Лист, способ изготовления и применения листа как крышки для упаковок - RU2569080C1
Код документа: RU2569080C1
Чертежи

Описание
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
Изобретение относится к листу и способу изготовления листа, в частности для штамповки крышек для упаковок, таких как упаковки или контейнеры из полиэфира (полиэтилентерефталата), при этом указанный лист содержит прозрачную подложку из полиэфира (полиэтилентерефталата), а также к его применению.
Документ WO 98/25760 A1 описывает листовой ламинат, где лист выполняют наслоением двух листов, содержащих совместно несколько отдельных слоев. Листовой ламинат может использоваться в качестве крышки на контейнерах, при этом указанный лист приваривают к кромке контейнера.
Вследствие отбора материала и слоистой структуры со многими слоями в двух листах в ламинате известный тип листа не будет обладать достаточной жесткостью, чтобы быть пригодным для штамповки крышек прежде, чем они будут нанесены на контейнер, поскольку крышка этого типа обычно будет скручиваться после штамповки.
Также известны листы из различных материалов, которые используются в качестве крышки на упаковках, например, чашках и бутылках для упаковывания, в частности, молочных продуктов, фруктовых соков, питьевой воды, салатов, паштетов и т.д. Крышка может быть сделана из алюминиевого листа, на который наносят сварочный слой лака для того, чтобы он был в состоянии адгезировать к упаковке.
Этот тип крышки, однако, не является прозрачным, что является широко распространенным желанием среди потребителей.
При использовании листа из полиэтилентерефталата, который прозрачен, должен быть нанесен сварочный слой лака, который, так как он является молочно-матовым, наносят только на закраину, где должно осуществляться приваривание крышки, чтобы не нарушать прозрачность.
Недостаток этого нанесения сварочного лака состоит в том, что он должен наноситься точно или на штампованные крышки, или в собранной форме на полотно листа в связи с фактическим закрыванием упаковки.
Это увеличивает затраты и, в любом случае, сварочный лак оставляет видимую кайму вдоль края крышки, которая является эстетическим недостатком.
ЦЕЛЬ ИЗОБРЕТЕНИЯ
Целью изобретения является исправление этих недостатков и дефицитов использования подложки из полиэтилентерефталата в связи с контейнерами или упаковками из полиэтилентерефталата, такими как контейнеры из аморфного полиэфира (АРЕТ) или кристаллического полиэфира (СРЕТ), и это достигнуто в соответствии с изобретением благодаря способу, согласно которому лист изготовляют посредством покрытия прозрачной подложки из полиэфира (полиэтилентерефталата) дополнительным слоем посредством соэкструдирования слоя полиолефина и сварочного слоя полиэфира (полиэтилентерефталата) аморфного полиэфира на поверхность прозрачной подложки из полиэтилентерефталата для формирования листа.
Лист, выполненный этим способом, является прозрачным листом полиэфира (полиэтилентерефталата), на который соэкструдируют слой полиолефина и сварочный слой полиэтилентерефталата для формирования листа, при этом указанный слой полиолефина располагается между прозрачной подложкой из полиэфира (полиэтилентерефталата) и сварочным слоем полиэтилентерефталата.
Прежде всего, это обеспечивает полную прозрачность даже по сварному шву. Кроме того, часто предполагаемые значительные отходы материала исключены, так как нет особых требований относительно положения поддающегося сварке покрытия, поскольку оно присутствует на всем листе. Дополнительно, соэкструдированный слой поверх прозрачной подложки из полиэтилентерефталата обеспечивает то, что штампованная крышка обладает пригодной жесткостью, которая предотвращает коробление крышки, таким образом, позволяя штамповать крышки и накладывать предварительно отштампованные крышки на контейнеры.
Кроме того, очень предпочтительно обеспечивается то, что исключаются дорогостоящие процессы печати там, где должен быть нанесен сварочный слой лака.
Все эти факторы способствуют упрощению производства и, таким образом, сокращению стоимости листа, которому, как указано, придана полная прозрачность.
Кроме того, сварочный слой из полиэтилентерефталата, который обращен внутрь контейнера при применении в качестве крышки, имеет отличные органолептические свойства по сравнению со сварочными слоями полипропилена или полистирола, так как он не передаст какой-либо вкус пищевому продукту или напитку в контейнере. Таким образом, лист, соответствующий настоящему изобретению, пригоден, например, для изготовления крышек на контейнерах, используемых для пищевых продуктов или напитков, которые очень подвержены восприятию вкуса или запаха от упаковочного материала. Примерами таких пищевых продуктов или напитков являются вода, сок, молоко и т.п. Кроме того, сварочный слой из полиэтилентерефталата демонстрирует высокую стойкость к жирам и маслам и, таким образом, будет пригоден для использования в связи с содержащими жир продуктами и/или напитками, например, молоком, йогуртами, сыром, салатами, паштетами и т.п.
Наконец, соэкструдирование дополнительных слоев означает то, что этот лист крышки будет более прочен, чем соответствующий лист, снабженный сварочным лаком, таким образом, позволяя соответственно уменьшить толщину подложки из полиэтилентерефталата, таким образом, достигая уменьшения веса и материала приблизительно на 15%.
Предпочтительно, слой полиолефина является слоем полиэтилена (РЕ), предпочтительно, в форме гомополимера или сополимера полиэтилена, такого как акриловый полимер полиэтилена или этилвинилацетат (ЕVА), содержащий полиэтилен или его смеси в одном варианте выполнения, и соэкструдирование слоя полиолефина/слоя полиэтилена и сварочного слоя полиэтилентерефталата поверх прозрачной подложки из полиэтилентерефталата осуществляется таким образом, что слой полиолефина, такой как слой полиэтилена, расположен между прозрачным листом полиэфира (полиэтилентерефталата) и сварочным слоем полиэтилентерефталата.
Сварочный слой полиэтилентерефталата может быть выполнен из полиэтилентерефталатгликоля, так как полиэтилентерефталатгликоль не кристаллизуется. Это приводит к получению сварочного слоя с улучшенными характеристиками сваривания, например, при сваривании при температурах ниже 230°C, в отличие от нормального полиэфира (полиэтилентерефталата), который теряет его характеристики сваривания, когда он кристаллизуется.
Когда на прозрачную подложку из полиэфира (полиэтилентерефталат) наносят грунтовочный слой до нанесения соэкструдируемых слоев, включающих в себя слой полиэтилена и сварочный слой из полиэтилентерефталат, достигается усиленная адгезия между подложкой из полиэтилентерефталата и слоем полиэтилена. Усиленная адгезия между слоем полиэтилентерефталата и слоем полиэтилена позволяет контролировать расслаивание, причем указанное расслаивание имеет место между слоем полиолефина/слоем полиэтилена и сварочным слоем из полиэтилентерефталата.
Когда сварочный слой из полиэтилентерефталата расположен против контейнера из полиэтилентерефталата, достигается безопасное плавление и, таким образом, получение плотного сопряжения крышки и контейнера.
При использовании подложки из полиэтилентерефталата с минимальной толщиной 23 мкм и нанесенного соэкструдированного слоя с полным весом минимум 7 г/м2, соответствующим минимальной толщине 7 мкм, получен относительно недорогой лист крышки с экономией материала.
Лист может быть отштампован для получения крышек, и, наконец, целесообразно использовать лист крышки для приваривания к контейнерам и т.п., при этом лист штампуют в конечной форме листа крышки до приваривания к контейнеру, указанный лист крышки приваривают к контейнеру при помощи сварочного слоя полиэтилентерефталата, обращенного к контейнеру, и крышка при последующем отделении от упаковки оттягиванием листа оставляет слой полиэтилена на подложке (4) из полиэтилентерефталата, и сварочный слой полиэтилентерефталата остается на контейнере в зоне сваривания, поскольку сварочные слои полиэтилена и полиэтилентерефталата будут расслаиваться только в зоне сваривания. Это обеспечивает то, что когда крышку оттягивают от контейнера, будет происходить полностью точное расслаивание слоя полиэтилена и слоя сварочного полиэтилентерефталата, таким образом, обеспечивая то, что лист снимают без разрывания крышки на части.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Пример способа создания листа крышки в соответствии с изобретением и его использование будет описано более полно ниже со ссылками на чертежи, на которых:
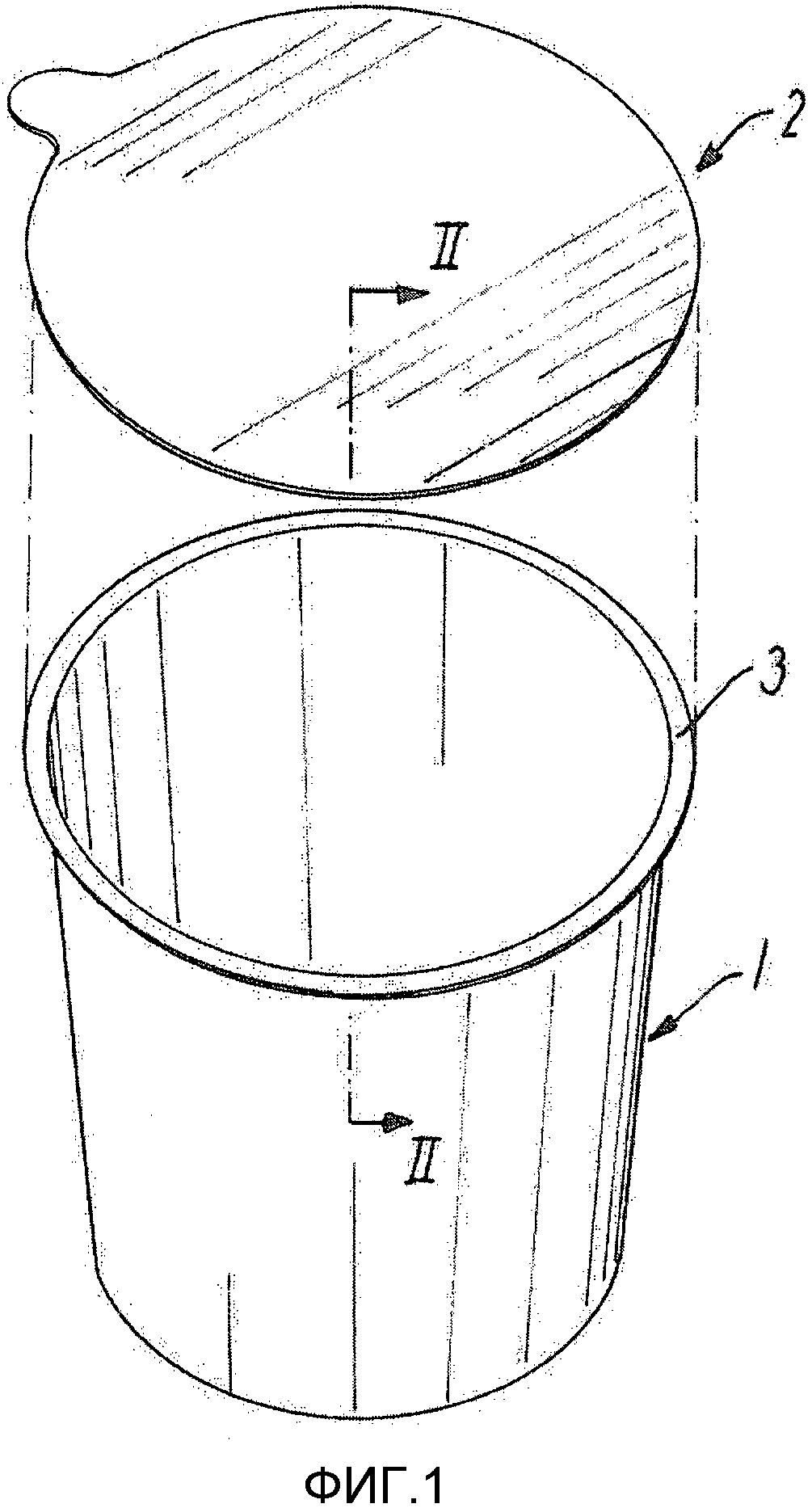
Фиг. 1 - вид чашки с листом крышки до сваривания, и
Фиг. 2 - вид сечения чашки и листа крышки после оттягивания при открывании, видимого в направлении II-II на фиг. 1.
ОПИСАНИЕ ПРИМЕРНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Пример на фиг. 1 показывает контейнер 1, который выполнен из полиэфира (полиэтилентерефталата), например, аморфного полиэфира (аморфного полиэтилентерефталата) или кристаллического полиэфира (кристаллического полиэтилентерефталата).
Контейнер может быть контейнером типа, который известен как упаковка для воды, фруктовых соков, салатов или подобных продуктов. Но он также может быть лотком и т.п. для смешанных продуктов или бутылкой для молока или безалкогольных напитков.
В показанном примере контейнер 1 снабжен верхней закраиной 3, которая, например, плоская на верхней стороне для обеспечения приваривания крышки к закраине.
Когда этот контейнер 1 заполнен его содержимым, он должен быть закрыт крышкой 2. Эта крышка 2, предпочтительно, отштампована предварительно и, таким образом, приспособлена к проему контейнера 1.
Эта крышка 2, которая состоит из листового ламината, показана видом в сечении на фиг. 2. Она содержит подложку 4 из полиэтилентерефталата, которая прозрачна и может иметь толщину от 23 до 50 мкм, например, толщину, составляющую 30-40 мкм. Толщина приспособлена к требованиям по прочности, барьерным свойствам, размерам и т.д.
На этой подложке 4 слой полиэтилена, который обозначен ссылочной позицией 5a, и сварочный слой полиэтилентерефталата, который обозначен ссылочной позицией 5b, выполнены посредством соэкструдирования прямо на поверхность предшествующей подложки 4 из полиэтилентерефталата. Сварочный слой 5b из полиэтилентерефталата предназначен для сваривания с закраинной частью 3 контейнера.
Слой 5a полиэтилена может быть выполнен из гомополимера или сополимера полиэтилена, при этом пригодный сополимер полиэтилена представляет собой акриловый сополимер полиэтилена или этилвинилацетата (ЕVА), содержащий полиэтилен, и будет называться просто слоем полиэтилена. Было обнаружено, что эти сополимеры показали достаточное связывание со слоями полиэтилентерефталата в листе, который особенно пригоден относительно подложки из полиэтилентерефталата. Кроме того, использование любого из этих сополимеров обеспечивает то, что расслаивание между сварочным слоем полиэтилентерефталата и слоем полиолефина, то есть слоем полиэтилена, происходит только в зоне сваривания. Сварочный слой 5b полиэтилентерефталата аналогично может быть гомополимером или сополимером полиэтилентерефталата и будет назван сварочным слоем из полиэтилентерефталата. Наиболее пригодным материалом для сварочного слоя является полиэтилентерефталатгликоль, чистый аморфный полиэфир, который не кристаллизуется, то есть он остается аморфным. Это приводит к получению сварочного слоя с улучшенными характеристиками сваривания в отличие от нормального полиэфира, который теряет его характеристики сваривания, когда он кристаллизуется при температурах значительно ниже 220-230°С, которые являются максимальными уровнями температуры для уплотнения вследствие точки размягчения пленки подложки из полиэтилентерефталата.
Эти два слоя 5a и 5b, предпочтительно, применяют в общем количестве, составляющем от 7 до 25 г/м2 или соответствующем приблизительно 7-22 мкм. Слой полиэтилена, предпочтительно, имеет толщину, составляющую 5-15 г/м2, соответствующую приблизительно 5,5-17 мкм, и слой сварочного полиэтилентерефталата, предпочтительно, имеет толщину 2-10 г/м2 или соответствующую приблизительно 2,8-7,5 мкм.
В предпочтительном варианте осуществления изобретения подложка 4 из полиэтилентерефталата имеет нанесенный на нее грунтовочный слой 6, который обеспечивает усиленную адгезию между полиэфиром (полиэтилентерефталатом) в подложке 4 и слоем 5a полиэтилена в соэкструдированном слое 5, который нанесен на подложку 4. Предпочтительный грунтовочный слой основан на акриле и содержит полиэтиленимин (PEI), где особенно полиэтиленимин обеспечивает усиленную адгезию между подложкой 4 из полиэтилентерефталата и слоем 5a полиэтилена. Предельное значение адгезии пока еще не совсем ясно, но ожидается, что она будет в пределах 5-20 Н для испытательной ленты шириной 15 мм.
Альтернативный вариант выполнения этого листа 2 содержит экструзию подложки 4 и, посредством соэкструдирования, создание слоя 5 первым слоем 5a и дополнительным сварочным слоем 5b из полиэтилентерефталата, при этом указанные слои 4, 5 соединяют друг с другом для формирования листа 2 крышки.
Предпочтительно, лист крышки каландрируют сразу после нанесения соэкструдированного слоя на прозрачную подложку из полиэтилентерефталата.
Эти способы дают преимущество в том, что листовой ламинат 2 будет прозрачным и будет поддающимся сварке по всей его протяженности. Таким образом, крышки любой формы и размера могут быть отштампованы из рулона листа, поскольку крышка может быть приспособлена к размеру и форме упаковки. Крышка 2 может наноситься с рулона листа или, предпочтительно, может быть отштампована в ее конечную форму до того, как она будет нанесена на контейнер 1.
В связи с заполнением контейнеров, например, чашек в загрузочной машине крышка, предпочтительно, предварительно отштампованная в ее конечной форме, впоследствии наносится посредством наложения и приваривания к закраинной части 3.
Когда контейнер, таким образом, заполнен и закрыт крышкой 2, пользователь будет в состоянии снять крышку, оттягивая язычок крышки, как показано на фиг. 2.
Тем самым слой 5a полиэтилена и сварочный слой 5b полиэтилентерефталата будут отделены, расслоены таким образом, что оттягивание при вскрытии - контролируемое и полностью точное. Таким образом, сварочный слой полиэтилентерефталата останется на контейнере в зоне сваривания, например, на его закраине и останется на крышке 2 в непривариваемой зоне.
Так как эти два слоя 5a и 5b относительно жесткие, размеры подложки 4 можно уменьшить, таким образом, уменьшая вес, а также расход материала. Кроме того, в результате увеличения жесткости листа крышки штампованные крышки не скручиваются после штамповки.
В случае необходимости дополнительный слой с печатью/цветом может быть нанесен известным образом или до, или после штамповки крышек, также как и дополнительный барьерный слой может в случае необходимости быть нанесен на лист крышки, например, до покрытия и/или штамповки.
Реферат
Изобретение относится к многослойным полимерным материалам для применения в упаковке, в частности для штамповки крышек для упаковок или контейнеров, и касается листа, способа изготовления и применения этого листа в качестве крышки для упаковки. Лист содержит прозрачную подложку из полиэтилентерефталата, при этом лист получают посредством покрытия прозрачной подложки из полиэтилентерефталата дополнительным слоем, который наносят поверх прозрачной подложки из полиэтилентерефталата путем соэкструдирования слоя полиолефина и сварочного слоя аморфного полиэтилентерефталата для формирования листа. Соэкструдирование слоя полиолефина и сварочного слоя полиэтилентерефталата поверх прозрачной подложки из полиэтилентерефталата осуществляют таким образом, что слой полиолефина расположен между прозрачной подложкой из полиэтилентерефталата и сварочным слоем полиэтилентерефталата. Изобретение обеспечивает возможность контролируемого расслаивания посредством отделения слоя полиэтилена от слоя сварочного полиэтилентерефталата только в зоне сваривания, когда лист оттягивают от контейнера, а также обеспечивает листу прозрачность и отсутствие скручивания, когда он отштампован для получения крышек до нанесения на контейнеры. 4 н. и 20 з.п. ф-лы, 2 ил., 1 пр.
Формула
Документы, цитированные в отчёте о поиске
Полиолефиновые композиции с высокой теплостойкостью, низким содержанием экстрагируемых гексаном веществ и регулируемым модулем упругости
Комментарии