Экструзионное устройство - RU2339515C2
Код документа: RU2339515C2
Чертежи



Описание
ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к устройству для формования, в котором используется движущийся формующий туннель с внутренней турбулентностью воздуха для обеспечения затвердевания формы изделия в формующем туннеле.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Из работы экструдеров для пластмассы, в которых используется движущийся формующий туннель, известно, что важно обеспечить эффективное охлаждение внутри формующего туннеля. Эта эффективность требуется потому, что движущийся формующий туннель имеет относительно малую длину по сравнению с используемыми экструдерами.
Фирма Corma Inc., расположенная в г.Торонто провинции Онтарио в Канаде, за последние несколько лет разработала различные способы охлаждения пластмассовых труб, отформованных экструдером с движущимся формующим туннелем. Некоторые из этих способов включают в себя нагнетание воздуха из конца формующего туннеля, расположенного ниже по потоку пластмассы, в направлении против потока пластмассы в формующем туннеле. Фирма Corma Inc. не применяет нагнетание охлаждающего воздуха в направлении по потоку в формующем туннеле, т.к. это приводит к тому, что охлаждающий воздух проходит через пресс, охлаждая его, что является нежелательным. Кроме того, этот процесс привел бы к нагреву охлаждающего воздуха. Указанный пресс должен оставаться в предусмотренном нагретом состоянии для обеспечения соответствующего потока расплавленной пластмассы через пресс в формующий туннель.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Фирма Corma Inc. обнаружила, что затвердеванию труб, изготовляемых в экструдерах, в которых используется движущийся формующий туннель, внутри формующего туннеля можно содействовать при помощи турбулентности воздуха внутри самого формующего туннеля, без необходимости в дополнительном охлаждении турбулентного воздуха.
В связи с этим предлагаемое изобретение фирмы Corma Inc. относится к устройству экструзии, которое экструдирует непрерывные длинные полые пластмассовые изделия, например пластмассовые трубы или другие подобные изделия, и в котором внутри формующего туннеля имеется внутренняя турбулентность воздуха. Устройство содержит экструдер, который подает расплавленную пластмассу через головку в формующий туннель, образованный перемещающимися бок о бок формующими блоками. Пластмассовому изделию придают форму внутри формующего туннеля. Устройство содержит средства создания турбулентности воздуха для обеспечения затвердевания изделия с нужной формой. Указанные средства содержат перемещающий воздух элемент, который фактически расположен внутри изделия в формующем туннеле. Для этого элемента также предусмотрен источник энергии. Источник энергии расположен, однако, снаружи формующего туннеля и приводит в движение перемещающий воздух элемент при помощи средств передачи энергии, по которым энергию подают от источника энергии через головку экструдера к указанному элементу.
В соответствии с описанным выше изобретением движущийся воздух, который вызывал бы неблагоприятное охлаждение головки экструдера, не проходит через нее. Для сравнения, даже если источник энергии для перемещающего воздух элемента находится снаружи формующего туннеля, единственное движение воздуха внутри формующего туннеля создают средства передачи энергии от источника энергии к указанному элементу, проходящие через головку экструдера. Эти средства не производят какого-либо неблагоприятного охлаждения указанной головки.
Подача энергии к перемещающему воздух элементу от источника энергии через головку экструдера, расположенную выше по потоку от формующего туннеля, устраняет потребность в установке дополнительного рабочего оборудования на расположенном ниже по потоку конце туннеля, где его было бы трудно разместить из-за непрерывного выхода изделия через расположенный ниже по потоку конец туннеля.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Как указанные выше, так и другие преимущества и особенности предлагаемого изобретения описаны более подробно в соответствии с предпочтительными вариантами выполнения настоящего изобретения, при этом:
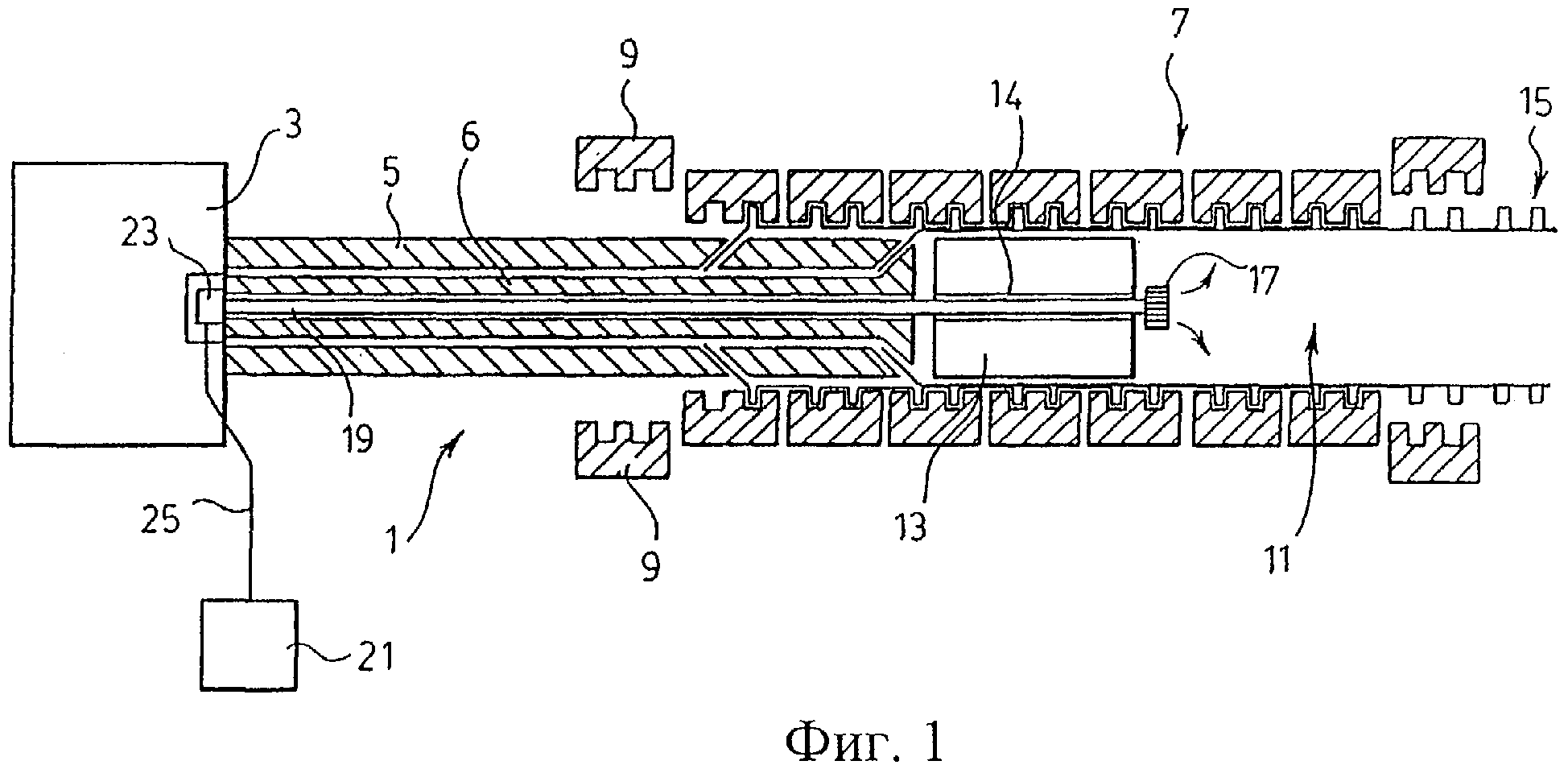
Фиг.1 схематично изображает вид экструдера пластмассовой трубы с движущимся формующим туннелем, внутри которого воздух имеет турбулентность, в соответствии с предпочтительным вариантом выполнения настоящего изобретения;
Фиг.2 представляет увеличенное изображение внутренней области формующего туннеля, показанного на фиг.1;
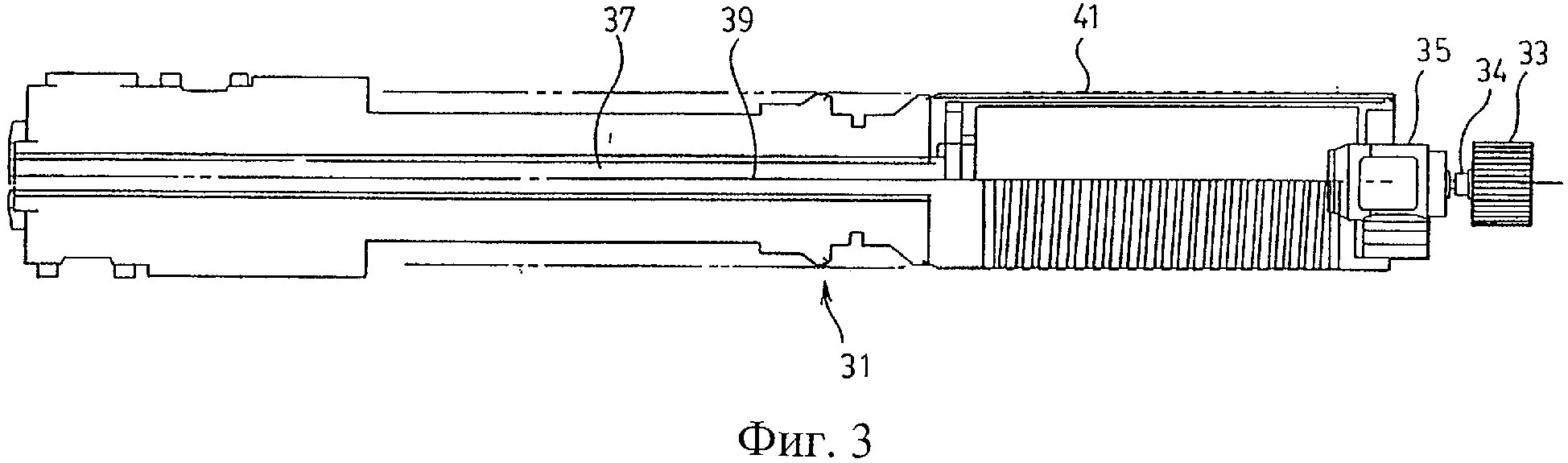
Фиг.3 изображает вид головки экструдера сбоку с приспособлениями, которые находятся на расположенном ниже по потоку конце головки, создают турбулентность воздуха и включены в состав экструдера пластмассовых труб с движущимся формующим туннелем в соответствии с дополнительным предпочтительным вариантом выполнения настоящего изобретения;
Фиг.4 представляет собой увеличенное изображение расположенного ниже по потоку конца головки, показанной на фиг.3;
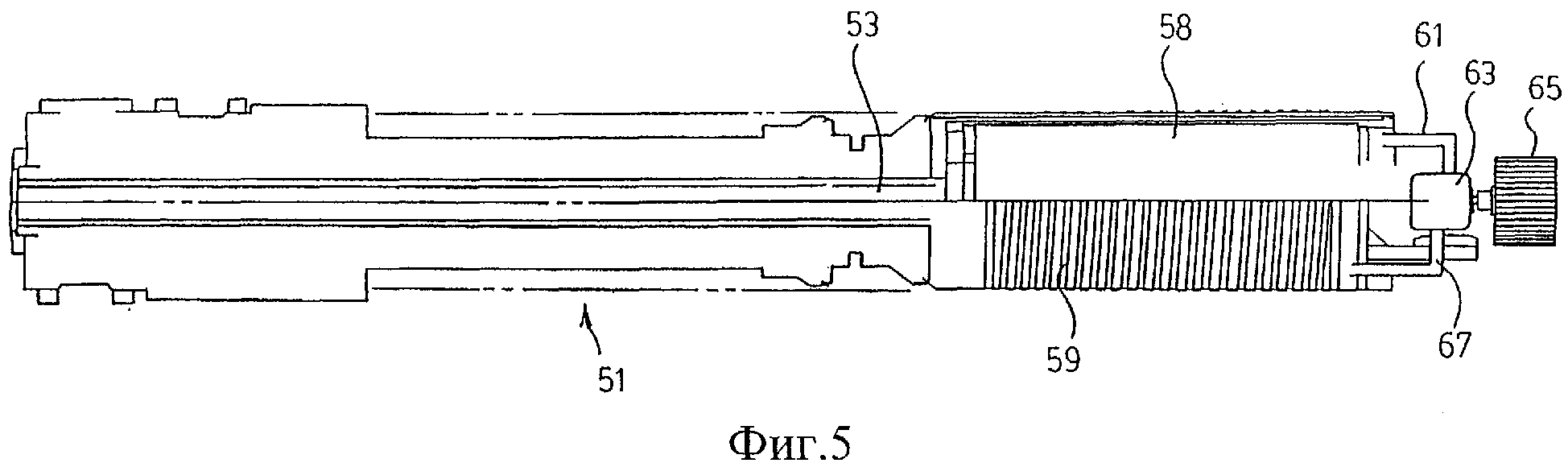
Фиг.5 изображает вид головки экструдера сбоку с приспособлениями, которые находятся на расположенном ниже по потоку конце головки, создают турбулентность воздуха и включены в состав экструдера пластмассовых труб с движущимся формующим туннелем, в соответствии с еще одним предпочтительным вариантом выполнения настоящего изобретения;
Фиг.6 представляет собой увеличенное изображение расположенного ниже по потоку конца головки, показанной на фиг.5; и
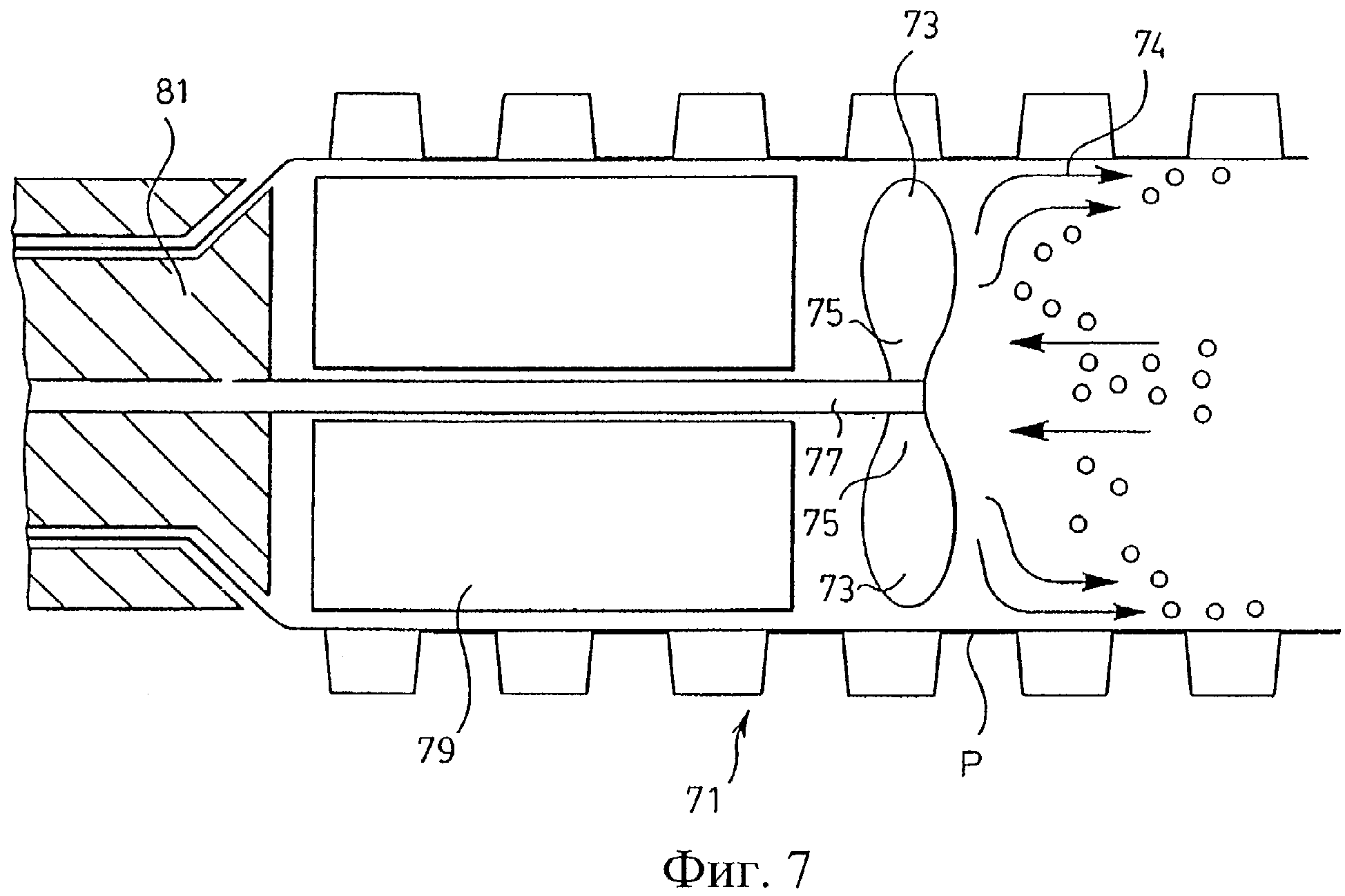
Фиг.7 представляет собой увеличенное изображение расположенного ниже по потоку конца головки для использования с экструдером пластмассовых труб, соответствующего еще одному дополнительному предпочтительному варианту выполнения настоящего изобретения.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Фиг.1 изображает обозначенное позицией 1 устройство экструзии. Это устройство содержит экструдер 3, который обеспечивает подачу расплавленной пластмассы через головку 5 в движущийся формующий туннель, обозначенный позицией 7. Этот формующий туннель образован секциями 9 формующих блоков на противоположных сторонах туннеля. Секции формующих блоков перемещаются бок о бок и смыкаются в расположенном ниже по потоку конце головки экструдера для обеспечения формовочного пути для образования непрерывной длинной пластмассовой трубы, обозначенной позицией 15. На расположенном ниже по потоку конце головки 5 находится охлаждающая вставка 13, вокруг которой из головки вытекает пластмасса и которая обеспечивает затвердевание трубы нужной формы; при этом пластмасса также находится на лицевых поверхностях формы из за всасывания через формующие блоки.
В соответствии с предложенным изобретением турбулентность воздуха создается внутри трубы 15, пока та находится в формующем туннеле. Эта турбулентность воздуха способствует затвердеванию трубы с нужной формой, пока труба находится в формующем туннеле.
Турбулентность воздуха создают с помощью перемещающего воздух элемента, например ротора 17, который фактически расположен внутри трубы в находящемся ниже по потоку конце охлаждающей вставки 13. В варианте выполнения, изображенном на фиг.1, ротор 17, который, как лучше видно из фиг.2, содержит вращающееся колесо, имеющее большое количество лопастей 18, расположенных по периферии колеса. Это колесо вращают с помощью приводного вала 19. Этот приводной вал проходит через канал 6 в центре головки 5 и затем через дополнительный канал 14 в центре охлаждающей вставки 13 к ротору 17.
Конец вала 19, расположенный у находящегося выше по потоку конца головки 5, приводят во вращение двигателем 23, расположенным вне головки. Двигатель 23 снабжают электропитанием с помощью источника 21 питания, соединенного проводкой 25 с двигателем 23.
Фиг.3 изображает видоизмененный вариант привода ротора, размещенного внутри движущегося формующего туннеля. Точнее, фиг.3 изображает головку 31 и присоединенную к ней охлаждающую вставку 41. На расположенном ниже по потоку конце охлаждающей вставки 41 расположен ротор 33, создающий турбулентность воздуха. В этом случае двигатель 35, предназначенный для вращения ротора 33, расположен непосредственно рядом с ротором. Охлаждающая вставка 41 на своем нижнем по потоку конце имеет углубление, обеспечивающее опору двигателю 35. Двигатель 35 имеет вал 34, проходящий к ротору 33.
Проводка 39, обеспечивающая электропитанием двигатель 35, проходит через охлаждающую вставку 41 по оси вверх по потоку и назад через центральный канал 37, имеющийся в головке 31. Эта проводка затем присоединена к источнику питания снаружи устройства.
В обоих описанных выше случаях ротор приводят в движение электродвигателем, который в одном примере расположен вне головки экструдера и формующего туннеля, а в другом примере он расположен прямо внутри формующего туннеля. Однако в обоих случаях источник электропитания для двигателя расположен вне головки и ни в одном случае проводка от источника питания к ротору не производит какого-либо охлаждения головки.
Фиг.5 и 6 изображают другой предпочтительный вариант выполнения настоящего изобретения. В соответствии с этим вариантом выполнения на расположенном ниже по потоку конце охлаждающей вставки 58 расположен перемещающий воздух элемент 65, представляющий собой лопастное колесо, причем указанная вставка, в свою очередь, находится на расположенном ниже по потоку конце головки 51. В рабочем состоянии охлаждающая вставка, находящийся ниже по потоку конец головки и лопастное колесо расположены внутри движущегося формующего туннеля экструдера пластмассы.
В этом частном варианте выполнения головка 51 имеет центральный канал 53, который подает воду под давлением в закрытый контур 59, который получают путем обматывания по спирали охлаждающей вставки 58. Головка 51 хорошо изолирована от канала 53 с водой для предотвращения неблагоприятного охлаждения головки водой и, кроме этого, предотвращения существенного нагревания воды головкой, прежде чем вода достигнет охлаждающей вставки.
В соответствии с настоящим изобретением находящаяся под давлением вода, протекающая через головку и охлаждающую вставку, вытекает из охлаждающей вставки в дополнительную проточную линию 61. Эта проточная линия направляет воду, все еще находящуюся под давлением, в водяную турбину 63. Водяная турбина 63 приводным валом 64 соединена с лопастным колесом 65. Водяная турбина загерметизирована таким образом, что вода из турбины не попадает в формующий туннель, а выходит из нее через выходной патрубок 67 и затем течет назад через проход 53 в головке 51.
Снаружи головки расположен источник давления для воды, которая приводит в движение турбину 63 и вращает ротор 65. В этом случае поток воды под давлением от этого источника обеспечивает перенос энергии от источника давления для воды через головку к турбине и ротору.
Фиг.7 изображает другой предпочтительный вариант выполнения настоящего изобретения. В соответствии с этим вариантом выполнения система, создающая турбулентность воздуха, обозначенная позицией 71, используется для обеспечения затвердевания пластмассовой трубы Р с нужной формой внутри формующего туннеля экструдера пластмассы. Система 71, создающая турбулентность, содержит лопасти пропеллерного типа, каждая из которых имеет наружную часть 73 большего размера и внутреннюю часть 75 меньшего размера, прикрепленную к приводному валу 77. Приводной вал 77 проходит в направлении против потока по оси через охлаждающую вставку 79 и головку 81 устройства экструзии. Отметим еще раз, что источник энергии для вращения вала 77 и лопастей пропеллерного типа, закрепленных на валу, расположен вне головки.
В этом частном варианте выполнения лопасти пропеллерного типа создают исключительно эффективный воздушный поток. Более конкретно, турбулентность, создаваемая наружными частями 73 лопастей, больше, чем турбулентность, создаваемая внутренними частями 75 лопастей. Это создает такой характер движения воздуха внутри формующего туннеля, при котором воздух, перемещаемый наружными частями лопастей и обозначенный стрелками 74, является воздухом относительно более высокого давления, принудительно перемещаемым в направлении по потоку вдоль внутренней поверхности трубы Р. Эта турбулентность воздуха вдоль трубы способствует затвердеванию трубы с нужной формой, пока та находится в формующем туннеле.
В результате этого воздух внутри трубы, который нагревается из-за его близости к трубе, выталкивается лопастями наружу через открытый расположенный ниже по потоку конец формующего туннеля. В то же самое время части 75 лопастей, которые создают намного меньшее давление воздуха, чем части 73 лопастей, втягивают воздух благодаря отрицательному давлению. Поэтому внутренние части лопастей втягивают более холодный воздух в направлении стрелок 76 извне формующего туннеля в открытый конец туннеля в направлении против потока, назад к лопастям пропеллера. Этот воздух затем компенсирует потери воздуха, вытесненного лопастями в направлении по потоку, и его преимущество заключается в том, что он холоднее, чем вытесненный воздух.
Если требуется дополнительное затвердевание трубы в формующем туннеле, то через расположенный ниже по потоку конец формующего туннеля также может быть введен компенсирующий потери воздух, специально охлажденный для охлаждения трубы. Кроме этого, в компенсирующий потери воздух может быть добавлена влага, обозначенная номером позиции 81, для обеспечения дополнительного охлаждения трубы в формующем туннеле.
Несмотря на то что подробно описаны различные предпочтительные варианты настоящего изобретения, специалистам в этой области техники следует понимать, что возможны различные изменения формы и деталей без отклонения от сущности и объема правовой охраны изобретения, как это определено в прилагаемой формуле изобретения.
Реферат
Изобретение относится к устройству для формирования. Экструзионное устройство, которое экструдирует непрерывное длинное полое пластмассовое изделие, содержит экструдер. Экструдер подает расплавленную пластмассу через головку в формующий туннель. Туннель образован движущимися бок о бок формующими блоками. В указанном устройстве воздух внутри изделия, находящегося внутри формующего туннеля, имеет турбулентность для обеспечения затвердевания изделия с нужной формой. Турбулентность воздуха обеспечивается перемещающим воздух элементом, расположенным внутри изделия в формующем туннеле, и источником энергии для указанного элемента, расположенным вне формующего туннеля. Также имеются средства передачи энергии для подачи энергии от источника энергии к перемещающему воздух элементу через указанную головку без ее охлаждения. Подача питания к перемещающему воздух элементу от источника питания через головку экструдера, расположенную выше по потоку от формующего туннеля, устраняет потребность в установке дополнительного рабочего оборудования на расположенном ниже по потоку конце туннеля. 10 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для изготовления из пластмассы ребристых труб с гладкой внутренней поверхностью
Комментарии