Устройство и способ изготовления детали из волокнистого композита - RU2505404C2
Код документа: RU2505404C2
Чертежи












Описание
Изобретение относится к устройству для изготовления детали из волокнистого композита (ВК), способу изготовления детали из волокнистого композита, а также изготовленной таким способом детали из волокнистого композита.
В документах DE 3843488 А1, US 3397847 А и WO 91/04843 описано устройство для изготовления детали из ВК по меньшей мере с одним питающим устройством для наложения материала на поверхность для изготовления детали из ВК.
В DE 4122785 А1 описано намоточное устройство для изготовления конструктивных элементов из армированных волокнами пластмасс с намоточной головкой для укладки продольных усилений с малыми, относительно оси намотки, волокнистыми холстами. Намоточное устройство имеет перемещаемую на направляющей намоточного устройства параллельно намоточной головке каретку, а также расположенный на роторе нитенаправитель со сматывающим устройством с кронштейном крепления катушки.
В WO 2005/018917 А2 описано устройство для нанесения ламинирующих нитей или ламинирующих лент на установленный с возможностью вращения барабан для изготовления композитной детали. Нанесение ламинирующих нитей происходит посредством питающих устройств, которые установлены с возможностью перемещения на кольце и с возможностью поворота на опорной оси.
Из WO 2006/060270 А1 известно питающее устройство для выдачи и для нанесения ламинирующих лент на поверхность нанесения.
Повышению производительности, гибкости и экономичности современных способов изготовления деталей из волокнистых композитов способствовала по существу техника автоматизации, отличающаяся тем, что наряду с ручными способами все большее значение приобретают автоматизированные устройства для укладки волокон, так называемые системы Automated Fiber Placement (AFP-системы).
Прежде всего, благодаря применению таких автоматических устройств для укладки волокон с одной или несколькими перемещающимися головками, с помощью которых на рабочую поверхность инструментальной формы или детали наносится предварительно импрегнированная лента из волокнистого композита, например однонаправленная лента из препрега на основе угольных нитей, сокращается время изготовления при более высокой степени использования производственного потенциала, в результате чего снижаются затраты на изготовление изделий из композитных материалов. При высоком качестве изготовления обусловленное ручными работами подсобное время может быть сведено к минимуму.
Устройство такого типа для изготовления деталей из волокнистых композитов известно, например, из WO 2005/105641 А2. В этом обычном устройстве для укладки волокон используется множество поворачивающихся независимо друг от друга наносящих головок, с помощью которых ленты из композитного материала являются наносимыми на рабочую поверхность инструментальной формы. Для этого наносящие головки расположены в каждом случае на устройстве-носителе, которое установлено на направляющих с возможностью перемещения параллельно продольной оси инструментальной формы, на которую должно быть нанесено покрытие. Вращательно-симметричная инструментальная форма может быть установлена с возможностью вращения вдоль ее продольной оси между наносящими головками, так что на ее периферийную поверхность при повороте инструментальной формы и осевом перемещении наносящих головок вдоль направляющих наносится лента из композитного материала. Недостатком таких устройств для укладки волокон является то, что они являются дорогостоящими с точки зрения техники устройства и в связи с расположенными параллельно продольной оси инструментальной формы направляющими непригодными для нанесения покрытия на инструментальные формы с искривленной продольной осью.
В отличие от этого, в основу изобретения положена задача создания устройства и способа изготовления деталей из волокнистого композита, которые, прежде всего, имеют криволинейную конфигурацию также и в продольном направлении, а также изготавливаемую таким способом деталь из волокнистого композита, для которых, в отличие от прежних решений, предусмотрена возможность в значительной степени автоматизируемого изготовления при уменьшенных затратах в плане техники устройства.
Эти задачи решены посредством признаков независимых пунктов формулы изобретения. Другие конструктивные варианты указаны в зависимых пунктах формулы изобретения, ссылающихся на независимые пункты.
Согласно изобретению, прежде всего, предусмотрено устройство для изготовления детали из ВК по меньшей мере с одним питающим устройством для наложения по меньшей мере одного материала, и прежде всего по меньшей мере одного ленточного материала, на поверхность инструментальной формы или заготовки для изготовления детали из ВК. Устройство имеет по меньшей мере одну каретку, на которой расположено питающее устройство, и, по меньшей мере частично, окружающую указанную поверхность в ее периферическом направлении направляющую, на которой каретка является подвижной для перемещения питающего устройства относительно поверхности. При этом питающее устройство может быть поворачиваемым или вращаемым вокруг проходящей под углом к направляющей поворотной оси. Прежде всего, устройство может быть выполнено таким образом, что инструментальная форма или заготовка и направляющая являются перемещаемыми относительно друг друга. Технический результат, достигаемый при осуществлении изобретения, заключается в снижении трудозатрат и затрат времени при изготовлении изделий с продольной кривизной формы.
Для одного особого предпочтительного случая применения, в котором покрытие на заготовку наносится более или менее только в периферическом направлении, устройство может иметь направляющее устройство для перемещения инструментальной формы или заготовки и направляющей относительно друг друга.
Согласно одному примеру осуществления изобретения подающее устройство и/или направляющее устройство может быть выполнено таким образом, что инструментальная форма или заготовка могут передвигаться не только вдоль его продольного направления, но и перпендикулярно ему. Таким образом, инструментальная форма или заготовка могут направляться направляющим устройством или же подаваться относительно направляющей трехмерно описываемым образом.
Кроме того, согласно одному примеру осуществления подающее устройство и/или направляющее устройство может быть выполнено таким образом, что инструментальная форма или же заготовка направляются так, что она перемещается лишь аксиально, то есть вдоль своей продольной оси, и/или поворачивается вокруг своей расположенной вертикально продольному направлению оси, но не поворачивается вокруг оси, которая проходит в продольном направлении. В частности, это означает, что в этом примере осуществления во время нанесения материала из наносящих головок, поскольку нанесение происходит вдоль такого направления на поверхности инструментальной формы или же заготовки, которое имеет компоненту перпендикулярно продольному направлению, то есть в периметрическом направлении инструментальной формы или же заготовки, периметрическое нанесение получается в результате движения каретки на направляющей.
Подающее устройство и/или направляющее устройство может быть выполнено таким образом, что при предварительно заданной кривизне инструментальной формы или заготовки в продольном направлении с изменяемым или неизменяемым вдоль продольного направления радиусом кривизны, направление радиуса кривизны на центр области, на которую накладывается ленточный материал из питающего устройства на поверхность инструментальной формы или заготовки, отклоняется максимально на 30 градусов от радиальной плоскости; которая задается на соответствующем участке, от направляющей или от вертикали на тангенциальной плоскости направляющей на месте нахождения каретки в данный момент. Направляющее устройство для перемещения инструментальной формы или заготовки и направляющей относительно друг друга может быть также выполнено таким образом, что при предварительно заданной кривизне инструментальной формы или заготовки в продольном направлении с изменяемым или неизменяемым вдоль продольного направления радиусом кривизны, направление радиуса кривизны на центр области, на которую накладывается ленточный материал из питающего устройства на поверхность инструментальной формы или заготовки, отклоняется максимально на 30 градусов от радиальной плоскости, которая задается (охватывается) направляющей.
Прежде всего, подающее устройство и/или направляющее устройство может быть выполнено таким образом, что при предварительно заданной кривизне инструментальной формы или заготовки в продольном направлении с изменяемым или неизменяемым вдоль продольного направления радиусом кривизны, направление радиуса кривизны на центр области, на которую в данный момент накладывается ленточный материал из питающего устройства на поверхность инструментальной формы или заготовки, отклоняется максимально на 30 градусов от радиальной плоскости, которая на соответствующем участке охватывается направляющей, или от вертикали на тангенциальную плоскость направляющей на месте нахождения каретки в данный момент. Направляющее устройство для перемещения инструментальной формы или заготовки и направляющей относительно друг друга может быть также выполнено таким образом, что при предварительно заданной кривизне инструментальной формы или заготовки в продольном направлении с изменяемым или неизменяемым вдоль продольного направления радиусом кривизны, направление радиуса кривизны на центр области, на которую накладывается ленточный материал из питающего устройства на поверхность инструментальной формы или заготовки, отклоняется максимально на 30 градусов от радиальной плоскости, которая охватывается направляющей.
Направляющая может образовывать, по меньшей мере участками, криволинейную траекторию в форме окружности. Кроме того, направляющая может быть выполнена на, по меньшей мере участками, кольцевой несущей детали, которая, по меньшей мере частично, окружает инструментальную форму или заготовку. При этом направляющая может участками проходить поперек продольного направления инструментальной формы или заготовки.
Направляющая может иметь по меньшей мере одну направляющую планку для установки роликовой системы каретки, при этом один ролик или несколько роликов могут иметь привод от двигателя. Дополнительно или в качестве альтернативы, направляющая может иметь по меньшей мере один участок зубчатого зацепления, который выполнен с возможностью вхождения в зацепление по меньшей мере с одним приводным колесом каретки.
Устройство для изготовления может иметь управляющее устройство для управления направляющим устройством, с помощью которого может происходить относительное движение между инструментальной формой или заготовкой и направляющей на основе ручных заданий или автоматически. Управляющее устройство и направляющее устройство могут быть выполнены таким образом, что направляющая может перемещаться относительно инструментальной формы или заготовки. При этом управляющее устройство и направляющее устройство могут быть выполнены таким образом, что инструментальная форма или заготовка могут передвигаться относительно направляющей или наоборот. При этом с помощью управляющего устройства и направляющего устройства инструментальная форма или заготовка могут передвигаться так, что угол между продольной протяженностью ленточного материала между питающим устройством и местом поверхности инструментальной формы или заготовки, на который накладывается ленточный материал, и радиальной плоскостью, при рассмотрении в радиальной плоскости, составляет меньше, чем 30 градусов.
Управляющее устройство и направляющее устройство могут быть выполнены таким образом, что с помощью управляющего устройства и направляющего устройства может осуществляться движение каретки вдоль направляющей для наложения материала на поверхность инструментальной формы или на поверхность заготовки и/или поворотное движение питающего устройства. Управляющее устройство и направляющее устройство могут быть также выполнены таким образом, что с помощью управляющего устройства и направляющего устройства может осуществляться управление выдачи материала от наносящей головки на поверхность инструментальной формы или на поверхность заготовки. С помощью управляющего устройства и направляющего устройства радиус кривизны криволинейной траектории, по меньшей мере участками, может соответствовать радиусу кривизны инструментальной формы или заготовки.
При этом, прежде всего, прилегающая в области обрабатываемого участка инструментальной формы или заготовки к радиусу кривизны инструментальной формы или заготовки касательная может иметь угол примерно 90° (то есть ±15°) к задаваемой (охватываемой) направляющей радиальной плоскости.
Направляющее устройство для передвижения инструментальной формы или заготовки может иметь по меньшей мере одну механическую руку. При этом механическая рука может быть расположена вне траектории движения каретки и для соединения с инструментальной формой или заготовкой удерживать или, по меньшей мере участками, охватывать концевой участок инструментальной формы или заготовки.
Устройство или направляющее устройство для перемещения инструментальной формы или заготовки может иметь направляющую подачи или носитель или несущую деталь и установленную на ней подающую каретку, на которой может быть закреплена инструментальная форма или заготовка. Несущая деталь может иметь по меньшей мере одну направляющую планку для установки роликовой системы подающей каретки. Несущая деталь может также иметь по меньшей мере один участок зубчатого зацепления, который выполнен с возможностью контактного зацепления по меньшей мере с одним приводным колесом подающей каретки.
Управляющее устройство может иметь систему компьютерного числового программного управления, которая имеет функцию, с помощью которой осуществляется управление движением каретки вдоль направляющей, питающего устройства вдоль поворотной оси и/или инструментальной формы или же заготовки и направляющей относительно друг друга.
Движение каретки вдоль направляющей и движение подачи инструментальной формы или же заготовки и/или направляющей могут быть взаимно сопряжены посредством соединительного устройства.
Управляющее устройство может иметь функцию управления направляющим устройством, с помощью которой ленточный материал может быть плоскостно, частично нанесен на поверхность.
Управляющее устройство может также иметь функцию управления направляющим устройством, с помощью которой в памяти может храниться образец, по которому ленточный материал может быть плоскостно или частично нанесен на поверхность.
В целом, могут быть предусмотрены несколько наносящих головок на одной каретке, или несколько кареток, которые являются подвижными на направляющей, каждая из которых имеет соответственно по меньшей мере одно питающее устройство.
Устройство может иметь несколько направляющих с соответственно одной или несколькими каретками.
Управляющее устройство и направляющее устройство могут быть выполнены таким образом, что с их помощью могут осуществляться управление несколькими наносящими головками для параллельной укладки ленточного материала.
Управляющее устройство может быть предусмотрено так, что две наносящие головки могут перемещаться со смещением на угол 180°±30° относительно друг друга при рассмотрении в периметрическом направлении инструментальной формы или заготовки.
Направляющая и поворотное положение питающего устройства может быть регулируемым относительно покрываемой материалом поверхности инструментальной формы или заготовки таким образом, что композит может быть наносимым на инструментальную форму или заготовку под углом α 0° ±15° относительно продольной оси инструментальной формы или заготовки.
Управляющее устройство может быть предусмотрено так, что направляющая и поворотное положение питающего устройства может быть регулируемым относительно облагаемой материалом поверхности инструментальной формы или заготовки таким образом, что композит может быть наносимым на инструментальную форму или полуфабрикат под углом α в диапазоне от больше 0° примерно до 90°, предпочтительно ±45°, ±60° и/или 90°, соответственно ±5° относительно продольной оси инструментальной формы или заготовки.
Кроме того, согласно изобретению предусмотрен способ изготовления детали из ВК по меньшей мере с одним питающим устройством для наложения по меньшей мере одного ленточного материала на поверхность инструментальной формы или заготовки для изготовления детали из ВК, при этом питающее устройство, расположенное на каретке, перемещается вдоль направляющей, окружающей, по меньшей мере частично, поверхность в ее периметрическом направлении и при этом выдает и накладывает на поверхность ленточный материал. При этом может быть предусмотрено, что питающее устройство, направляемое вручную или с помощью управляющего устройства с соответствующими функциями, а также направляющего устройства, поворачивается для установки угла наложения композита вдоль установленной к направляющей поворотной оси. При этом может быть предусмотрено, что инструментальная форма или деталь и направляющая могут перемещаться относительно друг друга.
Кроме того, в этих вариантах может быть предусмотрено, что направляющая и поворотное положение питающего устройства отрегулированы относительно облагаемой материалом поверхности инструментальной формы или заготовки таким образом, что композит накладывается на инструментальную форму или заготовку под углом α величиной 0° ±15° относительно продольной оси инструментальной формы или заготовки.
В качестве альтернативы может быть предусмотрено, что направляющая и поворотное положение питающего устройства отрегулированы относительно облагаемой материалом поверхности инструментальной формы или заготовки таким образом, что композит налагается на инструментальную форму или заготовку под углом α в диапазоне от больше 0° примерно до 90°, предпочтительно ±45°, ±60° и/или 90°, соответственно ±5°, относительно продольной оси инструментальной формы или заготовки.
Управляющее устройство может быть предусмотрено так, что направляющая в области облагаемой материалом поверхности инструментальной формы или заготовки и поворотное положение питающего устройства регулируются таким образом, что ленточный материал наносится под углом α в диапазоне 45° ±5° относительно продольной оси инструментальной формы или заготовки в противоположных продольных направлениях инструментальной формы или заготовки, при этом ленточный материал имеет ширину b в зависимости от периметра С инструментальной формы или же детали согласно формуле
±10%.
В вышеуказанном способе может быть предусмотрено, что в качестве детали из ВК изготавливается шпангоут, прежде всего шпангоут из композита на основе угольных нитей, или сегмент фюзеляжа самолета.
В этом способе в качестве инструментальной формы может применяться инструментальная форма, которая имеет по меньшей мере пару расположенных диаметрально противоположно, имеющих форму канавок выемок, которые простираются соответственно параллельно продольной оси инструментальной формы.
В качестве материала, и прежде всего ленточного материала, может применяться материал, который образован из предварительно импрегнированной ленты из ВК, прежде всего однонаправленной ленты из препрега на основе угольных нитей. В качестве альтернативы может применяться материал, который образован из предварительно импрегнированного пучка волокон или предварительно импрегнированного волоконного жгута (ровинга), прежде всего ровинга на основе угольных нитей.
Согласно изобретению также предусмотрена деталь из ВК, и прежде всего шпангоут из композита на основе угольных нитей или сегмент фюзеляжа самолета, которая изготовлена вышеизложенным способом.
Далее предпочтительные примеры осуществления изобретения поясняются на схематических чертежах.
Показано на:
Фиг.1: вид спереди устройства для изготовления детали из волокнистого композита согласно первому примеру осуществления изобретения;
Фиг.2: пространственное изображение представленного на фиг.1 устройства, согласно которому питающее устройство находится в рабочем положении 90°;
Фиг.3: пространственное изображение представленного на фиг.1 устройства, отличающееся тем, что питающее устройство находится в рабочем положении 0°;
Фиг.4: пространственное изображение устройства согласно второму примеру осуществления изобретения, отличающееся тем, что питающее устройство находится в рабочем положении 45°;
Фиг.5: вид сбоку изображенной на фиг.4 инструментальной формы с частично нанесенными на нее волокнами с ориентацией в ±45°;
Фиг.6: вид сверху изображенной на фиг.4 инструментальной формы с частично нанесенными волокнами;
Фиг.7: уже частично извлеченная из формы деталь из волокнистого композита и применяемая для ее изготовления инструментальная форма;
Фиг.8: отдельное изображение шпангоута из композита на основе угольных нитей (включая участок обшивки фюзеляжа) с примерно С-образным поперечным сечением;
Фиг.9: отдельное изображение шпангоута из композита на основе угольных нитей, который имеет несколько частичных профилей;
Фиг.10: инструментальная форма для изготовления L-образных профилей;
Фиг.11: пример выполнения шпангоута из композита на основе угольных нитей с примерно Е-образным поперечным сечением;
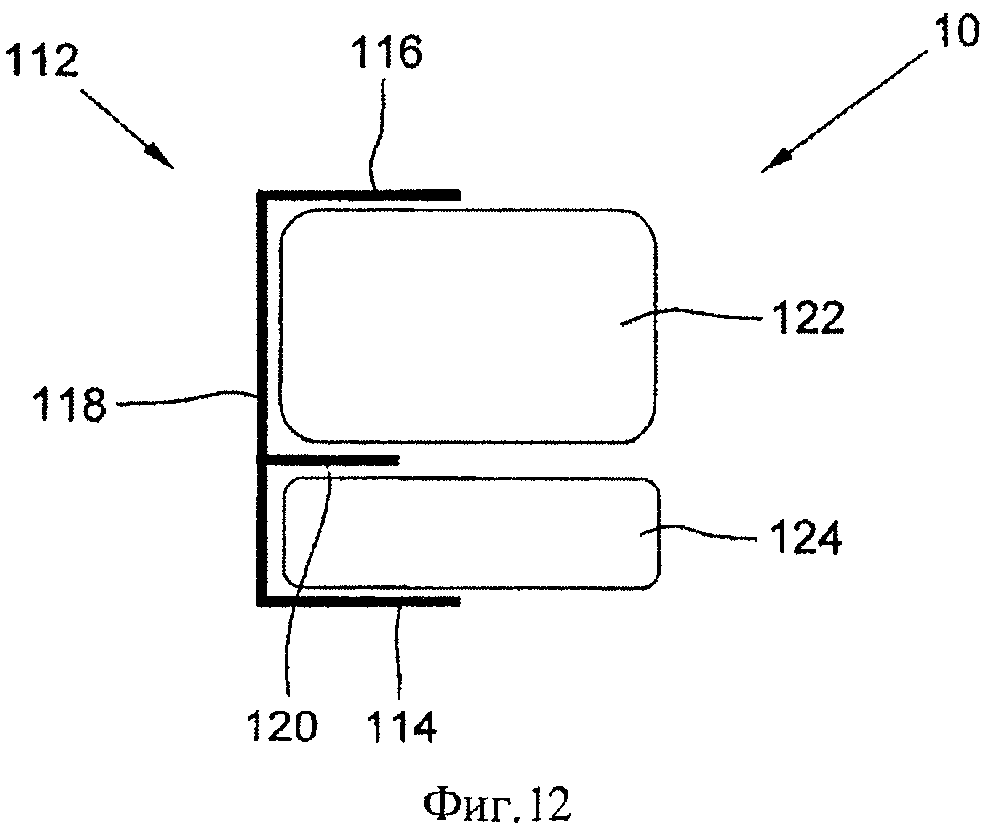
Фиг.12: представленный на фиг.11 шпангоут из композита на основе угольных нитей с инструментальной формой;
Фиг.13: выполненный монолитным шпангоут из композита на основе угольных нитей с LCF-поперечным сечением;
Фиг.14: представленный на фиг.13 шпангоут из композита на основе угольных нитей с инструментальной формой.
На фиг.1 показан вид спереди устройства 1 согласно изобретению для изготовления детали, которая, по меньшей мере частично, образована из Волокнистого композита, из заготовки 2, которая может быть формирующейся на промежуточной стадии деталью или предварительно изготовленной для этой цели деталью. Изготавливаемая деталь может быть, прежде всего, деталью самолета. Заготовка может быть предварительно изготовленным промежуточным изделием или находящейся в процессе формирования деталью. Материал может накладываться на инструментальное формованное изделие (или коротко-формованное изделие) или инструментальную форму, например позитивную форму (оправку), или на уже покрытую материалом инструментальную форму. В одном примере осуществления, который также представлен на фигурах, с помощью устройства 1 согласно изобретению или же способом согласно изобретению происходит изготовление шпангоутов, прежде всего шпангоутов из композита на основе угольных нитей, самолета.
Прежде всего в авиационной и космической технике или в автомобилестроении могут применяться предварительно импрегнированные, называемые также препрегами волокнистые композиты, которые образованы из смоляной смеси при соблюдении заданного объемного содержания пропитанных армирующих волокон. При этом прочность волокнистого композита определяется по существу армирующими волокнами. Таким образом, объемная доля волокон для оптимизированной по весу детали может быть выбрана относительно высокой.
Для покрытия инструментальной формы или детали может также применяться предварительно импрегнированный пучок волокон или волоконный жгут (ровинг), прежде всего ровинг из композита на основе угольных нитей.
Устройство 1 имеет одно или в целом одно питающее устройство 4 или наносящую головку 4, которое или же которая подходит для того, чтобы вмещать в себя и выдавать предварительно заданное максимальное количество материала для изготовления детали. Например, питающее устройство 4 может иметь бобину для приема и выдачи материала или состоять из такой бобины. Прежде всего, питающее устройство может иметь корпус, в котором посредством, например, бобины размещен материал, и предусмотренное в нем отверстие для сквозного прохода материала изнутри корпуса наружу. Прежде всего, питающее устройство может иметь подающее устройство, с помощью которого может быть оказано влияние или управление на выдачу материала. Подающее устройство может иметь двигатель, с помощью которого материал может выдаваться или сматываться с бобины. При использовании бобины двигатель может приводить бобину в действие для приема материала на бобину или выдачи материала с бобины. Двигатель может быть соединен с управляющим устройством устройства для изготовления. В качестве альтернативы или дополнительно, подающее устройство может иметь пружинное устройство, с помощью которого материал может выдаваться, преодолевая силу предварительного натяжения. Питающее устройство 4 может иметь по меньшей мере одно наносящее устройство 44, например наносящий ролик для прижима или намотки ленты 6 из композита на рабочую поверхность 8 инструментальной формы 10. При этом лента 6 из композита намотана на расположенный внутри корпуса 46 питающего устройства 4 не показанный ролик и посредством его подается на наносящее устройство 44.
В качестве материала для применения устройства для изготовления согласно изобретению или же способа изготовления согласно изобретению, в принципе, подходит любой слоистый материал и, прежде всего, любой ленточный материал. Прежде всего, материал может быть композитной лентой 6 (порезанная на дисковых ножницах рулонная полоса), то есть лентой из композита. Прежде всего, в качестве ленты 6 из композита может применяться однонаправленная лента из препрега на основе угольных нитей, которая пригодна для изготовления высокопрочных структур.
С помощью питающего устройства 4 материал заданным образом укладывается на рабочую поверхность 8 инструментальной формы 10 или заготовки 2. Прежде всего, материал может укладываться на инструментальную форму или заготовку, например, с предварительно заданным видом прохождения ленты или под предварительно заданным углом к продольному направлению инструментальной формы или же заготовки.
Материал 6 может укладываться на инструментальную форму, которая выполнена в виде позитивной формы 10 (оправка; навивочная оправка). Инструментальная форма 10 может иметь, как показано, по существу прямоугольное поперечное сечение с четырьмя боковыми поверхностями 12, 14, 16, 18, которые образуют общую рабочую поверхность 8, которая полностью или частично может быть покрыта материалом 6. При этом, прежде всего по меньшей мере участками, на инструментальную форму 10 могут накладываться несколько слоев материала 6. Устройство 1 для изготовления имеет направляющую 22 для направления каретки 20. Поскольку на каретке 20 расположено питающее устройство или наносящая головка 4, при движении каретки 20 по направляющей 22 питающее устройство может перемещаться относительно соответствующей рабочей поверхности 8.
Согласно одному примеру осуществления изобретения питающее устройство 4 установлено на каретке 20 с возможностью поворота. При этом поворотная ось питающего устройства 4 может быть предусмотрена неизменной, то есть жесткой, или изменяемой. В последнем случае поворотная ось также может быть поворачиваемой (отклоняемой). При этом изменение поворотной оси может осуществляться вручную или с помощью управляемого управляющим устройством исполнительного устройства.
За счет положения направляющей 22 относительно инструментальной формы и участка, на которой в способе изготовления в данный момент укладывается материал на поверхность инструментальной формы, а также за счет движения каретки можно оказывать влияние на угол и устанавливать угол, под которым материал или лента материала укладывается на инструментальную форму, вдоль установленной по отношению к направляющей, предпочтительно в направлении рабочей поверхности, выполненной с возможностью поворота поворотной оси. Наносящая головка может перемещаться вдоль направляющей в заданном рабочем положении или, при необходимости, во время оборота вдоль направляющей поворачиваться вокруг поворотной оси, например для выполнения спиралеобразного покрытия.
Оказалось особо полезным, если направляющая выполнена в виде кольцевой криволинейной направляющей, так что обрабатываемый участок инструментальной формы или детали находится в области центра, предпочтительно центральной точки, направляющей.
Для нанесения композита под углом 0° относительно продольной оси инструментальной формы или детали каретка является перемещаемой, например, вдоль направляющей в область подлежащей покрытию рабочей поверхности инструментальной формы или детали, а наносящая головка является поворачиваемой вокруг поворотной оси в рабочее положение, в котором композит имеет угол 0° относительно продольной оси инструментальной формы или детали.
Для нанесения композита под углом в диапазоне от более 0° до примерно 90° наносящая головка является поворачиваемой вокруг поворотной оси в рабочее положение, в котором композит является наносимым на инструментальную форму или деталь под углом в диапазоне от более 0° до примерно 90°, предпочтительно ±45°, ±60° и/или 90° относительно продольной оси инструментальной формы или детали.
В случае с инструментальными формами или деталями, которые имеют множество рабочих поверхностей, для каждой рабочей поверхности может быть предусмотрена по меньшей мере одна наносящая головка для параллельного нанесения по меньшей мере одного композита, прежде всего ленты из композита.
Для повышения эффективности процесса могут применяться наносящие головки, посредством которых на инструментальную форму или же деталь могут одновременно наноситься несколько лент или жгутов из композита. Углы наложения отдельных лент или жгутов из композита могут быть регулируемыми независимо друг от друга, так что при криволинейных инструментальных формах или же деталях расхождение (раздвигание) в направлении большего радиуса кривизны предотвращается.
Ширина лент из композита при применении наносящих головок с несколькими лентами из композита, нескольких наносящих головках или несущими кольцами может быть различной для того, чтобы дополнительно повысить эффективность процесса.
Направляющая 22 может быть выполнена в виде замкнутой направляющей или в виде незамкнутой направляющей или в виде участка направляющей. Прежде всего, направляющая 22 может быть выполнена, как это предусмотрено в представленном на фиг.1 примере осуществления, в виде кольцевой направляющей. Для опоры направляющей 22 она может быть расположена на несущей детали 24 или быть выполненной монолитной с последней. Несущая деталь может быть участками выполнена кольцеобразной или в виде замкнутого кольца и при этом соответственно быть выполненной в целом кольцеобразной. В целом, направляющая выполнена криволинейной с образованием изменяющегося или постоянного на ее продольной протяженности радиуса KR кривизны. При этом направляющая выполнена таким образом, что каретка 20 может перемещаться на внутренней стороне направляющей. Направляющая может быть также выполнена криволинейной.
При этом может быть предусмотрено, что радиус кривизны криволинейной направляющей, по меньшей мере частично, соответствует кривизне инструментальной формы или детали. Согласно изобретению могут быть также изготовлены инструментальные формы или же детали, которые имеют кривизну с несколькими радиусами кривизны.
Предпочтительно, направляющая 22 и/или несущая деталь при осуществлении способа или же в одном конструктивном варианте устройства для изготовления расположены относительно формы обрабатываемой детали таким образом, что продольная протяженность направляющей проходит поперек продольной протяженности продолговатой формы обрабатываемой детали, так что направляющая, по меньшей мере частично, окружает или охватывает инструментальную форму 10, будучи на заданном расстоянии от последней. Несущая деталь 24 может опираться на основание 30. Кроме того, несколько несущих колец могут быть расположены друг за другом вдоль продольной оси инструментальной формы или же детали, с тем отличием, что за одну рабочую операцию являются наносимыми, прежде всего, различные углы расположения лент или жгутов из композита.
При выполнении направляющей 22 в виде замкнутой кольцевой направляющей (фигура 1) инструментальная форма 10 может быть расположена по отношению к несущему кольцу 24 статически или управляемо при относительном движении между направляющей и инструментальной формой или заготовкой таким образом, что боковые поверхности 12, 16 инструментальной формы или заготовки простираются параллельно вертикальной оси 26 несущего кольца 24. Кроме того, относительное движение между направляющей и инструментальной формой или заготовкой может быть механически отрегулировано или управляться таким образом, что область поверхности, на которую в данный момент времени наносится материал 6, расположена в области средней точки М несущего кольца 24, то есть с отклонением на 10% от радиуса KR кривизны.
Согласно изобретению может быть предусмотрено, что несущее кольцо имеет по меньшей мере одну направляющую планку для установки роликовой системы 32 каретки. При этом каретка 20 может приводиться в движение роликами. В качестве альтернативы или дополнительно, несущее кольцо может иметь по меньшей мере один участок зубчатого зацепления, который является вводимым в зацепление по меньшей мере с одним приводным колесом каретки. Приводное колесо выполнено, например, в виде входящего в зацепление с зубчатой рейкой несущей детали зубчатого колеса. Для перемещения каретки вдоль направляющей могут быть также применены другие приводные системы. В представлении согласно фиг.1 направляющая имеет не показанную направляющую планку для установки роликовой системы 32 каретки 20, а также схематически обозначенный участок 34 зубчатого зацепления, который находится в зацеплении с не показанным приводным колесом каретки 20. Участок 34 зубчатого зацепления простирается вдоль всей направляющей 22. Приводное колесо может быть выполнено, например, в виде зубчатого колеса, которое входит в зацепление с зубчатой рейкой несущего кольца 24. Роликовая система 32 имеет две разнесенных между собой вдоль направляющей 22 пары 36, 38 роликов.
При возможности вращения питающего устройства 4 для регулировки прохождения продольного направления налагаемого материала 6 для наложения материала 6 вдоль установленной к направляющей 22 в направлении инструментальной формы 10 поворотной оси 40 являются вращаемыми. При этом инструментальная форма или же деталь может быть расположена таким образом, что поворотная ось 40 в представленном примере выполнения устройства проходит под углом около 90° к примыкающей к радиусу R кривизны направляющей 22 касательной 42 и простирается через центр М кольцевой траектории.
При такой реализации изготовление детали из волокнистого композита может быть оптимизировано. Благодаря подвижной вдоль охватывающей рабочую поверхность 8 направляющей 22 каретке 20, поворотному питающему устройству 4, а также движению подачи между инструментальной формой 10 и направляющей 22, устройство 1 согласно изобретению в состоянии технически простым образом покрывать криволинейную инструментальную форму 10 для изготовления шпангоутов из композита на основе угольных нитей. Нанесение ленты 6 из композита на рабочую поверхность 8 может происходить плоскостно, частично или согласно другим программируемым образцам. Последовательность слоев и количество нанесенных лент композита является регулируемым в зависимости от случая применения. Прежде всего, лента 6 из композита является наносимой под разными углами относительно продольной оси инструментальной формы 10. Кроме того, могут быть установлены любые промежуточные углы намотки. Далее это поясняется более подробно на основе приводимых в качестве примера рабочих положениях А, В, С питающего устройства 4.
Благодаря этому, устройство согласно изобретению в состоянии технически простым образом покрывать (наносить покрытие), прежде всего, криволинейную инструментальную форму или криволинейную деталь, а также другие сложные геометрии детали, при том отличии, что под понятием деталь в рамках изобретения, прежде всего, также подразумевается часть детали или заготовка. Благодаря гибкой угловой ориентации и возможности нанесения локальных усилений достигается снижение веса деталей при высокой прочности. Последовательность слоев и количество нанесенных слоев является варьируемым в зависимости от случая применения. При этом расположение волокон может быть приведено в соответствие с нагрузочным путем детали, так что является возможным изготовление легких, высокопрочных структур. Композит может наноситься на рабочую поверхность, например, под углом примерно 0°, ±45°, ±60° и/или 90° относительно продольной оси инструментальной формы или продольной оси детали. Кроме того, с помощью устройства согласно изобретению могут быть установлены любые промежуточные углы и угловые расположения.
Как видно, прежде всего, на фиг.2, на которой дано пространственное изображение представленного на фиг.1 устройства 1, композит 6 при показанном рабочем положении А питающего устройства 4 является наносимым на рабочую поверхность 8 с углом расположения ленты α 90° относительно продольной оси 48 инструментальной формы 10.
Для этого питающее устройство 4 повернуто вокруг поворотной оси 40 в рабочее положение А, в котором лента 6 из композита под желаемым углом α 90° расположения относительно продольной оси 48 наносится на инструментальную форму 10 или же на уже нанесенный ленточный материал. Концевой участок 50 ленты 6 из композита размещается на рабочей поверхности 8 инструментальной формы 10 и отводится от питающего устройства 4 к рабочей поверхности 8 с помощью не показанной на фигуре 2 каретки 20 (см. фиг.1) перемещается вдоль направляющей 22 на 360°, так что лента 6 из композита наматывается на инструментальную форму 10. Затем лента 6 отрезается, и инструментальная форма 10 перемещается относительно направляющей 22 в соответствии с величиной ширины b ленты. Эта операция повторяется до тех пор, пока желаемая область инструментальной формы 10 не будет снабжена заданным количеством слоев. Затем, межвключенно или предвключенно этому процессу, может происходить нанесение ленты 6 из композита под другими углами наложения. Для более эффективного нанесения слоев угол наложения ленты 90° уменьшается на угловое отклонение, которое зависит от периметра (охвата) инструментальной формы 10 и ширины b ленты. Это обеспечивает возможность сплошного, спиралеобразного покрытия инструментальной формы 10 за одну рабочую операцию. В зависимости от скорости поворота каретки 20 (см. фиг.1) вдоль направляющей 22 и скорости подачи инструментальной формы 10 угол α наложения ленты может быть установлен разным.
Движение инструментальной формы или формовочного инструмента или в общем инструмента 10 относительно несущего кольца 24 происходит с помощью подающего устройства Z, которое может приводиться в действие вручную или с помощью управляющего устройства. Подающее устройство предусмотрено для совершения движения подачи инструментальной формы 10 или заготовки 2 относительно направляющей 22 и имеет соединительное устройство для удержания или крепления участка или концевого участка 54 инструментальной формы 10 или заготовки 2. Подающее устройство может иметь исполнительный рычаг или механическую руку 52 с соединительным устройством или перемещаемой на направляющей 62 подачи кареткой 60 с соединительным устройством. Исполнительный рычаг или механическая рука 52 или же каретка 62 приводится в движение исполнительной механикой или направляющим устройством, которое является частью подающего устройства или придано подающему устройству или функционально соединено с ним. Прежде всего, исполнительная механика может иметь приводное устройство для приведения в действие подающего устройства. Направляющее устройство может иметь функции управления, регулирования приводом подающего устройства или исполнительной механики. Исполнительная механика или направляющее устройство может, прежде всего, быть частью системы управления движением. Система управления движением может иметь управляющие функции для трехкоординатного движения исполнительного рычага или механической руки 52 или же движения каретки 20 вдоль направляющей 22 и/или питающего устройства 4 вдоль поворотной оси 40 и/или инструментальной формы 10 или заготовки 2 и/или направляющей 22 соответственно относительно друг друга. Для этого система управления движением может иметь исполнительную механику или направляющее устройство для трехкоординатного движения исполнительного рычага или механической руки 52 или же для движения каретки 20 вдоль направляющей 22 и/или питающего устройства 4 вдоль поворотной оси 40 и/или инструментальной формы 10 или заготовки 2 и/или направляющей 22 соответственно относительно друг друга.
В примере выполнения соединительного устройства подающего устройства с комбинацией из направляющей 62 подачи с перемещаемой на ней кареткой 60 или же исполнительным рычагом или механической рукой 52 они имеют соединительное устройство, с помощью которого на каретке 60 или же исполнительном рычаге или механической руке 52, и прежде всего на концевом участке каретки 60 или же руки 52, может быть закреплен концевой участок 54 инструментальной формы 10 или заготовки 2. Благодаря этому за счет движения каретки 60 или же исполнительного рычага или механической руки 52 инструментальная форма 10 или заготовка 2 могут перемещаться относительно направляющей 22 и/или питающего устройства 4. Соединительное устройство каретки 60 или же исполнительного рычага или механической руки 52 для закрепления инструментальной формы 10 или заготовки 2 может быть выполнено таким образом, что оно может, по меньшей мере участками, охватывать инструментальную форму 10 или заготовку 2 и прежде всего ее концевой участок. Могут быть также предусмотрены другие крепежные средства. Например, соединительное устройство может быть выполнено таким образом, что оно принимает в себя, прежде всего, концевой участок инструментальной формы 10 или заготовки 2 с геометрическим замыканием.
При этом подающее устройство может иметь, прежде всего, исполнительный рычаг или механическую руку 52 (фигуры 2 и 3), которая расположена вне направляющей 22 или несущего кольца 24 и соединена с инструментальной формой, например, таким образом, что она участками охватывает концевой участок 54 инструментальной формы 10 захватом 56. Исполнительный рычаг 52 может быть образован, прежде всего, из первого плеча 52а и соединенного с первым плечом 52а посредством шарнира 52с второго плеча 52b, на котором расположено соединительное устройство 57.
Например, инструментальная форма или заготовка 10 изогнута в соответствии с поперечным сечением фюзеляжа самолета в области шпангоута, так что она имеет дугообразную продольную ось 48. При применении заготовки без инструментальной формы или при закреплении заготовки на соединительном устройстве заготовка для этого, например шитьем или предварительным отверждением, приведена в обеспечивающее стабильность формы состояние. Для покрытия инструментальной формы для образования заготовки или заготовки для изготовления подлежащей изготовлению детали или полуфабриката она с помощью руки 52 или же каретки 60 может перемещаться относительно направляющей 22 вдоль криволинейной направляющей (направляющей подачи). Эта криволинейная направляющая может быть предусмотрена таким образом, что она должна быть описана как трехкоординатная. Прежде всего, она может быть расположена в одной плоскости. Прежде всего, если центральная линия заготовки или инструментальной формы расположена в одной плоскости, может быть предусмотрено, что криволинейная направляющая также расположена в одной плоскости. Прежде всего, в качестве центральной линии может быть применена соединительная линия основных точек поверхности соответственно самых малых поперечных сечений вдоль продольного направления заготовки или инструментальной формы.
При этом может быть предусмотрено, что кривизна с в целом зависящим от места радиусом RK кривизны, которую имеет криволинейная траектория, совершенная рукой 52 или ее концевым участком или же кареткой 60 посредством системы управления движением или механики движения, соответствует или повторяет кривизну или же радиус R кривизны инструментальной формы 10 относительно ее продольной оси 48 или центральной линии. При этом может быть допустимым отклонение в 10% относительно длины заготовки или же инструментальной формы. Кроме того, инструментальная форма 10 может быть расположена по отношению к несущему кольцу 24 таким образом, что касательная 58, приложенная в области обрабатываемого участка 28 инструментальной формы 10 к ее кривой, проходит под углом 90° ±15° и, прежде всего ±5°, к охватываемой релевантным участком направляющей 22 плоскости Е. Устройству 1 придано не показанное управляющее устройство, прежде всего с числовым программным управлением, для управления движением каретки 20 вдоль направляющей 22 и/или выдачей материала из питающего устройства 4 и/или поворотом питающего устройства 4 и/или, при необходимости, изменением поворотной оси и/или движением подачи инструментальной формы 10 или же заготовки 2 относительно направляющей 22. Является особо полезным, если движение каретки 20 вдоль направляющей 22, а также движение подачи инструментальной формы 10 или же заготовки 2 происходят в зависимости друг от друга. Например, движение подачи инструментальной формы 10 или же заготовки 2 может происходить синхронно с движением каретки 20 и/или с заданным передаточным отношением повышающей или понижающей передачи для того, чтобы установить угол α наложения ленты (угол между продольным направлением материала при его накладывании на поверхность 8 и касательной к средней продольной оси инструментальной формы 10 или же заготовки в месте, в котором материал в данный момент накладывается на поверхность 8, и при рассмотрении в тангенциальной плоскости поверхности 8). В одном альтернативном варианте получения структуры слоев с углом α наложения ленты 90° ±5° несущее кольцо 24 перемещается относительно инструментальной формы 10.
На фиг.3 дано пространственное изображение представленного на фиг.1 устройства, в котором питающее устройство 4 находится в рабочем положении В, согласно которому лента 6 из композита наносится на рабочую поверхность 8 под углом α наложения ленты примерно 0° относительно продольной оси 48 инструментальной формы 10. Для получения структуры слоев с углом а наложения ленты примерно 0° относительно продольной оси 48 инструментальной формы 10 питающее устройство 4 перемещается вдоль образованной на несущем кольце 24 направляющей 22 в область подлежащей покрытию рабочей поверхности 8 инструментальной формы 10 и поворачивается вокруг поворотной оси 40 в рабочее положение В 0°, в котором лента 6 из композита является наносимой на нее под углом α наложения ленты 0° относительно продольной оси 48 инструментальной формы 10. Концевой участок 50 ленты 6 из композита размещается на рабочей поверхности 8 с помощью наносящего устройства 44. Затем инструментальная форма 10 посредством механической руки 52 перемещается вдоль соответствующей радиусу R кривизны инструментальной формы 10 криволинейной траектории относительно направляющей 22, при том отличии, что лента 6 из композита посредством питающего устройства 4 накладывается на рабочую поверхность 8 (укладка волокон). Питающее устройство 4 сохраняет свое положение на несущем кольце 24, в то время как инструментальная форма 10 перемещается относительно несущего кольца 24.
В случае с представленной инструментальной формой 10 по существу с прямоугольным поперечным сечением покрытие может наноситься, например, на четыре боковых поверхности 12, 14, 16, 18 (см. фиг.1) при том, что питающее устройство 4 перемещается вдоль направляющей 22 соответственно на 90°. При этом питающее устройство 4 перемещается из показанного положения «9 часов» вдоль направляющей 22 в положение «6 часов» или «12 часов», а затем в положение «3 часа». Кроме того, при таких инструментальных формах 10 или других деталях, которые имеют множество боковых сторон 12, 14, 16, 18, для каждой боковой поверхности может быть предусмотрено по меньшей мере одно питающее устройство 4, при том отличии, что покрытие боковых сторон может происходить одновременно. Кроме того, ширина b по меньшей мере одного питающего устройства 4 может быть выбрана таким образом, что боковые стороны 12, 14, 16; 18 полностью покрываются лентой 6 из композита соответственно за одну рабочую операцию.
В не показанном варианте устройства несущее кольцо 24 перемещается относительно инструментальной формы 10.
В соответствии с решением согласно изобретению выполненный в виде ленты композит является наносимым с различными углами наложения ленты относительно продольной оси инструментальной формы или же детали. При угле наложения ленты в диапазоне около 45° относительно продольной оси инструментальной формы или детали оказалось полезным, если ширина b ленты из композита имеет зависимость от периметра С инструментальной формы или же детали согласно формуле:
При такой ширине b ленты из композита за одну рабочую операцию может быть достигнуто полное покрытие инструментальной формы или детали.
На фиг.4 дано пространственное изображение устройства 1 с рабочим положением С питающего устройства 4, в котором лента 6 из композита наносится на рабочую поверхность 8 под углом α наложения 45° относительно продольной оси 48 инструментальной формы 10. Для получения структуры слоев с углом а наложения ленты 45° питающее устройство 4 поворачивается вокруг поворотной оси 40 в положение 45°. Затем инструментальная форма 10 перемещается в соответствии с радиусом R кривизны инструментальной формы 10 относительно направляющей 22, а питающее устройство 4 вдоль направляющей 22, при том отличии, что лента 6 из композита посредством питающего устройства 4 обматывается вокруг инструментальной формы 10. При представленном угле α наложения ленты около 45° относительно продольной оси 48 инструментальной формы 10 оказалось полезным, если ширина b ленты из композита имеет зависимость относительно периметра С инструментальной формы 10 согласно формуле:
При такой или большей ширине b ленты из композита за одну рабочую операцию может быть достигнуто полное покрытие инструментальной формы 10. Согласно представленному на фиг.4, подходящему, прежде всего, для инструментальной формы 10 с постоянным радиусом R кривизны, примеру осуществления изобретения инструментальная форма 10 направляется подающей кареткой 60, которая является подвижной вдоль направляющей 62 подачи, при этом инструментальная форма или заготовка или ее концевой участок может быть закреплен на подающей каретке 60 с помощью соединительного устройства. Прежде всего, соединительное устройство может иметь захват 64, которым, по меньшей мере участками, может быть охвачен участок или концевой участок 54 инструментальной формы 10. В этом варианте направляющая 62 подачи выполнена в виде криволинейной направляющей на несущей детали 66. Радиус RZ кривизны направляющей 62 подачи может, прежде всего, соответствовать радиусу R кривизны инструментальной формы 10. Инструментальная форма 10 расположена таким образом, что подлежащий обработке участок 28 инструментальной формы 10 находится в области центра несущего кольца 24. Несущая деталь 66 имеет не показанную направляющую планку для установки роликовой системы 68 подающей каретки 60 и имеет схематически обозначенный участок 70 зубчатого зацепления, который находится в зацеплении с не показанным приводным колесом подающей каретки 60. Предпочтительно, участок 70 зубчатого зацепления простирается вдоль всей направляющей 62 подачи. Роликовая система 68 имеет две разнесенных друг от друга вдоль направляющей 62 подачи пары 72, 74 роликов. Приводное колесо может быть выполнено, например, в виде зубчатого колеса, которое входит в зацепление с зубчатой рейкой несущей детали 66.
Согласно изобретению является возможным расположение вдоль направляющей несущего кольца более одной наносящей головки. Например, может быть предусмотрена по меньшей мере пара установленных со смещением относительно друг друга на угол около 180° с возможностью перемещения на направляющей наносящих головок. Преимуществом при расположении наносящих головок со смещением на 180° относительно друг друга является компенсация сил нажима на инструментальную форму или же деталь. При этом варианте может быть достигнуто полное покрытие инструментальной формы или детали за одну рабочую операцию при снижении веса устройства. Кроме того, наносящие головки могут быть перемещаемыми независимо друг от друга, с тем отличием, что является полезным, если управление наносящими головками происходит на основе общей временной базы. Особо полезным оказалось устройство для изготовления шпангоутов, прежде всего, шпангоутов из композита на основе угольных нитей, или сегментов фюзеляжа самолета. Высота перемычек или полок, а также толщина структуры слоев может быть изменяемой или постоянной вдоль продольной протяженности детали.
Согласно фигурам 5 и 6, на которых дано отдельное изображение представленной на фиг.4, частично покрытой инструментальной формы 10 в виде сбоку и в виде сверху, для повышения эффективности процесса могут быть применены несколько наносящих головок, посредством Которых на рабочую поверхность 8 одновременно наносится несколько лент 6 из композита. В показанном примере осуществления были одновременно нанесены четыре ленты 6a, 6b, 6c, 6d из композита. При этом углы наложения отдельных лент 6a, 6b, 6c, 6d из композита могут быть установлены независимо друг от друга, так что предотвращается возникающее при криволинейных инструментальных формах 10, показанное на фиг.5 раздвижение лент в направлении большего радиуса RG кривизны инструментальной формы 10. При применении нескольких наносящих головок 4 значения ширины b лент 6а, 6b, 6c, 6d из композита могут быть разными, чтобы дополнительно повысить эффективность процесса. Прежде всего, материал может укладываться на инструментальную форму или же заготовку при постоянном поворотном положении питающего устройства при соответствующей подаче инструментальной формы или заготовки, что на фигурах 5 и 6 представлено для случая поворотного положения α=45°.
Шпангоут может иметь C-образное поперечное сечение и быть выполненным монолитным. Кроме того, шпангоут может иметь несколько частичных профилей, как например, один L-образный и один C-образный профиль. Кроме того, может быть изготовлен шпангоут с Е-образным поперечным сечением. Для этого предпочтительно применяются два стержня, которые на первой рабочей стадии покрываются отдельно, а затем вместе.
Для получения так называемого LCF-поперечного сечения предпочтительно применяют два стержня, которые также покрываются в ходе первой рабочей стадии отдельно, а затем вместе. Затем полка профиля способом термоформования под углом, например, 90° выгибается в профильную перемычку. Угол между перемычкой и полкой во всех вариантах поперечного сечения может быть больше или меньше 90° для того, чтобы обеспечить присоединение полки заподлицо к криволинейной поверхности фюзеляжа самолета. Ступенчатые выемки полок для крепежных лапок элементов придания продольной жесткости самолета (стрингеров) могут быть предусмотрены уже при изготовлении шпангоутов, или, например, быть выполнения после выполнения проходов для элементов придания продольной жесткости самолета.
Согласно одному конструктивному варианту инструментальная форма имеет по меньшей мере одну пару расположенных диаметрально относительно друг друга, имеющих форму канавок выемок, которые соответственно простираются параллельно продольной оси инструментальной формы. Имеющие форму канавок выемки служат в качестве выхода для отрезного полотна отрезного устройства, которое применяется для разрезания структуры из волокнистого композита на два или четыре профиля. Например, полученная структура из волокнистого композита при инструментальной форме с примерно прямоугольным поперечным сечением, может быть разрезана на два примерно С-образных или четыре L-образных профиля, которые могут быть применены в качестве шпангоутов или же деталей шпангоутов. Разрезание структуры из волокнистого композита может происходить до или после отверждения. Если разрезание происходит до отверждения, то после процесса разрезания деталь помещается, предпочтительно, в негативную форму, по выбору дополнительно со стержнем, например частью в этом случае составной инструментальной формы, и отверждается. При разрезании после отверждения неразрезанная деталь помещается, при необходимости, в негативную форму, вакуумируется вместе с инструментальной формой и отверждается в автоклаве. Затем отвержденная деталь разрезается и извлекается из формы.
В предлагаемом согласно изобретению способе изготовления детали из волокнистого композита, например шпангоута из композита на основе угольных нитей или сегмента фюзеляжа для самолета, композит с помощью по меньшей мере одной наносящей головки под заданным углом наносят по меньшей мере на одну рабочую поверхность инструментальной формы или детали, с тем отличием, что наносящая головка с помощью по меньшей мере одной каретки перемещается относительно рабочей поверхности вдоль, по меньшей мере частично, охватывающей рабочую поверхность направляющей.
Для установки угла наложения композита на рабочей поверхности наносящая головка в одном особо предпочтительном примере осуществления изобретения отклоняется, прежде всего поворачивается, вдоль установленной к направляющей поворотной оси.
Инструментальная форма или деталь и направляющая для нанесения композита на рабочую поверхность перемещаются, предпочтительно, относительно друг друга.
Предпочтительно, лента из композита наносится на рабочую поверхность в соответствии с контуром изготавливаемой детали.
Для получения структуры слоев под углом 0° относительно продольной оси инструментальной формы или детали каретка предпочтительно перемещается вдоль направляющей в область подлежащей покрытию рабочей поверхности инструментальной формы или детали и поворачивается вокруг поворотной оси в рабочее положение, в котором композит является наносимым на инструментальную форму или деталь под углом 0° относительно продольной оси инструментальной формы или детали, при том отличии, что инструментальная форма или деталь перемещается относительно направляющей (укладка волокон). То есть каретка остается неподвижной, в то время как инструментальная форма или деталь перемещается относительно направляющей.
Как видно на фигуре 7, на которой показаны уже частично извлеченная из формы деталь 2 из волокнистого композита и примененная для ее изготовления инструментальная форма 10, инструментальная форма 10 имеет две расположенных диаметрально относительно друг друга примерно U-образных выемки 76, 78, которые выполнены в боковых поверхностях 14, 18 инструментальной формы 10 и простираются соответственно параллельно продольной оси 48 (см. фиг.2) инструментальной формы. Имеющие форму канавок выемки 76, 78 служат в качестве выхода для отрезного полотна не показанного отрезного устройства, которое применяется для разрезания структуры 2 из волокнистого композита. При инструментальной форме 10 с примерно прямоугольным поперечным сечением полученная структура 2 из волокнистого композита может быть разрезана на два С-образных профиля 80, которые являются применимыми для шпангоутов из композита на основе угольных нитей для самолета. С-образные шпангоуты 80 имеют по две полки 82, 84, которые соединены перемычкой 86, отличаются тем, что угол между верхней и нижней полкой и перемычкой в каждом случае составляет около 90°. Высота перемычки и высота полки, а также толщина структуры слоев могут быть изменяемыми вдоль продольной протяженности шпангоутов 80 или постоянными. Разрезание детали 2 из волокнистого композита может происходить до или после отверждения. Если разрезание происходит до отверждения, то после процесса разрезания деталь 2 предпочтительно помещается в негативную форму, по выбору дополнительно со стержнем, и отверждается. При разрезании после отверждения неразрезанная деталь, при необходимости помещенная в дополнительную негативную форму, вакуумируется вместе с инструментальной формой и отверждается в автоклаве. Затем отвержденная деталь разрезается и извлекается из формы.
На фиг.8 дано отдельное изображение шпангоута 88 из композита на основе угольных нитей с примерно С-образным поперечным сечением согласно еще одному примеру осуществления. Шпангоут 88 имеет две полки 90, 92, которые соединены перемычкой 94, отличающиеся тем, что угол между верхней полкой 90 и перемычкой 94 составляет около 90°, а угол между нижней полкой 92 и перемычкой 94 составляет около 110° для того, чтобы обеспечить плоскостное присоединение полки 92, например, к изогнутой поверхности 96 фюзеляжа самолета.
Согласно фиг.9, на которой показан пример выполнения шпангоута 98 с так называемым LCF-поперечным сечением, при котором крепежная полка 100 расположена на противолежащей полке 102 и ребру 104 жесткости стороне, шпангоут 98 может иметь несколько частичных профилей, как например, один L-образный и один C-образный профиль 106, 108. С-образные профили 106 могут быть изготовлены, например, согласно описанию фигуры 7. Предпочтительная инструментальная форма для изготовления L-образных профилей 108 более подробно поясняется далее на фиг.10.
Согласно фиг.10 инструментальная форма 10 имеет две пары расположенных диаметрально друг другу, примерно U-образных выемки 110, которые простираются параллельно продольной оси 48 (см. фиг.2) инструментальной формы 10 в области боковых поверхностей 12, 14, 16, 18. Как уже было пояснено, имеющие форму канавок выемки 110 служат в качестве выхода для отрезного полотна не показанного отрезного устройства, которое применяется для разрезания детали 2 из волокнистого композита. После разрезания детали 2 четыре изогнутых L-образных профиля 106 могут быть сняты с инструментальной формы 10.
На фиг.11 показан пример выполнения шпангоута 112 из композита на основе угольных нитей с примерно Е-образным поперечным сечением. Выполненный монолитным шпангоут 112 имеет две полки 114, 116, которые соединены перемычкой 118, с тем отличием, что между полками 114, 116 расположено ребро 120 жесткости. Ребро 120 жесткости простирается параллельно полкам 114, 116 с тем отличием, что угол между нижней или же верхней полкой 114, 116 и перемычкой, а также угол между ребром 120 жесткости и перемычкой в показанном примере выполнения составляет около 90°.
Согласно фиг.12, на которой показан шпангоут 112 из композита на основе угольных нитей из фиг.11 с инструментальной формой, отличающийся тем, что изображена лишь половина детали, для его изготовления применяются два стержня 122, 124, которые на первой рабочей стадии покрываются по отдельности, а затем вместе. В представленном примере осуществления изобретения верхний стержень 122 имеет увеличенную по сравнению с нижним стержнем 124 площадь поперечного сечения, так что расстояние между полкой 116 и ребром 120 жесткости увеличено по сравнению с расстоянием от полки 114 до ребра 120 жесткости.
Для изготовления показанного на фиг.13 монолитного шпангоута 126 с LFC-поперечным сечением согласно фиг.14, на которой показан шпангоут 126 из композита на основе угольных нитей с инструментальной формой 10 с тем отличием, что показана лишь половина детали, также применяются два стержня 128, 130, которые на первой рабочей стадии покрываются по отдельности, а затем вместе. После разделения половин детали полочный участок 100 профиля 126 способом термоформования изгибается - как обозначено стрелкой - под углом, например, 90° к полке 100.
Ступенчатые выемки (не показаны) полок 92, 100, 114 для крепежных лапок элементов придания продольной жесткости самолета, так называемых стрингеров, могут быть предусмотрены уже при изготовлении шпангоутов 80, 88, 98, 112, 126 или, например, быть выполнены способом термоформования после проделывания не показанных пробоев для стрингеров.
Устройство согласно изобретению не ограничено описанным вариантом выполнения лишь с одним питающим устройством 4, напротив, вдоль направляющей 22 несущего кольца 24 может быть подвижно установлено несколько наносящих головок 4 для того, чтобы дополнительно оптимизировать скорость процесса. Наносящие головки 4 могут быть выполнены с возможностью перемещения независимо друг от друга, с тем отличием, что является полезным, если их управление происходит на основе общей временной базы. Например, предусмотрены две установленных со смещением относительно друг друга на угол около 180° с возможностью перемещения на направляющей 22 наносящих головки 4. Преимуществом при расположении наносящих головок 4 со смещением на 180° относительно друг друга является компенсация сил нажима на инструментальную форму 10 или же деталь 2. Кроме того, изобретение не ограничено представленным выполнением только с одним несущим кольцом 24, например, последовательно друг за другом могут быть расположены несколько несущих колец 24, при этом может быть предусмотрено, что за одну рабочую операцию могут наноситься, прежде всего, ленты 6 из композита с разными углами наложения ленты. Кроме того, изобретение не ограничено криволинейными инструментальными формами 10 или деталями 2.
В случае с инструментальной формой по существу с прямоугольным поперечным сечением предпочтительно покрываются все четыре боковых поверхности инструментальной формы, с тем отличием, что наносящая головка перемещается соответственно на 90° вдоль направляющей. Предпочтительно, наносящая головка поворачивается вдоль направляющей в положение 3 часа, 6 часов, 9 часов и 12 часов. Кроме того, в таких инструментальных формах или деталях, которые имеют множество рабочих поверхностей, для каждой рабочей поверхности может быть предусмотрена по меньшей мере одна наносящая головка, с тем отличием, что покрытие боковых поверхностей происходит одновременно.
Для слоевой структуры под углом более 0° примерно до 90°, предпочтительно, ±45°, ±60° и/или 90° относительно продольной оси инструментальной формы или детали наносящая головка поворачивается вокруг поворотной оси в рабочее положение, в котором композит наносится на рабочую поверхность под желаемым углом, с тем отличием, что инструментальная форма или деталь перемещается относительно направляющей, и каретка перемещается вдоль направляющей (намотка волокон). Посредством регулировки скорости поворота каретки вдоль направляющей и скорости подачи подающей каретки угол может быть установлен разным. Например, наносящая головка для расположения ленты из композита под углом 90° поворачивается в положение 90°, концевой участок ленты из композита прижимается к рабочей поверхности, и наносящая головка посредством каретки перемещается вдоль направляющей на 360°, с тем отличием, что полоса из композита наносится на инструментальную форму. Затем лента отрезается, и инструментальная форма или же деталь перемещается вдоль направляющей подачи в соответствии с величиной одной ширины ленты. Для более эффективного нанесения угол 90° уменьшается или увеличивается на величину отклонения, которая зависит от периметра инструментальной формы или же детали и ширины ленты. Угол следующего слоя композита может быть соответственно увеличен или уменьшен на величину отклонения, так что свойства материала выравниваются. Это обеспечивает возможность сплошного, спиралеобразного покрытия инструментальной формы или же детали.
При альтернативном варианте получения структуры слоев имеющее направляющую несущее кольцо перемещается относительно инструментальной формы или детали.
Реферат
Группа изобретений относится к устройству и способу изготовления детали из волокнистого композита. Устройство включает по меньшей мере одно питающее устройством для наложения ленточного препрег-материала на поверхность инструментальной формы или заготовки для изготовления детали из волокнистого композита. При этом устройство содержит по меньшей мере одну каретку, несущую питающее устройство, кольцевую направляющую, окружающую указанную поверхность в ее периметрическом направлении. На указанной направляющей каретка может двигаться относительно поверхности для позиционирования питающего устройства. Устройство также содержит подающее устройство для перемещения инструментальной формы или заготовки относительно направляющей. Причем подающее устройство для совершения движения подачи инструментальной формы или заготовки относительно направляющей содержит соединительное устройство для удержания концевого участка инструментальной формы или заготовки. Достигаемый при этом технический результат заключается в обеспечении автоматизируемого изготовления детали из волокнистого композита, имеющей криволинейную конфигурацию, при уменьшенных затратах на изготовление. 2 н. и 13 з.п. ф-лы, 14 ил.
Формула
по меньшей мере одну каретку (20), несущую питающее устройство (4),
кольцевую направляющую (22), окружающую указанную поверхность (8) в ее периметрическом направлении, на которой каретка (20) может двигаться относительно поверхности (8) для позиционирования питающего устройства (4),
подающее устройство для перемещения инструментальной формы (10) или заготовки (2) относительно направляющей (22),
отличающееся тем, что
подающее устройство для совершения движения подачи инструментальной формы (10) или заготовки (2) относительно направляющей (22) содержит соединительное устройство для удержания концевого участка (54) инструментальной формы (10) или заготовки (2).
Документы, цитированные в отчёте о поиске
Способ изготовления композиционного изделия
Комментарии