Сварочное приспособление для пластиковых сумок и способ нагревания его нагревающих полос - RU2445211C2
Код документа: RU2445211C2
Чертежи
Описание
Область техники, к которой относится изобретение
Изобретение относится к области сварки пластиковых сумок, таких как те, которые используются для размещения в защитной оболочке загрязненных объектов и материалов и которые размещают в защитной камере, откуда их потом извлекают.
В частности, изобретение связано со способом запитки электроэнергией нагревающих полос сварочных клещей.
Главное применение приспособления и способа по изобретению связано с ядерной промышленностью, а конкретнее с обращением с токсичными материалами в защитных камерах.
Уровень техники
В контексте некоторых видов промышленной деятельности, связанных с повторной обработкой или демонтажом, в ядерной промышленности нужно извлекать различные виды предметов и материалов, помещенных в защитные камеры. Реальное извлечение имеет место посредством пластиковых сумок, которые функционально связаны с защитной камерой. Подлежащие извлечению объекты переходят, таким образом, из защитной камеры в пластиковую сумку, которую заблаговременно помещают в защитной камере. Затем осуществляют необходимую сварку пластиковой сумки, чтобы полностью ее герметизировать.
В некоторых случаях природа и токсичность материалов и продуктов, с которыми приходится обращаться, требует высокого качества при сваривании пластиковых сумок, в которые их заключают, с целью гарантировать безопасность агентов и операторов, которые осуществляют эти операции, и нераспространения переносимых радиоактивных токсичных элементов.
Во время подачи данной патентной заявки на рынке сварочного оборудования доминировали технологии для реализации этого типа сварки пластиковых сумок в виде высокочастотного генератора и агрегата на основе нагревающих резисторов. Эти две технологии имеют тот недостаток, что они, по большей части, известны очень давно и сопряжены с применяемой технологией.
Например, что касается высокочастотного генератора, то данное приспособление имеет весьма значительные объемы. Отсюда следует пониженная управляемость. Другой главный недостаток данного приспособления заключен в опасности, связанной с его использованием, потому что эта технология реализует уровни мощности в несколько киловатт с электрическими напряжениями между 3 и 5 киловольтами и токами, близкими к 1 амперу, что вводит риск загорания, сразу приводящий к остановке работы. Далее, эти высокочастотные генераторы оборудованы мощными триодами, которые представляют собой компоненты, доставшиеся от очень старой технологии, и поставка которых остается затруднительной и относительно дорогостоящей. Наконец, такое оборудование громоздко и затруднительно для применения в местах, где ограничен доступ.
Второй тип генератора с нагревающими резисторами заметно менее сложен. Конкретно, эти агрегаты ассоциируются с электрическими генераторами с нагревающими резисторами в виде резистивных металлических полос. Они заметно менее опасны, нежели высокочастотный генератор, но тем не менее остаются громоздкими. Далее, производимые устройствами этого типа сварки трудны для воспроизведения и требуют многочисленных регулировок, что делает их использование весьма неудобным. Что касается клещей, связанных с этими различными типами генераторов, то они не слишком легки в обращении, потому что они относительно тяжелы. Кроме того, их не очень легко раскрывать ввиду наличия пружины, которая необходима для поддержания клещей тесно прижатыми к подлежащему свариванию материалу.
Назначение изобретения состоит, таким образом, в преодолении упомянутых недостатков путем предложения другой системы для сваривания пластиковых сумок нагревающими резисторами.
Раскрытие изобретения
Для решения поставленной задачи в способе нагревания нагревающих полос для сварочных клещей каждую нагревающую полосу запитывают электроэнергией отдельно.
Согласно изобретению предлагается посылать в каждую нагревающую полосу последовательные колебания электроэнергии, разнесенные определенным образом и сдвинутые в одной полосе по отношению к другой.
В главном варианте осуществления, когда используют определенное число N нагревающих полос, имеет место распределение энергии мультиплексированного типа, при этом каждое из колебаний имеет длительность 1/N для каждого цикла нагревания, и каждое колебание сдвинуто по отношению к другим на величину 1/N таким образом, что посылаемая электроэнергия в целом постоянна и мультиплексируется на N нагревающих полос.
Предусматривается возможность накладывать широтную модуляцию на колебания, посылаемые на нагревающие полосы.
Предусматривается также измерять температуру нагревающих полос. Согласно изобретению сварочное устройство для сваривания раскрыва пластиковых сумок для их герметичного заваривания, содержит
- клещи, которые содержат:
- корпус клещей;
- нижнюю губку; и
- верхнюю губку, установленную с возможностью перемещения по отношению к нижней губке;
- несколько нагревающих полос, установленных в продольном направлении на по меньшей мере одной из двух зажимных губок, причем корпус клещей составляет единое целое с верхней губкой; и
- устройство управления и запитки, соединенное с клещами шнуром питания для запитки энергией каждой из нагревающих полос,
при этом устройство электропитания имеет средство мультиплексирования электроэнергии, посылаемой на каждую из нагревающих полос, состоящее, в частности, из трехрежимного контроллера типа ПИД, чтобы посылать в эти нагревающие полосы последовательные колебания электроэнергии и сдвигать их во времени в одной нагревающей полосе по отношению к другой, чтобы в каждый момент времени электроэнергия посылалась только на единственную нагревающую полосу,
а устройство управления и запитки содержит средство для модуляции ширины импульсов.
Предпочтительно, для каждой нагревающей полосы для осуществления управления температурой использована термопара.
Устройство может содержать управляемое механизированное средство верхней губки по отношению к нижней губке.
Управляемое механизированное средство сварочного устройства содержит:
- электродвигатель для привода пары винт-гайка, в которой гайка соединена с верхней губкой; и
- средство для ограничения момента сжатия, приложенного к губкам.
Устройство управления и запитки имеет источник переменного тока.
Устройство управления и запитки может иметь источник постоянного тока.
Другим объектом изобретения является способ нагревания нагревающих полос для сварочных клещей, при котором каждую нагревающую полосу запитывают электроэнергией отдельно, при этом способ включает в себя этапы, на которых: посылают в каждую нагревающую полосу последовательные колебания электроэнергии и разносят их определенным образом и сдвигают от одной полосы к другой, чтобы в каждый момент запитывать энергией единственную нагревающую полосу.
Для нагревания определенного числа N нагревающих полос колебания имеют длительность 1/N, причем каждое колебание сдвинуто по отношению к другим на величину 1/N, так что посылаемая в узел электроэнергия в целом постоянна, иными словами, эту энергию мультиплексируют.
Целесообразно осуществлять модуляцию ширины колебаний.
Предпочтительно, осуществляют измерение температуры нагревающих полос.
Краткое описание чертежей
Изобретение и его различные технические характеристики будут теперь описаны более полно при прочтении нижеследующего описания вместе с четырьмя чертежами, представляющими соответственно:
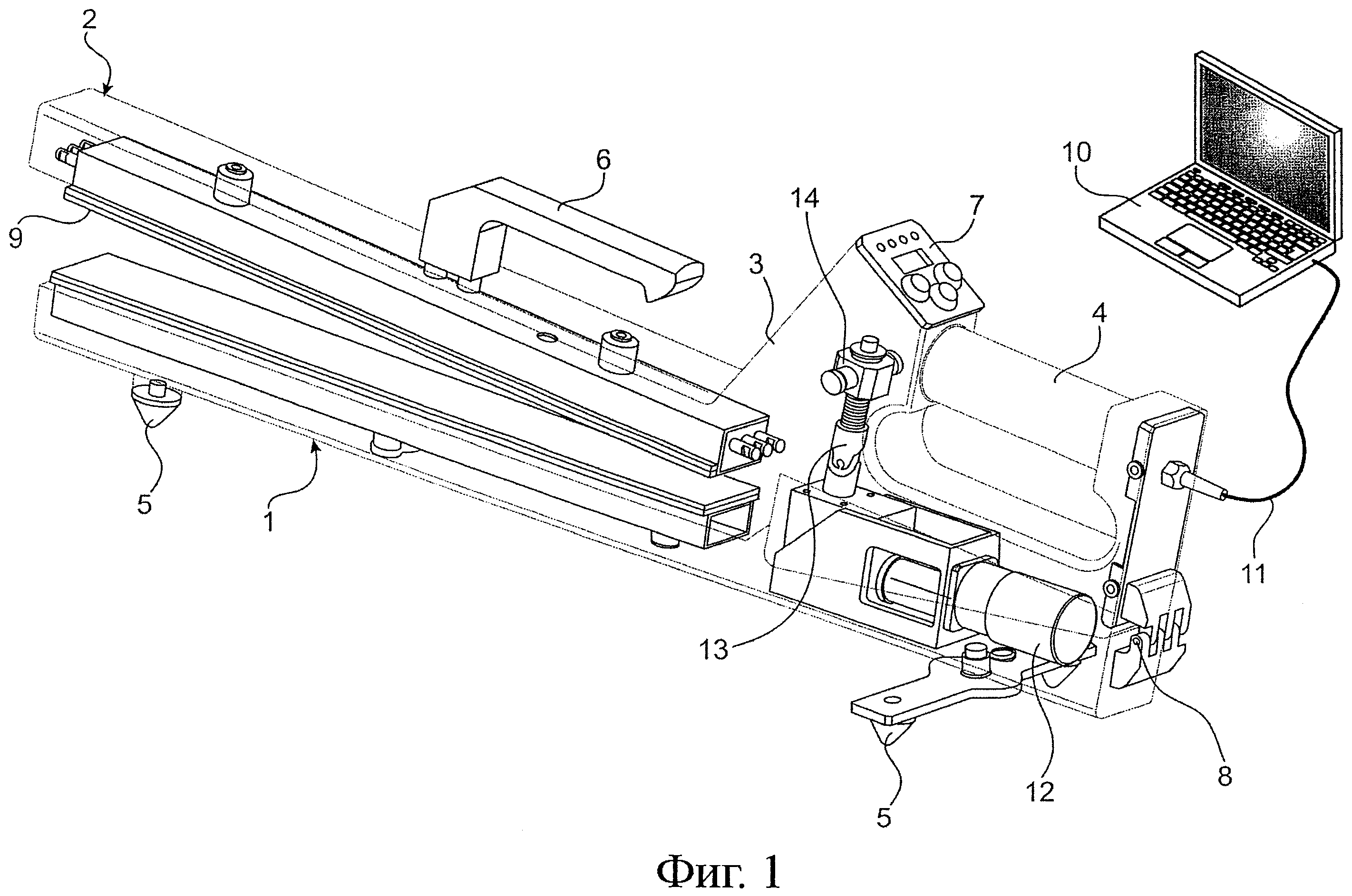
на фиг.1 - устройство по изобретению в частично разобранном виде в изометрии;
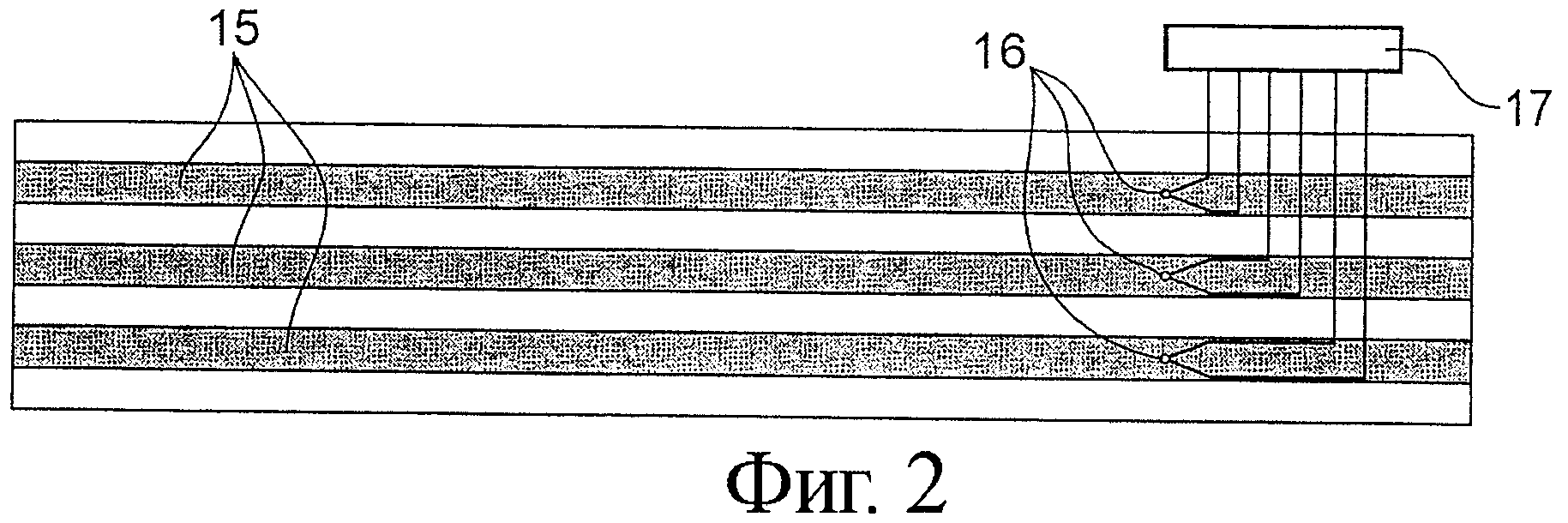
на фиг.2 - схема, показывающая положение термопар по отношению к нагревающим полосам;
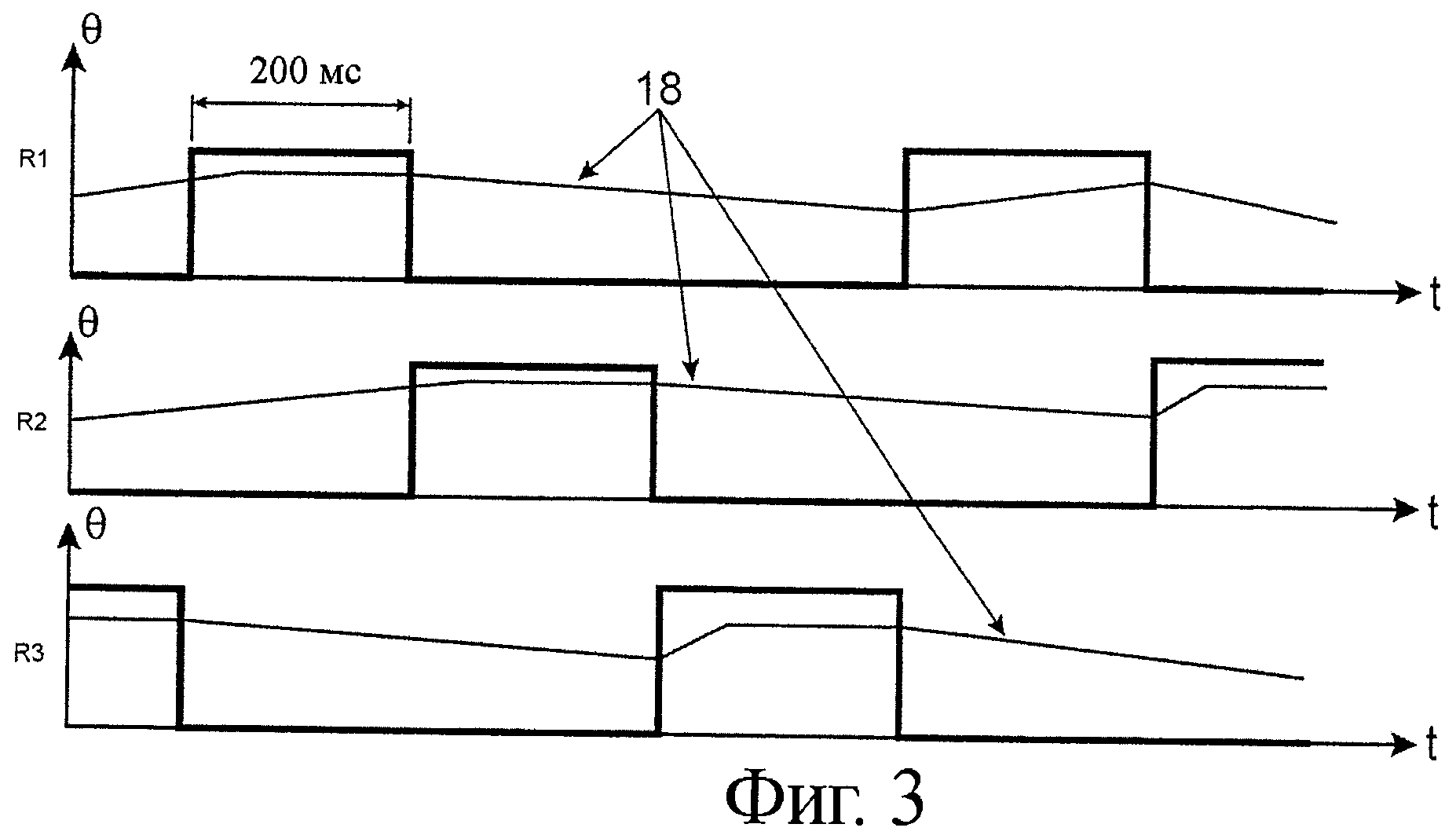
на фиг.3 - три графика, связанные с циклами нагревания трех нагревающих полос;
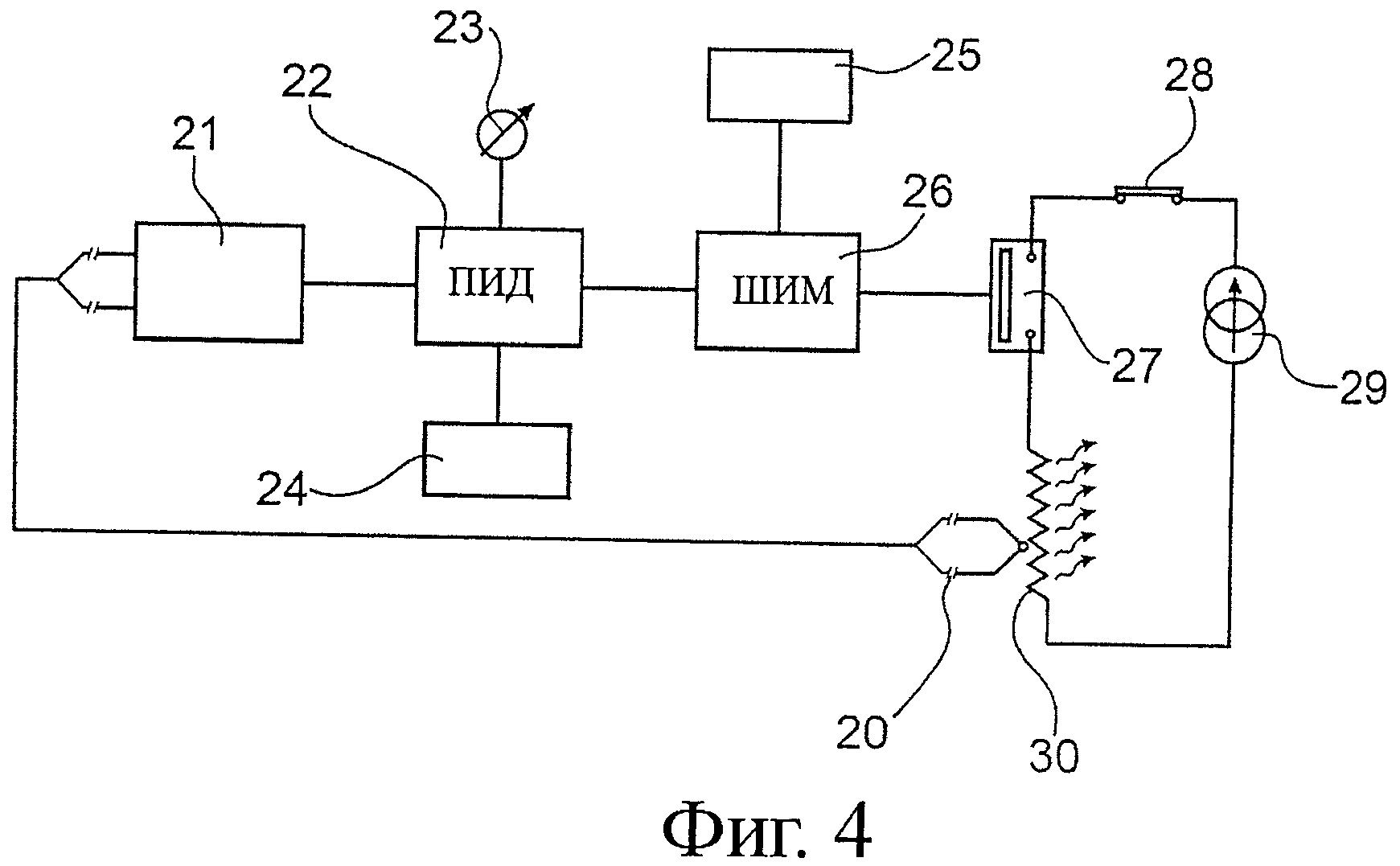
на фиг.4 - схема, связанная с нагреванием нагревающей полосы.
Осуществление изобретения
Фиг.1 показывает предпочтительный вариант осуществления устройства согласно изобретению. Основными частями клещей являются нижняя губка 1, верхняя губка 2, корпус 3, закрепленный на верхнюю губку 2. Этот узел завершается сочленением 8, позволяющим верхней губке 2 шарнирно поворачиваться относительно нижней губки 1. Следует отметить, что верхняя губка 2 может быть установлена шарнирно по отношению к нижней губке 1 посредством амортизатора, который противостоит раздавливанию и позволяет плотно удерживать сумку во время сварочной операции.
Нижняя губка 1 снабжена по меньшей мере тремя ножками 5, одна из которых смещена к дистальному концу нижней губки 1. Две же других размещены около сочленения 8.
Верхняя губка снабжена рабочей ручкой 6, прикрепленной к упомянутой верхней губке. Корпус 3 завершается рукояткой 4, размещенной около сочленения 8, и имеет панель 7 управления. Тем самым оператор может управлять несколькими показателями сварки, а именно временем, температурой и лентой используемых нагревающих полос. Посредством нажимной кнопки он управляет началом и завершением цикла нагревания.
На этой нижней губке 1 на стороне сочленения 8 размещен блок 12 электропривода, дающий возможность привести в действие винт 13 пары винт-гайка, гайка 14 которой составляет единое целое с верхней губкой 2. Таким образом, приведение в действие приводного блока позволяет открывать и закрывать верхнюю губку 2 на нижней губке 1. Приводной блок состоит в основном из небольшого электродвигателя. Он может быть преимущественно укомплектован средством ограничения момента сжатия.
Клещевой узел безусловно укомплектован устройством 10 электрического управления и запитки, соединенным с клещами шнуром 11 питания.
Устройство 10 электрического управления и запитки может быть снабжено двумя различными источниками электрического тока, а именно источником переменного тока на 24 В или источником постоянного тока посредством аккумулятора. Это обеспечивает наибольшую автономию по отношению к установке в целом. Следует отметить, что корпус 3 клещей занят платой электронного управления, обеспечивающей управление узлом и прием различных данных от оператора, через промежуточную панель 7 управления.
Нагревающие полосы, предназначенные для выполнения сварки пластиковых сумок посредством клещей согласно изобретению, размещены на нижней поверхности 9 верхней губки 2.
Фиг.2 представляет три нагревающих полосы 15, размещенных параллельно друг другу и в продольном направлении под верхней губкой 2. Термодетектор, такой как термопара 16, используется для каждой нагревающей полосы 15. Иными словами, термопара 16 помещена под каждой из нагревающих полос 15. Каждая из них соединена с приемником 17 данных, образующим часть устройства 10 управления и запитки.
В нижеследующих абзацах описаны работа узла, используемый способ нагревания и различные аспекты управления и реализации этого способа.
В выбранном варианте осуществления используются три нагревающих полосы.
Основная идея изобретения состоит в том, чтобы не подавать энергию на эти три нагревающих полосы 15 в одно и то же время в фазе сварки. Конкретно, нагревание их всех в одно и то же время потребовало бы использовать массивный и громоздкий генератор. Поэтому предложено распределять электроэнергию последовательным образом, причем единственную нагревающую полосу 15 запитывают энергией в любое время, например, с периодом 200 мс.
Фиг.3 показывает три графика, соответственно относящиеся к этим трем нагревающим полосам. Жирные линии характеризуют электроэнергию, поданную на каждую нагревающую полосу. Линии 18, нарисованные средними линиями, представляют температуру каждой нагревающей полосы. Видно, что каждая нагревающая полоса нагревается со сдвигом по сравнению с другими. Таким образом, электроэнергия, посылаемая в систему, в целом постоянна. Конкретно, когда прекращается электроэнергия, посылаемая в первую нагревающую полосу, начинает запитываться вторая полоса, и т.д. со второй и третьей полосами.
Таким образом, возможно полностью управлять энергией, распределяемой установкой в целом в нагревающие полосы, чтобы гарантировать качество и воспроизводимость сварок, выполняемых посредством этих полос, без необходимости использовать слишком мощный генератор. Используются многоканальный токовый генератор, а в качестве средства мультиплексирования электроэнергии - трехрежимный контроллер типа ПИД, иными словами пропорционально-интегрально-дифференциальный. Используется распределение энергии посредством широтно-импульсной модуляции и средство для измерения температуры под каждой нагревающей полосой в виде термопар. Таким образом, возможно управлять как можно точнее энергией, распределенной в каждой нагревающей полосе, при использовании в то же самое время имеющихся на рынке полупроводников. Использование трехрежимного контроллера типа ПИД обеспечивает регулируемую температуру на каждой нагревающей полосе.
Поскольку три сварки выполняются в единой операции, каждая нагревающая полоса, которая состоит из резистора, должна нагреваться до заданной температуры для получения температуры плавления пластмассы, составляющей подлежащую герметизации сумку. Конкретно, как показано линиями 18, между каждой фазой нагревания нагревающая полоса слегка охлаждается, но незначительно, чтобы воспрепятствовать процессу сварки. Если желательно минимизировать амплитуды температуры вблизи резисторов, составляющих нагревающую полосу, во время фаз нагрева, нужно работать с постоянными времени менее секунды. Например, выбрано 200 мс для фазы активации каждой нагревающей полосы, что дает фазу покоя в 400 мс, во время которой нагревающие полосы больше не запитываются энергией.
Следовательно, время цикла в этом случае составляет 600 мс. Трехрежимный контроллер управляется микроконтроллером INTEL типа 8051. Узел связан с системой измерения температуры, которая в данном случае может использовать термопару типа К, диапазон использования которой соответствует предусмотренному применению. В настоящем применении вторичное действие устанавливается на нуль, потому что оно не используется.
Устройство противонасыщения реализовано на алгоритме трехрежимного контроллера типа ПИД. Тем самым доступны три раздельных устройства этого типа, доступные - для каждого из них - со своими собственными параметрами регулировки, а также своим собственным временным контекстом.
С микроконтроллером связаны усилители термопар типа МАХ 6675, которые имеют компенсационную систему внутреннего охлаждения сварки и опрашиваются цифровыми средствами с протоколом типа NISO/MOSI, специфичным для данной интегральной схемы.
Что касается термопар, используемых под нагревающими полосами, предусмотрено выбирать их малого диаметра, чтобы минимизировать постоянные времени и поместить их как можно ближе к зонам нагревания, однако без контактирования с ними, чтобы выполненное измерение было как можно ближе к реальности.
В устройстве управления и запитки реализована цифровая шина передачи типа 12С, чтобы осуществлять связь с памятью типа ЭСППЗУ (постоянное ПЗУ с электронным стиранием, EEPROM) с последовательным доступом, которая служит зоной хранения для функциональных параметров сварочных клещей.
Фиг.4 показывает управляющий узел нагревающей полосы. Измерение температуры, таким образом, осуществляется термопарой 20 на нагревающей полосе 30. Оно передается в трехрежимный контроллер типа ПИД посредством передатчика 21 температуры. Оно сравнивается с заранее заданной установленной температурой 23 и прочими параметрами 24. Сигнал от трехрежимного контроллера 22 типа ПИД посылается в генератор 26 типа ШИМ, который генерирует посредством развертывающего устройства 25 импульсы переменной ширины, которые должны запитывать нагревающие полосы 30 при помощи средства 27 переключения энергии, такого как статическое реле переменного тока. Оператор может вмешиваться посредством выключателя 28, при этом узел запитывается электроэнергией от генератора или аккумулятора 29. Широтно-импульсный модулятор дает возможность, согласно вычислению от трехрежимного контроллера 22 типа ПИД, менять значение времени активации для каждого резистора, составляющего каждую из нагревающих полос 30.
Следует отметить, что в предложенном варианте осуществления предусмотрено, чтобы оператор для упрощения его работы имел только пять запрограммированных заранее времен циклов, позволяющих ему в то же время приспосабливаться к различным ситуациям. Тем не менее устройство управления и запитки имеет много возможностей регулировать несколько других параметров, таких как заранее заданная температура, коэффициенты, связанные с трехрежимным контроллером типа ПИД, позволяя ему приспосабливаться к различным типам подлежащих сварке материалов. Эти параметры запоминаются в клещах, а соединение с устройством управления и запитки дает возможность визуализировать и модифицировать упомянутые параметры, чтобы приспособиться к различным конфигурациям сварки.
Таким образом, определенная модульность позволяет легко использовать оборудование в целом.
Качество сжатия клещей имеет значительное влияние на качество подлежащей выполнению сварки и дает возможность обеспечить определенную воспроизводимость во времени. Кроме того, чтобы гарантировать должное управление моментом сжатия, выполняется измерение тока питания двигателя, причем напряжение прикладывается к аналого-цифровому преобразователю LINEAR TECHNOLOGY типа LT 1298. Таким образом, микроконтроллер во время сжатия имеет информацию, связанную с моментом двигателя, прямо передаваемую в цифровом виде посредством преобразователя аналого-цифрового вида. Тем самым осуществляется включение изображения момента сжатия, и электроэнергия на двигатель отсекается, как только достигнуто пороговое значение. Поэтому механизация сжатия клещей создает легкость в использовании.
Что касается источника питания, помеченного позицией 29 на фиг.4, то обычно источник электроэнергии очевидно представляет собой переменный ток, поступающий по магистрали с напряжением 220 В. В случае приспособления напряжения для запитки сварочных клещей, таких как показано, используется ступенчатый понижающий трансформатор на мощность в несколько сотен вольт-ампер, который выдает напряжение в 24 В.
Чтобы сделать возможным выполнение сварок в местах с трудным доступом, где питание магистральной электроэнергией невозможно, узел снабжен аккумулятором постоянного тока, чтобы обеспечить питание электроэнергией. Первое преимущество такого устройства состоит в его автономности. Другое преимущество заключается в способности выбирать элемент аккумулятора как функцию от числа подлежащих осуществлению сварок.
Следует отметить, что нагревающие полосы поддерживаются натянутыми и соединены соединителем, размещенным внутри корпуса 3 клещей и недоступным для пользователя.
Узел устройства управления и запитки клещей сформирован так, чтобы не превышать вес 4 кг.
Теперь будет дано более подробное описание работы устройства в целом, которая осуществляется посредством программ, установленных в микроконтроллере.
Сердцевину средства управления и запитки составляет задающий генератор, синхронизированный на период в две миллисекунды и служащий в качестве развертывающего устройства для всего узла.
Запрос на сварку, связанный с минимальным временем прижатия в несколько секунд, делается посредством нажимной кнопки на панели 7 управления. Опрос состояния нажимной кнопки осуществляется постоянно. Программа для управления клещами имеет запомненную и заранее заданную точку установки при условии, что пользователь имеет пять запрограммированных времен цикла.
В течение фаз покоя или неиспользования клещей прогон программы идентичен последовательности нагревания вблизи установленного значения. Это установленное значение равно нулю в период отсутствия активности клещей. С другой стороны, если сделан запрос на сварку, память ЭСППЗУ выдает значение точки установки, и оно затем становится эффективным. Нагревание нагревающих полос происходит до тех пор, пока не будет достигнута заранее заданная установленная температура. Трехрежимный контроллер типа ПИД гарантирует, что температура на такой нагревающей полосе стабильна и соответствует точке установки.
Когда цикл нагревания закончен, начинается цикл охлаждения, о чем сообщается пользователю и который необходим, чтобы сварка не срывалась с раскрыва клещей. В конце периода охлаждения система возвращается в свое исходное состояние с точкой установки, сброшенной в нуль.
Информация относительно функционального состояния доступна на асинхронном последовательном соединении типа RS 232. B упомянутой информации среди прочего находятся температуры трех нагревающих полос, а также возможность модификации всех параметров. Это соединение делает возможным управление клещами, что можно использовать для тонкой настройки регулировочных параметров и может оказаться очень полезным для эксплуатации узла.
Преимущества изобретения
Материал легко сделать безопасным для пользователя.
Идея проста.
Вес снижен, а тем самым повышена возможность управления.
Получена высокая надежность подлежащих осуществлению сварок.
Возможно выполнять сварки в зонах, к которым затруднен доступ, и (или) отсутствует электропитание.
Реферат
Группа изобретений относится к сварочному устройству для сваривания раскрыва пластиковых сумок и их герметичного заваривания и способу нагревания нагревающих полос для сварочных клещей. Устройство содержит клещи, включающие корпус клещей, нижнюю губку и верхнюю губку, установленную с возможностью перемещения по отношению к нижней губке, а также несколько нагревающих полос, установленных в продольном направлении на по меньшей мере одной из двух зажимных губок. При этом корпус клещей составляет единое целое с верхней губкой. Также сварочное устройство включает устройство управления и запитки, соединенное с клещами шнуром питания для запитки энергией каждой из нагревающих полос. При этом устройство электропитания имеет средство мультиплексирования электроэнергии, посылаемой на каждую из нагревающих полос, состоящее, в частности, из трехрежимного контроллера типа ПИД, чтобы посылать в эти нагревающие полосы последовательные колебания электроэнергии и сдвигать их во времени в одной нагревающей полосе по отношению к другой, чтобы в каждый момент времени электроэнергия посылалась только на единственную нагревающую полосу. Причем устройство управления и запитки содержит средство для модуляции ширины импульсов. Достигаемый при этом технический результат заключается в снижении веса сварочного устройства и, таким образом, обеспечении возможности его управления, а также в повышении надежности сварки и обеспечении возможности осуществления сварки в труднодоступных зонах. 2 н. и 8 з.п. ф-лы, 4 ил.
Формула
- клещи (3), которые содержат:
- корпус (3) клещей;
- нижнюю губку (1) и
- верхнюю губку (2), установленную с возможностью перемещения по отношению к нижней губке (1);
- несколько нагревающих полос (15), установленных в продольном направлении на по меньшей мере одной из двух зажимных губок, причем корпус (3) клещей составляет единое целое с верхней губкой (2); и
- устройство (10) управления и запитки, соединенное с клещами (3) шнуром (11) питания для запитки энергией каждой из нагревающих полос (15),
отличающееся тем, что устройство (10) электропитания имеет средство мультиплексирования электроэнергии, посылаемой на каждую из нагревающих полос (15), состоящее, в частности, из трехрежимного контроллера типа ПИД (22), чтобы посылать в эти нагревающие полосы (15) последовательные колебания электроэнергии и сдвигать их во времени в одной нагревающей полосе (15) по отношению к другой, чтобы в каждый момент времени электроэнергия посылалась только на единственную нагревающую полосу (15),
а устройство (10) управления и запитки содержит средство для модуляции ширины импульсов.
- электродвигатель (12) для привода пары винт-гайка (13, 14), в которой гайка (14) соединена с верхней губкой (2); и
- средство для ограничения момента сжатия, приложенного к губкам (1,2).
Документы, цитированные в отчёте о поиске
Устройство для сварки термопластичных материалов и способ его изготовления
Комментарии