Способ изготовления композиционного изделия - RU2053124C1
Код документа: RU2053124C1
Чертежи





Описание
Изобретение относится к наматыванию материалов, представляющих собой нитеобразные продукты из армированной волокном термопластичной смолы. В частности, оно относится к наматыванию нитей из армированной волокном термопластичной смолы с целью получения отверждающего in situ продукта большого диаметра.
Наиболее близким к предлагаемому является способ
изготовления
композиционного изделия из армированной волокном термопластичной смолы, включающий стадии подачи нитей под напряжением на вращающийся сердечник, причем указанное напряжение обеспечивает
создание
усилия на нити при накладывании их на сердечник, нагрев нитей до момента наложения их на сердечник и направление нитей по винтовой линии с помощью направляющей, перемещающейся в осевом
направлении
относительно барабана [1]
Недостатком известного способа является его недостаточная эффективность из-за невозможности изготовления труб большого диаметра.
Целью изобретения является повышение эффективности способа.
Цель достигается тем, что в способе изготовления изделия из армированных волокном термопластичной смолы, включающем стадии подачи пропитанных смолой волокон на вращающийся сердечник под напряжением, которое обеспечивает создание усилия на волокне при наложении их на сердечник и намотки по винтовой линии с помощью направляющей, перемещающейся в осевом направлении относительно барабана, в месте укладывания волокон на сердечник к ним прикладывают дополнительное усилие с помощью поверхности, прижимающейся к волокнам в месте укладывания.
Согласно дополнительным пунктам волокна подают под напряжением, составляющим от 5 до 50% от предела прочности на разрыв и равным от 8,7 до 11,8 кг/см2.
Способ включает также стадию охлаждения поверхности.
Поверхность включает первую и вторую поверхности, причем первую поверхность нагревают, а вторую охлаждают.
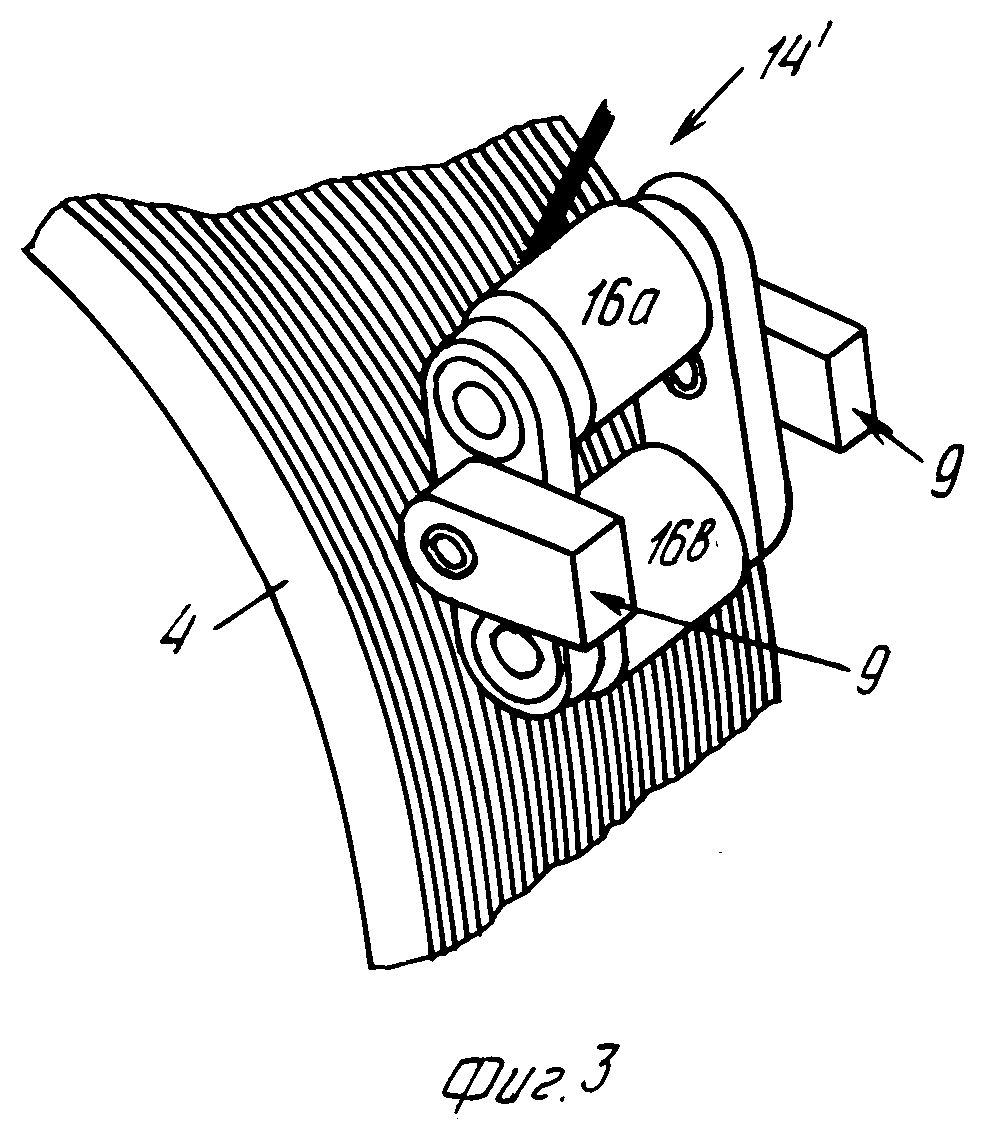
На фиг. 1 изображена схема наматывающего устройства; на фиг.2 схема устройства, с помощью которого к сердечнику прикладывается нагрузка; на фиг. 3 то же, вариант; на фиг.4 и 5 схема части намотанного изделия в осевом и окружном направлениях, соответственно.
Изображенная на фиг. 1 головка 1 включает перемещающуюся каретку 2, на которой смонтирован подающий рычаг 3, способный совершать возвратно-поступательное движение по отношению к сердечнику 4. Перемещающаяся каретка, подающий рычаг и сердечник образуют трехосевое наматывающее устройство модели W 60-12, управляемое компьютером Compositrak R фирмы Meclean Andenson of Milwarkce, uis. Смонтированные на подающем рычаге 3 инфракрасные нагреватели 5 нагревают направляющую 6, нагреватель 7 пламени и устройство 8, поверхность которого прижимается к наматываемым на сердечник нитям воздушным цилиндром 9.
При движении каретки 2 в продольном направлении к сердечнику 4 большое количество отдельных армированных волокном нитей из термопластичной смолы 10 протягивается под заданным напряжением, составляющим 5-50% от предела прочности на разрыв, соответствующего количеству питающих источников 11 нитей, смонтированных на вращающихся отбирающих шпулярниках 12. Нужное напряжение создается с помощью устройства (не показано), связанного со шпулярником, для контроля напряжения при разматывании, например компенсатора напряжения известного типа.
При движении укладывающей головки в направлении сердечника 4 пропитанные термопластичной смолой нити 10 подвергаются воздействию радиационных нагревателей 5. Под действием этих нагревателей термопластичная смола нагревается до температуры, находящейся в пределах 10оС от температуры ее плавления. Затем нити проходят через нагретую направляющую 6, представляющую собой кольцевую петлю, охватываемую ленточным электронагревателем, под действием которого термопластичная смола нагревается до температуры, близкой к температуре ее плавления, но ниже температуры разложения, т.е. она должна быть ниже температуры плавления армированного волокна. На переднем конце подающего рычага 3 смонтирована пропановая горелка (нагреватель 7), над которой нити 10 проходят к точке, в которой они должны укладываться на сердечник 4. Этот нагреватель нагревает за счет индуцированного нагрева сердечника и прямого нагрева нитей 10 при их прохождении от направляющей 6 к точке 13 укладывания поверхности наматываемых на сердечник нитей для обеспечения плавления сопрягающихся поверхностей в точке 13 укладывания.
По одному из вариантов осуществления устройство 14 для приложения к сердечнику дополнительного усилия (фиг. 2) включает нагретый башмак 15 (первая поверхность) и ролик 16 (вторая поверхность), смонтированные на поворотных консолях 17, 18, которые связаны с воздушным цилиндром 9, смонтированным на подающем рычаге 3 (фиг.1). Поворотные консоли 17, 18 включают также вращающиеся патрубки для обеспечения возможности циркуляции воды через ролик 16 для охлаждения его поверхности. Башмак нагревается патронным нагревателем 19, встроенным под поверхностью башмака.
По другому варианту осуществления (фиг.3) устройство 14' включает пару роликов 16.а и 16.в, которые соединены с воздушным цилиндром 9. Вода циркулирует через ролики 16.
Определение объема полостей.
Для определения объема полостей в композиционном образце необходимо измерить его плотность, а также рассчитать плотность образца, не содержащего полостей. Зная эти две величины, можно определить объем полостей. Плотность образца измеряют по стандартной методике АSТМ 792-66. Для этого проводят следующие операции: взвешивают образец на воздухе (а); взвешивают образец в воде (b); рассчитывают удельный вес (у.в.) образца у.в. а/(a b); рассчитывают плотность образца, измеренная плотность у.в. х плотность воды при температуре, при которой проводились измерения.
Расчет теоретической плотности образца, не содержащего полостей:
Dc (Df x Vf) + (Dm x Vm), где Dc плотность
композиционного материала;
Df плотность волокна;
Dm плотность матрицы;
Vf объем волокна;
Vm объем матрицы.
Расчет процентного содержания полостей.
полостей

Окружная и осевая волнистость.
Для определения окружной и осевой волнистостей делают срез намотанной части (фиг. 4 и 5). Срез заделывают в эпоксидную смолу и исследуемую поверхность полируют. Делают микроснимки исследуемой поверхности измеряют волнистость слоя с помощью линейки, определяя, на сколько слой смещается от прямой линии в случае осевого слоя или от непрерывной дуги в случае окружного слоя.
П р и м е р. Процесс в нижеприведенных примерах проводят с помощью устройства, изображенного на фиг.1, в котором нити из шпулярника подаются на перемещающуюся каретку и далее на вращающийся сердечник. Нити нагреваются до температуры плавления с помощью инфракрасных нагревателей. Затем они подаются на сердечник с помощью нагретой петлевой направляющей. Для отверждения нитей в месте укладывания их на барабан к последнему прикладывается усилие. В примере 1 для прикладывания усилия используется система из двух охлаждаемых водой роликов (фиг.3). Нити были выполнены из армированной углеродным волокном полиэфирэфиркетоновой смолы (РЕЕК). В примере II используется система из двух охлаждаемых водой роликов (фиг.3). Нити были выполнены из армированной углеродным волокном полиэфиркетонкетоновой смолы (РЕКК). В примере III использовалась система из одного охлаждаемого водой ролика. Нити были выполнены из армированной стекловолокном полиэфиркетонкетоновой смолы (РЕКК). Условия проведения процесса во всех опытах приведены в табл.1.
Готовое изделие имело следующие характеристики, представленные в табл.2.
Изделия разрезают и подвергают испытаниям.
При этом были получены следующие результаты, представленные в табл.3.
Реферат
Сущность изобретения: композиционное изделие с объемом полостей менее 5% и окружной или осевой волнистостью слоя менее 0, 005 дюйма получают из множества армированных волокном нитей из термопластичной смолы, намотанных на вращающийся сердечник путем одновременной подачи нитей под напряжением из содержащего их источника на перемещающуюся каретку в виде примыкающих плоских лент. Эти ленты последовательно проходят через зону предварительного нагрева, нагретую петлевую направляющую и контактный точечный нагреватель, а также смонтированные на каретке средства, с помощью которых прикладывается усилие к сердечнику, в качестве которых могут использоваться прижимаемый к сердечнику нагретый башмак и охлаждаемый ролик или только охлаждаемый ролик. 5 з. п. ф-лы, 5 ил., 3 табл.
Комментарии