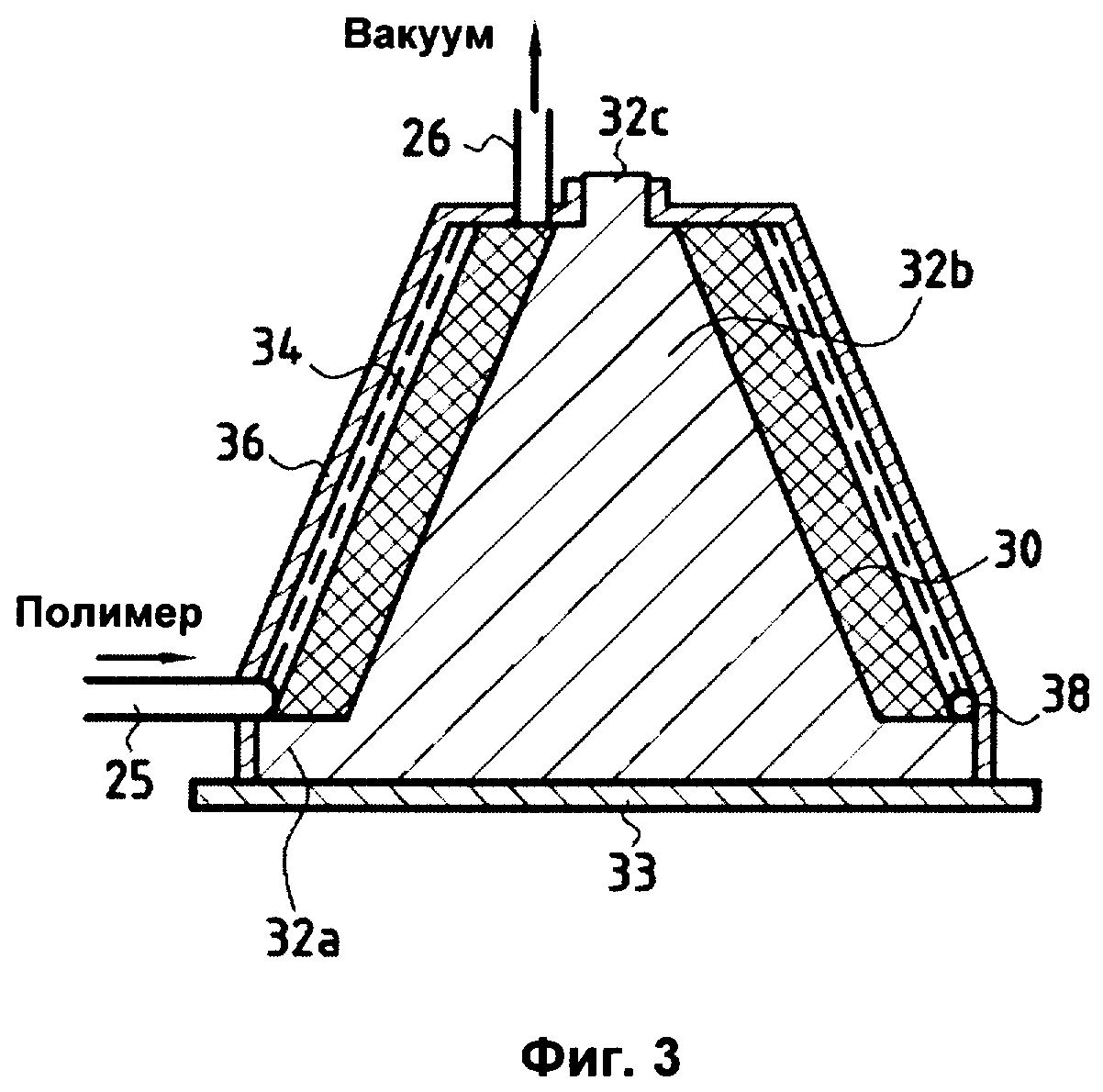
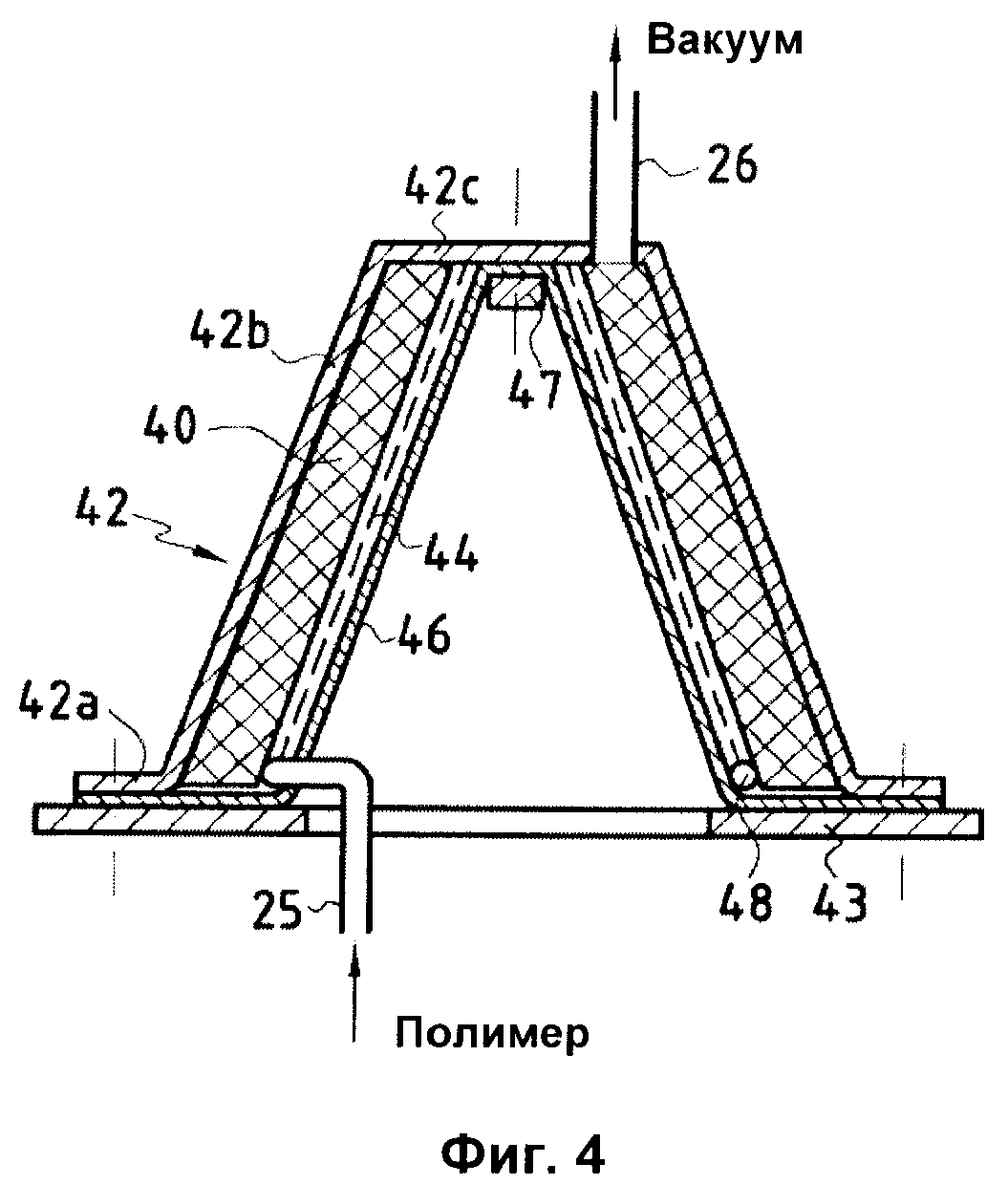
На Фиг.3 и 4 схематически представлены варианты осуществления формы для изготовления диффузора сопла ракетного двигателя из нежесткой волокнистой заготовки.
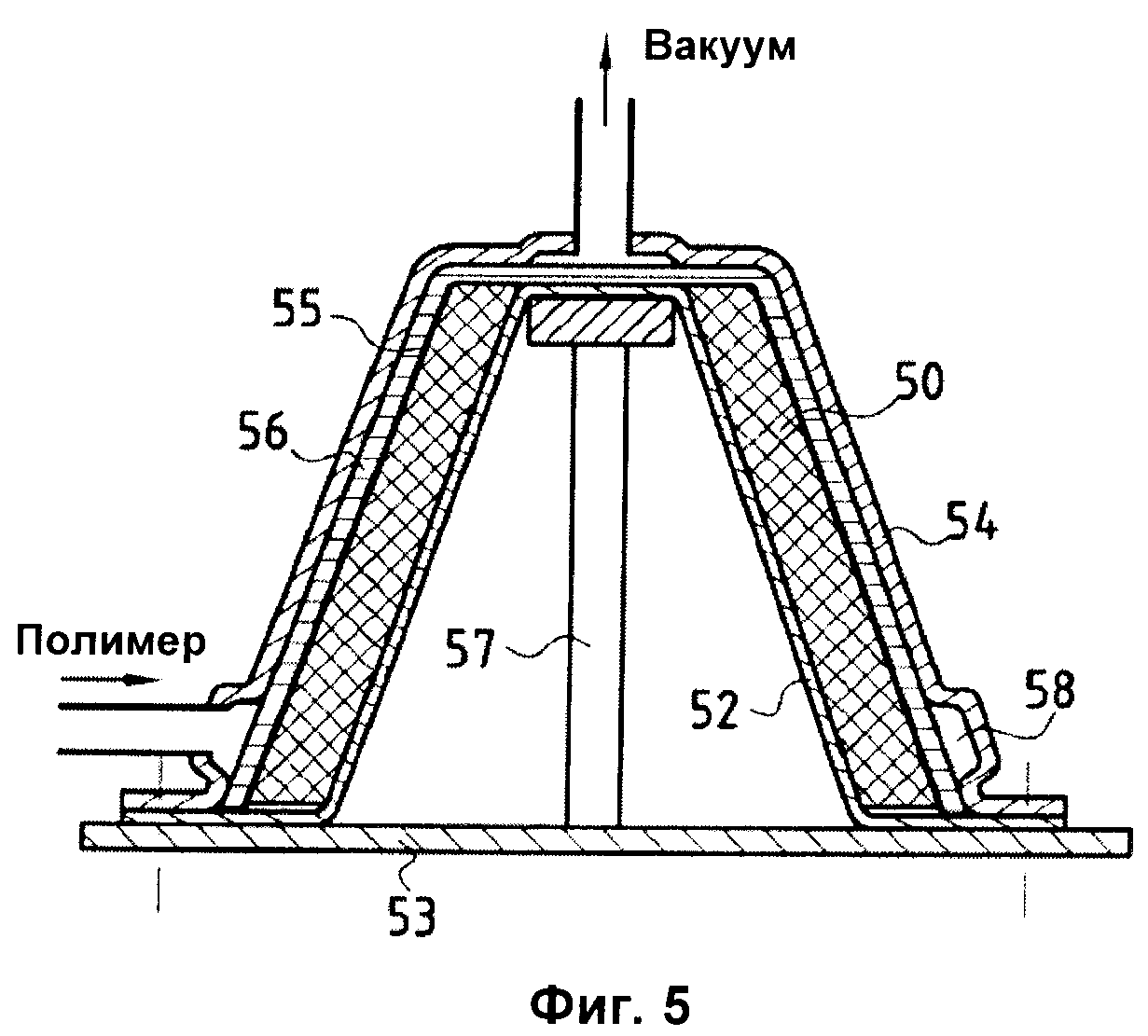
На Фиг.5 представлен схематический вид варианта осуществления формы для изготовления диффузора сопла ракетного двигателя из упрочненной жесткой волокнистой заготовки.
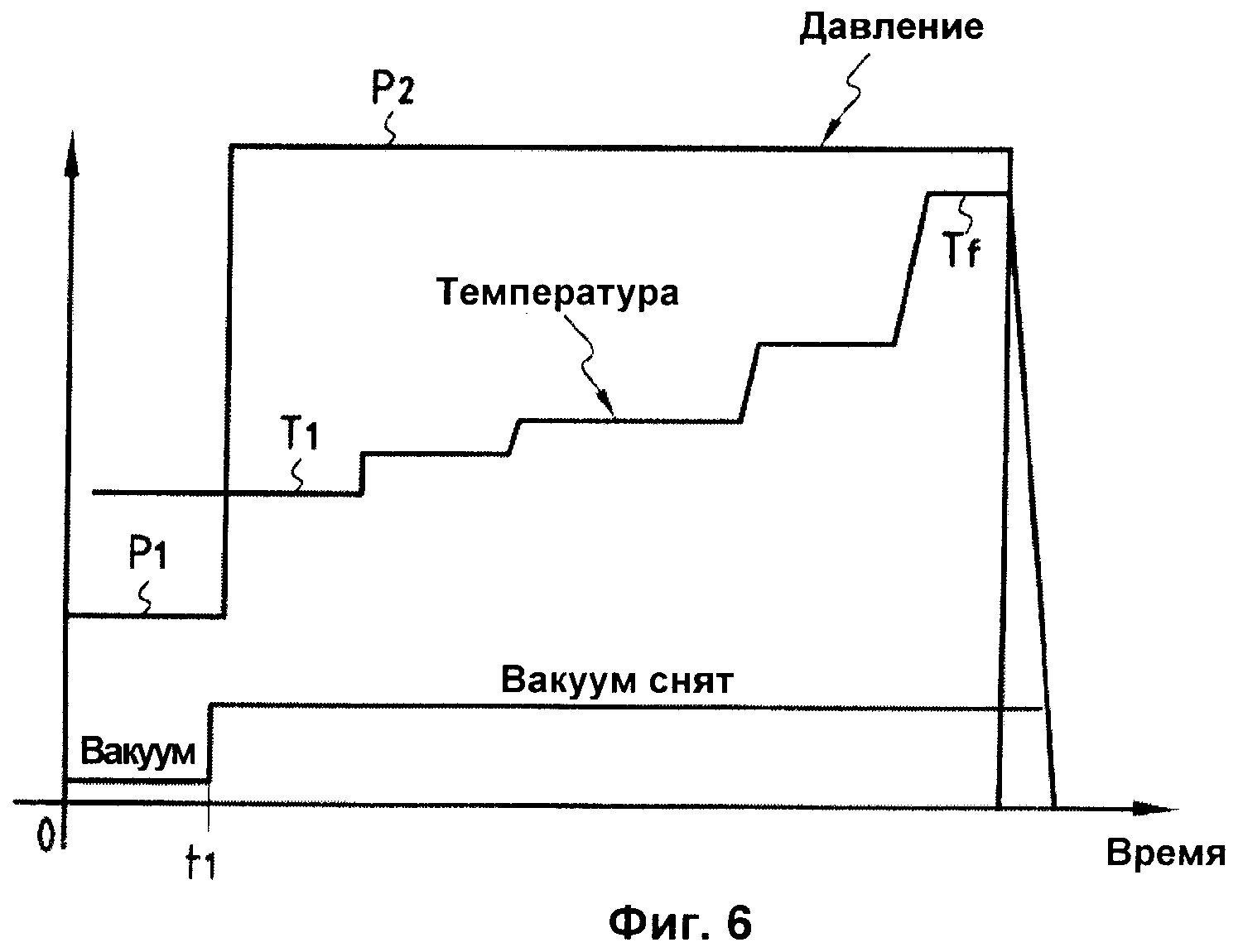
На Фиг.6 представлены изменения давления и температуры в течение этапа полимеризации смолы на примере варианта осуществления способа согласно изобретению.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Первый этап 10 способа состоит в подготовке волокнистой структуры, предназначенной для армирования (упрочнения) изготавливаемой детали из композитного материала. Эта волокнистая структура может иметь вид трехмерной (3D) волокнистой заготовки, имеющей форму, соответствующую форме изготавливаемой детали и обладающую достаточной связностью, допускающей обработку без потери этой связности. Согласно хорошо известному способу такая волокнистая 3D-заготовка может представлять собой нетканый материал или быть получена способами трехмерного тканья, вязания или плетения, или наложением друг на друга двумерных слоев (2D-слоев) и связывания их между собой. 2D-слои могут быть образованы тканью, или однонаправленными (UD, unidirectional) полотнами, или многомерными полотнами, состоящими из нескольких однонаправленых полотен, наложенных друг на друга в различных направлениях и связанных между собой. Связь между 2D-слоями может осуществляться методом иглопробивания, шитьем либо вставлением поперек слоев нитей или жестких элементов.
В качестве примера можно привести патенты США 4790052 и 5226217, раскрывающие изготовление волокнистых 3D-структур различных возможных форм.
Можно также использовать волокнистую 3D-заготовку с приданной жесткостью, которую можно обрабатывать, сохраняя ее форму с помощью поддерживающей оснастки. Такую заготовку можно получить упрочнением нежесткой волокнистой 3D-заготовки путем введения в нее материала, в количестве, достаточном для связывания волокон заготовки друг с другом, т.е. предварительным уплотнением заготовки. Это может быть реализовано методом химической инфильтрации паров (CVI) или с использованием жидкостной технологии, т.е. пропитывания заготовки жидким предшественником упрочняющего материала, например смолы, и преобразования предшественника при помощи термической обработки, причем форма волокнистой заготовки поддерживается в оснастке.
Жесткую волокнистую 3D-заготовку можно также получить наложением друг на друга 2D-слоев и связывания их при помощи органического (смола) или неорганического связующего.
Как указано выше, можно также использовать волокнистые 1D-структуры, например, полученные простым скручиванием нити, очеса или ленты, или волокнистые 2D-структуры, полученные, например, простым складыванием 2D-слоев.
Второй этап 11 способа включает в себя помещение волокнистой структуры в форму уплотняющей установки, такой, например, как представлено на Фиг.2.
Это устройство имеет корпус 20, образующий автоклав, внутри которого на опоре 23 расположена форма 22, содержащая волокнистую структуру. Варианты осуществления формы 22 будут описаны далее со ссылками на Фиг.3 и 5.
Смоляная композиция поступает в форму из инжекционной системы 24 по трубе 25, соединяющей инжекционную систему с формой 22, например, в основании формы. Инжекционная система 24 включает в себя резервуар и средства для необязательного нагревания смолы и создания повышенного давления.
Труба 26 соединяет форму 22, например, в верхней ее части с источником вакуума (не показан). Клапан 27, установленный на трубе 26, позволяет установить или снять вакуум в форме 22.
Кроме того, труба 28 соединяет автоклав 20 с источником газа, например азота, под давлением (не показан). Узел 29 клапана и регулятора давления, установленный на трубе 28, позволяет установить или снять желаемое повышенное давление в автоклаве 20.
Кроме того, в автоклаве 20 обычно имеются нагреватели, например, резистивного типа, соединенные со средствами регулировки температуры (не показаны).
В устройстве, изображенном на Фиг.2, смола подается через основание формы и постепенно поднимается вверх под действием вакуума, установленного в форме посредством связи с источником вакуума, а также, в случае необходимости, и под действием избыточного давления поступающей смолы. Естественно, возможны другие компоновки с обратным потоком смолы в форме или с подачей смолы на другие уровни формы, в особенности, когда изготавливаемая деталь имеет большие размеры.
Формы, предназначенные для кольцеобразных волокнистых структур, представлены на Фиг.3-5 на примере изготовления диффузора сопла ракетного двигателя. В таком случае предпочтительной волокнистой структурой является 3D-заготовка из углеродного волокна, сформированная волокнистыми слоями (ткани или полотна), наложенными друг на друга и связанными между собой методом иглопробивания. Заготовка имеет форму замкнутого кольца, усеченного конуса или профиль, изогнутый в виде "подставки для яйца". Ее размеры меняются в соответствии с размерами изготавливаемого диффузора. Толщина заготовки превышает 5 см и может достигать 15 см и даже более.
Разумеется, формы волокнистых структур и форм всегда соответствуют формам изготавливаемых деталей.
Формы, изображенные на Фиг.3 и 4, предназначены для предварительно не уплотненной волокнистой заготовки без приданной жесткости или "сухой" заготовки.
Форма, изображенная на Фиг.3, содержит элемент, или поддерживающую оснастку 32 с основанием 32а, расположенным на опоре 33, с которого выступает центральная часть 32b, имеющая наружную поверхность в форме существенно усеченного конуса, профиль которой соответствует профилю поверхности, определяющей поток газа в изготавливаемом диффузоре сопла.
Заготовка 30 изготавливаемого диффузора, имеющая в основном кольцеобразную форму, помещается на центральную часть 32b и опирается одним аксиальным концом на основание 32а.
Дренаж 34 диффузии смолы расположен на наружной поверхности заготовки 30, причем дренаж 34 имеет форму, например, решетки. Весь узел покрыт гибкой непроницаемой мембраной 36, изготовленной из эластомера, например из силикона. Мембрана 36 герметично закреплена зажимными хомутами вокруг основания 32а и удлинения 32с вверху центральной части 32b.
Трубы 25 и 26 герметично соединяются с отверстиями, образованными в мембране 36 внизу и вверху центральной части 32b, соответственно.
Канал 38 диффузии смолы проходит вокруг нижней части заготовки 30 и снабжается смолой через трубу 25. Канал 38 представляет собой, например, трубку с отверстиями.
Смола, поступающая по трубе 25, распределяется вокруг нижней части заготовки по каналу 38, поднимается по диффузионному дренажу 34 и через него проникает в заготовку 30. Излишки смолы отводятся по отводной (вакуумированной) трубе 26, соединенной с отверстием, образованным в мембране 36 в верхней части оснастки 32.
На Фиг.4 представлена форма, имеющая жесткую охватывающую поддерживающую оснастку 42, отличающуюся от оснастки, изображенной на Фиг.3. Эта оснастка имеет элемент 42b в форме усеченного конуса с закрытым верхним концом 42c меньшего диаметра и воротником 42а с противоположной открытой стороны. Внутренняя поверхность оборудования соответствует желаемому профилю наружной поверхности изготавливаемого диффузора.
Заготовка 40 диффузора помещается на внутреннюю поверхность элемента 42b в форме усеченного конуса. Дренаж 44 диффузии смолы расположен на внутренней поверхности заготовки 40 и имеет форму, например, решетки. Гибкая непроницаемая мембрана 46, изготовленная из эластомера, например из силикона, покрывает дренаж 44. Мембрана проходит непрерывно по всей внутренней поверхности узла, образованного оснасткой 42. По периферии она герметично зажата между воротником 42а и опорой 43. В центральной части она герметично зажата между верхним концом 42c оснастки и опорной деталью 47.
Канал 48 диффузии смолы проходит вдоль нижней части заготовки 40 и снабжается смолой изнутри через трубу 25. Канал 48 представляет собой, например, трубку с отверстиями.
Смола, поступающая по трубе 25, распределяется вокруг нижней части заготовки, поднимается по диффузионному дренажу 44 и через него проникает в заготовку 40. Излишки смолы отводятся по отводной трубе 26, соединенной с отверстием, образованным в верхней части 42с оснастки 42.
Форма, предназначенная для упрочненной жесткой волокнистой 3D-заготовки, представлена на Фиг.5. Заготовка может быть упрочнена введением методом химической инфильтрации паров (CVI) пироуглерода (РуС), связывающего волокна между собой. Методы CVI введения пироуглерода сами по себе хорошо известны.
Упрочненная волокнистая заготовка 50 герметично зажата между внутренней и наружной мембранами 52, 54 и находится на опоре 53. Непроницаемые мембраны изготовлены из эластомера, например из силикона, и между заготовкой 50 и, по меньшей мере, наружной мембраной 54 помещается отслаивающий слой 55 и дренажная ткань 56.
Как показано на Фиг.5, мембраны 52, 54 герметично прижаты друг к другу на опоре 53, и стержень 57, поддерживаемый опорой, прижимает внутреннюю мембрану 52 к внутренней поверхности заготовки 50.
Канал 58 диффузии смолы сформирован вокруг нижней части заготовки 50 под мембраной 54 и герметично соединен с трубой 25. Смола, поступающая по трубе 25, проникает в заготовку через дренажную ткань 56 и отслаивающий слой 55. Излишки смолы отводятся через ткань 56 и трубу 26. Отслаивающий слой 55 облегчает выемку из формы после полимеризации смолы.
После помещения волокнистой структуры в корпус 20 следующий этап 12 состоит в подготовке смолы к инжекции в форму 22.
Способ согласно изобретению предназначен главным образом для изготовления деталей из композитного материала с матрицей из поликонденсированного полимера, в особенности из поликонденсированного фенольного полимера. В основном используется фенольная смола резольного типа. Фенольные смолы, обычно используемые в RTM-методах, имеют низкую вязкость. Кроме того, в них имеется большое количество растворяющего вещества, о чем свидетельствует сравнительно высокое массовое содержание летучих веществ, составляющее около 40%. В процессе полимеризации эти летучие вещества создают достаточно высокую пористость, около 15%.
Таким образом, в соответствии с отличительными признаками настоящего изобретения, впрыскивают смолу, имеющую относительно малое массовое содержание летучих веществ, менее 25%, предпочтительно менее 20%. Под летучим веществом здесь понимается растворитель, соединенный со смолой, и другие вещества, удаляемые в газообразном состоянии в процессе цикла полимеризации.
В зависимости от содержания летучих веществ в имеющейся смоляной композиции может возникнуть необходимость в предварительной обработке для понижения этого содержания. Такая предварительная обработка состоит из предварительной вакуумной дистилляции при поддержании умеренной температуры смолы. Температура выбирается достаточная для осуществления предварительной дистилляции, но не запускающая полимеризацию смолы, препятствующую ее впрыскиванию в уплотняемую волокнистую заготовку. В случае с фенольными смолами, в особенности резольного типа, эта температура выбирается, например, между 60°С и 90°С.
Для придания смоляной композиции вязкости, достаточно низкой для глубокой пропитки уплотняемых толстых волокнистых заготовок, может возникнуть необходимость в нагревании смолы для повышения ее температуры до уровня, необходимого для получения желаемой вязкости. Обычно эта вязкость должна находиться в диапазоне от 0,1 Па·с до 0,3 Па·с, предпочтительно от 0,1 Па·с до 0,15 Па·с. В случае с фенольными смолами резольного типа с содержанием летучих веществ менее 25% предпочтительная температура находится в диапазоне между 65°С и 85°С. Понятно, что температура не должна превышать значения, выше которого повышение вязкости смолы будет препятствовать ее впрыскиванию.
Смола с желаемым содержанием летучих веществ и вязкостью впрыскивается в форму 22 (этап 13) при помощи инжекционной системы 24, приспособленной для подачи смоляной композиции при желаемой температуре и, возможно, под давлением, которое может достигать, например, 3 кПа. В то же время, внутренний объем формы вакуумируется открытием клапана 27. В автоклаве 20 через трубу 28 может устанавливаться противодавление, чтобы уравновесить давление внутри и снаружи формы и избежать вздутия мембраны (мембран).
После впрыскивания смолы наступает этап полимеризации в форме 22 (этап 14). На Фиг.6 представлен пример изменения температуры и давления в форме и автоклаве в течение цикла полимеризации. Предпочтительно этап полимеризации включает в себя начальную фазу 14а, в ходе которой температура Т в автоклаве 20 повышается до уровня T1 и поддерживается на этом уровне, и в форме 22 открытием клапана 27 поддерживается вакуум. Давление P1 в автоклаве 20 может поддерживаться равным давлению окружающей среды или равным противодавлению, установленному в процессе инжекции. Температура поддерживается на уровне T1, достаточном для дегазации смолы, т.е. удаления летучих веществ, содержащихся в смоле, и при этом оставляя ее достаточно жидкой, чтобы она могла продолжать затекать в волокнистую заготовку и заполнять поры во время удаления летучих веществ через трубу 26. В случае с фенольными смолами резольного типа эта температура T1 предпочтительно составляет от 65°С до 85°С. Продолжительность t1 начальной фазы вакуумной дегазации цикла полимеризации выбирается таким образом, что она позволяет удалить достаточное количество летучих веществ, чтобы после полимеризации получить желаемый уровень остаточной пористости в полимерной матрице. Эта продолжительность t1 может составлять от нескольких часов до нескольких десятков часов.
Затем наступает конечный этап 14b полимеризации под давлением. Для этого вакуумирование формы 22 прекращается, затем в автоклаве 20 создается повышенное давление, и температура в автоклаве повышается шагами до достижения конечной температуры полимеризации Tf.
В автоклаве поддерживается относительно высокое давление Р2, предпочтительно выше 1 МПа, например, в диапазоне от 1 МПа до 2,5 МПа. Под воздействием давления смоляная композиция заполняет остаточные поры волокнистой структуры.
Если речь идет о нежесткой волокнистой структуре, давление в автоклаве вызывает сжатие волокнистой структуры, позволяющее получить деталь из композитного материала, обладающую не только уменьшенной пористостью, но также увеличенным объемным содержанием волокон по сравнению с волокнистой структурой. Под объемным содержанием волокон понимается доля, занятая волокнами в кажущемся объеме волокнистой структуры или детали.
Следует отметить, что нежесткая волокнистая структура может также быть уплотненной или предварительно уплотненной на этапе, предшествующем этапу полимеризации под давлением.
В случае с жесткой волокнистой структурой давление в автоклаве вынуждает смоляную композицию, удержанную в дренажной ткани формы, затекать в волокнистую структуру, уменьшая, таким образом, пористость.
Температура Tf зависит от типа используемой смоляной композиции. Так, в случае с фенольными смолами резольного типа предпочтительная температура Tf превышает 160°С.
После окончания полимеризации нагрев автоклава прекращается и давление в автоклаве возвращается к атмосферному.
Для облегчения заполнения пор волокнистой структуры и снижения остаточной пористости детали из композитного материала можно использовать смоляную композицию, содержащую твердые наполнители. Эти твердые наполнители должны находиться в измельченном виде и в ограниченном количестве, чтобы не препятствовать глубокой инжекции в волокнистую структуру. Так, предпочтительное массовое содержание твердых наполнителей не должно превышать 10%. В качестве твердого наполнителя можно использовать, например, сажу.
Хотя выше описано использование углеродного волокна для получения волокнистой структуры, очевидно, что могут использоваться и другие виды волокон, органических или неорганических, например стеклянное или керамическое (кремнеземное, глиноземное и т.д.).
Кроме того, возможно использование другой поликонденсированной смолы, нефенольной, если этапы подготовки смоляной композиции, инжекции в форму и полимеризации могут осуществляться способом, сходным с вышеописанным. Таким образом, могут использоваться смолы фуранового типа.
Испытания проводились на образцах "сухих" волокнистых 3D-заготовок, образованных слоями ткани из углеродного волокна, наложенными на оправку и связанными между собой методом иглопробивания для создания волокнистых заготовок в форме существенно усеченного конуса, аксиальная длина которого могла достигать 110 см и наружный диаметр мог достигать 200 см.
В испытаниях использовалась фенольная смоляная композиция резольного типа, предварительно дистиллированная так, чтобы массовое содержание летучих веществ составляло приблизительно 20%. Инжекция смоляной композиции осуществлялась при температуре приблизительно 85°С, под давлением 0,2 МПа, с вакуумированием формы.
Цикл полимеризации состоял из начальной фазы с длительностью t1 при температуре 65°С-85°C с вакуумированием формы и без повышения давления в автоклаве, и конечной фазы под давлением от 1 МПа до 2,5 МПа в автоклаве с шаговым повышением температуры до приблизительно 160°С.
Поскольку длительность t1 составляла от нескольких часов до нескольких десятков часов, в разных уплотненных деталях наблюдалось следующее:
- колебания относительной плотности от 1,35 до 1,43;
- колебания открытой остаточной пористости от 5,9% до 10%;
- колебания коэффициента уплотнения от 8% до 37%, где под коэффициентом уплотнения подразумевается относительное уменьшение объема полученной детали по сравнению с волокнистой заготовкой; и
- колебания содержания волокон от 38% до 54%.
Эти испытания подтверждают возможность использования способа согласно изобретению для уплотнения толстых волокнистых текстур с помощью метода инжекции смолы в закрытую форму (RTM), получая при этом пониженную остаточную пористость менее 11% и в случае с "сухими" волокнистыми текстурами достаточно высокое содержание волокон.
Также следует заметить, что увеличение длительности t1 до нескольких десятков часов позволяет получить низкую остаточную пористость, но снижает способность уплотнения и увеличения содержания волокон из-за увеличения вязкости смолы в конце начальной фазы этапа полимеризации.
Очевидно, что могут изготавливаться детали больших размеров, чем изготовленные в процессе указанных испытаний.
Реферат
Настоящее изобретение относится к изготовлению деталей из композитного материала с волокнистым армированием и полимерной матрицей с использованием метода инжекции полимера под давлением. Техническим результатом настоящего изобретения является разработка способа изготовления деталей из композитного материала с упрочняющим волокном и полимерной матрицей, позволяющего получить толстые детали с низкой пористостью при уменьшении времени процесса, проводимого в одну стадию. Технический результат достигается способом изготовления детали из композитного материала с волокнистым армированием и полимерной матрицей, включающим в себя следующие этапы подготовки волокнистой структуры, предназначенной для армирования изготавливаемой детали. Помещают волокнистую структуру в форму, у которой, по меньшей мере, одна стенка образована гибкой мембраной. Затем проводят инжекцию в форму смолы, выбранной из фенольных и фурановых смол, имеющей массовое содержание летучих веществ менее 25%, и температуру, при которой ее вязкость составляет от 0,1 Па·с до 0,3 Па·с. Потом проводят полимеризацию смолы в форме, помещенной в корпус с постепенно повышающейся температурой, причем этап полимеризации включает начальную стадию, в процессе которой температуру поддерживают на первом значении, и в форме устанавливают вакуум для удаления выделяемых летучих веществ. При конечной стадии полимеризации повышают давление в корпусе, а температуру постепенно повышают от первого значения до достижения конечной температуры полимеризации, чтобы завершить полимеризацию под давлением с получением посредством этого детали из композитного ма
Формула
подготовка волокнистой структуры, предназначенной для армирования изготавливаемой детали;
помещение волокнистой структуры в форму, у которой, по меньшей мере, одна стенка образована гибкой мембраной;
инжекция в форму смолы, выбранной из фенольных и фурановых смол, имеющей массовое содержание летучих веществ менее 25% и температуру, при которой ее вязкость составляет от 0,1 до 0,3 Па·с, и
полимеризация смолы в форме, помещенной в корпус с постепенно повышающейся температурой, причем этап полимеризации включает начальную стадию, в процессе которой температуру поддерживают на первом значении и в форме устанавливают вакуум для удаления выделяемых летучих веществ, и конечную стадию полимеризации, в процессе которой повышают давление в корпусе, а температуру постепенно повышают от первого значения до достижения конечной температуры полимеризации, чтобы завершить полимеризацию под давлением с получением посредством этого детали из композитного материала с остаточной объемной пористостью, составляющей менее 11%.
Документы, цитированные в отчёте о поиске
Способ получения высоконаполненных плит на основе полиметилметакрилата
Комментарии