Пресс для изготовления цельного предмета и способ использования указанного пресса - RU2581373C2
Код документа: RU2581373C2
Чертежи


Описание
Изобретение относится к прессу для дополнительного литья детали на первой детали и второй детали таким образом, чтобы получить цельный предмет. Изобретение относится также к способу дополнительного литья детали на первой детали и на второй детали для получения цельного предмета с использованием пресса в соответствии с изобретением.
Из документа FR 2731983 Ф1 известен способ литья цельного тюбика, содержащего юбку, дозировочную головку и шарнирный колпачок. Для этого используют пресс-форму, содержащую дно, две литейные колодки, литейный стержень и наружный литейный корпус. Дно оснащено рабочей полостью, имеющей форму, соответствующую формам внутренней стороны шарнирного колпачка и наружной стороны вершинной стенки дозировочной головки. Колодки расположены под дном с двух сторон от пространства, где будет происходить формование дозировочной головки. На первой колодке находятся рабочая полость, имеющая форму, соответствующую форме наружной стороны шарнирного колпачка, и рабочая полость, имеющая форму, соответствующую половине периметра дозировочной головки. Вторая колодка имеет рабочую полость, форма которой соответствует другой половине дозировочной головки. Под колодками находится литейный корпус, который содержит полость, форма которой соответствует юбке. В центре литейного корпуса находится литейный стержень, который в своей верхней части содержит рабочую полость, форма которой соответствует внутренней стороне дозировочной головки. Вместе с литейным корпусом и колодками литейный стержень образует первое свободное пространство, сообщающееся со вторым свободным пространством, образованным между первой колодкой и дном.
Для извлечения из формы тюбика, полученного в пресс-форме путем литья под давлением необходимо приподнять дно, отделить шарнирный колпачок от рабочей полости, выполненной в первой колодке, откинуть его на дозировочную головку и отвести от двух колодок. Затем освобождают литейный стержень с тюбиком и тюбик удаляют за пределы стержня. Этот способ не позволяет изготавливать очень сложные детали. Кроме того, этот способ позволяет нагнетать только один материал. Иначе говоря, тюбик выполняют только из одного материала, и он имеет один цвет.
Из документа WO 0178958 A1 известен способ, который при помощи кессонов позволяет выполнять шарнирный колпачок посредством дополнительного литья на дозировочной головке, выбирая идентичные материалы, но имеющие разные цвета или разные, но совместимые материалы. Этот способ позволяет выполнять дополнительным литьем только одну деталь на другой.
Способ, наиболее распространенный в промышленности для изготовления тюбиков, прежде всего состоит в экструзии и в вырезании юбок необходимой длины в первом инструменте. Затем юбки надевают на литейные стержни, размещенные в литейных корпусах, выполненных группами во вращающемся формодержателе. Затем формодержатель поворачивают, пока юбки не окажутся под нагнетательным инструментом. Подвижную пресс-форму, содержащую рабочие полости, число которых соответствует числу юбок, закрывают на вращающейся плите. Каждому литейному стержню соответствует одна рабочая полость в подвижной пресс-форме. Между литейным стержнем и соответствующей рабочей полостью образуется пространство, объем которого соответствует дозировочной головке, которую необходимо выполнить дополнительным литьем на юбке. После нагнетания материала для формования дозировочной головки инструмент открывают и приподнимают подвижную пресс-форму. Вращающийся формодержатель опять поворачивают, при этом тюбики успевают охладиться, прежде чем достигнут положения, в котором эти тюбики, состоящие из юбки и дополнительно отлитой на ней головки, удаляют из пресс-формы вместе с литейными стержнями.
На практике вращающийся формодержатель содержит несколько идентичных угловых секторов, в каждом из которых находится идентичный ряд литейных корпусов и литейных стержней. Это позволяет изготавливать тюбики в полунепрерывном режиме. Если, например, формодержатель содержит восемь секторов, то на каждом этапе его поворачивают на одну восьмую оборота. Пока юбки надевают на литейные стержни первого сектора, инструмент закрыт на втором секторе, третий находится под нагнетательным инструментом, четвертый и пятый находятся в фазе стабилизации и охлаждения, а шестой - в фазе удаления тюбиков. Седьмой сектор подвергают контролю положения, а восьмой сектор находится в положении ожидания. После заполнения первого сектора юбками и завершения нагнетания в третий сектор вращающийся формодержатель поворачивают на одну восьмую оборота и процесс продолжает свой цикл. После удаления из поста литья под давлением тюбики с дозировочной головкой направляют на другой пост литья под давлением, на котором производят дополнительное литье колпачков. На этом другом рабочем посту можно также завинтить или закрепить другие средства колпачков, изготовленные на еще одном рабочем посту.
Во всех случаях необходимо иметь несколько рабочих постов, соединенных между собой конвейерами, что делает установки одновременно дорогими и громоздкими.
Из документа JP 2010179511 А известен пресс для изготовления полых предметов, таких как лампы, содержащие дно, крышку, которая служит линзой, и светящийся элемент. Пресс содержит неподвижную часть и подвижную часть. Неподвижная часть и подвижная часть оснащены, каждая, вращающимся формодержателем и находящимся рядом с ним неподвижным формодержателем. Вращающиеся формодержатели расположены друг против друга таким образом, что частично перекрывают друг друга. Первый неподвижный формодержатель находится напротив второго вращающегося формодержателя в зоне, не охватываемой первым вращающимся формодержателем. Точно так же, второй неподвижный формодержатель расположен напротив первого вращающегося формодержателя в зоне, не охватываемой вторым вращающимся формодержателем. Каждый вращающийся формодержатель содержит, по меньшей мере, две идентичные рабочие полости, расположенные симметрично относительно оси вращения рассматриваемого формодержателя. Каждый неподвижный формодержатель имеет рабочую полость, взаимно соответствующую рабочим полостям вращающегося формодержателя, напротив которого он находится. Этот пресс позволяет формовать дно между первым неподвижным формодержателем и вторым вращающимся формодержателем и крышку между вторым неподвижным формодержателем и первым вращающимся формодержателем. После поворота двух вращающихся формодержателей и установки диода в дно эти дно и крышка оказываются в части, где два вращающихся формодержателя оказались друг против друга, таким образом, что обе детали оказываются на одной линии и скреплены вместе. Этот пресс не позволяет осуществлять дополнительное литье третьей детали между первой деталью и второй деталью, которые не находятся на одной линии.
Задача изобретения состоит в создании пресса и способа, позволяющих изготавливать с меньшими расходами цельные предметы, состоящие из первой детали и второй детали, изготовленных отдельно и соединенных вместе деталью, выполненной посредством дополнительного литья. Этот пресс и этот способ должны позволять изготавливать, в частности, цельные тюбики из юбок и шарнирных колпачков, полученных отдельно, и из дозировочной головки, дополнительно отлитой на этих двух первых деталях. Для этого производственная линия должна быть упрощена и должна быть более компактной.
Поставленная задача решена за счет того, что пресс имеет следующие дополнительные элементы:
- первую раму, оборудованную первым вращающимся формодержателем, который поворачивается вокруг первой оси вращения и на котором закреплена первая пресс-форма, имеющая, по меньшей мере, две части, на каждой из которых находятся рабочая полость, форма которой соответствует форме одной из сторон дополнительно отливаемой детали, и опора для второго предмета, при этом рабочая полость и опора первой части расположены с такой же симметрией относительно первой оси вращения, что и рабочая полость и опора второй части;
- вторую раму, оборудованную вторым вращающимся формодержателем, который поворачивается вокруг второй оси вращения и на котором закреплена вторая пресс-форма, имеющая, по меньшей мере, две части, на каждой из которых находится опора для размещения первой детали, при этом опора первой части расположена с такой же симметрией относительно второй оси вращения, что и опора второй части;
- при этом предусмотрены средства для раздвигания и сближения двух рам поступательным движением, параллельным первой оси вращения первого формодержателя;
- при этом первый и второй формодержатели параллельны между собой;
- при этом первая и вторая оси вращения параллельны между собой и смещены таким образом, что в закрытом положении пресса одна из частей первой пресс-формы находится на одной линии и в контакте с одной из частей второй пресс-формы в так называемой общей зоне, тогда как другая часть первой пресс-формы не входит в контакт с второй пресс-формой и находится в зоне введения и другая часть второй пресс-формы не входит в контакт с первой пресс-формой и находится в зоне вставки;
- при этом предусмотрены средства вращения для перемещения первой и второй части первой пресс-формы в общую зону или в зону введения и для перемещения первой и второй части второй пресс-формы в общую зону или в зону вставки;
- при этом рабочие полости и опоры первой пресс-формы, а также опоры второй пресс-формы расположены на своей соответствующей пресс-форме таким образом, чтобы, когда части пресс-формы входят в контакт в общей зоне и когда первая деталь и вторая деталь находятся на месте на своей соответствующей опоре, создать пространство, форма которого соответствует форме дополнительно отливаемой детали;
- при этом предусмотрены средства нагнетания для нагнетания материала дополнительно отливаемого предмета в общую зону.
Такой пресс позволяет на одном и том же этапе дополнительно отливать на двух предметах, расположенных друг против друга на двух разных пресс-формах, третий предмет, который будет выполнять функцию связи между ними. Благодаря двум вращающимся формодержателям и двум частям пресс-формы можно загружать первые и вторые детали в зоны введения и вставки, тогда как материал дополнительно отливаемых деталей нагнетают в общую зону. После завершения этого этапа достаточно повернуть формодержатели, чтобы поменять местами первые и вторые части пресс-форм и возобновить производственный цикл.
Для использования пресса предусмотрен следующий способ:
а) Вставка первых деталей в опоры части второй пресс-формы, находящейся в зоне вставки, и введение вторых деталей в опоры части первой пресс-формы, находящейся в зоне введения;
б) Открывание пресса, если он еще не был открыт, и вращение двух формодержателей таким образом, чтобы часть первой пресс-формы, которая находилась в зоне введения, и часть второй пресс-формы, которая находилась в зоне вставки, оказались в общей зоне;
в) Закрывание пресса;
г) Вставка первых деталей в опоры части второй пресс-формы, находящейся в зоне вставки, и введение вторых деталей в опоры части первой пресс-формы, находящейся в зоне введения. Параллельно дополнительное литье дополнительно отливаемых деталей на первых и вторых деталях, находящихся в общей зоне;
д) Открывание пресса таким образом, чтобы предметы, полученные после дополнительного литья детали, дополнительно отливаемой на двух других деталях, оказались на опорах части второй пресс-формы, находящейся в общей зоне;
е) Вращение двух формодержателей таким образом, чтобы часть первой пресс-формы, которая находилась в зоне введения, и часть второй пресс-формы, которая находилась в зоне вставки, оказались в общей зоне;
ж) Закрывание пресса;
з) Извлечение готовых предметов, находящихся на опорах части второй пресс-формы, находящейся в зоне вставки, и вставка новых первых деталей на освободившиеся таким образом опоры, введение новых вторых деталей на опоры части первой пресс-формы, находящейся в зоне введения. Параллельно дополнительное литье дополнительно отливаемых деталей на первых и вторых деталях, находящихся в общей зоне;
и) Продолжение цикла, как на этапе д).
Для обеспечения дополнительного литья третьей детали на двух первых деталях таким образом, чтобы дополнительно отливаемая деталь выступала из полостей двух других деталей, предпочтительно с каждой опорой второй пресс-формы объединяют рабочую полость, помещенную на указанную вторую пресс-форму и имеющую форму, соответствующую форме одной из сторон второй детали, при этом рабочие полости второй пресс-формы и опоры первой пресс-формы располагают на их соответствующей пресс-форме таким образом, чтобы они находились на одной линии, когда их части пресс-формы входят в контакт в общей зоне. В этом случае способ предусматривает введение части свободной стороны вторых деталей в рабочие полости второй пресс-формы на этапах с и ж, то есть во время закрывания пресса. Под свободной стороной следует понимать сторону второго предмета, которая не входит в контакт с опорой первой пресс-формы.
Для введения второй детали в первую пресс-форму предусмотрено устройство на второй раме напротив части первой пресс-формы, которая находится в зоне введения.
В варианте осуществления изобретения устройство для введения второго предмета в первую пресс-форму содержит третью пресс-форму, параллельную второй пресс-форме, при этом указанная третья пресс-форма содержит рабочую полость для одной из сторон второго предмета и опоры первой пресс-формы содержат рабочие полости для другой стороны второго предмета, при этом предусмотрены нагнетательные средства для нагнетания материала второго предмета в образовавшееся пространство, когда пресс закрыт, через полость третьей пресс-формы и полость первой пресс-формы, находящуюся в части первой пресс-формы, расположенной в зоне введения. В этом случае предпочтительно, чтобы, кроме рабочей полости для второй детали, третья пресс-форма содержала полость, обратную рабочим полостям первой пресс-формы.
Для этого варианта осуществления предусмотрено, чтобы:
- этапу а предшествовало закрывание пресса;
- на этапах а, г и з введение вторых деталей в опоры части первой пресс-формы, находящейся в зоне введения, происходило посредством нагнетания в пространства, образованные между рабочими полостями третьей пресс-формы и рабочими полостями части первой пресс-формы, которая находится в зоне введения, и чтобы
- на этапах б и д открывание пресса происходило таким образом, чтобы вторые детали, полученные после нагнетания в зону введения, оказались на рабочих полостях части первой пресс-формы, находящейся в зоне введения.
Пресс в соответствии с изобретением представляет особый интерес для изготовления тюбика, состоящего из юбки, образующей первую деталь, шарнирного колпачка, образующего вторую деталь, и дозировочной головки, образующей дополнительно отливаемую деталь, при этом опоры второй пресс-формы представляют собой стержень, вершинная часть которого соответствует, по меньшей мере, части внутренней стороны дополнительно отливаемой дозировочной головки, при этом поперечное сечение стержня соответствует внутреннему поперечному сечению юбки, при этом рабочие полости первой пресс-формы соответствуют наружной стороне дополнительно отливаемой дозировочной головки и опоры соответствуют внутренней стороне шарнирного колпачка, при этом рабочие полости третьей пресс-формы соответствуют наружной стороне шарнирного колпачка.
Для обеспечения одновременного дополнительного литья нескольких дополнительно отливаемых деталей предпочтительно, чтобы каждая часть первой пресс-формы и второй пресс-формы и третья пресс-форма содержали несколько наборов опор и/или рабочих полостей.
Чтобы обеспечить включение вставок в дополнительно отливаемые детали или чтобы предусмотреть дополнительную обработку на дополнительно отливаемой детали, необходимо, чтобы, кроме своих первых и вторых частей, первая и/или вторая пресс-формы содержали дополнительные части, каждая из которых имеет такое же число рабочих полостей и/или опор, что и соответствующие первые и вторые части, причем эти рабочие полости и/или опоры располагают на этих дополнительных частях с такой же симметрией относительно оси вращения соответствующего формодержателя, что и рабочие полости и/или опоры соответствующих первых и вторых частей.
Если вторая пресс-форма содержит третью часть, способ предусматривает вращение второго формодержателя на этапах б и е таким образом, чтобы первая часть второй пресс-формы заняла место второй, вторая часть заняла место третьей и третья часть заняла место первой, чтобы одна из частей оказалась в зоне вставки, другая оказалась в общей зоне и третья оказалась в промежуточной зоне, которая может хронологически находиться между зоной вставки и общей зоной или между общей зоной и зоной вставки. В этом случае в промежуточной зоне вставки устанавливают в опоры с целью их погружения в массу дополнительно отливаемой детали или на отверстиях, выполненных в дополнительно отливаемых деталях, сваркой крепят заглушки.
Если вторая пресс-форма содержит третью часть и четвертую часть, вращение второго формодержателя на этапах б и е происходит таким образом, чтобы первая часть второй пресс-формы заняла место второй, вторая часть заняла место третьей, третья часть заняла место четвертой, и четвертая часть заняла место первой таким образом, чтобы одна из частей оказалась в зоне вставки, другая оказалась в общей зоне, а третья и четвертая оказались в двух промежуточных зонах, которые могут хронологически находиться между зоной вставки и общей зоной и/или между общей зоной и зоной вставки. В этом случае в первой промежуточной зоне вставки устанавливают в опоры с целью их погружения в массу дополнительно отливаемой детали, а во второй промежуточной зоне на отверстиях, выполненных в дополнительно отливаемых деталях, сваркой крепят заглушки.
Далее следует более подробное описание изобретения при помощи примера осуществления со ссылками на фигуры.
На фиг.1 показаны: а) вид в перспективе тюбика, выполненного при помощи способа, b) вид в разрезе колпачка и дозировочной головки тюбика, с) и d) вид в разборе колпачка и головки;
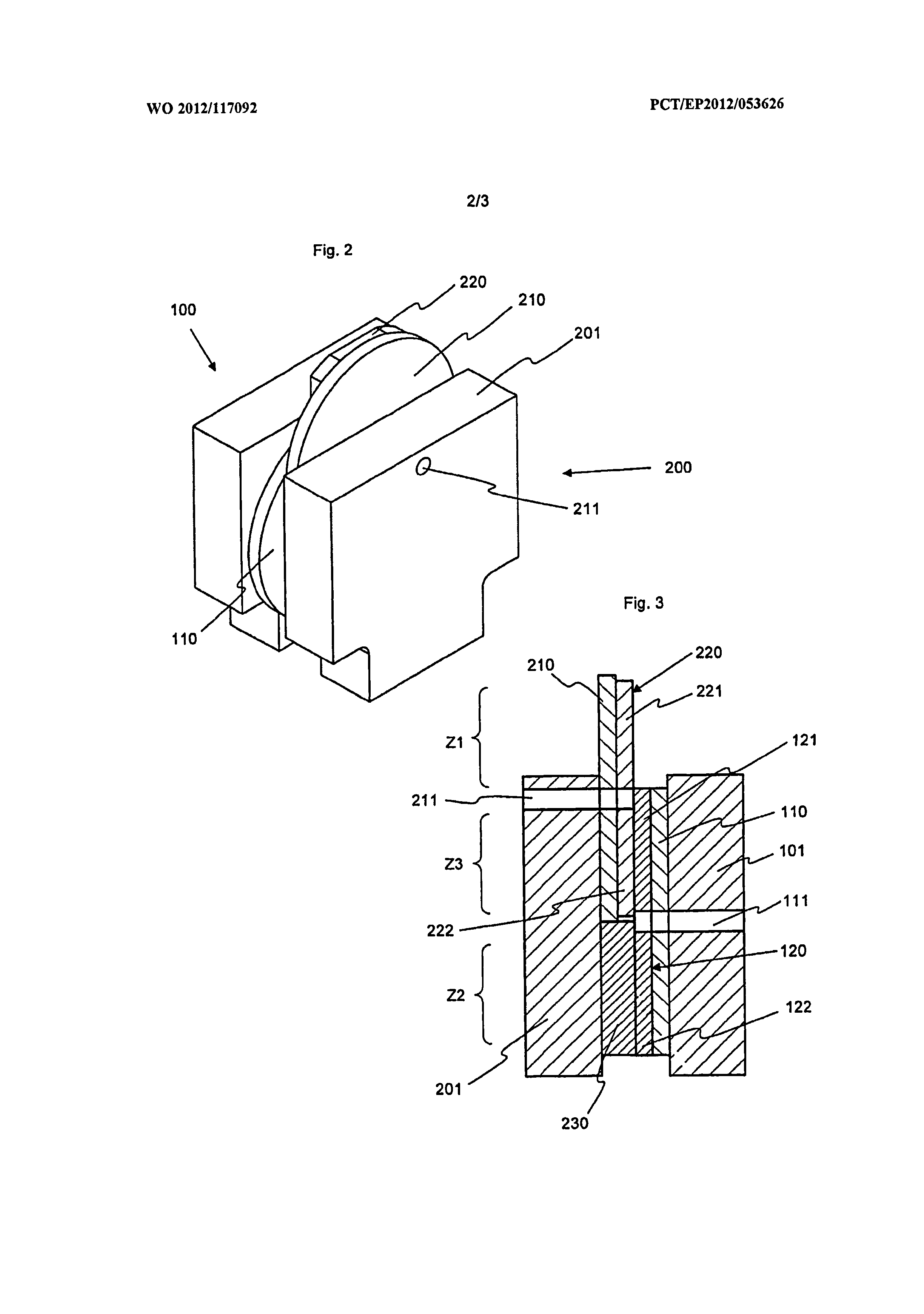
на фиг.2 показан закрытый пресс, вид в перспективе;
на фиг.3 показан закрытый пресс, вид в поперечном разрезе;
на фиг.4 показан открытый пресс, вид в перспективе слева;
на фиг.5 показан открытый пресс, вид в перспективе справа.
Пресс показан и описан в варианте с вертикальными формодержателями 110, 220. Однако их можно расположить также горизонтально.
Пресс, представленный в этом примере осуществления, позволяет получать цельный тюбик 300. Этот тюбик состоит из юбки 310, дозировочной головки 320 и шарнирного колпачка 330. Юбки традиционно изготавливают предварительно посредством экструзии или в виде ламинированных сваренных пленок и обрезают по необходимым размерам. Способ, который будет описан подробно ниже, можно коротко представить следующим образом: Юбки 310 вставляют в пресс в первую зону, называемую зоной введения Z1. Параллельно во вторую зону пресса, называемую зоной литья под давлением колпачков Z2, нагнетают материал шарнирных колпачков 330. В третьей зоне, называемой общей зоной Z3, шарнирные колпачки 330 располагают рядом с юбками 310 в положении, которое они будут иметь в конечном предмете перед извлечением из формы, и на юбках 310 и шарнирных колпачках 330 дополнительно отливают дозировочные головки 320 таким образом, чтобы получить цельный тюбик. После стабилизации и частичного охлаждения пресс открывают и тюбики 300 удаляют из пресс-формы, при этом колпачки 330 можно откинуть на дозировочные головки до или после удаления тюбиков.
Пресс содержит неподвижную часть 100 и подвижную часть 200.
Неподвижная часть 100 включает в себя неподвижную раму 101, на которой установлен первый вращающийся формодержатель 110, который может поворачиваться вокруг первой оси вращения 111, перпендикулярной к формодержателю. На первом формодержателе 110 крепят первую пресс-форму 120. Эта первая пресс-форма 120 состоит из двух частей 121, 122, симметричных относительно первой оси вращения 111. Каждая рабочая полость содержит, с одной стороны, матрицу 123, форма которой соответствует форме наружной стороны 321 дозировочной головки 320, и, с другой стороны, стержень 124, форма которого соответствует форме внутренней стороны 332 шарнирного колпачка 330. Рабочие полости ориентированы таким образом, чтобы стержни 124 с формой, соответствующей форме колпачков, находились в центре квадрата, тогда как матрицы 123 с формой, соответствующей форме дозировочных головок, находились на краях квадрата. Предусмотрены средства вращения для поворота первого вращающегося формодержателя 110 между двумя противоположными положениями: в первом положении первая часть 121 первой пресс-формы находится вверху над первой осью вращения 111, а вторая часть 122 находится внизу под первой осью вращения. Эта ситуация показана на фиг.4. Во втором положении обе части 121, 122 повернуты на 180°, то есть поменялись местами.
Неподвижная часть 100 имеет две нагнетательные линии. Через первую нагнетают первый материал на уровне стержней колпачков 124, расположенных в части пресс-формы 120, находящейся внизу. В примере, показанном на фиг.4, нагнетание первого материала происходит на уровне стержней 124 второй части 122. Через вторую нагнетательную линию нагнетают второй материал на уровне матриц 123 дозировочной головки, расположенных в части пресс-формы, находящейся вверху. В примере, показанном на фиг.4, нагнетание второго материала происходит на уровне матриц 123, находящихся в части 121.
Подвижная часть 200 включает в себя подвижную раму 201, на которой установлен второй вращающийся формодержатель 210, который может поворачиваться вокруг второй оси вращения 211, перпендикулярной к формодержателю. На втором формодержателе 210 закреплена вторая пресс-форма 220. Эта вторая пресс-форма 220 состоит из двух частей 221, 222, симметричных относительно второй оси вращения 211. Каждая часть 221, 222 имеет четыре полости 223, расположенные квадратом. Каждой полости 223 соответствует матрица 224 наружной стороны 331 шарнирного колпачка. Эти матрицы 224 расположены на второй пресс-форме. Внутри каждой полости 223 находится стержень, диаметр которого соответствует внутреннему диаметру юбки 310 и верхняя сторона которого имеет форму, взаимно соответствующую форме внутренней стороны 322 дозировочной головки 320. Этот стержень выполняет функцию опоры для юбки. Матрицы 224 расположены таким образом, что находятся в центре квадрата, тогда как полости 223 находятся по краям квадрата. Имеются средства вращения для поворота второго вращающегося формодержателя между двумя противоположными положениями: в первом положении первая часть 221 второй пресс-формы находится вверху над первой осью вращения 211, а вторая часть 222 находится внизу под второй осью вращения. Эта ситуация показана на фиг.5. Во втором положении обе части 221, 222 повернуты на 180°, то есть поменялись местами.
Оба формодержателя 110, 210 являются параллельными, как и обе оси 111, 211. Вместе с тем, обе оси смещены в вертикальной плоскости таким образом, чтобы верхняя часть первого диска 110 находилась на одной линии с нижней частью второго диска 210. В закрытом положении пресса эта верхняя часть первой пресс-формы входит в контакт с нижней частью второй пресс-формы в общей зоне Z3, тогда как нижняя часть первой пресс-формы находится за пределами контакта со второй пресс-формой, и верхняя часть второй пресс-формы находится за пределами контакта с первой пресс-формой. В примерах, показанных на фигурах, часть 121, показанная на фиг.4 вверху, входит в контакт с частью 222, показанной на фиг.5 внизу, в общей зоне Z3. При этом вторая часть 122 первой пресс-формы, показанная внизу на фиг.4, не входит в контакт со второй пресс-формой 220 и находится в зоне введения Z2, а первая часть 221 второй пресс-формы 220, показанная на фиг.5 вверху, не входит в контакт с первой пресс-формой 120 и находится в зоне вставки Z1. Когда один или другой формодержатель поворачивают на 180°, части соответствующих форм меняют положения на противоположные.
Под вторым вращающимся формодержателем 210 находится третья пресс-форма 230, предназначенная для формования наружной стороны 331 колпачков 330. Эта третья пресс-форма 230 является неподвижной относительно подвижной рамы 201. Она имеет четыре рабочие полости, расположенные в виде квадрата. Каждая полость содержит, с одной стороны, матрицу 234, форма которой соответствует форме наружной стороны 331 колпачка 330, и, с другой стороны, стержень 233, форма которого соответствует форме наружной стороны 321 дозировочной головки и функция которого будет описана ниже. Рабочие полости ориентированы таким образом, чтобы матрицы 234 для колпачка находились в центре квадрата, тогда как стержни 233, форма которых соответствует форме головок, находятся по краям квадрата.
Предусмотрены средства для перемещения подвижной части 200 между положением, в котором она примыкает к неподвижной части 100, и положением, в котором она от нее отодвинута.
В закрытом положении часть второй пресс-формы 220, находящаяся внизу, входит в контакт с частью первой пресс-формы 120, находящейся вверху. Полости 223, расположенные в нижней части второй пресс-формы 220, находятся на одной линии с матрицами 123 дозировочных головок, расположенными в верхней части первой пресс-формы 120. Точно так же, матрицы 224 для колпачков, расположенные в нижней части второй пресс-формы 220, находятся на одной линии со стержнями 124, расположенными в верхней части первой пресс-формы 120. Учитывая симметрию первой и второй пресс-форм 120, 220 относительно осей вращения 111, 211, эти совмещения полости 223/матрица 123 и матрица 224/стержни 124 сохраняются, пока одна или другая из частей 221, 222 второй пресс-формы находится в нижнем положении напротив одной или другой из частей 121, 122 первой пресс-формы, находящейся в верхнем положении, то есть в общей зоне Z3.
Когда пресс закрывают, верхняя часть второй пресс-формы 220 находится за пределами пресса в зоне введения Z1, то есть является доступной.
Когда пресс закрыт, нижняя часть первой пресс-формы 120 входит в контакт с третьей пресс-формой 230 подвижной части. Матрицы 234 для колпачков третьей пресс-формы 230 находятся на одной линии со стержнями 124, находящимися в нижней части первой пресс-формы 120. Точно так же, стержни 233 для головок второй пресс-формы 230 находятся на одной линии с матрицами 123, находящимися в нижней части первой пресс-формы 120. Учитывая симметрию первой пресс-формы относительно первой оси симметрии 211, эти совмещения сохраняются, пока одна или другая часть 121, 122 первой пресс-формы находится в нижнем положении напротив третьей пресс-формы 230, то есть в зоне Z2 литья под давлением колпачков.
Далее следует более подробное описание способа в соответствии с изобретением. Хронологически способ содержит следующие этапы:
а. Пресс закрывают посредством приближения подвижной части 200 к неподвижной части 100;
б. Вставляют четыре юбки в полости 223 первой части 221 второй пресс-формы 220, находящейся над второй осью вращения 211, то есть в зоне вставки Z1. Параллельно производят нагнетание материала шарнирных колпачков 330 в зоне Z2 литья под давлением колпачков в пространства между матрицами 234 третьей пресс-формы 230 и стержнями 124, находящимися во второй части 122 первой пресс-формы 120, которая находится в низу в зоне литья под давлением колпачков;
в. После стабилизации пресс открывают таким образом, чтобы колпачки оказались вокруг стержней 124, находящихся в нижней части первой пресс-формы 120. Таким образом, эти стержни выполняют функцию опоры для колпачков;
г. Оба формодержателя 210, 110 поворачивают на 180°. Первая часть 221 второй пресс-формы, которая до этого была вверху в зоне вставки Z1, теперь оказывается внизу в общей зоне Z3, тогда как вторая честь 122 первой пресс-формы, которая раньше была в зоне введения Z2 и которая теперь содержит отлитые колпачки, оказывается в общей зоне Z3;
д. Пресс опять закрывают;
е. Вставляют четыре юбки в полости 223 второй части 222 второй пресс-формы. Параллельно в зоне Z2 литья под давлением колпачков нагнетают материал для новых шарнирных колпачков в пространства между матрицами 234 третьей пресс-формы 230 и стержнями 124 первой части 121 первой пресс-формы. Производят дополнительное литье дозировочных головок 320 на колпачках и юбках в общей зоне Z3 в пространствах между матрицами 123, находящимися во второй части 122 первой пресс-формы, и стержнями, расположенными в полостях 223, находящимися в первой части 221 второй пресс-формы;
ж. После стабилизации пресс открывают таким образом, чтобы новые шарнирные колпачки оказались вокруг стержней 124, находящихся в зоне Z2 литья под давлением колпачков, и чтобы тюбики, полученные после дополнительного литья дозировочной головки, оказались в полостях 223 второй пресс-формы 220;
з. Оба формодержателя 110, 220 опять поворачивают на 180°. Первая часть 121 первой пресс-формы возвращается в верхнее положение в общей зоне Z3, и вторая часть 222 второй пресс-формы опять оказывается в нижнем положении, тоже в общей зоне Z3;
и. Пресс опять закрывают;
к. Четыре тюбика, которые расположены в первой части 221 второй пресс-формы, оказываются в зоне вставки Z1. Их удаляют и вставляют новые четыре юбки. Параллельно в зоне Z2 литья под давлением колпачков производят нагнетание материала новых шарнирных колпачков и осуществляют дополнительное литье дозировочных головок 320 на колпачках и юбках в общей зоне Z3. Цикл продолжается, как на этапе ж.
Для литья под давлением шарнирных колпачков на этапах б), е) и к) в зоне Z2 литья под давлением колпачков необходимо воспрепятствовать перетеканию первого материала в матрицу 123 дозировочной головки. Для этого стержни, находящиеся в полостях 223, могут иметь форму, обратную форме рабочих полостей 123 первой пресс-формы (то есть форму, ответную форме наружной стороны дозировочной головки), чтобы занять соответствующее пространство в матрице 123 первой пресс-формы. Таким образом, эти стержни не являются идентичными со стержнями, находящимися в полостях 223 второй пресс-формы. Первые имеют форму, соответствующую форме наружной стороны 321 дозировочной головки, тогда как вторые являются более короткими и имеют форму, соответствующую форме внутренней стороны 322 дозировочной головки.
Вместо литья под давлением шарнирного колпачка 330 можно также предусмотреть устройство для введения в первую пресс-форму колпачков, уже изготовленных в другом инструменте, наподобие того, как юбки 310 вводят в полости второй пресс-формы. По этой причине зону литья под давлением колпачков называют также зоной введения. Точно так же, можно предусмотреть третью зону литья под давлением для нагнетания материала юбок в соответствующую рабочую полость вместо их введения в полости 223. Для этого подвижную часть можно оборудовать четвертой пресс-формой, параллельной первой и находящейся над ней напротив части второй пресс-формы, которая не входит в контакт с первой пресс-формой.
Подробно описанный выше способ можно дополнить другими операциями. Вместо разделения второй пресс-формы на две симметричные части 221, 222 можно ее разделить на три или четыре части, симметрично распределенные вокруг оси вращения 211. Каждую часть можно оснастить таким же числом матриц и стержней, как и первую часть, и эти матрицы и стержни можно распределить на этих дополнительных частях согласно той же симметрии относительно оси вращения формодержателя, что и на первой части. Например, в первой части, первоначально находящейся в верхнем положении, можно предусмотреть введение юбок и удаление тюбиков (как в представленном случае), во второй части, находящейся на 90° от первой, - устройство для введения вставок вокруг стерней 223 второй пресс-формы, в третьей части, находящейся на 180° от первой, - дополнительное литье дозировочной головки вокруг вставки с соединением юбки и колпачка (аналогично описанному выше примеру осуществления) и в четвертой части, находящейся на 270° от первой, - крепление сваркой заглушки на отверстии 323 дозировочной головки. На следующем этапе первый формодержатель с только что отлитыми шарнирными колпачками поворачивают на 180°, тогда как второй формодержатель поворачивают только на 90°. Введение вставки можно осуществлять не на стержень 223 второй пресс-формы, а в матрицу 123 первого формодержателя, который в этом случае может иметь три части вместо двух.
Способ и пресс в соответствии с изобретением можно применять для изготовления тюбиков, выполняемых из совместимых между собой материалов, то есть материалов, которые совместно плавятся во время дополнительного литья. Однако их можно применять также для изготовления тюбика из несовместимых материалов. В примере, представленном на фигурах, материал дозировочной головки 320 совместим с материалом, используемым для юбки 310, но он не совместим с материалом колпачка 330. В этом случае предусмотрены средства крепления для обеспечения механического крепления колпачка на дозировочной головке после дополнительного литья. Первые средства крепления содержат язычок 334, оснащенный штырьками 335, выполненными при формовании на шарнирном колпачке на уровне крепления на дозировочной головке. Эти первые средства крепления получают во время литья под давлением шарнирного колпачка. Вторые средства крепления представляют собой паз и цилиндрические отверстия, которые формуют в дозировочной головке во время дополнительного литья. За счет захождения штырьков 335 в массу дозировочной головки колпачок оказывается прочно закрепленным на дозировочной головке. Его можно отделить от дозировочной головки только вырыванием штырьков колпачка.
Этот способ можно распространить на изготовление любого предмета, требующего дополнительного литья второго элемента на первом и даже на третьем. Ему может предшествовать первоначальное литье под давлением первого элемента. Для этого можно использовать совместимые материалы или несовместимые материалы с применением средств крепления.
В рамках способа в соответствии с изобретением можно на одном и том же этапе извлекать предметы, изготовленные на предыдущем этапе, и вставлять на их место первую деталь в одну пресс-форму, вставлять вторую деталь в другую пресс-форму и дополнительным литьем выполнять дополнительную деталь на двух первых деталях, вставленных в пресс-формы на предыдущем этапе. Можно также вместо вставки или введения первой или второй детали изготавливать их посредством литья под давления в одном и том же прессе.
В представленном примере осуществления пресс-формы или части пресс-форм содержат рабочие полости, расположенные квадратом, то есть в две линии в соответствии с двойной зеркальной симметрией. В принципе число рабочих полостей зависит от габаритов получаемого предмета по отношению к размеру пресса. Можно вполне предусмотреть только одну рабочую полость и, с другой стороны, можно даже предусмотреть их в количестве более четырех и распределить их в несколько линий/столбцов или по кругу или любым другим образом. Главное - это, чтобы на каждой пресс-форме или части пресс-формы присутствовали рабочие полости, расположенные в соответствии с геометрией, совместимой с получаемым предметом.
В целом пресс в соответствии с изобретением позволяет дополнительно отливать третью деталь 320 на двух деталях 310, 330, которые во время дополнительного литья не находятся друг над другом, не расположены друг на друге или друг против друга. Следовательно, дополнительно отливаемая деталь выступает в боковом направлении относительно, по меньшей мере, одной из первых деталей. Из настоящего примера видно, что вторая деталь 330 не соприкасается с первой 310 и что она даже полностью смещена в боковом направлении относительно этой первой детали. Следовательно, во время дополнительного литья вторая деталь 330 находится сбоку от первой детали 310. Таким образом, в первой вращающейся пресс-форме 120 предусмотрена рабочая полость 124 с формами внутренней стороны второй детали 330 и рабочая полость 123 с формами наружной стороны дополнительно отливаемой детали. Точно так же, на третьей пресс-форме 230 предусмотрена рабочая полость 234 с формами наружной стороны второй детали 330 и рабочая полость 233 с формами наружной стороны дополнительно отливаемой детали. На второй пресс-форме 220 рядом с опорами 223 для первой детали 310 находятся также стержни 223 с формам внутренней стороны дополнительно отливаемой детали и рабочие полости 224 с формами наружной стороны второй детали 330.
Таким образом, этот пресс позволяет получать в ограниченном пространстве готовый предмет, состоящий из трех деталей, изготовленных на разных этапах, не требуя при этом промежуточных межпостовых перемещений.
Список обозначений:
100 неподвижная часть
101 неподвижная рама
110 первый вращающийся формодержатель
111 первая ось вращения
120 первая пресс-форма
121 первая часть первой пресс-формы
122 вторая часть второй пресс-формы
123 матрица с формами наружной стороны дозировочной головки
124 стержень с формами внутренней стороны шарнирного колпачка
200 подвижная часть
201 подвижная рама
210 второй вращающийся формодержатель
211 вторая ось вращения
220 вторая пресс-форма
221 первая часть второй пресс-формы
222 вторая часть второй пресс-формы
223 полости
224 матрица с формами наружной стороны шарнирного колпачка
230 третья пресс-форма
233 стержень с формами наружной стороны дозировочной головки
234 матрица с формами наружной стороны колпачка
300 тюбик
310 юбка
320 дозировочная головка
321 наружная сторона дозировочной головки
322 внутренняя сторона шарнирного колпачка
323 отверстие
324 крепежный паз
330 шарнирный колпачок
331 наружная сторона шарнирного колпачка
332 внутренняя сторона дозировочной головки
334 крепежный язычок
335 крепежные штырьки
Z1 зона вставки
Z2 зона введения или зона литья под давлением колпачков
Z3 общая зона
Реферат
Группа изобретений относится к способу и прессу, позволяющему изготавливать цельный предмет в виде единой детали на основе двух деталей. Этот предмет состоит из первой детали, например юбки, из второй детали, например шарнирного колпачка, и из третьей детали, например дозировочной головки, причем эту третью деталь дополнительно отливают на двух других. Пресс содержит два параллельных, но смещенных вращающихся формодержателя (110, 210), на каждом из которых установлена пресс-форма (120, 220), имеющая две части (121, 122; 221, 222). Каждую часть можно расположить при помощи средств вращения либо вверху, либо внизу таким образом, чтобы находящаяся вверху часть (121) первой пресс-формы оказалась напротив части (222) второй пресс-формы, находящейся внизу. Первые детали вставляют в пресс в первой зоне, называемой зоной (Z1) вставки. Параллельно вторые детали вводят во вторую зону, называемую зоной (Z2) введения. В третьей зоне (Z3), называемой общей зоной, дополнительно отливают третьи детали на первых и на вторых деталях, предварительно размещенных в зоне вставки. В зоне введения они расположены близко друг от друга в общей зоне в положении, которое они будут иметь в готовом предмете. После стабилизации и частичного охлаждения пресс открывают, формодержатели поворачивают таким образом, чтобы готовые предметы оказались в части второй пресс-формы, которая находится вверху. При этом первые части находятся в части второй пресс-формы, которая находится внизу, и вторые детали находятся в части первой пресс-формы, которая находится вверху. Технический результат, достигаемый при использовании способа и пресса по изобретениям, заключается в уменьшении расходов цельных деталей, изготовленных отдельн
Формула
- первую раму (101), оборудованную первым вращающимся формодержателем (110), который выполнен с возможностью поворота вокруг первой оси вращения (111) и на котором закреплена первая пресс-форма (120), имеющая, по меньшей мере, две части (121, 122), на каждой из которых находятся рабочая полость (123), форма которой соответствует форме первой стороны дополнительно отливаемой детали (320), и опора (124) для второй детали (330), при этом рабочая полость (123) и опора (124) первой части (121) расположены с такой же симметрией относительно первой оси вращения (111), что и рабочая полость (123) и опора (124) второй части (122);
- вторую раму (201), оборудованную вторым вращающимся формодержателем (210), который выполнен с возможностью поворота вокруг второй оси вращения (211) и на котором закреплена вторая пресс-форма (220), имеющая, по меньшей мере, две части (221, 222), на каждой из которых находятся опора (223) для размещения первой детали, при этом опора (223) первой части (221) расположена с такой же симметрией относительно второй оси вращения (211), что и опора второй части (222);
- при этом имеются средства для раздвигания и сближения двух рам поступательным движением, параллельным первой оси вращения (111) первого формодержателя (110);
- причем первый (110) и второй (210) формодержатели параллельны между собой;
- при этом первая (111) и вторая (211) оси вращения параллельны между собой и смещены так, что в закрытом положении пресса одна из двух частей (121, 122) первой пресс-формы (120) находится на одной линии и в контакте с одной из частей (221, 222) второй пресс-формы (220) в так называемой общей зоне (Z3), тогда как другая часть (122, 121) первой пресс-формы (120) не входит в контакт со второй пресс-формой и находится в зоне (Z2) введения, и другая часть (222, 221) второй пресс-формы (220) не входит в контакт с первой пресс-формой и находится в зоне (Z1) вставки;
- при этом имеются средства вращения для перемещения первой (121) и второй (122) части первой пресс-формы в общую зону (Z3) или в зону введения (Z2) и для перемещения первой (221) и второй (222) части второй пресс-формы в общую зону (Z3) или в зону вставки (Z1);
- при этом рабочие полости (123) и опоры (124) первой пресс-формы, а также опоры (223) второй пресс-формы расположены на своей соответствующей пресс-форме так, что когда части пресс-формы контактируют в общей зоне и когда первая деталь и вторая деталь находятся на месте на своей соответствующей опоре, образовывать пространство, форма которого соответствует форме дополнительно отливаемой детали;
- при этом имеются средства нагнетания для нагнетания материала дополнительно отливаемой детали в общую зону (Z3).
а. помещение первых деталей (310) в опоры (223) части (221) второй пресс-формы, находящейся в зоне вставки (Z1), и введение вторых деталей (330) в опоры (124) части (122) первой пресс-формы, находящейся в зоне введения (Z2);
б. открывание пресса, если он еще не был открыт, и вращение двух формодержателей так, чтобы часть (122) первой пресс-формы, которая находится в зоне введения (Z2), и часть (221) второй пресс-формы, которая находится в зоне вставки (Z1), оказались в общей зоне (Z3);
в. закрывание пресса;
г. помещение первых деталей (310) в опоры (223) части (222) второй пресс-формы, находящейся в зоне вставки (Z1), и введение вторых деталей (330) в опоры (124) части (121) первой пресс-формы, находящейся в зоне введения (Z2), и дополнительное литье дополнительно отливаемых деталей (320) на первых (310) и вторых (330) деталях, находящихся в общей зоне (Z3);
д. открывание пресса так, чтобы предметы (300), полученные после дополнительного литья детали (320), дополнительно отлитой на двух других деталях (310, 330), оказались на опорах (223) части (221) второй пресс-формы (220), находящейся в общей зоне (Z3);
е. вращение двух формодержателей (110, 210) так, чтобы часть (121) первой пресс-формы, которая находится в зоне (Z2) введения, и часть (222) второй пресс-формы, которая находится в зоне (Z1) вставки, оказались в общей зоне (Z3);
ж. закрывание пресса;
з. извлечение готовых предметов (300), расположенных на опорах (223) части (221) второй пресс-формы, находящейся в зоне (Z1) вставки, и помещение новых первых деталей (310) на освободившиеся таким образом опоры (223), введение новых вторых деталей (330) на опоры (124) части (122) первой пресс-формы, расположенной в зоне (Z2) введения, и дополнительное литье дополнительно отливаемых деталей (320) на первых (310) и вторых (330) деталях, находящихся в общей зоне (Z3);
и продолжение цикла, как на этапе д).
- этапу а предшествует закрывание пресса;
- на этапах а, г и з введение вторых деталей (330) в опоры (124) части (121, 122) первой пресс-формы, находящейся в зоне введения (Z2), происходит посредством нагнетания в пространства, образованные между рабочими полостями (234) третьей пресс-формы и рабочими полостями (124) части первой пресс-формы, находящейся в зоне введения, и
- на этапах б и д открывание пресса происходит так, чтобы вторые детали (330), полученные после нагнетания в зону (Z2) введения, оказались на рабочих полостях (124) части (121, 122) первой пресс-формы (120), находящейся в зоне введения.
Документы, цитированные в отчёте о поиске
Формование капсулы, снабженной колпачком, отгибающимся при помощи шарнирной петли, путем впрыскивания нескольких пластических материалов разных цветов
Комментарии