Пресс-форма, в частности пресс-форма для литья под давлением, и способ литья под давлением с использованием подобной пресс-формы - RU2669861C2
Код документа: RU2669861C2
Чертежи

Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее описание относится к пресс-форме и, в частности, к пресс-форме, образованной из множества блоков, в частности, предназначенной для литья под давлением, и оно также относится к способу формования с использованием пресс-формы.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Известны пресс-формы, в частности, пресс-формы для литья под давлением, которые образованы из множества блоков, которые определяют границы формообразующей полости пресс-формы, когда они находятся в собранном положении. Подобные пресс-формы обычно используются для литья под давлением, например, для литья под давлением лопаток газотурбинного двигателя. Замкнутая формообразующая полость пресс-формы определяет форму детали, подлежащей формованию. Впрыск часто выполняют при высокой температуре, при этом в данном случае температуру пресс-формы снижают в конце впрыска для извлечения детали из пресс-формы при хороших условиях без ущерба для ее свойств. Тем не менее, поскольку деталь и блоки пресс-формы изготовлены из разных материалов (например, блоки изготовлены из металла и деталь изготовлена из технического углерода), имеет место их разное расширение, которое может привести к заклиниванию детали в пресс-форме.
Кроме того, когда формообразующую полость пресс-формы открывают путем отделения, по меньшей мере, одного блока пресс-формы от остальной части пресс-формы, деталь подвергается охлаждению, которое является неравномерным вследствие перепада температур между воздухом в цехе, который находится в контакте с частью детали, и остальными блоками пресс-формы, которые находятся в контакте с другой частью детали. Данный перепад температур приводит к возникновению остаточных напряжений в детали. Данные остаточные напряжения увеличиваются при увеличении продолжительности времени, необходимого для выполнения извлечения из пресс-формы. Следовательно, необходимо разработать специальные способы или соответствующие инструменты для устранения заклинивания и быстрого извлечения детали из пресс-формы.
Известное решение проблемы извлечения из пресс-формы состоит в выполнении пресс-формы, образованной из многочисленных блоков, и в удалении блоков по одному до тех пор, пока деталь не будет полностью выведена из контактного взаимодействия. Такое решение приводит к длительному выполнению и, как правило, требует манипулирования пресс-формой (поворота, переворачивания вверх дном, наклона и т.д.), и это может оказаться сложным, если имеет место превышение определенного размера пресс-формы или ее температура является сравнительно высокой.
Другое известное решение состоит в использовании внешнего инструмента, например, клиньев или лома, для приложения усилия к детали и для отделения ее от пресс-формы. Однако усилие, которое должно быть приложено, является относительно большим, и такой способ часто приводит к повреждению отформованной детали, в частности, за счет оставления меток на детали.
Устранение данной проблемы состоит в оставлении узкого сквозного отверстия в блоке пресс-формы, при этом сквозное отверстие соединяет формообразующую полость пресс-формы с пространством, наружным по отношению к пресс-формы. Отверстие временно закупоривают перед формованием и во время формования, как правило, посредством винта и смолы кремнийорганического типа, которая вулканизируется при температуре внутри помещения (RTV). В конце впрыска пресс-форму открывают посредством отделения, по меньшей мере, одного блока пресс-формы от остальной части пресс-формы, смолу, вулканизирующуюся при температуре внутри помещения, удаляют, и стержень вставляют в сквозное отверстие снаружи для приложения усилия к детали для отделения ее от пресс-формы. Тем не менее, данный способ имеет вышеупомянутые недостатки, связанные с использованием внешнего инструмента. Кроме того, герметизация, обеспечиваемая смолой, вулканизирующейся при температуре внутри помещения, имеет ограниченную надежность, и может случиться так, что материал, впрыснутый в пресс-форму, будет выталкивать смолу обратно и выходить через сквозное отверстие во время формования. Таким образом, подобное решение не является удовлетворительным. Следовательно, существует потребность в новом типе пресс-формы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения состоит в устранении вышеупомянутых недостатков, по меньшей мере, в основном. Данная задача решается за счет того, что пресс-форма содержит, по меньшей мере, один выталкиватель, при этом указанный выталкиватель выполнен с конфигурацией, обеспечивающей возможность его размещения в первом блоке из указанного множества, на стороне, обращенной к формообразующей полости пресс-формы, и наличия первой поверхности на одном уровне с формообразующей полостью пресс-формы, когда выталкиватель размещен в указанном первом блоке, и за счет того, что пресс-форма также включает в себя воздействующие средства, обеспечивающие возможность перемещения выталкивателя относительно первого блока, и уплотнительные средства, выполненные с конфигурацией, обеспечивающей возможность изоляции воздействующих средств от формообразующей полости пресс-формы.
Термин «выталкиватель» обозначает компонент, выполненный с возможностью передачи осевого усилия. Выталкиватель имеет первую поверхность, расположенную на одном уровне с формообразующей полостью пресс-формы, так что после формования она находится в прямом контакте с отформованной деталью. Таким образом, первая поверхность выталкивателя по форме соответствует форме формообразующей полости пресс-формы, то есть является обратной по отношению к форме детали. Таким образом, выталкиватель выполнен с возможностью передачи осевого усилия детали, при этом указанное осевое усилие создает эффект рычага для отделения детали от пресс-формы. Для передачи осевого усилия выталкиватель установлен в первом блоке с возможностью перемещения. В частности, выталкиватель выполнен с возможностью перемещения в одном направлении.
Кроме того, первая поверхность выталкивателя может быть выполнена с такими размерами, что она будет иметь произвольно большую площадь. Чем больше площадь первой поверхности, тем меньше величина усилия, которое требуется приложить для устранения заклинивания детали относительно первого блока.
Воздействующие средства обеспечивают возможность перемещения выталкивателя. Они могут представлять собой воздействующие средства, которые непосредственно захватывают выталкиватель, или воздействующие средства, которые облегчают использование внешних средств для обеспечения перемещения выталкивателя. Например, воздействующие средства могут содержать винт, который при его повороте вызывает перемещение выталкивателя. В другом примере воздействующие средства могут включать в себя уступ, обеспечивающий возможность ввода инструмента в контактное взаимодействие для перемещения выталкивателя.
Для избежания ситуации, в которой литьевой материал достигает воздействующих средств и создает препятствие для них или делает их непригодными, предусмотрены уплотнительные средства для изоляции воздействующих средств от формообразующей полости пресс-формы, которая предназначена для приема литьевого материала. Таким образом, воздействующие средства будут надежно защищены в течение всего процесса формования, в частности, когда блоки находятся в собранном положении.
Посредством пресс-формы по изобретению извлечение из пресс-формы может быть выполнено просто и быстро, в результате чего обеспечивается возможность избежания повреждения детали и минимизации остаточных напряжений, обусловленных охлаждением. Кроме того, благодаря уплотнительным средствам выполнение воздействующих средств для выталкивателя не оказывает влияния на надлежащую герметизацию пресс-формы и формообразующей полости пресс-формы. Данный новый тип пресс-формы особенно предпочтителен для изготовления деталей сложных форм, которые трудно извлечь из пресс-формы.
В определенных вариантах осуществления уплотнительные средства размещены вокруг воздействующих средств. Таким образом, воздействующие средства будут защищены от проникновения литьевого материала, и они остаются в рабочем состоянии для извлечения из пресс-формы.
В определенных вариантах осуществления уплотнительные средства предусмотрены на поверхности, которая не обращена к формообразующей полости пресс-формы. В данных вариантах осуществления уплотнительные средства могут быть предусмотрены на поверхности блока, которая не обращена к формообразующей полости пресс-формы, и/или на поверхности выталкивателя, которая не обращена к формообразующей полости пресс-формы. В частности, уплотнительные средства могут находиться между поверхностью выталкивателя и поверхностью блока. Таким образом, существует возможность выполнения уплотнительных средств линейного типа (таких как прокладка) в отличие от уплотнительных средств площадного типа (таких как мембрана), в результате чего уменьшается какой-либо риск разрушения или утечки мимо уплотнительных средств.
В определенных вариантах осуществления воздействующие средства доступны со стороны, обращенной к формообразующей полости пресс-формы. Следовательно, когда блоки собраны вместе в положении, в котором они определяют границы формообразующей полости пресс-формы, воздействующие средства являются недоступными. Это служит, в частности, для предотвращения приведения выталкивателя в движение, если пресс-форма закрыта, в результате чего гарантируется то, что форма формообразующей полости пресс-формы будет сохраняться в течение всего формования.
В определенных вариантах осуществления выталкиватель включает в себя резьбу, и воздействующие средства содержат винт, входящий в контактное взаимодействие с указанной резьбой. Таким образом, в подобных вариантах осуществления поступательное перемещение выталкивателя может быть обеспечено за счет поворота винта. Подобные воздействующие средства просты в изготовлении и в использовании.
В определенных вариантах осуществления, когда блоки находятся в собранном положении, вторая поверхность указанного выталкивателя находится в контакте со вторым блоком, отличным от первого блока. В данных вариантах осуществления это может быть выполнено таким образом, что второй блок будет предотвращать перемещение выталкивателя относительно первого блока. Таким образом, когда блоки находятся в собранном положении, выталкиватель может удерживаться в заданном положении вторым блоком. Это служит для повышения надежности контроля положения выталкивателя.
В частности, в определенных вариантах осуществления вторая поверхность не параллельна направлению, в котором может перемещаться выталкиватель, так что, когда блоки пресс-формы находятся в собранном положении, выталкиватель будет зажат между первым блоком и вторым блоком.
В определенных вариантах осуществления доступ к воздействующим средствам обеспечивается посредством указанной второй поверхности выталкивателя. Таким образом, доступ к воздействующим средствам обеспечивается посредством поверхности, которая находится в контакте со вторым блоком, когда блоки находятся в собранном положении. Таким образом, воздействующие средства недоступны, если первый и второй блоки находятся в собранном положении. Таким образом, предотвращается любое несвоевременное перемещение выталкивателя, в частности, пока происходит формование.
В определенных вариантах осуществления уплотнительные средства содержат уплотнительное кольцо, выполненное с конфигурацией, обеспечивающей возможность его размещения между выталкивателем и одним из блоков из указанного множества. В частности, уплотнительное кольцо может быть размещено между выталкивателем и первым блоком или между выталкивателем и другим блоком, в частности, вторым блоком. Использование стандартных компонентов, таких как уплотнительное кольцо, обеспечивает возможность уменьшения стоимости пресс-формы в данных вариантах осуществления.
Настоящее описание также относится к способу изготовления детали литьем под давлением, при этом способ отличается тем, что он включает следующие этапы:
выполнение пресс-формы, имеющей множество блоков, которые, находясь в собранном положении, определяют границы формообразующей полости пресс-формы, при этом пресс-форма включает в себя, по меньшей мере, один выталкиватель, при этом указанный выталкиватель размещен в первом блоке из указанного множества на стороне, обращенной к формообразующей полости пресс-формы, и имеет первую поверхность на одном уровне с формообразующей полостью пресс-формы, при этом пресс-форма также включает в себя воздействующие средства, обеспечивающие возможность перемещения выталкивателя относительно блока, в котором он размещен, и уплотнительные средства, изолирующие воздействующие средства от формообразующей полости пресс-формы;
впрыск материала в формообразующую полость пресс-формы для формования детали;
открытие формообразующей полости пресс-формы посредством отделения, по меньшей мере, одного блока, отличного от первого блока, из указанного множества от остальной части пресс-формы; и
приведение в действие воздействующих средств для обеспечения перемещения выталкивателя относительно первого блока так, что выталкиватель обеспечивает приложение усилия к детали для отделения детали от пресс-формы.
Посредством такого способа деталь может быть извлечена из пресс-формы особенно просто и быстро, что служит для уменьшения остаточных напряжений в отформованной детали и ускорения процесса изготовления с использованием такой пресс-формы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В дальнейшем изобретение поясняется описанием вариантов его осуществления, приведенных в качестве неограничивающих примеров, со ссылками на сопровождающие чертежи, на которых:
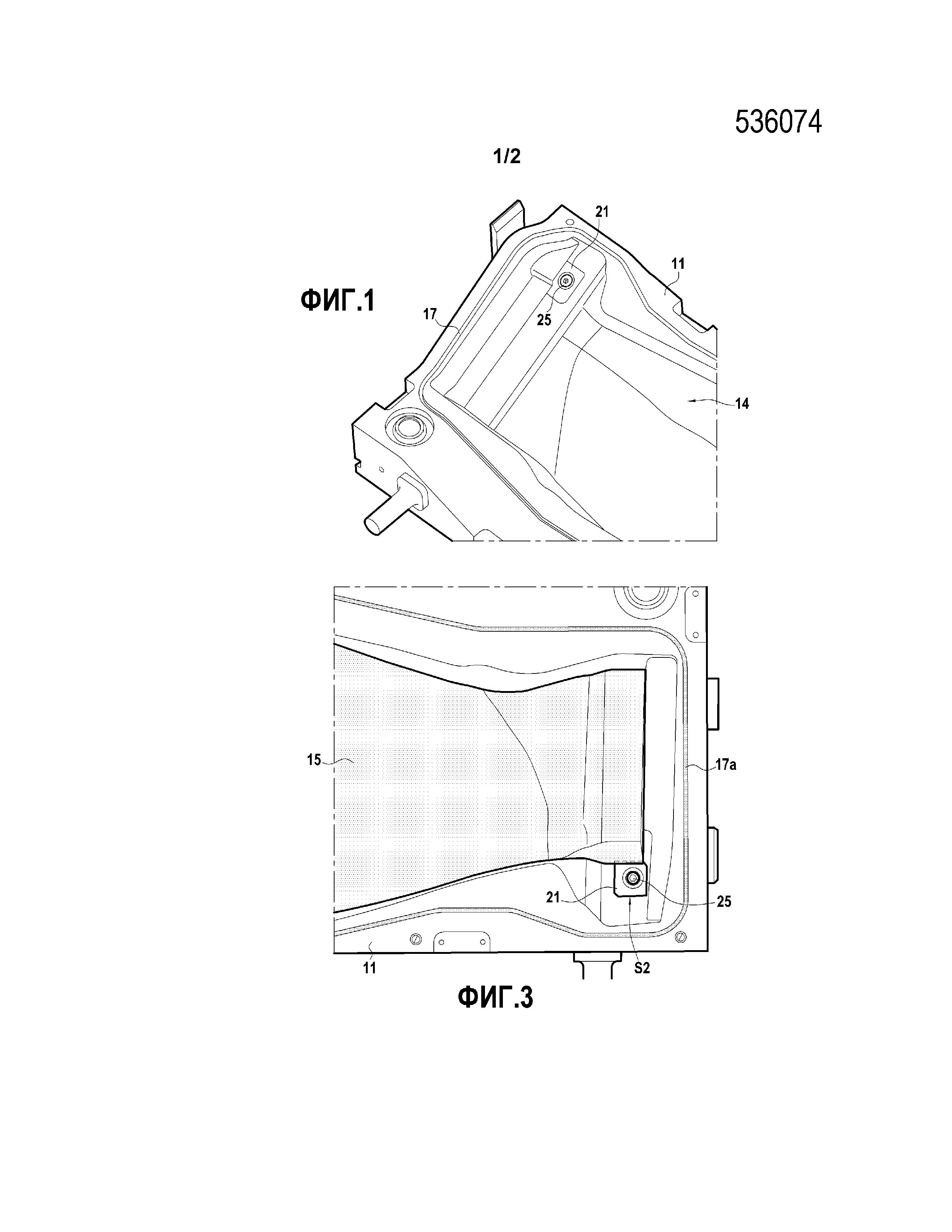
фиг.1 представляет собой вид в изометрии первого блока, в котором размещен выталкиватель;
фиг.2 представляет собой схематическое сечение пресс-формы в варианте осуществления по фиг.1; и
фиг.3 представляет собой вид в плане первого блока по фиг.1, также содержащий отформованную деталь.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Фиг.1 представляет собой вид в перспективе первого блока 11 пресс-формы 10. В представленном варианте осуществления пресс-форма 10 предназначена для литья под давлением лопатки газотурбинного двигателя, выполненной из композиционного материала. В данном примере пресс-форма 10 имеет два блока 11 и 13, но она может иметь больше блоков. Поскольку системы для сборки блоков пресс-формы хорошо известны специалисту в данной области техники, такая система не описана в настоящем описании. Когда блоки 11 и 13 находятся в собранном положении, данные блоки, образующие пресс-форму 10, определяют границы формообразующей полости 14 пресс-формы, имеющей форму детали, которая должна быть отформована (без учета каких-либо отходов), то есть форму лопатки в данном примере.
Канавка 17 предусмотрена вокруг формообразующей полости 14 пресс-формы для приема прокладки 17а. Прокладка 17а должна быть размещена между первым блоком 11 и вторым блоком 13. Прокладка 17а обеспечивает уплотнение для формообразующей полости 14 пресс-формы, когда первый блок 11 и второй блок 13 собраны вместе.
В первом блоке 11 выполнено гнездо 20, и выталкиватель 21 размещен в нем. Выталкиватель 21 имеет форму, которая является дополняющей по отношению к форме гнезда 20. Выталкиватель 21 размещен на стороне, обращенной к формообразующей полости 14 пресс-формы, то есть выталкиватель 21 имеет первую поверхность S1 внутри формообразующей полости 14 пресс-формы. Кроме того, первая поверхность S1 находится на одном уровне с формообразующей полостью 14 пресс-формы.
Выталкиватель 21 установлен с возможностью перемещения в первом блоке 11. Более точно, выталкиватель 21 выполнен с возможностью перемещения между втянутым положением, в котором выталкиватель 21 полностью входит в гнездо 20 и находится на одном уровне с формообразующей полостью 14 пресс-формы, и частично выдвинутым положением, в котором выталкиватель 21 выступает относительно формообразующей полости 14 пресс-формы. Для приведения выталкивателя 21 в действие винт 25 предусмотрен в отверстии 22 в выталкивателе 21, при этом отверстие 22 имеет резьбу 23. Отверстие 22 также включает в себя зенкованную часть (или цекованную часть) 22а, расположенную рядом с полостью 14 и принимающую головку винта 25. Как описано ниже более подробно, поворот винта 25 обеспечивает возможность перемещения выталкивателя 21 от первого блока 11 и к первому блоку 11 и, в частности, обеспечивает возможность поступательного перемещения выталкивателя 21 вдоль направления винта 25 между втянутым положением и частично выдвинутым положением.
Для формования детали и, в частности, лопатки газотурбинного двигателя первый и второй блоки 11 и 13 пресс-формы 10 собирают вместе, и затем литьевой материал впрыскивают через, по меньшей мере, одно предназначенное для впрыска отверстие (непоказанное) пресс-формы 10. В частности, при литье под давлением лопатки газотурбинного двигателя можно - перед закрытием пресс-формы 10 перед впрыском - вставить в формообразующую полость 14 пресс-формы предварительно отформованную заготовку, в частности, предварительно отформованную тканую заготовку. В конце впрыска пресс-форма 10, по-прежнему закрытая, такова как показанная на фиг.2, которая представляет собой местный вид в разрезе пресс-формы 10.
На фиг.2 первый блок 11 и второй блок 12 собраны вместе, и они определяют границы формообразующей полости 14 пресс-формы, которая теперь заполнена отформованной деталью 15. Как упомянуто выше, прокладка 17а, размещенная в канавке 17, обеспечивает уплотнительные средства для уплотнения формообразующей полости 14 пресс-формы в месте сопряжения между различными блоками 11, 13 пресс-формы 10.
Выталкиватель 21 размещен в первом блоке 11 так, что первая поверхность S1 выталкивателя 21 обращена к формообразующей полости 14 пресс-формы, то есть таким образом, что первая поверхность S1 находится в прямом контакте с отформованной деталью 15. Первая поверхность S1 предназначена для приложения усилия к детали 15 для отделения детали 15 от первого блока 11 при приведении в действии выталкивателя 21.
Выталкиватель 21 также размещен в первом блоке 11 таким образом, что в собранном положении выталкиватель 21 имеет вторую поверхность S2, находящуюся в контакте с блоком пресс-формы 10, отличным от первого блока 11. Как можно видеть на фиг.2, в представленном примере вторая поверхность S2 находится в контакте со вторым блоком 13. Вторая поверхность S2 предназначена для предотвращения любого перемещения выталкивателя 21, пока второй блок 13 собран вместе с первым блоком 11.
Как упомянуто выше, для избежания ситуации, в которой литьевой материал достигает воздействующих средств выталкивателя 21, для которых он может создавать препятствие и которые он может сделать непригодными, предусмотрены уплотнительные средства для изоляции воздействующих средств 23, 25 от формообразующей полости 14 пресс-формы, которая принимает литьевой материал. Литьевой материал может априори проникать во все промежутки между различными частями пресс-формы 10; например, при впрыске эпоксидной смолы в качестве литьевого материала смола проникает во все промежутки, имеющие размер, превышающий или равный 0,2 миллиметра (мм).
В частности, выталкиватель 21 выполнен с канавкой 27, окружающей отверстие 22, на его стороне, обращенной ко второму блоку 13. В частности, канавка 27 окружает зенкованную часть 22а. Уплотнительное кольцо 27а размещено в канавке 27 для обеспечения уплотнения между формообразующей полостью 14 пресс-формы и отверстием 22 в месте сопряжения между выталкивателем 21 и вторым блоком 13. Кроме того, первый блок 11 выполнен с канавкой 19, окружающей резьбовое отверстие 22, на его стороне, обращенной к выталкивателю 21. Уплотнительное кольцо 19а размещено в канавке 19 для обеспечения уплотнения между формообразующей полостью 14 пресс-формы и резьбовым отверстием 22 в месте сопряжения между выталкивателем 21 и первым блоком 11. В результате резьбовое и раззенкованное отверстие 22 будет изолировано на обоих из его концов от формообразующей полости пресс-формы, в результате чего обеспечивается целостность резьбы 23 и винта 25. Кроме того, можно видеть, что уплотнительные средства 19, 27 предусмотрены на соответствующих поверхностях, которые не обращены к формообразующей полости 14 пресс-формы.
Как можно видеть на фиг.2, средства для приведения в действие выталкивателя 21, в частности, головка винта 25, доступны посредством первой поверхности S2. Таким образом, пока второй блок 13 находится в контакте со второй поверхностью S2, воздействующие средства недоступны.
Для извлечения детали 15 из пресс-формы после охлаждения детали 15 в достаточной степени пресс-форму 10 открывают путем отделения второго блока 13 от первого блока 11. При этом пресс-форма 10 и деталь 15 будут находиться в конфигурации, показанной на фиг.3. Вследствие различия в охлаждении блоков 11, 13 и детали 15 деталь 15 блокируется в определенном положении в первом блоке 11. Поскольку второй блок 13 был отделен, вторая поверхность S2 и, таким образом, воздействующие средства и, в частности, головка винта 25, снова становятся доступными.
Для отделения детали 15 от первого блока 11 винт 25 поворачивают (вручную или автоматически). Поскольку первый блок 11 останавливает поступательное перемещение винта 25 (см. фиг.2), поворот винта 25 воздействует посредством резьбы 23 для приведения выталкивателя 21 в поступательное движение от первого блока 11, то есть в направлении, которое обеспечивает приложение усилия к детали 15. Таким образом, выталкиватель 21 обеспечивает возможность приложения осевого усилия к детали 15 посредством первой поверхности S1, обеспечивающей контакт между выталкивателем 21 и деталью 15. Таким образом, винт 25 поворачивают до тех пор, пока деталь 15 не окажется отсоединенной от первого блока 11. Чем больше площадь первой поверхности S1, тем меньше величина усилия, которое должно быть приложено, в результате чего обеспечивается возможность уменьшения какого-либо риска образования меток на детали 15.
При рассмотрении описанного варианта осуществления следует отметить, что опыт показывает, что хвост лопатки особенно трудно извлекать из пресс-формы, и поэтому пресс-форма 10 имеет один выталкиватель 21, размещенный рядом с хвостом лопатки 15. Тем не менее, очевидно, что число и местоположения выталкивателей могут быть адаптированы специалистом в данной области техники, при этом, тем не менее, следует учитывать то, что каждый дополнительный выталкиватель в блоке пресс-формы требует уплотнительных средств, например, уплотнительных колец, и что такие уплотнительные средства образуют потенциальный источник сбоя в процессе формования. Также предпочтительно, чтобы число и местоположения выталкивателей были оптимизированы для минимизации напряжений, возникающих в детали вследствие операции извлечения из пресс-формы.
Применение пресс-формы по изобретению совместимо с другими средствами для извлечения из пресс-формы или для обеспечения содействия при извлечении из пресс-формы, например, с нанесением покрытия на пресс-форму для уменьшения адгезии между отформованной деталью и стенками блоков пресс-формы, образующих полость.
Воздействующие средства не ограничены конфигурацией, показанной на фиг.2. Многочисленные известные средства обеспечивают возможность перемещения выталкивателя способом, эквивалентным описанному, независимо от того, используется ли в данных средствах винт или стержень с резьбой, взаимодействующий с резьбовым отверстием, или нет.
Несмотря на то, что настоящее изобретение описано со ссылкой на конкретные варианты осуществления, могут быть выполнены модификации данных вариантов осуществления без отхода от общего объема изобретения, определенного формулой изобретения. В частности, отдельные признаки различных вариантов осуществления, показанные и/или упомянутые, могут быть скомбинированы в дополнительных вариантах осуществления. Следовательно, описание и чертежи следует рассматривать в иллюстративном смысле, а не в ограничительном смысле.
Реферат
Группа изобретений может быть использована для литья под давлением лопатки газотурбинного двигателя, выполненного из композиционного материала. Пресс-форма (10) содержит множество блоков (11, 13), которые определяют границы формообразующей полости пресс-формы. Пресс-форма (10) включает один выталкиватель (21). Выталкиватель (21) выполнен с конфигурацией, обеспечивающей возможность его размещения в первом блоке (11) на стороне, обращенной к формообразующей полости пресс-формы. Поверхность (S1) расположена на одном уровне с формообразующей полостью пресс-формы. Пресс-форма (10) также включает воздействующие средства (23, 25), обеспечивающие возможность перемещения выталкивателя (21) относительно первого блока (11), и уплотнительные средства (19, 27), выполненные с конфигурацией, обеспечивающей возможность изоляции воздействующих средств (23, 25) от формообразующей полости пресс-формы. Обеспечивается устранение заклинивания и упрощение извлечения детали из пресс-формы. 2 н. и 4 з.п. ф-лы, 3 ил.
Формула
Документы, цитированные в отчёте о поиске
Пресс-форма для инжекционного прессования
Комментарии