Способ изготовления полиэтилентерефталатовых контейнеров со смещенной от центра горловиной - RU2261176C2
Код документа: RU2261176C2
Чертежи












Описание
Настоящее изобретение относится к определенному способу изготовления контейнеров из термопластичного полимера, в частности ПЭТ (полиэтилентерефталат), снабженных цилиндрической горловинной частью, на которую затем навинчивается обычная крышка, но имеющих корпус, по форме асимметричный относительно всех плоскостей, проходящих через ось упомянутой горловинной части контейнера, за исключением единственной его плоскости, которая вследствие этого образует одну-единственную плоскость симметрии контейнера.
Контейнеры такого типа обычно изготовляют, вначале получая предварительно отформованную заготовку путем экструдирования подходящим образом расплавленной массы гранулированного пластического материала, а затем подвергая такую заготовку выдувному формованию с целью заставить ее принять желаемую форму готового контейнера. Эти контейнеры следует называть в данном контексте "асимметричными" по той лишь причине, что их обычно называют так в повсеместной практике; они широко применяются в конкретных случаях и областях использования, которые требуют значительного уменьшения общего доступного объема по отношению к сумме объемов определенного количества контейнеров, включенных в упомянутый общий объем. Общеизвестно, что контейнеры, отличающиеся хорошим "коэффициентом использования объема", - это такие контейнеры, форма которых как можно ближе к параллелепипеду.
Дополнительно такие контейнеры должны обладать хорошей приспособленностью к захватыванию, т.е. должны быть выполнены так, чтобы их было удобно захватывать или брать руками, поскольку высока вероятность, что манипулировать ими будут, когда руки не очень пригодны для этого, т.е. находятся не в самом подходящем состоянии, чтобы брать такие контейнеры. На практике в типичных областях использования такие контейнеры содержат смазочное масло или моющее средство.
Контейнеры такого типа изготовляют, начиная со вполне традиционных, т.е. цилиндрических, заготовок, хотя было бы возможно, пусть и весьма сложно, затруднительно и дорого, изготовлять такие контейнеры, начиная с заготовок, которые по форме как можно ближе к окончательной конфигурации отформованного выдуванием контейнера.
Однако этап, на котором заготовки выдувают для получения упомянутых асимметричных контейнеров, имеет существенные недостатки двух следующих видов:
- первый из этих недостатков состоит в том, что, когда заготовку выдувают, разумеется, после того как она предварительно должным образом разогрета и затем помещена в полость подходящей и соответственным образом выполненной по конфигурации выдувной формы, сама заготовка растягивается как вертикально вниз, так и радиально. Однако из-за асимметричной конфигурации полости выдувной формы и практически одинаковой температуры всех сторон корпуса заготовки последняя, в силу того что она растягивается неравномерно в радиальных направлениях, приобретает неравномерную толщину стенок, т.е. толщина ее боковых стенок становится неодинаковой. В частности, в зонах, испытывающих наибольшее растягивание, толщина стенок становится неприемлемо малой с очевидными нежелательными последствиями для надежности и целостности контейнера, а следовательно, и сохранности его содержимого;
- второй крупный недостаток связан с растягиванием заготовки вниз.
Фактически, реальный этап выдувного формования содержит две следующих стадии: первая стадия, во время которой глубоко в заготовку вставляют подходящий вытяжной стержень, чтобы продвигать дно заготовки к ответной части, т.е. ко дну выдувной формы, и, в результате, определять таким образом правильный размер по высоте изготовленного контейнера; и вторую, следующую стадию, на которой в заготовку подают сжатый воздух.
К началу упомянутой второй стадии дно заготовки выдуто частично. Однако, поскольку асимметрия как конфигурации распределения температур, или температурного поля заготовки, так и геометрической конфигурации формы довольно значительна, случается, что дно заготовки, хотя и находится в контакте с концевой частью вытяжного стержня, изгибается в одну сторону, принимая тем самым неправильную, почти спиральную форму, а особенно оно изгибается в сторону асимметричной части формы.
В результате концевая часть вытяжного стержня уже не касается дна заготовки, но зато приходит в контакт в большей или меньшей степени с боковой частью; в результате, такое обстоятельство делает результат выдувного формования еще более неправильным и неопределенным, а получаемый контейнер довольно часто имеет искривления, деформации или даже трещины, что делает его совершенно непригодным к использованию.
Чтобы получить возможность направить как следует дно заготовки или хотя бы просто правильно отформовать дно заготовки во время выдувного формования даже в случае несимметричных контейнеров, был найден и раскрыт ряд решений; одно из этих решений, проиллюстрированное в качестве примера в японской патентной заявке №53-2296, предлагает стержень (21), выступающий из дна формы и выполненный с возможностью проникать в формуемый контейнер так, чтобы с высокой точностью задавать процесс кристаллизации и толщину дна контейнера.
Однако такая операция проводится только после того, как этап выдувания, а следовательно, этап, включающий в себя формование контейнера, уже завершен, так что из вышесказанного не вытекает никаких рекомендаций относительно того, как поддерживать правильную позицию дна контейнера во время выдувания.
Французский патент №2508004, выданный AOKI, раскрывает решение, где используется противолежащий базирующий стержень 12, который действует как упор снаружи от дна контейнера во время выдувного формования; в этом решении, однако, назначение упомянутого стержня совершенно не включает в себя позиционирования дна контейнера, поскольку из описания можно сделать ясный вывод, что такое дно полностью вытянуто и, следовательно, направлено вытяжным стержнем до начала стадии, на которой впускают сжатый воздух, так что на самом деле не дано никаких рекомендаций по поддержанию правильного положения дна во время начальной части процесса выдувания, но до начала ввода вытяжного стержня, поскольку в этом случае выдувание начинается только после того, как упомянутый вытяжной стержень уже полностью вдвинут в заготовку.
Из патента США №3949033 известно решение, основанное на использовании выпуклого контрстержня (47), который до определенной степени проникает с наружной стороны дна контейнера после выдувания; такое решение, однако, имеет одну-единственную цель: создать явно выраженную дугообразную кривизну дна контейнера, и патент не содержит никаких рекомендаций о том, как правильно удерживать дно заготовки в течение стадии выдувания.
Исходя из вышеприведенных соображений, главную цель настоящего изобретения можно видеть в том, чтобы предложить способ и устройство, имеющие возможность осуществлять дифференцированный нагрев цилиндрической стенки предварительно отформованной заготовки, и предложить стадию выдувания асимметричного контейнера, в которой позиция дна заготовки, а следовательно, и контейнера, точно задана и поддерживается абсолютно строго на протяжении всей стадии выдувания.
Эта цель настоящего изобретения, вместе с некоторыми дополнительными его достоинствами, которые будут описаны в последующем описании, достигается способом и устройством, которые выполнены и работают в соответствии с прилагаемой формулой изобретения.
Настоящее изобретение может иметь форму предпочтительного, хотя и не единственного, варианта осуществления, такого как тот, что подробно описан и проиллюстрирован ниже в качестве неограничительного примера со ссылками на прилагаемые чертежи, в которых:
фиг.1 представляет собой общий вид первого устройства по настоящему изобретению;
фиг.2 представляет собой общий вид первого составляющего элемента устройства, показанного на фиг.1;
фиг.3 представляет собой общий вид второго составляющего элемента устройства, показанного на фиг.1;
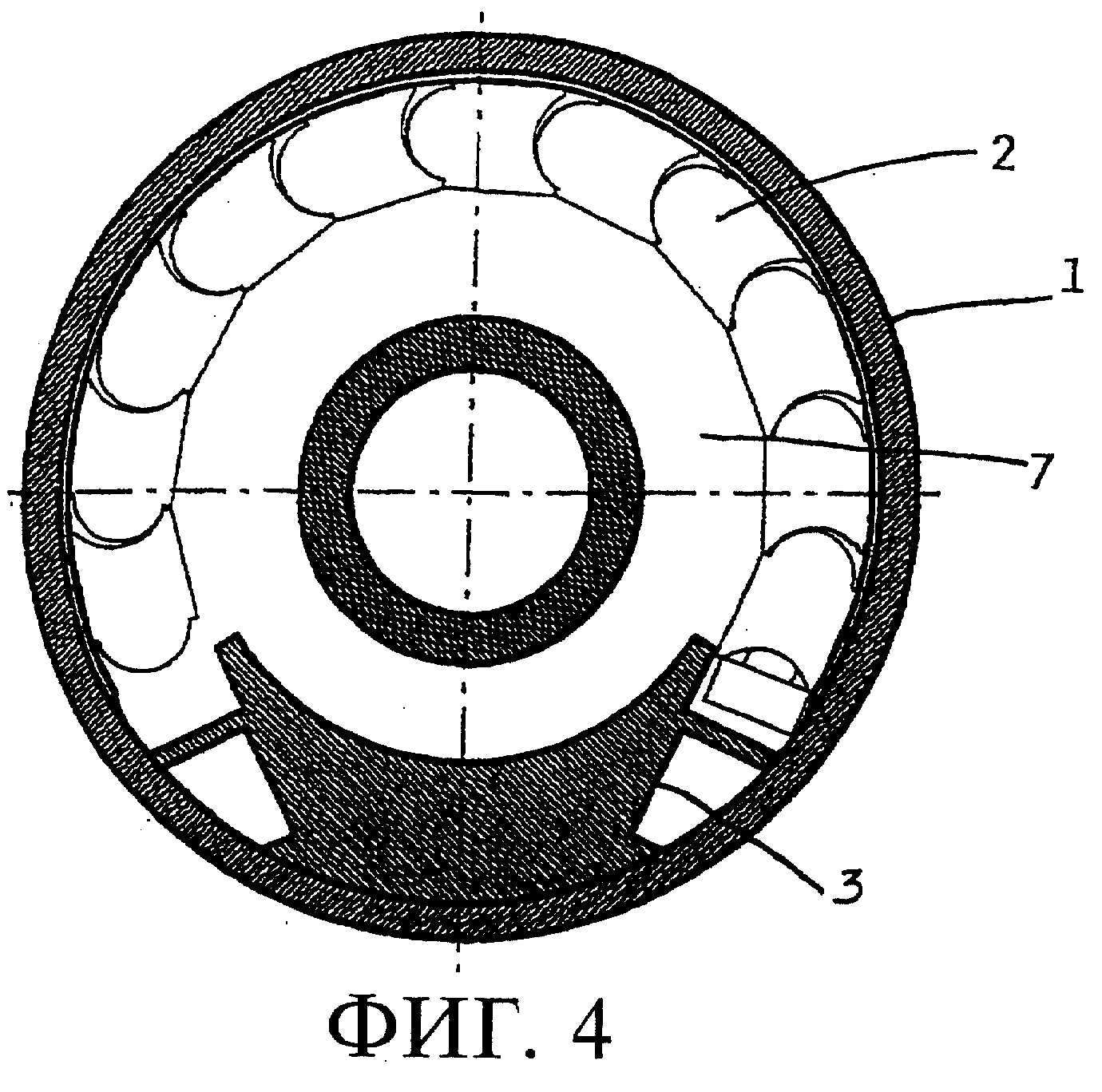
фиг.4-7 представляют собой разрез по плоскости "Н", отмеченной на фиг.1, соответствующих вариантов осуществления устройства, показанного на фиг.1;
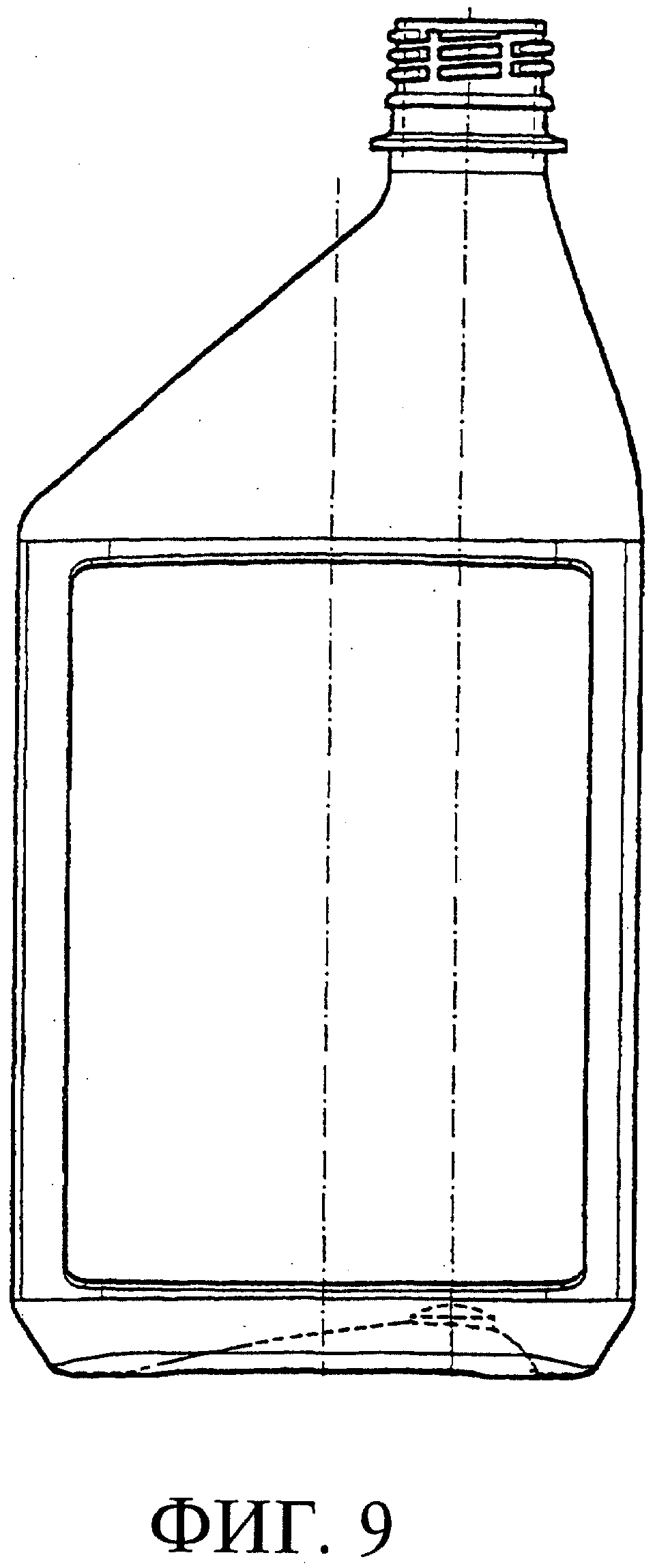
фиг.8 представляет собой вид сверху асимметричной бутылки, которая может быть изготовлена способом по настоящему изобретению;
фиг.9 представляет собой вид спереди более широкой стороны бутылки, показанной на фиг.8;
фиг.10-13 и фиг.15 представляют собой схематические изображения соответствующих стадий способа выдувного формования и устройства для его осуществления по настоящему изобретению;
фиг.14 представляет собой вид спереди в разрезе изолированного составного элемента устройства, показанного на предшествующих фигурах.
Как показано на фиг.1-7, устройство для дифференцированного нагрева корпуса предварительно отформованной заготовки по настоящему изобретению содержит:
- наружный цилиндрический корпус 1;
- нагревательное средство 2, выполненное в форме цилиндрического сектора (см. фиг.2), расположенное внутри упомянутого наружного цилиндрического корпуса 1;
- ненагреваемый элемент 3, предусмотренный с целью термической нейтрализации, выполненный в форме частично цилиндрического сектора, как показано более подробно на фиг.3, и также расположенный внутри упомянутого наружного цилиндрического корпуса 1.
Упомянутое нагревательное средство 2 и упомянутое термонейтрализующее средство 3 имеют форму дополняющих друг друга секторов одного и того же цилиндра и, в результате, они могут быть соединены друг с другом, как показано на фиг.1, т.е. таким образом, чтобы совместно определять внешний объем, который является в точности цилиндрическим. Соответствующей наружной цилиндрической поверхности придана возможность точно соответствовать внутренней цилиндрической поверхности 5 упомянутого наружного цилиндрического корпуса 1, как это показано на фигурах, таким образом, чтобы дать возможность упомянутым составным элементам, т.е. цилиндрическому корпусу 1, нагревательным средствам 2 и ненагреваемому средству 3, образовать единое жесткое устройство, в котором они прочно соединены друг с другом.
В частности, для случая асимметричных контейнеров было выяснено, что угловая протяженность "g°" упомянутого нагревательного средства, измеренная по отношению к оси "X", т.е. оси симметрии заготовки, должна быть больше, чем 180°.
Способ, которым должно действовать такое устройство, теперь уже можно легко понять: предварительно отформованные заготовки 6 вставляются в цилиндрическое пространство 7, образованное внутри упомянутых элементов 2 и 3, и нагреваются нагревательным средством 2. Поскольку последнее может нагревать только те поверхности заготовки, которые обращены к нему и которые, как совершенно очевидно, имеют геометрическую форму сектора цилиндра, и поскольку ненагретая часть заготовки обращена к элементу 3, который не нагревается и даже может охлаждаться, в результате цилиндрическое тело заготовки нагревается только на упомянутой части поверхности, которая обращена к нагревательному элементу и имеет геометрическую форму сектора цилиндра, как показано на фиг.4-7.
Настоящее изобретение может быть приспособлено для того, чтобы подходить к нескольким различным типам заготовок, как и к различным типам желаемых профилей нагрева, или температурных полей, или даже к разному количеству подводимого тепла, т.е. разному темпу подвода тепла и, в результате, соответственно разным температурам. Во всяком случае, все эти различные физические и функциональные конфигурации устройства по настоящему изобретению полностью лежат в пределах возможностей специалистов в данной отрасли, которые смогут установить связанные с этим оптимальные параметры на основе простых экспериментальных исследований и испытательных методик.
Изобретение поддается ряду эффективных усовершенствований, первое из которых относится к температурному кондиционированию вышеупомянутого термонейтрализующего элемента 3. На практике может случиться, что этот элемент 3, хотя его и не нагревают непосредственно, может нагреваться постепенно за счет теплопроводности и теплоизлучения в течение длительной и непрерывной последовательности кондиционирования, выполняемой для обработки очень больших количеств последовательно нагреваемых заготовок.
Как было фактически установлено, чтобы заготовка имела температурный профиль, который может быть использован эффективно с желаемой целью, температуры в различных зонах ее поверхности должны различаться не менее чем на 20°С.
Нетрудно понять, что вышеупомянутый эффект непрямого нагревания может после продолжительного периода работы закончиться серьезным нарушением температурного профиля заготовок, вплоть до значительного отклонения от желаемого. Чтобы избавиться от такого недостатка, желательно обеспечить, чтобы ненагреваемый элемент 3 соответствующим образом охлаждался путем принудительного охлаждения наружного цилиндрического корпуса 1, которое может быть выполнено с помощью ряда хорошо известных способов и средств.
Второе усовершенствование состоит в выполнении упомянутого нагревательного средства 2 из множества отдельных элементов 2а, 2b, 2с и т.д., которые представляют собой продолговатые элементы, по существу, подобные по внешним размерам и параллельные друг другу, как это показано на фиг.1 и фиг.2.
Эти отдельные элементы могут быть снабжены электрическими нагревательными резисторами, имеющими соответственно разные сопротивления, подобранные таким образом, чтобы сделать возможной тонкую регулировку и совершенствование тепловой обработки, которую должны пройти заготовки, с целью придания этим заготовкам температурного профиля, оптимизированного с точки зрения требований как последующей операции выдувного формования, так и использования готового контейнера.
Обратимся к фиг.10-13. Настоящее изобретение охватывает также создание асимметричных полостей выдувной формы, что обеспечивается особым устройством, предназначенным для проведения описанного ниже технологического процесса. Иначе говоря, выдувная форма, дополнительно к асимметричной полости 10 и вытяжному стержню 11, оснащена также контрстержнем 12, который расположен на одной оси с упомянутым вытяжным стержнем 11 по другую от него сторону полости для выдувного формования.
Этот контрстержень 12 ограничен в своих концевых частях концевой зоной 13, которая обращена внутрь полости для выдувного формования и, следовательно, в сторону вытяжного стержня, и противоположной концевой зоной 14. Контрстержень 12 дополнительно установлен с возможностью выдвижения внутри соответствующего гнезда таким образом, чтобы ось "S" выдвижения вытяжного стержня совпадала с осью выдвижения контрстержня.
Дополнительно, выдвижение и позиционирование этого контрстержня может осуществляться и управляться пневматическим приводом; с этой целью его концевая зона 14 оснащена поршнем 15, который выполнен с возможностью перемещения внутри направляющего канала 16, выполненного в корпусе 17, а последний прочно присоединен к упомянутой форме для выдувного формования или выполнен с ней заодно. Описанный поршень 15 приводится в движение пневматически, путем принудительной подачи газа, который вводится в упомянутый канал 16 и выводится из него управляемым образом.
Упомянутый контрстержень 12 таким образом приспособлен для того, чтобы быть вдвинутым в упомянутую полость 10 для выдувного формования до тех пор, пока его концевая зона 13 почти войдет в контакт с дном 18 заготовки, т.е. почти коснется его, а при снятии давления, создаваемого газом, подводимым к каналу 16, он может быть выдвинут из упомянутой полости для выдувного формования под действием нажатия, создаваемого дном заготовки, которое, в свою очередь, выталкивается в том же направлении вытяжным стержнем.
Теперь работа настоящего изобретения уже полностью ясна: на первой стадии (фиг.10) предварительно отформованную заготовку 19 вставляют в полость для выдувного формования, причем контрстержень 12 был предварительно выдвинут наружу из этой полости; на следующей стадии (фиг.11) упомянутый контрстержень 12 вдвигают пневматикой, пока его концевая зона 13 не достигнет позиции на минимальном удалении от наружной стенки дна заготовки, но не в контакте с ней.
На следующей стадии (фиг.12) заготовку подвергают выдувному формованию, впуская в нее газ под давлением, а вытяжной стержень одновременно полностью вдвигают в заготовку. На протяжении этой стадии дно заготовки 19 приходит в контакт с концевой зоной 13 контрстержня, на который вследствие этого воздействует направленная наружу сила, и он движется полностью синхронно с движением вытяжного стержня на другой стороне заготовки.
Вследствие этого, поскольку нижняя стенка заготовки зажата описанным образом, причем, понятно, с управляемым усилием, между противолежащими концевыми частями вытяжного стержня и контрстержня, упомянутая нижняя стенка принудительно направляется в прямолинейном движении к правильной заключительной позиции на дне полости для выдувного формования, чем достигается желаемый результат - предотвращаются любые возможные деформации или искривления упомянутой нижней стенки заготовки.
По завершении этой стадии выдувного формования контрстержень 12 задерживают в заключительной позиции, достигнутой им, путем соответствующего снижения давления в упомянутом канале 16 или с помощью других средств, известных в технике, а выдувную форму раскрывают, так что отформованный выдуванием пустотелый объект можно в заключение удалить из нее любым обычным способом, применяемым для этой цели (фиг.13).
Проиллюстрированный выше процесс затем повторяют, начиная со стадии, которая была описана вначале. Можно считать еще более рациональным с точки зрения предотвращения риска искривления или деформации дна заготовки еще до начала стадии выдувного формования, чтобы контрстержень 12 был вдвинут в полость формы и остановлен в позиции, весьма близкой к дну заготовки еще до того, как вытяжной стержень 11 будет вставлен в заготовку. Во всяком случае, такая перестановка начальных перемещений вытяжного стержня и контрстержня никак не изменяет последовательности и способа выполнения последующих стадий.
Было установлено, однако, что из-за прижатия контрстержня к дну заготовки 19 может возникнуть еще один недостаток: сама заготовка может прилипнуть к упомянутой концевой зоне 13 контрстержня, а это, понятно, создаст трудности при извлечении пустотелого объекта из формы после выдувного формования.
Чтобы устранить этот недостаток, предложено усовершенствовать настоящее изобретение, снабдив упомянутый контрстержень 12 внутренней удлиненной полостью 21, соединенной через множество сквозных отверстий 22 с наружной поверхностью упомянутой концевой зоны 13, т.е. той, которая входит в контакт с заготовкой (фиг.14).
Эта полость 21 подсоединена к источнику газа, подача которого может управляться как по времени, так и по давлению подводимого газа. Работа выполненного так контрстержня 12 включает в себя, дополнительно к уже описанному вдвижению в полость для выдувного формования, выпуск струй газа из упомянутых сквозных отверстий 22 после завершения стадии выдувного формования и перед раскрытием выдувной формы таким образом, чтобы эти газовые струи способствовали отделению упомянутой концевой зоны 13 контрстержня от дна отформованного выдуванием пустотелого объекта, чтобы освободить последнее от любой помехи, которая может помешать правильному удалению объекта из формы или замедлить удаление (фиг.15).
Реферат
Способ изготовления пластмассовых бутылок включает в себя этап, на котором соответствующие заготовки удаляются из соответствующих форм, и этап, на котором упомянутые заготовки перемещаются в блоки температурного кондиционирования на заданный период времени. Способ содержит этап, в котором поток расплавленной пластической массы подают во множество форм, содержащих множество формующих полостей для получения цилиндрических заготовок, имеющих ось. Заготовки удаляют из соответствующих форм и транспортируют затем в одноместные блоки температурного кондиционирования для каждой заготовки. Заготовки выдерживают в этих блоках в течение заданного времени. Затем заготовки передают в соответствующие выдувные формы и их формуют выдуванием для изготовления пустотелых объектов. При выдержке заготовок в блоках их подвергают процессу асимметричной термической обработки. Этап выдувного формования содержит стадии: заготовку вставляют в соответствующую форму выдувной формы. Вытяжной стержень вставляют внутри заготовки до тех пор, пока он почти не придет в контакт с дном заготовки, однако без касания к нему. Вытяжной контрстержень, который расположен на одной оси с вытяжным стержнем, подводят к заготовке с его наружной стороны до точки, в которой концевая часть контрстержня оказывается в непосредственной близости к той части дна заготовки, которая находится на противоположной стороне по отношению к вытяжному стержню. Заготовку окончательно формуют выдуванием, а вытяжной стержень одновременно продвигают вперед так, что последний вынужден нажимать на донную зону заготовки. Заготовка, в свою очередь, может в результате толкать концевую часть контрстержня в направлении выхода из полости выдувной формы. Затем поток газа под управляемым давлением вынуждают выходить из концевой части контрстержня, причем поток газа в основном направлен к донному концу отформованного выдуванием пустотелого объекта так, чтобы способствовать его отделению от дна формующей полости. Технический результат использования способа - обеспечить возможность осуществить дифференцированный нагрев цилиндрической стенки предварительно отформованной заготовки, а на стадии выдувания асимметричного контейнера, в которой позиция дна заготовки и контейнера точно задана и поддерживается абсолютно строго на протяжении всей стадии выдувания. 2 н.п. ф-лы, 15 ил.

Формула
Документы, цитированные в отчёте о поиске
Способ изготовления формованного пластмассового контейнера
Комментарии