Механизм для инжекционного формования - RU2429125C2
Код документа: RU2429125C2
Чертежи




Описание
Настоящее изобретение относится к механизму для инжекционного формования. Механизм для инжекционного формования предназначен для формования термопластичной верхушки на кромке бумажной гильзы из бумажнослоистого пластика.
Настоящее изобретение предназначено для использования в технологии инжекционного формования, известной как инжекционное прессование. В процессе инжекционного прессования на первом этапе частично закрытую форму частично заполняют. Затем форму полностью закрывают, воздействуя на находящийся внутри материал сжимающим усилием, при этом материал заполняет форму благодаря сжатию. Движения, необходимые для закрывания формы и приложения сжимающего усилия, часто обеспечиваются посредством гидроцилиндра и какого-либо рычажного механизма. В одном из известных устройств на втором этапе приложение сжимающего усилия обеспечивается с помощью выпрямления рычажной системы. Практика показала, что применявшимися ранее механизмами сложно управлять с достаточной точностью, и в некоторых случаях отмечался потенциальный риск деформации заготовки вместо прессования нужным образом.
Одной из задач настоящего изобретения является создание простого, но в то же время надежного механизма, в котором на первом этапе форма частично закрыта, а на втором этапе форма полностью закрыта и приложено сжимающее усилие. Кроме того, механизм должен быть выполнен с возможностью точного управления. Еще одна задача состоит в обеспечении технологического процесса, который при повторении дает одинаковый результат. Еще одна задача состоит в том, чтобы продолжительность цикла производства одного элемента была относительно небольшой.
Вышеупомянутые задачи решаются с помощью механизма для инжекционного формования, содержащего экструдер, внутреннюю часть формы и наружную часть формы. Он также содержит первый механизм для частичного закрывания формы и второй механизм для полного закрывания формы и сжатия экструдированного материала внутри формы. Одна из частей формы перемещается к другой части формы, образуя полость. По меньшей мере, одна из частей формы содержит канал, открытый в полость формы и соединенный с экструдером. Первый механизм для частичного закрывания формы содержит коленчатый механизм, приводимый в действие серводвигателем. Второй механизм для полного закрывания и сжатия экструдированного материала внутри формы содержит эксцентрик, представляющий собой часть вала второго серводвигателя.
Используя серводвигатели, можно осуществлять точное управление, так как самими серводвигателями можно управлять с большой точностью. Возможности точного управления повышаются еще и благодаря тому, что малое перемещение эксцентрика обеспечивается относительно большим поворотом серводвигателя. Это также облегчает получение точного желаемого перемещения, требуемого в каждом конкретном случае. Требуемое перемещение можно, например, отслеживать посредством различных датчиков. Кроме того, присущая механизму эластичность помогает компенсировать применяемое сжимающее усилие.
Дополнительные задачи и преимущества изобретения станут очевидными для специалиста в данной области техники по прочтении подробного описания предпочтительных вариантов осуществления, приведенного ниже.
Настоящее изобретение будет более подробно описано далее, в качестве примера и со ссылками на прилагаемые чертежи. На чертежах представлено:
Фиг.1 - вид в разрезе формы, применяемой в механизме согласно настоящему изобретению, показывающий положение во время одного из этапов рабочего цикла,
Фиг.2 - вид сбоку механизма для инжекционного формования согласно изобретению на этапе начала закрытия формы,
Фиг. 3 - вид, аналогичный Фиг.2, на котором показан этап завершения закрывания формы,
Фиг.4 - вид, аналогичный Фиг.2, на котором показан этап сжатия формы с помощью второго механизма согласно изобретению, и
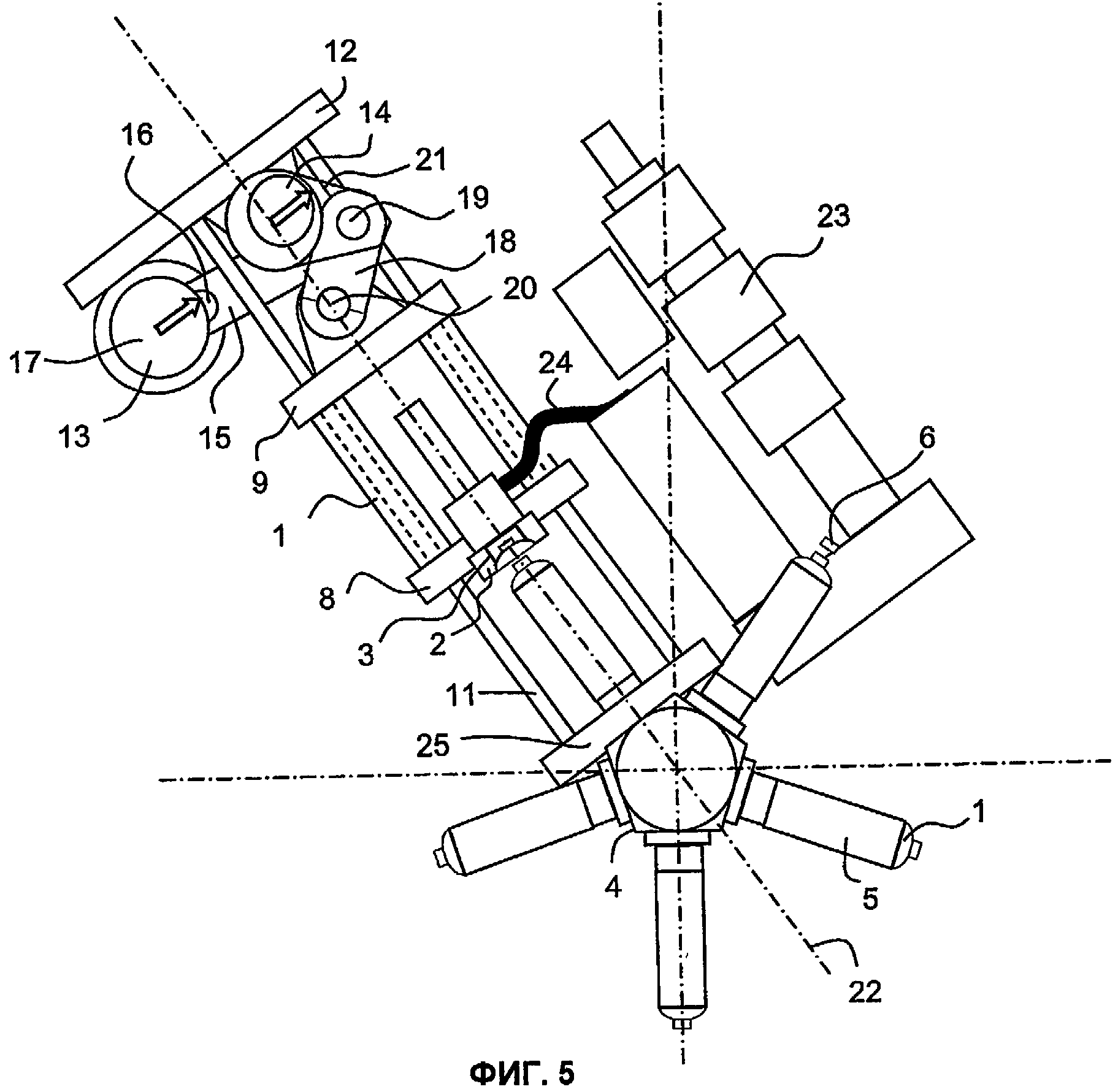
Фиг.5 - вид, аналогичный Фиг.2, на котором показан другой вариант осуществления механизма для инжекционного прессования согласно изобретению.
Механизм, представленный на чертежах, содержит форму, имеющую внутреннюю часть 1 и наружную часть 2. Наружная часть 2 формы содержит один или более каналов 3 для приема экструдированной пластмассы и подвижна относительно первой части 1 формы. В представленном варианте осуществления внутренняя часть 1 формы имеет форму оправки, размещенной на револьверной головке 4 с пятью оправками. В других вариантах осуществления на револьверной головке может быть размещено другое количество оправок. Оправки выступают радиально наружу, будучи расположены на револьверной головке 4. Револьверная головка 4 прерывисто вращается на валу - таким образом, что оправки, по одной за один раз, размещаются в нужной позиции напротив наружной части 2 формы.
В примере, представленном на Фиг.2, гильза бумажнослоистого пластика последовательно совмещается с колпачком 6 оправки, при этом оправка образует внутреннюю часть формы 1. Внутреннюю часть 1 формы затем размещают на одной линии с наружной частью 2 формы. Когда внутренняя и наружная части 1, 2 формы совмещены (см. Фиг.1), между ними образуется полость 7 формы. Канал(ы) 3 наружной части 2 формы открывается (открываются) в полость 7 формы.
На Фиг.2 видно, что наружная часть 2 формы установлена на подвижной раме, имеющей нижнюю планку 8 и верхнюю планку 9, причем нижняя и верхняя планки 8, 9 удерживаются вместе посредством некоторого количества стержней 10. Планки 8, 9 расположены на расстоянии друг от друга для образования пространства для частей механизма для инжекционного формования. Наружная часть 2 формы установлена на нижней планке 8. Рама, образованная нижней и верхней планками 8, 9 и стержнями 10, перемещается по балкам 11.
В верхней части балок 11 закреплена опора 12, на которой установлены первый серводвигатель 13 и второй серводвигатель 14. Первый поворотный рычаг 15 присоединен к серводвигателю посредством первой оси 16, расположенной на диске 17 эксцентрично, т.е. на расстоянии от оси вращения диска 17. Диск 17 вращается от первого серводвигателя 13. Первый поворотный рычаг 15 присоединен ко второму поворотному рычагу 18 посредством второй оси 19. Второй поворотный рычаг 15 присоединен к верхней планке 9 рамы для наружной части 2 формы посредством третьей оси 20.
Третий поворотный рычаг 21 присоединен с одного конца к той же оси 19, что и первый и второй поворотные рычаги 15, 18. Другой конец третьего поворотного рычага 21 размещен у второго серводвигателя 14.
В исходном положении для первого серводвигателя 13, т.е. до начала вращения первого серводвигателя 13, второй поворотный рычаг 18 наклоняется относительно воображаемой линии 22 (см. Фиг.2). Воображаемая линия 22 проходит через центр формы, пересекая ось 20 между вторым поворотным рычагом 18 и верхней планкой 9 рамы, пересекая вал и эксцентрик второго серводвигателя 14, и через центр револьверной головки 4. Когда серводвигатель 13 поворачивается до конечного положения, в котором форма частично закрыта (см. Фиг.3), второй поворотный рычаг 18 перемещается таким образом, что оказывается на одной линии с воображаемой линией 22, благодаря расположению первого, второго и третьего поворотного рычагов 15, 18, 21 и первой, второй и третьей осей 16, 19, 20. Третий поворотный рычаг 21 расположен таким образом, что он также оказывается на одной линии со вторым поворотным рычагом 18 и воображаемой линией 22, когда первый серводвигатель 13 достигает конечного положения.
Второй серводвигатель 14 снабжен эксцентриком, который действует на третий поворотный рычаг 21. Эксцентрик выполнен на вращающемся валу второго серводвигателя 14, а третий поворотный рычаг 21 установлен в роликоподшипнике. Когда второй серводвигатель 14 приводят в движение после того, как первый серводвигатель 13 достигает конечного положения, эксцентрик второго серводвигателя 14 действует на выпрямленный рычажный механизм.
Таким образом, первый серводвигатель 13 взаимодействует с коленчатым механизмом в виде первого, второго и третьего поворотных рычагов 15, 18, 21, чтобы частично закрыть форму. Второй серводвигатель 14 взаимодействует с эксцентриком и со вторым и третьим поворотными рычагами 18, 21, полностью закрывая и запирая форму с приложением большого зажимного усилия, сжимающего пластмассу внутри формы.
Экструдер 23 расположен в механизме для инжекционного формования.
Труба 24 предназначена для направления пластмассового материала из экструдера через канал(ы) 3 наружной части 2 формы в полость 7 формы, образованную между наружной и внутренней частями 2, 1 формы.
Представленный на прилагаемых чертежах вариант осуществления имеет следующий рабочий цикл. Револьверная головка 4 содержит пять разнесенных на равное расстояние оправок, каждая из которых образует внутреннюю часть 1 формы. Револьверная головка 4 поворачивается, или индексируется, на одну пятую полного оборота во время каждого рабочего цикла. Таким образом, каждая револьверная головка последовательно принимает пять разных позиций. В первой позиции гильза 5 размещается на оправке. Во второй позиции колпачок 6 размещается на оправке. В третьей позиции между гильзой 5 и колпачком 6 формуется пластиковая верхушка. Затем, после данного положения гильзы, пластиковая верхушка и колпачок 6 образуют единое целое. В четвертой позиции оправки сформированному изделию дают остыть. В пятой, и последней, позиции отформованное изделие снимают с оправки. Размещение заготовок на оправках и снятие готовых изделий обычно выполняется автоматически. Однако специалист в данной области техники поймет, что его можно также проводить, по меньшей мере, частично, вручную. Так как эта часть процесса не имеет значения для настоящего изобретения, она не будет описана.
При запуске цикла обработки одну оправку, т.е. внутреннюю часть 1 формы, размещают на одной линии с наружной частью 2 формы. Внутренняя часть 1 формы удерживает гильзу 5 и колпачок 6. Когда первый серводвигатель 13 закрывает форму, наружная часть 2 формы перемещается вниз, к внутренней части 1 формы, образуя тем самым полость 7 формы. Перемещение первого серводвигателя 13 вращает диск 17, удерживающий ось 16, к которому присоединен первый поворотный рычаг 15. При перемещении первого поворотного рычага 15 перемещаются также второй и третий поворотные рычаги 18, 21. Первый серводвигатель 13 перемещает второй и третий рычаги 18, 21 в положение, в котором данные рычаги образуют прямую линию, совпадающую с воображаемой линией 22. В этом положении первый серводвигатель 13 останавливается, оказываясь в своем конечном положении (см. Фиг.3).
Следующий этап рабочего цикла состоит в том, что экструдер 23 впрыскивает пластмассу в полость 7 формы через трубу 24 и канал 3 наружной части 2 формы. Впрыснутая пластмасса заполняет полость 7 формы не полностью. Затем начинает вращаться второй серводвигатель 14, при этом эксцентрик, присоединенный к нему, действует на третий поворотный рычаг 21 таким образом, что наружная часть 2 формы перемещается дальше, к внутренней части 1 формы, полностью закрывая форму (см. Фиг.4). Второй серводвигатель 14 поворачивается примерно от одной третьей до половины полного оборота. Это относительно длинное перемещение второго серводвигателя 14 преобразуется в перемещение наружной части формы лишь на 1-2 мм посредством эксцентрика. Это дополнительное перемещение наружной части 2 формы сжимает впрыснутую пластмассу таким образом, что она заполняет полость 7 формы. Когда оба серводвигателя 13, 14 находятся в конечных положениях, впрыснутый материал охлаждается. Таким образом, охлаждение выполняется в сжатом состоянии и обычно производится изнутри формы.
После охлаждения форму открывают, т.е. приподнимают наружную часть 2 относительно внутренней части 1 посредством, по меньшей мере, одного серводвигателя 13. Обычно первый и второй серводвигатели 13, 14 перемещаются одновременно. Когда оба серводвигателя 13, 14 возвращаются в исходные положения, револьверную головку продвигают на одну пятую оборота. Теперь можно начать новый рабочий цикл.
На Фиг.5 показан другой вариант осуществления изобретения, в котором механизм для инжекционного формования подвижно установлен на балках 11, прикрепленных к основанию 25. Основание 25 расположено вблизи револьверной головки, установленной на центральной ступице. Механизм для инжекционного формования присоединен к опоре 12 верхним концом, как показано на Фиг.5, посредством коленчатого механизма 18, 21. Балки имеют относительно большую длину, порядка 100-120 см, и обладают некоторой гибкостью. При нормальной работе усилие, воздействующее на балки со стороны коленчатого механизма, составляет примерно 50-100 кН. При таких нагрузках балки должны изгибаться примерно на 0,05-0,1%, что для балки длиной в 100 см составляет 0,5-1 мм. Это означает, что для сжатия формы примерно на 1 мм коленчатый механизм должен вытянуться примерно на 1,5-2 мм благодаря изгибу балок. Изгиб балок 11 облегчает установку механизма для инжекционного формования, так как переполнение формы компенсируется упомянутым изгибом. Балки 11 жестко прикреплены наружным концом к опоре 12, а внутренним концом - к основанию 25.
Дополнительное преимущество изгиба балок 11 проявляется при охлаждении формы 1, 2. Пластмасса при этом дает усадку и отделяется от стенок обычного формовочного механизма. Изгиб балок 11, однако, обеспечивает постоянный контакт формы 1, 2 с впрыснутой пластмассой в процессе охлаждения. Это также позволяет ускорить охлаждение, так как форма более эффективно отводит тепло от пластмассы, находясь в контакте со всей пластмассовой деталью.
Длинные и относительно тонкие балки 11 дают еще одно преимущество механизму для инжекционного формования. Наружная часть 2 формы слегка подвижна в латеральном направлении, в дополнение к подвижности в продольном направлении, которую дает продольная гибкость балок 11. Латеральное перемещение возможно благодаря изгибу балок 11. Перемещение вбок делает наружную форму 2 самовыравнивающейся, так как она "подстраивается" под равновесие сил в форме 1, 2. В процессе прессования, когда впрыснутая пластмасса попадает в открытую, по существу, форму 1, 2 в двух или более местах на жакете формы (см. Фиг.1), сжатие формы создает равновесие сил, стремящееся сделать толщину конечного пластмассового изделия более или менее равномерной, вопреки различиям в количестве впрыснутой пластмассы в разных местах. Это возможно, если части 1, 2 формы расположены таким образом, что могут немного перемещаться в латеральном направлении, "подстраиваясь" под равновесие сил. Это становится возможным, если расположить наружную часть 2 формы в механизме, подвесив ее на гибких балках 11. Внутренняя часть 1 формы присоединена к револьверной головке 4 и более или менее стационарна. Наибольшее возможное латеральное перемещение механизма для инжекционного формования, а отсюда и наружной формы, должно составлять порядка 0,5-1 мм (соответствует 0,05-0,1% длины балок 11, описанных выше), когда механизм для инжекционного формования подвергается воздействию нормальных усилий инжекционного прессования. Вышеупомянутый изгиб относится к участку, где наружная часть 2 формы установлена на механизм для инжекционного формования, подвешенный на балках 11, таким образом, что наружная часть 2 формы может перемещаться на расстояние примерно 0,5-1 мм в латеральном направлении.
Как продольный, так и латеральный изгиб должен быть приспособлен к конкретному применению. В вышеупомянутых случаях изгиб составляет примерно половину расстояния, сравнимого с перемещением, задаваемым вторым эксцентриковым механизмом, т.е. если перемещение, задаваемое эксцентриковым механизмом 14 в продольном направлении, составляет около 1 мм, изгиб в продольном направлении будет около 0,5 мм. Возможны и другие соотношения между продольным перемещением механизма инжекционного прессования и изгибом балок 11 в том же направлении. То же применимо для латерального изгиба балок 11.
Специалист в данной области техники поймет, что конкретная форма и конструкция деталей, на которых установлены серводвигатели 13, 14, рычажная система 15, 18, 21 и наружная часть 2 формы, могут быть различными - при условии, что они выполняют заданную функцию.
Реферат
Настоящее изобретение относится к механизму для инжекционного формования, применяемому в инжекционном прессовании. Механизм для инжекционного формования содержит экструдер, внутреннюю часть формы и наружную часть формы. Первый механизм в виде рычажной системы с тремя поворотными рычагами частично закрывает форму. Второй механизм в виде эксцентрика, действующего на части рычажной системы, полностью закрывает форму и сжимает экструдированный материал. Каждый из двух механизмов приводится в действие своим серводвигателем. Технический результат при использовании заявленного изобретения позволяет создать простой и надежный механизм с возможностью точного управления. 10 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Машина для сборки шин с прижимными блоками
Комментарии