Устройство для изготовления из пластмассы ребристых труб с гладкой внутренней поверхностью - SU1570646A3
Код документа: SU1570646A3
Чертежи


Описание
Изобретение относится к изготовлению трубчатых изделий из пластмассы и может быть использовано в химической промьтгленности.
Гель изобретения - повышение качества труб.
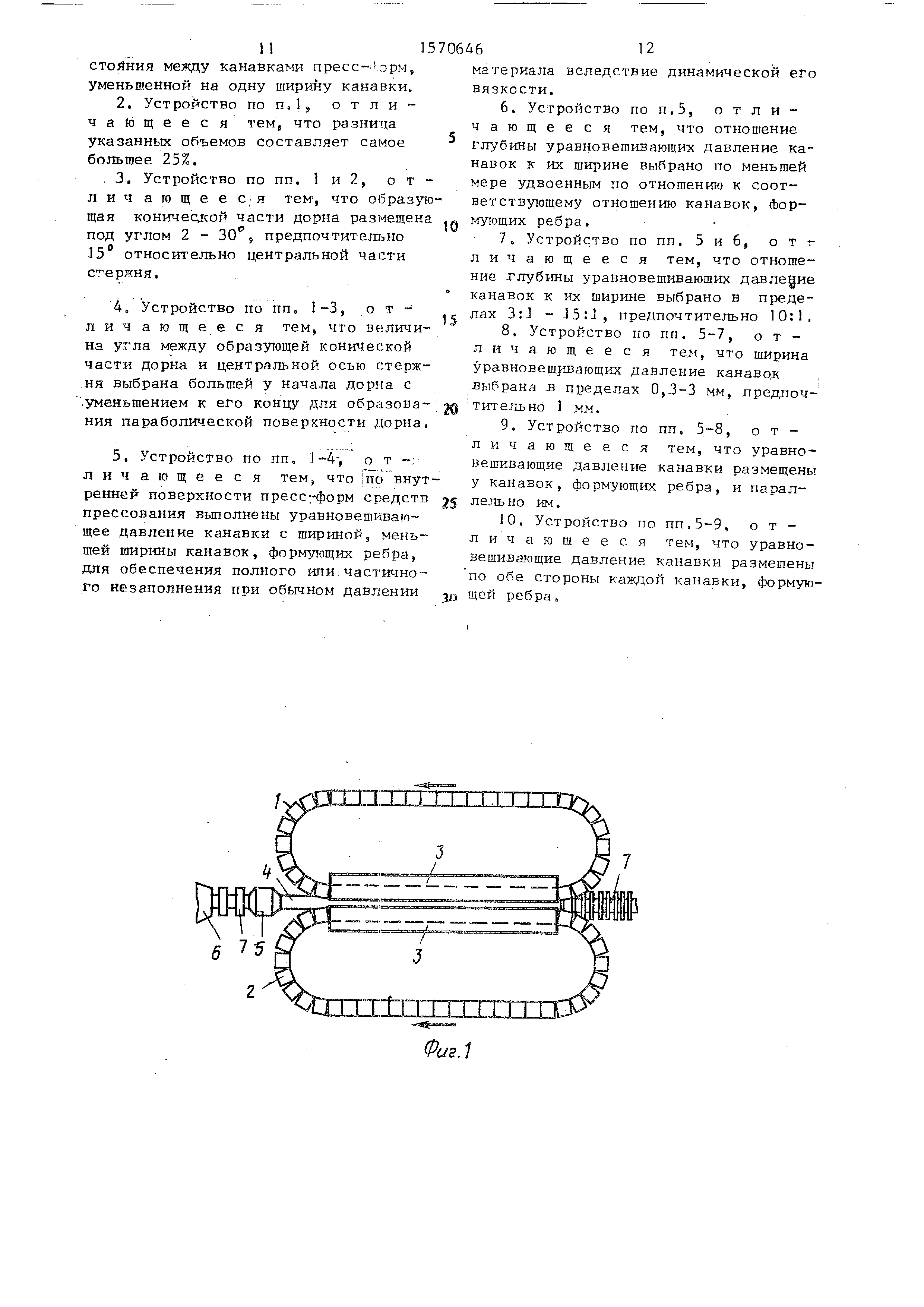
На фиг.1 дано устройство для производства ребристых труб, общий вид;-ч на фиг.2 - то же, продольный разрез;
на фиг.З - то же, первый вариант; на . фиг.4 - то же, с потоком пластмассо- вото материала; на фиг.5 - то же, вариант; на фиг.6 - то же, с уравновешивающими давление канавками.
Устройство (фиг.1) для изготовления ребристых труб содержит металлические пресс-бормы I и 2, средства прессования, установленные с возмож U4
ностью движения вокруг двух бесконечных путей с замкнутой траекторией и соединения друг с другом в пределах участка направляющих рельсов 3 для образования цилиндрической пресс-формы . Экструдер 4, соединенный с профилирующей головкой 5 средства 6 подачи материала, проходит в упомянутую пресс-форму. Готовая труба выходит с другого конца пресс-формы3 образуемой металлическими пресс-формами 1 и 2, Головка 5 соединена со средством 6 переходником 7,
Шпиндель 8 (фиг.2) расположен на центральной оси устройства полностью в пределах экструдера 4 и содержит часть5 имеюшую постоянный диаметр, т.е. конически расширяющуюся часть 8а„ Дорн 9 расположен после расширяю- щейся части шпинделя 8 полностью за пределами экструдера 4, причем сердечник 10, имеющий постоянный диаметр , расположен после дорна 9. Сердечник 10 снабжен охлаждающими сред- ствами для повышения жесткости трубы. Шпиндель 8, дорн 9 и сердечник 10 .образуют стержень устройства,
Зкструдер 4 и часть шпинделя 8а образуют между ними трубчатый канал - кольцеобразное (кольцевое) сопло 113 через которое пластмассовый материал, который должен прессоваться, подается в формующее пространство 12, определяемое стержнем, металлическими пресс формами 1 и 2 и дорном 9 Для того, чтобы получать трубу, имеющую ребристую внешнюю поверхность, внутренняя поверхность металлических пресс-форм 1 и 2 имеет совокупность разнесенных друг от друга на некоторое расстояние канавок 13, в которые принудительно подается пластмассовый материал для формования трубы.
Предлагаемое устройство обеспечи- вает исключительно плавный поток пластмассового материала благодаря определенному пропорционированию объемов двух частей 14 и 15 Формующего пространства J2 относительно друг друга (фиг.2).
Полость 14, объем-которой называется рабочим объемом, является кольцеобразной и имеет треугольное поперечное сечение. Эта полость 14 определяется между плоскостью 16, приле- жащей к торцовой поверхности экструдера 4 перпендикулярно к центральной линии дорна 9, поверхностью 17 дорна
о
5
0
и поверхностью 18, содержащей огибающую поверхность сердечника 10. Пространство J5, объем которого называется объемом наполнения, составляется объединенным объемом канавок 13, расположенных между экструдером 4 и сердечником 10, т.е. рядом или в пределах участка дорна 9, в каждый отдельно взятый момент. Объемы полостей 14 и 15 являются идентичными, причем самое большое отключение составляет примерно 25%,
Длина дорна 9 (фиг.2) в три раза больше, чем расстояние между канавками 13. Целесообразно, чтобы длина дорна 9 соответствовала кратной величине упомянутого расстояния. При длине дорна -9, соответствующей кратной величине расстояния между канавками 13, уменьшенной на одну ширину канавки 13, изменение давления является минимальным. Образующая поверхности 17 дорна 9 находится под углом примерно 20° по отношению к центральной оси стержня (фиг«2 ). Этот угол может варьироваться от 2 до 30°, причем наиболее преимущественным углом является угол примерно 15°. Точная величина угла определяется требуемым рабочим объемом. Поверхность 17 дорна не является чисто цилиндрической, а искривляется до некоторой степени по дуге так3 чтобы угол между образующей и центральной осью стержня был самым большим у начала дорна 9 и самым малым у его конца, т.е. является параболической .
Дорн 9 образуется цилиндрической частью 9а (фиг.З), расположенной у шпинделя 8 и соединенной с конически расширяющейся частью 9Ъ, которая соединяется с цилиндрическим сердечником 10, Рабочий объем этого устройства составляется аналогично показанному на фиг.2, т.е. эта полость определяется между плоскостями 16 и поверхностью 37, которая в этом случае также расположена над цилиндрической частью 9а дорна 9, Объем наполнения этого устройства составляется канавками 13, расположенными внутри участка поверхности 17. Эти канавки 13 располагаются на определенном уровне. Объем наполнения канавок 13 должен заполняться пластмассовым материалом так, чтобы общий объем всех канавок мог быть больше, чем объем полости 14 (фиг.З и 6). Стержень 8 располагается
на центральной линии устройства, со- держит цилиндрическую часть и конически расширяющуюся часть, которая снабжена охлаждающейся частью, имеющей постоянный диаметр и содержащей полости не показаны) для охлаждающего агента. Экструдер 4 и стержень 8 образуют между ними кольцеобразное сопло 9, через которое пластмассовый материал подается в формующую полость 11 , определяемую металлическими пресс-формами 1 и 2, стержнем и экструдером 4. Для того, чтобы получать трубу, имеющую ребристую внешнюю поверхность, внутренняя поверхность металлических пресс-форм 1 и 2. снабжена взаимно разнесенными кольие- |образными канавками 13, в которые (принудительно подается пластмассовый материал для образования ребер.
Внутренняя поверхность металлических пресс-форм 1 и 2 снабжена уравновешивающими давление дополнительными канавками 19, которые имеют такие размеры, чтобы они оставались полностью или частично пустыми при обычном давлении материала с учетом его динамической вязкости.
Уравновешивающие давление канавки 19 фиг.5 и 6) являются очень узкими 0,3 - 3 мм, предпочтительно 1 мм, и располагаются по обеим сторонам реберных канавок 13 параллельно последним .
Уравновешивающие давление канавки 19 являются очень глубокими по ширине , соотношение их глубины и ширины составляет (3:1) - (15:1), предпочтительно 10:1. Если ширина канавки составляет , например, 1 мм, она имеет глубину 10 мм. Уравновешивающие давление канавки 19 обычно согласуются с реберными канавками 13, имеющими ширину 4 мм и глубину 14 мм. Однако эти размеры уравновешивающих давление канавок 19 и соотношения между канавками 19 и 13 зависят от материала , используемого для трубы, особенно от его динамической вязкости.
Слой 20 пластмассового материала, ближе расположенный к шпинделю 8 и дорну 9 и показанный линиями поперечной штриховки (бит,4), проходит в виде ламинарного потока в пространство между сердечником 10 и металлическими пресс-формами. 1 и 2, где он образует стенку трубы. Слой пластика 21 , расположенный ближе к экструдеру 4 и показанный параллельными линиями, подается в канавки 13 металлических npecft- форм 1 и 2, причем прессуется полнос - тью в соответствии с внутренней по- верхностью металлических пресс-форм 1 и 2.
В процессе производства труб посредством предлагаемого устройства
находящийся под давлением пластмассовый материал подается через .канал-сопло 1 J в формующую полость 12.
Объем материала, подаваемого через кольцеобразный канал в единицу времениг , регулирует так, чтобн он был по меньшей мере равным сумме объема стенки трубы, которая формуется, и объема наполнения тех канавок 13 прес- суюших средств, которые проходят мимо
кольцеобразного канала в течение упомянутой единицы времени, и равным объединенному объему тех канавок средств прессования, которые проходят мимо этого кольцеобразного канала и
стенки трубы, которая формуется в течение упомянутой единицы времени. Скорость подачи материала в сопло 11 поддерживается равной скорости движения металлических пресс-форм 1 и 2.
Скорость подачи материала может отклоняться от скорости движения средств прессования на 25%. Часть 20 материала образует стенку трубы, часть 21 подается в канавки 13 и наполняет их, при этом металлические пресс-формы 1 и 2 смещаются в направлении стрелки, показанной на Фиг.2 и 3. Поскольку рабочий объем 14 и объем 15 наполнения являются идентичными, поток материала очень плавный и ровный в формующем пространстве 12, так что здесь не имеется никаких больших включений воздуха или слабых швов между различными слоями материала в
пределах участка сердечника 10.
Поток материала может регулировать ся в осевом и радиальном направлениях варьированием отношения между температурами металлических пресс-Лорм 1
и 2 и стержня. Например, если канавки 13 металлических пресс-форм 1 и 2 не наполняются полностью, температура стержня может понижаться, а температура металлических пресс-форм I
и 2 может повышаться так, чтобы осевой поток материала тормозился, а радиальный поток ускорялся. В результате этого канавки 13 наполняются лучше .
Посредством предлагаемого изобретения легко производить трубы, ребра которых делаются из пластмассовых материалов различных свойств, которые могут, например, отличаться в цвете, или могут делаться из материала с модифицированной ударной вязкостью, между тем как стенка трубы - из обыкновенного пластмассового материала. В этом случае пластмассовый материал подается из кольцеобразного канала 11 в качестве двух концентрических слоев , которые соответствуют слоям 20 и 21 на фиг.40 Эти слои подаются че- рез отдельные экструдеры (не показаны .
Б процессе производства труб .посредством предлагаемого устройства (фиг,5 и б) находящийся под давлени- ем пластмассовый материал подается через сопло в формующее пространство 12. Часть этого материала образует стенку трубы, между тем как остальной материал подается в реберные канавки 13 металлических пресс-форм 1 и 2, чтобы наполнить их одновременно, когда металлические пресс-формы 1 и 2 смещаются в направлении стрелки, показанной на фиг.5. Объем формующего пространства резко меняется, когда канавка 13 достигает формующего пространства По этой причине и3 возможно , вследствие колебаний подачи материала и скорости движения металличес- ких пресс-форм 1 и 2 давление материала , текущего через формующее пространство 12, в большой степени меняется . Однако, благодаря уравновешивающим давление канавки 19 максимумы (пики) давления не являются такими высокими, известных устройствах , так как материал может выступать в уравновешивающих давление канавках 19, причем последние действу- ют как предохранительные клапаны. Степень наполнения этих уравновешивающих давление канавок 19 зависит от высоты максимумов (пиков) давления . При нормальных условиях образу- ется только низкий выступ материала внутри уравновешивающих давление канавок 1 9 (фиг. 6) ,
Таким образом, уравновешивающие давление канавки 19 могут располагатся , кроме непосредственной близости от реберных канавок 13, например в середине между последними. Уравновешивающие давление канавки 9 необязательно должны проходить параллельно реберным канавкам, а могут иметь и другое направление. Проводившиеся испытания показывают, что пластиковый материал, текущий внутри экструдера 4 ближе всего к шпинделю 8, проходит вдоль поверхности дорна 9 без какой- либо турбулентности к участку сердечника 0, где он образует бездефектную стенку трубы. Слой пластмассового материала, текущий внутри экструдера 4 ближе к стенке, полностью пропускается в канавки J3 металлических пресс-форм 1 и 2. Таким образом, получается очень плавный поток, в котором не имеется никаких завихрений и который, следовательно, позволяет получать трубы высокого качества. В предлагаемом устройстве не получается никаких ударных приложений давлений благодаря тоьу, что длине рабочего объема придается размер, при котором, когда одна канавка J3 металлической лресс-формы 1 и 2 закрывается, другая канавка 13 одновременно открывается .соплом так, что объем формующей полости 12 поддерживается постоянным.
Практические испытания показывают, что поток пластмассового материала находится в состоянии наибольшей степени плавности, когда длина дорна 9 равняется кратной величине расстояния между канавками 13, в частности учетверенной величине этого расстояния. Желательно, чтобы угол между образующей конически уширяющей части дорна 9 и центральной осью стержня составлял 2 - 30°, предпочтительно 15°. 1
Вследствие плавности этого потока угол между образующей конически расширяющейся части и центральной осью меняется таким образом, что он -.имеет его наибольшую величину в начале части дорна 9а а его наименьшую величину в конце этой части. Поверхность этой части дорна 9 может в силу этого быть параболической.
Заполняющийся объем канавок 13 представляет только часть объединенного объема этих канавок, которая определяет образование пиков давление внутри материала. Это осуществляется снабжением внутренней поверхности металлических пресс-сЬорм 1 и 2 не только канавками 13, образующими заполняющийся объем, но и значительно более узкими, уравновешивающими давление канавками 19, которые имеют такие) размеры, что они остаются полностью или частично пустыми при обычном давлении материала в этом устройстве в результате его динамической вязкости .
Посредством этих уравновешивающих давление канавок 19 не получается никаких максимумов (пиков) основного давления в пределах формующей полости , так как материал начинает поступать в уравновешивающие давление канавки 19, когда это давление превышает нормальную величину.
Благодаря уравновешивающим давле- . ние канавкам 1 9 предлагаемое устройство можно использовать для производства ребристых труб обычным способом так, чтобы канавки 13 металлических пресс-форм 1 и 2 заполнялись полнос- тью, посредством чего уравновешивающие давление канавки 19 предупреждают образование максимумов давления. Кроме того, предлагаемое устройство может использоваться для производства труб, имеющих ребра, неодинаковые по высоте, в силу чего уравновешивающие давление канавки 1 9 могут быть такими, чтобы они помогали поддерживать степень наполнения реберных канавок 13 при постоянном значении.
Для того, чтобы находящийся под давлением материал мог сначала наполнять реберные канавки 13 и только уравновешивающие давление канавки 19, если избыточно повышается давление, отношение глубины уравновешивающих давление канавок 19 к их ширине должно быть по меньшей мере удвоенным относительно соответствующей пропорции реберных канавок 13.
Это соотношение между.глубиной и шириной уравновешивающих давление канавок может находиться в диапазоне между 3:1 и 15:1, предпочтительно около 1Q:. Практически испытания показывают , что ширина уравновешивающих давление канавок составляет 0,1 - 3 мм, предпочтительно Г мм.
Однако приведенные соотношения и - размеры могут меняться согласно динамической вязкости используемого исходного материала и стандартному давлению данного устройства.
Для того, чтобы выступы, получающиеся в местах, где располагаются уравновешивающие давление канавки 19,
меньше препятствовали использованию этих труб, уравновешивающие давление ;- канавки 19 располагаются в непосредственной близости от реберных канавок
13 и параллельны им. Выступы, расположенные рядом с ребрами, не препятствуют , например, расположению уплотнит ельного кольца вокруг трубы между ребрами.
Для наличия достаточного количества уравновешивающих давление канавок 19 на формующей поверхности металлических пресс-форм и 2 уравновеши , вающая давление канавка 19 формируется с обеих сторон каждой реберной канавки 13..
Таким образом данное техническое решение предотвращает образование
Q турбентности . потока материала, за- диров на трубах, что повышает их качество .
Формула из обретения
5
1. Устройство для изготовления из пластмассы ребристых труб с гладкой внутренней поверхностью, содержащее экс трудер, стержень, расположенный по
Q центральной оси экструдера и .выполненный в виде шпинделя, размещенного внутри экструдера, конического дорна, выступающего из экструдера и соединенного с сердечником постоянного диаметра, образующим продолжение дор5 на, причем стержень смонтирован с об- . разованием трубчатого канала с экст- рудером, сообщенным с узлом подачи пла стического матер нала, с редс тва прессования, окружающие экструдер и стержень, расположенные по одной линии по ходу процесса и выполненные в виде металлических пресс-форм с канавками по внутренней поверхности для формования ребер трубы, от
0
личающеес я тем, что, с целью повышения качества труб, рабочий объем кольцеобразной полости, ограниченной плоскостью, поперечной цент- л ральной оси стержня и проходящей через торцовую поверхность экструдера, поверхностью дорна и поверхностью, огибающей поверхность сердечника, выбран соответствующим суммарному объему наполнения тех канавок пресс- форм средства прессования, которые расположены у дорна в каждый отдельно взятьй момент времени, причем длина дорна выбрана кратной величине расИ
стояния между канавками пресс- орм, уменьшенной на одну ширину канавки. 2. Устройство по п.|, отличающееся тем, что разница указанных объемов составляет самое большее 25%.
. 3. Устройство по пп. 1 и 2, о т дичающее с.я тем, что образщая конической части дорна размеще под углом 2 - 30е, предпочтительно 15° относительно центральной части стержня.
4. Устройство по пп. 1-3,
о т
на угла между образующей конической части дорна и центральной осью стержня выбрана большей у начала дорна с .уменьшением к его концу для образования параболической поверхности дорна.
5. Устройство по пп. 1-4-, о т -; лич ающее ся тем, что (по внутренней поверхности прессгформ средств прессования выполнены уравновешивающее давление канавки с шириной, меньшей ширины канавок, формующих ребра, для обеспечения полного или частичного незаполнения при обычном давлении
12
материала вследствие динамической его вязкости.
6.Устройство по п.5, отличающееся тем, что отношение глубины уравновешивающих давление канавок к их ширине выбрано по меньшей мере удвоенным по отношению к соответствующему отношению канавок, Лорд мующих ребра.
7.Устройство по пп. 5 и 6, о т г личающееся тем, что отношение глубины уравновешивающих давление канавок к их ширине выбрано в предеc лах 3:Л - J5:J, предпочтительно 10:1.
8. Устройство по пп. 5-7, о
гр т
(личающееся тем, «то ширина iуравновешивающих давление канавод .выбрана J3 пределах 0,3-3 мм, лредпоч- тительно J мм.
, 9. Устройство по пп. 5-8, отличающееся тем, что уравновешивающие давление канавки размещены у канавок, формующих ребра, и парал- лель но им.
10. Устройство по пп.5-9, отличающееся тем, что уравновешивающие давление канавки размешены по обе стороны каждой канавки, формую- Щей ребра.





Реферат
Изобретение относится к изготовлению из пластмассы ребристых труб с гладкой внутренней поверхностью. Оно может быть использовано в химической промышленности. Цель изобретения - повышение качества труб. Для этого устройство содержит экструдер и смонтированный с образованием с ним трубчатого канала стержень. Экструдер и стержень окружают пресс-формы с канавками по внутренней поверхности для формования ребер на трубе. Рабочий объем полости между торцом экструдера, поверхностью дорна и поверхностью, огибающей сердечник, равен суммарному объему канавок пресс-форм, расположенных у дорна в каждый момент времени. Дорн, сердечник и шпиндель образуют стержень устройства. Длина дорна кратна величине расстояния между канавками, уменьшенной на одну ширину канавки. Поверхность дорна м.б. параболической. По внутренней поверхности пресс-форм м.б. выполнены уравновешивающие давление канавки с шириной, меньшей ширины формующих ребра канавок. Отношение глубины уравновешивающих канавок к их ширине выбрано 10:1, а ширина от 0,3 до 3 мм. Уравновешивающие давление канавки размещены по обе стороны каждой канавки, формующей ребра. При производстве труб материал заполняет формующее пространство и канавки пресс-форм без завихрений, ударных нагрузок плавным потоком, что повышает качество труб. 9 з.п. ф-лы, 6 ил.
Формула
Комментарии