Способ и устройство для охлаждения литых изделий после извлечения из пресс-формы - RU2392119C1
Код документа: RU2392119C1
Чертежи



Описание
Настоящее изобретение, в частности, но не ограничительно, относится к способу, литьевой машине и продукту, считываемому компьютером (т.е. продукту в форме, пригодной для ввода в компьютер), предназначенному для охлаждения литого изделия после осуществления процесса литья, в которых, помимо прочего, предусмотрено выравнивание регулирование скоростей охлаждения участков литого изделия для существенного уменьшения дефектов в литом изделии, связанных с охлаждением после литья.
Некоторые изделия, полученные литьем под давлением, например пластмассовые заготовки тех видов, которые предназначены для последующего выдувного формования бутылок для напитков, требуют продолжительных периодов охлаждения литого изделия для отверждения в литые изделия, по существу не имеющие дефектов. В связи с тем, что охлаждение литого изделия может быть осуществлено вне пресс-формы для литья под давлением, с помощью одного или большего количества устройств, используемых после процесса литья, производительность литья под давлением может быть увеличена (тем самым уменьшается продолжительность производственного цикла). Множество таких литых изделий и соответствующие им способы известны и предложены в качестве эффективных при оптимизации продолжительности рабочего цикла литьевой машины для литья под давлением.
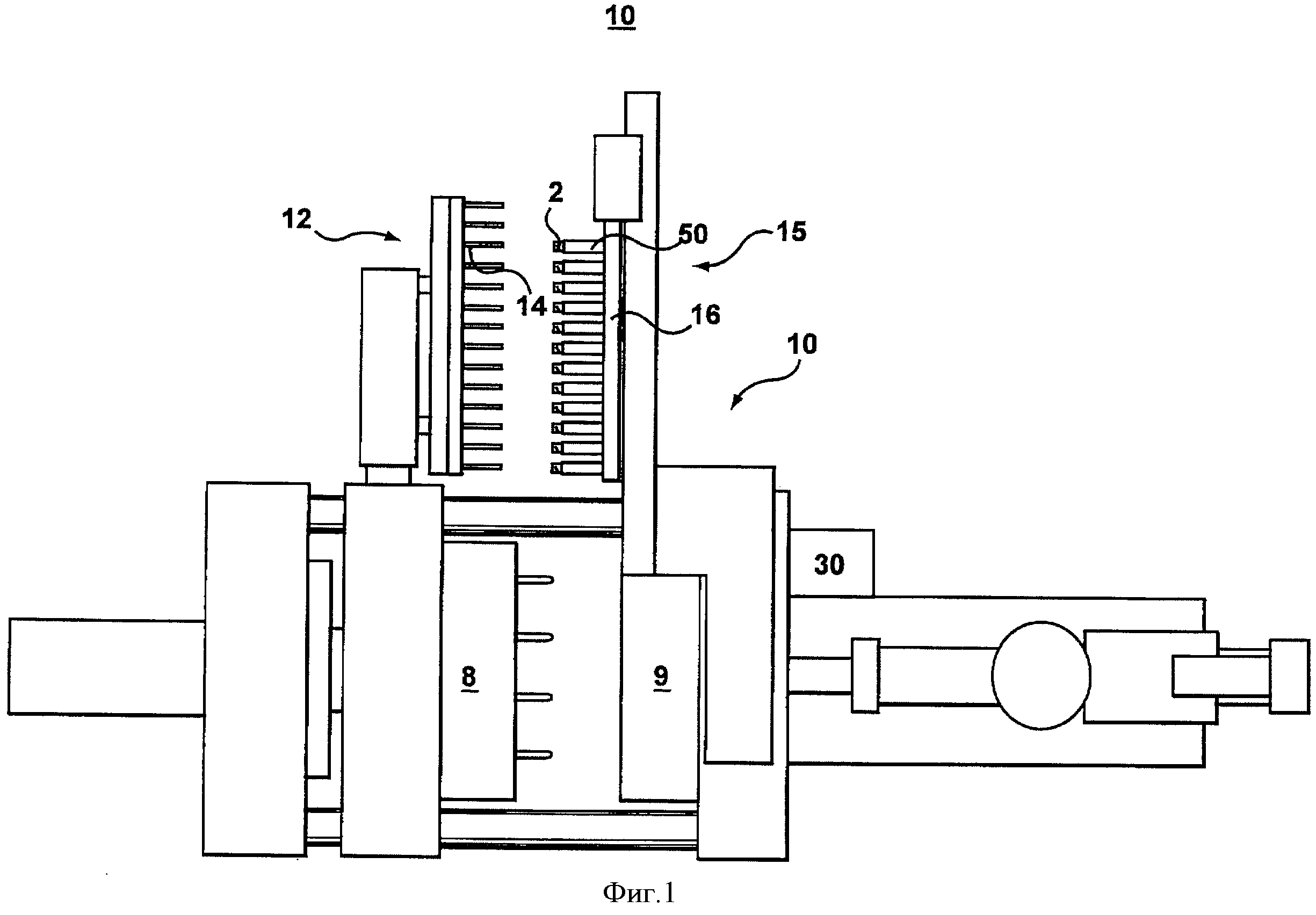
В обычной установке для литья под давлением, такой как установка 10, показанная на фиг.1 и описанная в общих чертах в документе US 6171541 (Автор изобретения: NETER, Witold и др., дата публикации - 9 января 2001), только что отлитые и, следовательно, частично охлажденные литые изделия 2 извлекают из половинки 8 пресс-формы, когда половинки 8, 9 пресс-формы отделены друг от друга некоторым промежутком, и размещают в держателях 50 (широко известных, помимо прочего, как охлаждающий держатель, держатель с отводом теплоты, охлаждающая труба). Держатели 50 установлены в устройстве 15, используемом после извлечения изделия из пресс-формы (широко известном как захватное устройство, конструкция с несущей плитой, перемещаемое устройство, устройство для проведения последующего процесса охлаждения), при этом устройство 15, используемое после извлечения изделия из пресс-формы, выполнено с возможностью циклического позиционирования держателей 50, установленных на несущей плите 16, от позиции в пресс-форме между ее половинками 8, 9 для приема литых изделий 2 и внешним положением, иллюстрируемым на фиг.1, при котором половинки 8, 9 пресс-формы могут быть соединены с началом следующего цикла литья. Конструкция и функционирование устройства 15, используемого после извлечения изделий из пресс-формы, включающие такие, которые имеют несколько положений, в общих чертах описаны в патентном документе США - RE33237 (Автор изобретения: DEFLER, Frank, дата публикации - 19 июня 1990). Предпочтительно, литые изделия 2 удерживают в держателях 50 до охлаждения этих литых изделий 2 в достаточной степени, когда они могут быть извлечены без опасности дальнейшей деформации. Машина для литья под давлением включает контроллер (автоматический регулятор) 30, такой как описан в патентном документе US 6275741 (Автор изобретения: CHOI, Christopher, дата публикации - 14 августа 2001), предназначенный для регулирования действий по управлению работой литьевой машины.
Охлаждение литых изделий может осуществляться с помощью трубок 14 для подачи хладагента во внутреннюю часть литых изделий 2, как показано на фиг.2 В. Трубки 14 установлены на другом устройстве 12, используемом после извлечения изделий из пресс-формы (широко известном как COOLJET, товарный знак торговая марка Husky Injection Molding System Ltd.). Указанное устройство 12, используемое после пресс-формы, выполнено с возможностью циклического перемещения между положением охлаждения, при котором трубки 14 расположены вблизи указанной внутренней части литых изделий 2 и внешним положением, показанным на фиг.1. Известно также применение устройства 12, используемого после извлечения изделий из пресс-формы, с целью извлечения из держателей 50 литых изделий 2 для их последующей подачи, например, на конвейер. На фиг.2А и 2В показана часть устройства 15, содержащая держатель 50, установленный на несущей плите 16. Держатель 50 выполнен в соответствии с основными идеями, изложенными в патентном документе US 4729732 (Автор изобретения: SCHAD и др., дата публикации - 4 марта 1988). В частности, держатель 50 имеет коническую поверхность 52, образующую полость для размещения в ней части литого изделия 2, при этом поверхность 52 выполнена меньшей, чем поверхность горячего литого изделия 2. Держатель выполнен с охлаждающей конструкцией, действие которой направлено на уменьшение размеров литого изделия вследствие охлаждения, когда литое изделие перемещается со скольжением внутрь полости до достижения плотной посадки в этой полости. Держатель 50, кроме того, включает конструкцию для всасывания, примыкающую к закрытому концу полости, предназначенную для удерживания литого изделия в держателе 50.
Как показано на фиг.2В, охлаждение литых изделий 2 может производиться при помощи элемента 19 для распределения хладагента, имеющегося в средстве 13 распределения хладагента, например холодного воздуха, вокруг доступной внешней части литого изделия. Такое решение в общих чертах описано в патентном документе US 6802705 (Автор изобретения: BRAND, Tiemo и др., дата публикации - 12 октября 2004).
На фиг.2А показано первоначальное положение литого изделия 2 в держателе 50 непосредственно после извлечения из пресс-формы.
На фиг.2 В показаны положение литого изделия 2, полностью размещенного в держателе 50 после охлаждения, и относительное уменьшение размеров литого изделия 2.
Держатель 50 содержит один удерживающий элемент 60 и одну вставку 70. Вставка 70 размещена в удерживающем элементе 60 и создает в указанной полости закрытую концевую часть. Конструкция для всасывания содержит нагнетательный канал 54, который проходит через вставку 70, при этом канал 54 может быть соединен с источником 18 сжатого воздуха, размещенным в плите 16 устройства 15, используемым после пресс-формы, через нагнетательный канал 18', выполненный в удерживающем элементе 60. Подобным образом, охлаждающая конструкция включает канал 62 для хладагента, образованный вокруг удерживающего элемента 60, и закрытый снаружи гильзой 64 держателя, при этом канал 62 для хладагента соединен с источником 17 хладагента, размещенным в плите 16, посредством канала 17' для хладагента, выполненного в плите 16. Держатель 60 и вставка 70 фиксируются на плите 16 с помощью крепежного элемента 72.
Размещенный в плите 16 источник 17 хладагента обычно непосредственно соединен с источником хладагента, имеющимся во внешней установке. Типичные источники хладагента, имеющиеся во внешней установке, включают охлаждающий теплообменный аппарат или башенный охладитель и используются для отвода теплоты, подводимой к хладагенту от размещенного в держателе литого изделия. В настоящее время решение проблемы повышения эффективности цикла литья, в соответствии с общеизвестными знаниями в области литья, заключается в отводе теплоты от литого изделия, производимом как можно быстрее. Хладагент, которым, как правило, является вода, предпочтительно охлаждается до температуры в интервале от 6 до 10°С. В некоторых внешних условиях проведения литья, характеризуемых высокой влажностью, хладагент может поддерживаться более нагретым, чтобы избежать нежелательной конденсации воды на держателе 50.
В соответствии с фиг.2А и фиг.2В первый участок 2' литого изделия, который размещен в охлаждаемом держателе 50, будет с помощью указанного держателя 50 охлаждаться с первой величиной скорости охлаждения, в то время как второй участок 2'' литого изделия, который находится снаружи держателя 50, будет охлаждаться со второй величиной скорости. При определенных условиях второй участок 2'' литого изделия может охлаждаться более продолжительно, чем первый участок 2' литого изделия. На относительное охлаждение первого и второго участков 2' и 2'' может влиять один или большее число параметров, такие, помимо прочих, как распределение пластмассы в литом изделии 2, профиль температуры в литом изделии, когда оно извлекается из пресс-формы 8, 9, и соотношение первой и второй скоростей охлаждения. Во всех случаях, когда ограничивающим фактором является время, необходимое для охлаждения второго участка 2'' литого изделия после его извлечения из пресс-формы, существует опасность того, что первый участок 2' литого изделия может переохладиться. Переохлажденный первый участок 2' литого изделия подвержен деформации.
Проблемы, связанные с охлаждением литых изделий в держателе 50, могут включать локальные вмятины и овальность.
Ранее при относительно продолжительных периодах времени цикла литья, как правило, было возможным изменять геометрию имеющейся в держателе 50 полости для того, чтобы устранить вышеупомянутые известные дефекты. Например, дефекты в виде овальности могут быть устранены посредством изменения полости в держателе 50 так, чтобы она была немного меньше.
В случае резкого увеличения продолжительности цикла литья не всегда можно устранить указанные дефекты путем простого изменения геометрии полости в держателе, поскольку изменение геометрии с целью устранения одного дефекта может привести к образованию другого дефекта, более заметного.
Первым основным аспектом настоящего изобретения является способ охлаждения литого изделия после извлечения из пресс-формы. Способ включает выравнивание скоростей охлаждения в процессе охлаждения, осуществляемого после извлечения изделия из пресс-формы, таким образом, что литое изделие достигает заданной конечной температуры в некоторый момент времени, который по существу совпадает с моментом времени, когда охлаждение литого изделия, извлеченного из пресс-формы, прекращают. В некоторых вариантах выполнения выравнивание скоростей охлаждения включает регулирование скоростей охлаждения на первом участке, охлаждаемом после извлечения из пресс-формы, и на втором охлаждаемом участке изделия. В других вариантах выполнения указанное выравнивание включает выравнивание скоростей охлаждения участков литого изделия.
Другим аспектом настоящего изобретения является продукт, считываемый компьютером, для его использования контроллером, содержащий считываемый компьютером носитель с одной или большим количеством выполняемых управляющих команд, производимых контроллером, при этом одна или большее количество управляющих команд включает команды, производимые контроллером для передачи устройству, используемому после извлечения изделия из пресс-формы, команд по выравниванию скоростей охлаждения в процессе охлаждения изделий после пресс-формы, при этом литое изделие достигает заданной конечной температуры в момент времени, который по существу совпадает с моментом времени, когда охлаждение литого изделия прекращают.
Следующим аспектом настоящего изобретения является литьевая машина. Литьевая машина содержит устройство, используемое после пресс-формы, предназначенное для охлаждения участка литого изделия; и регулятор температуры, предназначенный для регулирования скорости охлаждения, приданной участкам литого изделия с помощью одного или большего количества устройств, используемых после пресс-формы, производимого с целью выравнивания скоростей охлаждения участков изделия.
Также аспектом настоящего изобретения является литьевая машина. Литьевая машина содержит устройство, используемое после пресс-формы, и регулятор температуры, предназначенный для регулирования скорости охлаждения, приданной изделию, с помощью устройства, используемого для литого изделия после пресс-формы.
Другим аспектом настоящего изобретения является способ охлаждения литого изделия после его извлечения из пресс-формы. Способ включает выравнивание скоростей охлаждения участков литого изделия.
Примеры выполнения настоящего изобретения (включающие его альтернативы и/или варианты) можно лучше понять из приведенного ниже их подробного описания со ссылками на сопровождающие чертежи, на которых представлено следующее:
фиг.1 - известная установка для литья под давлением, вид сверху;
фиг.2А - разрез устройства, используемого после пресс-формы, показанного на фиг.1 в составе установки для литья под давлением, в момент времени, предшествующий размещению в устройстве литого изделия полностью;
фиг.2В - разрез устройства, используемого после пресс-формы, показанного на фиг.1 в составе установки для литья под давлением, в момент времени после размещения в нем литого изделия полностью;
фиг.3 - установка для литья под давлением в соответствии с предпочтительным вариантом выполнения настоящего изобретения;
фиг.4 - установка для литья под давлением в соответствии с другим предпочтительным вариантом выполнения настоящего изобретения.
Чертежи представлены не обязательно в масштабе, и они могут быть выполнены с помощью пунктирных линий, схематических изображений и местных фрагментарных видов. В определенных случаях могут быть исключены такие детали, которые не являются необходимыми для понимания примеров выполнения изобретения или визуальное восприятие отображения которых затруднено.
На фиг.3 представлена установка 110 для литья под давлением в соответствии с предпочтительным и неограничительным вариантом выполнения настоящего изобретения. Установка 110 для литья подобна известной установке 10 для литья, описанной выше, которая содержит устройства 12, 15, используемые после извлечения изделий из пресс-формы. Кроме того, установка 110 для литья включает регулятор 20 температуры, предназначенный для регулирования температуры держателя 50, установленного в устройстве 15, используемом после пресс-формы, с тем, чтобы избежать наличия дефектов, связанных с охлаждением, литому изделию 2.
Способ в соответствии с настоящим изобретением включает выравнивание скоростей охлаждения участков 2', 2'', 2''' литого изделия 2, показанного со ссылкой на фиг.2В, производимое с целью существенного уменьшения дефектов литого изделия 2, связанных с охлаждением.
Выравнивание скоростей охлаждения между участками 2', 2'', 2''' литого изделия 2 предпочтительно контролируют таким образом, чтобы каждый из участков 2', 2'', 2''' литого изделия 2 по существу в одно и то же время достигал температуры, при которой изделия извлекают из держателей и которая позволяет в значительной степени предотвратить наличие в извлеченных изделиях дефектов.
Способ предпочтительно включает регулирование скоростей охлаждения, приданных одному или большему количеству участков 2', 2'', 2''' литого изделия 2, с помощью одного или большего количества устройств 12, 13, 15, используемых после пресс-формы, для осуществления процесса выравнивания скоростей охлаждения участков 2', 2'', 2'''.
В соответствии с вариантом выполнения настоящего изобретения способ включает размещение первого участка литого изделия 2 в держателе 50 устройства 15, используемого после извлечения изделия из пресс-формы, и регулирование температуры держателя 50 с тем, чтобы избежать образования дефектов, связанных с охлаждением, литому изделию 2.
Предпочтительно регулирование температуры держателя 50 минимизирует разность температур в литом изделии 2 в зоне перехода между первым участком литого изделия 2, размещенного в держателе 50, и вторым участком 2'' литого изделия, расположенным снаружи держателя 50.
Предпочтительно регулирование температуры держателя 50 включает регулирование температуры хладагента, который прокачивают по замкнутому контуру для регулирования температуры держателя 50. Регулирование температуры хладагента может быть осуществлено посредством циркуляции хладагента через регулятор 20 температуры.
В качестве альтернативы регулирование температуры держателя включает регулирование расхода хладагента, который прокачивают по замкнутому контуру с целью регулирования температуры держателя 50.
Предпочтительно регулирование температуры держателя 50 включает выбор температуры держателя 50, при которой первый и второй участки 2', 2''' охлаждаются регулируемым образом с первой и второй скоростями охлаждения так, что участки 2', 2''' литого изделия достигают температур, допустимых для извлечения изделия из держателя, по существу в одно и то же время.
Технический результат, достигаемый рассматриваемым вариантом выполнения настоящего изобретения, заключается в уменьшении образования дефектов в литом изделии 2, которые связаны с охлаждением литого изделия после его извлечения из пресс-формы.
В соответствии с вариантом выполнения настоящего изобретения указанный технический результат достигался в том случае, когда температура хладагента, охлаждающего держатель 50, повышалась выше температуры окружающей среды и ниже температуры стеклования полимера, используемого для формования литого изделия 2. Более предпочтительно, чтобы температура держателя 50 была выбрана в интервале от приблизительно 35°С до 65°С. Еще более предпочтительно, чтобы температура держателя 50 была выбрана приблизительно равной 50°С.
Предпочтительно температура держателя 50 является однородной. В качестве альтернативы может быть полезным малозаметный градиент вдоль литого изделия для уменьшения локальных дефектов, таких как вмятины, при отсутствии в то же время дефектов в виде овальности.
Предпочтительно, чтобы контроллер 30 литьевой машины управлял работой регулятора 20 температуры, регулирующего температуру хладагента, с использованием регулирования с обратной связью. В качестве альтернативы регулирование температуры может осуществляться без обратной связи. В качестве альтернативы регулятор 20 температуры может включать специализированное устройство управления (не показано), при этом указанное специализированное устройство управления может быть функционально связано с контроллером 30 литейной машины или может работать полностью независимо от контроллера 30 машины. Соответственно, способ регулирования температуры хладагента может, кроме того, включать подачу заданных значений температуры хладагента от контроллера 30 литьевой машины к специализированному устройству управления, имеющемуся в регуляторе 20 температуры. Кроме того, функциональная обратная связь от регулятора 20 температуры может быть разделена с контроллером 30 литьевой машины.
В соответствии с альтернативным вариантом выполнения изобретения скорость охлаждения одного или обоих участков (2'', 2''') литого изделия может быть осуществлена подобным образом посредством управления устройствами 13, 15, используемыми после пресс-формы. Например, расход хладагента или температура хладагента могут регулироваться с использованием трубки 14 и/или элемента 19 для распределения хладагента, имеющихся в устройствах 12, 13, используемых после пресс-формы.
Для выравнивания скоростей охлаждения участков 2', 2'', 2''' литого изделия 2, осуществляемого так, как описано выше, может быть использован любой тип контроллера или процессора. Например, один или большее количество универсальных компьютеров, специализированных интегральных схем, процессоров для цифровой обработки сигналов, матриц логических элементов, аналоговых схем, специализированных цифровых и/или аналоговых процессоров, проводных схем и т.п., могут получать входной сигнал от упомянутых выше сигналов обратной связи. Управляющие команды (сигналы) для одного или большего количества таких контроллеров или процессоров могут храниться на каком-либо желательном носителе и/или структуре данных, считываемых компьютером, таких как гибкие дискеты, накопители на жестких дисках, компьютерные компакт-диски, запоминающие устройства с произвольной выборкой, электрически стираемые ППЗУ, магнитные носители, оптические носители, магнитно-оптические носители и т.п. Контроллер 30 может быть снабжен экспертной системой (т.е. автоматизированной компьютерной системой с программами, помогающими распознавать ситуацию и принимать решение) автоматического управления устройствами 12, 13, 15, используемыми для охлаждения изделий после пресс-формы, с тем, чтобы регулировать скорости охлаждения участков 2', 2'', 2''' на основе количественной и качественной обратной связи по данным состояния литого изделия 2.
Далее со ссылкой на фигуры более подробно будет раскрыт другой предпочтительный и неограничительный вариант установки 110' для литья. Установка 110' для литья может быть, в основном, подобной описанной выше установке 110 для литья, за исключением определенных различий, рассмотренных ниже, и сходные элементы этих установок обозначены одинаковыми ссылочными позициями. В рамках этих неограничивающих вариантов выполнения настоящего изобретения установка 110' для литья содержит датчик 402, связанный с устройством 15, используемым после извлечения изделий из пресс-формы.
Задача датчика 402 заключается в определении температуры, соответствующей функционированию держателя 50. Следует учесть, что в некоторых вариантах выполнения настоящего изобретения датчик 402 предназначен для измерения температуры, однако в других предпочтительных вариантах выполнения датчик 402 может измерять другой параметр, который затем может быть использован (как показатель) для определения величины температуры. Примеры такой показательной величины рабочего параметра, который может быть использован, включают, но не в качестве ограничения, давление, которое оказывает изделие 2 на стенку держателя 50, и тому подобные параметры. В некоторых вариантах выполнения настоящего изобретения датчик 402 может быть выполнен в виде термопары. Датчик 402 может быть реализован в виде термистора. Также датчик 402 может быть выполнен в виде камеры приема теплового излучения (например, инфракрасная камера и тому подобное). В еще других возможных вариантах выполнения датчик 402 может быть реализован в виде устройства для измерения давления (например, тензодатчик давления). Возможны, конечно, и другие варианты выполнения этого датчика.
В некоторых вариантах выполнения настоящего изобретения датчик 402 может представлять собой один единственный датчик, соединенный с устройством 15, используемым после извлечения изделия пресс-формы. Датчик 402 может быть сформирован в виде множества датчиков 402. При этом каждый из указанного множества датчиков 402 подключен к соответствующему держателю. В альтернативных неограничивающих вариантах выполнения настоящего изобретения, которые, в частности, относятся к таким случаям, когда устройства 12, 15, используемые после извлечения изделий из пресс-формы, выполнены с возможностью реализации так называемого многопозиционного охлаждения после пресс-формы, датчик 402 может быть сформирован в виде множества датчиков, при этом каждый из множества датчиков соединен с одним выбранным держателем 50 в предварительно заданной позиции цикла охлаждения изделия после пресс-формы. Таким образом, датчик 402 сформирован в виде множества датчиков, и каждый из множества датчиков связан с заданной позицией процесса охлаждения изделия после пресс-формы. Например, в установке 110' для литья, которая реализует трехпозиционный процесс охлаждения изделия после пресс-формы, может быть использовано три датчика.
Датчик 402 предназначен для генерирования сигнала 403, соответствующего рабочему параметру (такому как температура или тому подобному), характеризующему функционирование держателя 50.
Датчик 402 подключен к контроллеру 30 посредством линии 404 связи. Линия 404 связи может быть выполнена в виде проводной связи. Специалистам в данной области техники понятно, что в пределах этих вариантов выполнения настоящего изобретения проводную связь выполняют такой, чтобы она выдерживала рабочие температуры, реализуемые при функционировании установки 110' для литья. Линия 404 связи может быть осуществлена в виде беспроводной связи. Специалистам в данной области техники понятно, что может быть использовано много возможных протоколов беспроводной связи. Примеры протоколов беспроводной связи, которые могут быть использованы, включают, но не в качестве ограничения, Wi-Fi, Blue Tooth, Wi-Max и тому подобные. Датчик 402 является подходящим для передачи сигнала 403 контроллеру 30 через линию 404 связи. В альтернативных выполнениях настоящего изобретения датчик 402 может быть подключен к специализированному устройству управления (не показано) отдельно от контроллера 30.
То, каким образом датчик 402 генерирует и передает сигнал 403, не является особым ограничением. Например, датчик 402 может воспринимать рабочие параметры, генерировать сигнал 403, представляющий величину определяемого рабочего параметра, и передавать сигнал 403 контроллеру 30 в регулярные интервалы времени. В других неограничивающих вариантах выполнения настоящего изобретения датчик 402 может воспринимать рабочий параметр, генерировать сигнал 403, представляющий величину определяемого рабочего параметра, и передавать сигнал 403 контроллеру 30 в начале заданной позиции цикла охлаждения изделия после пресс-формы. Например, в пределах четырехпозиционного цикла охлаждения изделия, проводимого после его извлечения из пресс-формы, датчик 402 может повторять такой порядок действия в начале каждой из четырех позиций указанного цикла охлаждения изделия после пресс-формы.
В качестве альтернативы датчик 402 может осуществлять подобный порядок действий в начале первой позиции многопозиционного цикла охлаждения изделия после пресс-формы. Датчик 402 также может выполнять такой порядок действий при получении сигнала запроса (не показано) от контроллера 30.
Используя схему, представленную на фиг.4, можно осуществить способ охлаждения изделия после пресс-формы в соответствии с другим предпочтительным и неограничительным вариантом выполнения настоящего изобретения.
В первый момент времени, т.е. в начале цикла охлаждения изделия после пресс-формы, литое изделие 2 размещено в держателе 50, и начинается первая часть цикла охлаждения изделия после пресс-формы. В течение указанной первой части цикла охлаждения изделия, производимого после пресс-формы, регулятор 20 температуры регулирует расход хладагента, который прокачивают по замкнутому контуру для регулирования температурой держателя 50 до достижения первой температуры охлаждения. Например, первая температура охлаждения может быть равной 10°С.
Во второй момент времени, т.е. в некоторый момент времени после указанного первого момента времени, начинается вторая часть цикла охлаждения изделия после пресс-формы. В период осуществления второй части цикла охлаждения изделия после пресс-формы регулятор 20 температуры регулирует температуру хладагента, прокачиваемого по замкнутому контуру для регулирования температуры держателя 50, до достижения второй температуры охлаждения, которая выше, чем первая температура охлаждения. Как неограничивающий пример и неограничение, первая температура охлаждения может быть равной 65°С.
Момент времени, в который заканчивается первая часть охлаждения изделия после пресс-формы и начинается вторая часть охлаждения изделия после пресс-формы, может быть, в общем, назван моментом переключения. Выбор момента переключения не является в данном случае ограничением и может быть осуществлен несколькими возможными альтернативами.
Предварительно заданный момент времени
В некоторых вариантах выполнения настоящего изобретения момент переключения может быть осуществлен как предварительно заданный момент времени. Например, оператор, управляющий работой установки 110' для литья, может установить момент переключения, используя, например, операторский интерфейс (не показан) установки 110' для литья. Этот момент переключения может быть выражен в виде величины, соответствующей времени, проходящему с начала цикла охлаждения изделия после его извлечения из пресс-формы (например, 2 секунды, 3 секунды, 4 секунды, 5 секунд или какая-либо другая подходящая величина). В качестве альтернативы указанный момент переключения может быть выражен в виде величины, представляющей ряд позиций цикла охлаждения изделия после пресс-формы, проведенных после начала цикла охлаждения изделия (например, переключение производят после осуществления 1-й позиции, после осуществления 2-х позиций, 3-х позиций, 4-х позиций, 2,5 позиции 3,2 позиции и тому подобных). В качестве альтернативы может быть использована комбинация ряда позиций и времени, прошедшего с начала осуществления последней позиции (например, 2 позиции и 1 секунда и т.п.).
В пределах этих воплощений настоящего изобретения момент переключения может быть временно перенастроен от одного момента к другому моменту. Например, оператор может менять момент переключения, используя, например, интерфейс оператора (не показан) для перемещения момента (точки) переключения ближе или дальше от начала цикла охлаждения, проводимого после извлечения изделия из пресс-формы.
Величина температуры
В предпочтительных вариантах выполнения настоящего изобретения момент (точка) переключения может быть реализован в виде величины температуры, соответствующей функционированию держателей 50 (т.е. предварительно заданной температуры). Например, момент переключения может быть выражен через величину температуры, связанной с литыми изделиями 2, обрабатываемыми в заданной позиции цикла охлаждения изделия после пресс-формы или в держателе 50. В качестве неограничивающего примера момент переключения может быть охарактеризован как температура, равная 65°С. Таким образом, когда литое изделие 2 достигает температуры 65°С, осуществляют переключение между первой частью охлаждения изделия после извлечения из пресс-формы и второй частью этого охлаждения.
Контроллер 30 непрерывно контролирует сигнал (сигналы) 403, поступающие от конкретного датчика 402 или множества датчиков 402. Если заданный сигнал 403 показывает, что данной литое изделие 2 достигает заданной температуры, делается вывод о том, что момент для переключения достигнут.
В таких вариантах выполнения настоящего изобретения, в которых датчик 402 выполнен в виде множества датчиков; каждый из множества датчиков соединен с определенным держателем 50; при этом контроллер 30 принимает большое количество сигналов 403 от каждого из множества датчиков 402. Контроллер 40 затем отдельно анализирует каждый из указанного большого количества сигналов 403.
В вариантах выполнения настоящего изобретения, в которых датчик 402 выполнен в виде множества датчиков, каждый из множества датчиков связан с заданной позицией процесса охлаждения изделия после пресс-формы; при этом контроллер 30 принимает большое количество сигналов 403 от каждого из множества датчиков 402. Контроллер 30 затем отдельно анализирует каждый из большого количества сигналов 403 для заданной позиции цикла охлаждения изделия после пресс-формы. В рамках указанных вариантов выполнений настоящего изобретения сделана исходная предпосылка о том, что литые изделия 2, обрабатываемые на одной и той же позиции цикла охлаждения после извлечения из пресс-формы, имеют по существу одинаковую температуру.
Когда датчик 402 реализован в виде одного единственного датчика, контроллер 30 принимает единственный сигнал 403 от единственного датчика 402. Затем контроллер 30 анализирует принятый единственный сигнал и осуществляет вычислительные операции с целью определения соответствующей температуры, связанной с каждой позицией цикла охлаждения изделия после его извлечения из пресс-формы.
Регулирование температуры хладагента может быть осуществлено посредством циркуляции хладагента, управляемой регулятором 20 температуры. При этом в данном случае способ регулирования хладагента с помощью указанного регулятора 20 температуры не является ограничением. В некоторых вариантах выполнения настоящего изобретения регулятор 20 температуры может управлять хладагентом посредством нагревания и/или охлаждения хладагента. Предпочтительным является то, что регулятор 20 температуры может регулировать хладагент путем регулирования его расхода. В других предпочтительных вариантах выполнения настоящего изобретения регулятор 20 температуры может управлять хладагентом путем перекрытия его подачи при проведении второй части охлаждения после пресс-формы. Возможны, конечно, и другие альтернативы. Регулятор 20 температуры может также управлять хладагентом путем замены самого хладагента, а именно замены хладагента первого типа на хладагент второго типа. Возможны, конечно, также и другие альтернативы.
Следует учесть, что способ регулирования процесса охлаждения изделий после пресс-формы включает, в общем, стадии выравнивания скоростей охлаждения в процессе осуществления охлаждения изделий. В частности, выравнивание скоростей охлаждения может включать выравнивание скоростей охлаждения различных участков 2', 2'', 2''' литого изделия 2. Выравнивание скоростей охлаждения, кроме того, может быть реализовано с использованием двух способов из различных выполнений настоящего изобретения:
(a) увеличение первоначальной скорости охлаждения (например, за счет повышения температуры охлаждения) для достижения различными участками 2', 2'', 2''' литого изделия 2 заданной выходной температуры по существу в одно и то же время. В некоторых вариантах выполнения настоящего изобретения указанное по существу одно и то же время совпадает с моментом времени, при котором литое изделие 2 готово для удаления из устройства 15, используемого после пресс-формы. Таким образом, выравнивание может включать регулирование начальной скорости охлаждения со снижением разности температуры между только что отлитым изделием 2 и хладагентом;
(b) первоначальное охлаждение литого изделия 2 при первой температуре, затем, в момент переключения, осуществление охлаждения при второй температуре с тем, чтобы обеспечить достижение различными участками 2', 2'', 2''' литого изделия 2 предварительно заданной температуры по существу одновременно. В некоторых вариантах выполнения настоящего изобретения эта одновременность по существу совпадает с моментом времени, при котором литое изделие 2 готово для удаления из устройства 15, используемого после извлечения изделия из пресс-формы.
Соответственно технический результат некоторых предпочтительных вариантов выполнений настоящего изобретения приводит к уменьшению дефектов, связанных с медленным охлаждением (например, окристаллизованность, овальность и т.д.). Другой технический результат заключается в том, что литое изделие 2 достигает заданной температуры в момент времени, который по существу совпадает с моментом времени, когда литое изделие 2 удаляют из устройства 15, используемого после извлечения изделия из пресс-формы.
Вышеизложенное описание раскрывает примеры выполнения настоящего изобретения, и эти примеры не ограничивают объем изобретения. Например, выравнивание скоростей охлаждения будет соответствующим как для конструкции литого изделия (например, заготовки), так и для времени проведения цикла охлаждения. Описанные выше подходы и идеи могут быть применены для конкретных условий и/или действий и, кроме того, могут быть распространены на другие различные применения, которые входят в объем настоящего изобретения. Из описанных выше примеров выполнения очевидно, что в пределах описанных идей изобретения возможны различные модификации и усовершенствования.
Таким образом, то, что должно быть защищено патентом на изобретение, ограничено только объемом изложенной ниже формулы изобретения.
Реферат
В традиционных установках для литья под давлением проблемы, связанные с охлаждением литых изделий, могут включать наличие в изделиях локализованных вмятин и овальность. Раскрыты способ, литьевая машина и продукт, считываемые компьютером и направленные на осуществление процесса охлаждения после извлечения литого изделия (2) из пресс-формы (8, 9). Способ охлаждения по изобретению включает выравнивание скоростей охлаждения в процессе охлаждения изделия после извлечения изделия из пресс-формы (8, 9) таким образом, что литое изделие (2) достигает предварительно заданной выходной температуры в момент времени, по существу совпадающий с моментом времени, в который литое изделие (2) выводят из процесса охлаждения, производимого после пресс-формы (8, 9). Продукт, считываемый компьютером для его использования контролером (30), содержит считываемый компьютером носитель, включающий управляющие команды, производимые контроллером. При этом по меньшей мере одна управляющая команда включает управляющие команды, производимые контроллером (30), включающие (i) выдачу команды устройству (12), используемому после пресс-формы (8, 9), на размещение в нем литого изделия (2), когда изделие только что отлито в половинках пресс-формы (8, 9), а также (ii) выдачу команды на проведение охлаждения литого изделия (2). После его извлечения из пресс-формы (8, 9) осуществляют выравнивание скоростей охлаждения в процессе охлаждения изделия, осуществляемое таким образом, что литое изделие (8, 9) достигает заданной выходной температуры в момент времени, который по существу совпадает с моментом времени прекращения процесса охлаждения литого изделия (2), осуществляемого
Формула
Документы, цитированные в отчёте о поиске
Способ охлаждения литого изделия и устройство для охлаждения литого изделия
Комментарии