Способ изготовления композитной оснастки для формования изделий из полимерных композиционных материалов - RU2779722C1
Код документа: RU2779722C1
Чертежи
Описание
Изобретение относится к авиационной и аэрокосмической технике, а именно к способам изготовления оснасток для производства, как правило, крупногабаритных деталей из полимерных композиционных материалов для панелей крыла и фюзеляжа самолетов, гаргротов головных обтекателей космических аппаратов и может быть использовано при изготовлении крупногабаритных деталей, в том числе сложнопрофильных, из полимерных композиционных материалов, формуемых при повышенных температурах.
Известен способ изготовления оснастки для формования изделий из полимерных композиционных материалов при котором формообразующую оснастки устанавливают на профильные элементы, разнесенных по ширине формообразующей, и закрепляют к ней при помощи компенсаторов кривизны (патент РФ RU 2090364 С1, опубликованный 20.09.1997).
Недостатком данного способа является большая трудоемкость, требующая перед соединением профилей с формообразующей точной фиксации ее в пространстве для исключения возникновения отклонений от теоретического контура рабочей поверхности оснастки, а также подгонки компенсаторов для обеспечения надежного соединения особенно при использовании формообразующих сложной геометрической формы.
Наиболее близкий способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных изделий, содержащей опорную структуру и формообразующую поверхность из полимерного композиционного материала, которая устанавливается на опорную структуру и содержит криволинейную часть, повторяющую геометрию изделия с технологическим припуском, переходящую в прямолинейную часть. Прямолинейная часть заканчивается бортом, с тыльной стороны которой, вдоль линии, эквидистантной переходу криволинейной части в прямолинейную установлено ребро жесткости. При этом оснастка не имеет жесткого соединения формообразующей поверхности и опорной системы (патент РФ RU 2657913 С1, опубликованный 18.06.2018).
Недостатком данного способа изготовления оснастки является отсутствие жесткой связи обратной стороны формообразующей поверхности с опорной системой, что приводит в процессе термостатирования при высоких температурах к искажению формы формообразующей и снижает точность изготовления изделия. Кроме того, оснащение формообразующей ребром жесткости требует использования дополнительной оснастки и разработки метода ее закрепления на формообразующей с тыльной стороны, что увеличивает трудоемкость изготовления оснастки.
Задачей изобретения является снижение трудоемкости изготовления оснастки и повышения точности изделий, для формования которых она предназначена.
Решение поставленной задачи и технический результат обеспечивается тем, что предложен способ изготовления композитной оснастки для формования изделий из полимерных композиционных материалов, включающий изготовление повторяющей геометрию изделия с технологическим припуском формообразующей оболочки оснастки путем выкладки композиционных материалов на формирующую лицевую поверхность формообразующей оболочки оснастки мастер-модель с последующим их отверждением и соединением полученной формообразующей оболочки оснастки с опорной структурой, состоящей из продольных и поперечных элементов, выполненных из композиционных материалов и жестко связанных между собой, отличающийся тем, что после отверждения формообразующей оболочки оснастки в зонах ее контакта с опорной структурой выполняют не менее 2-х несквозных установочных отверстий, проводят сканирование тыльной поверхности формообразующей оболочки оснастки и выстраивают ее математическую модель с помощью специализированных систем, после чего опорную структуру обрабатывают в соответствии с математической моделью тыльной поверхности формообразующей оболочки оснастки с выполнением ответных отверстий установочным, размещают в установочных отверстиях стержни, обеспечивающие взаимное расположение формообразующей оболочки оснастки и опорной структуры, устанавливают опорную структуру на формообразующую оболочку оснастки по установочным стержням, на тыльную поверхность формообразующей оболочки оснастки выкладывают слоистые накладки из неотвержденного композиционного материала с прилеганием их к поверхности элементов опорной структуры, отверждают накладки и снимают композитную оснастку с мастер-модели.
Сканирование и построение с помощью специализированных систем математической модели тыльной поверхности формообразующей оболочки оснастки после ее отверждения на мастер-модели с последующей обработкой опорной структуры в соответствии с математической моделью тыльной поверхности формообразующей оболочки оснастки и присоединение ее к формообразующей оболочке оснастки, с последующим снятием оснастки с мастер-модели обеспечивает максимально плотное прилегание опорной структуры к формообразующей оболочке оснастки, что исключает выполнение операций подгонки, снижая трудоемкость изготовления оснастки, и повышает жесткость соединения и минимизирует возможные деформации формообразующей оболочки оснастки относительно опорной структуры, повышая точность формуемого изделия.
Присоединение опорной структуры к формообразующей оболочке оснастки за счет выкладки накладок из неотвержденных слоев композиционного материала с прилеганием их к тыльной поверхности формообразующей оболочки оснастки и примыкающей поверхности элемента опорной структуры с последующим отверждением накладок при нормальных условиях не требует изготовления дополнительных элементов крепления и использования специального оборудования для отверждения, что снижает трудоемкость изготовления.
Сверление в формообразующей оболочки оснастки не менее 2-х несквозных установочных отверстий перед сканированием тыльной поверхности формообразующей оболочки оснастки в зонах контакта с опорной структурой, по отсканированным отпечаткам которых в опорной структуре производится сверление ответных с последующим обеспечением взаимного расположения формообразующей оболочки оснастки и опорной структуры по выполненным отверстиям с использованием установочных стержней позволяет без дополнительных приспособлений обеспечить точную установку опорной структуры на формообразующую оболочку оснастки.
Изобретение поясняется чертежами:
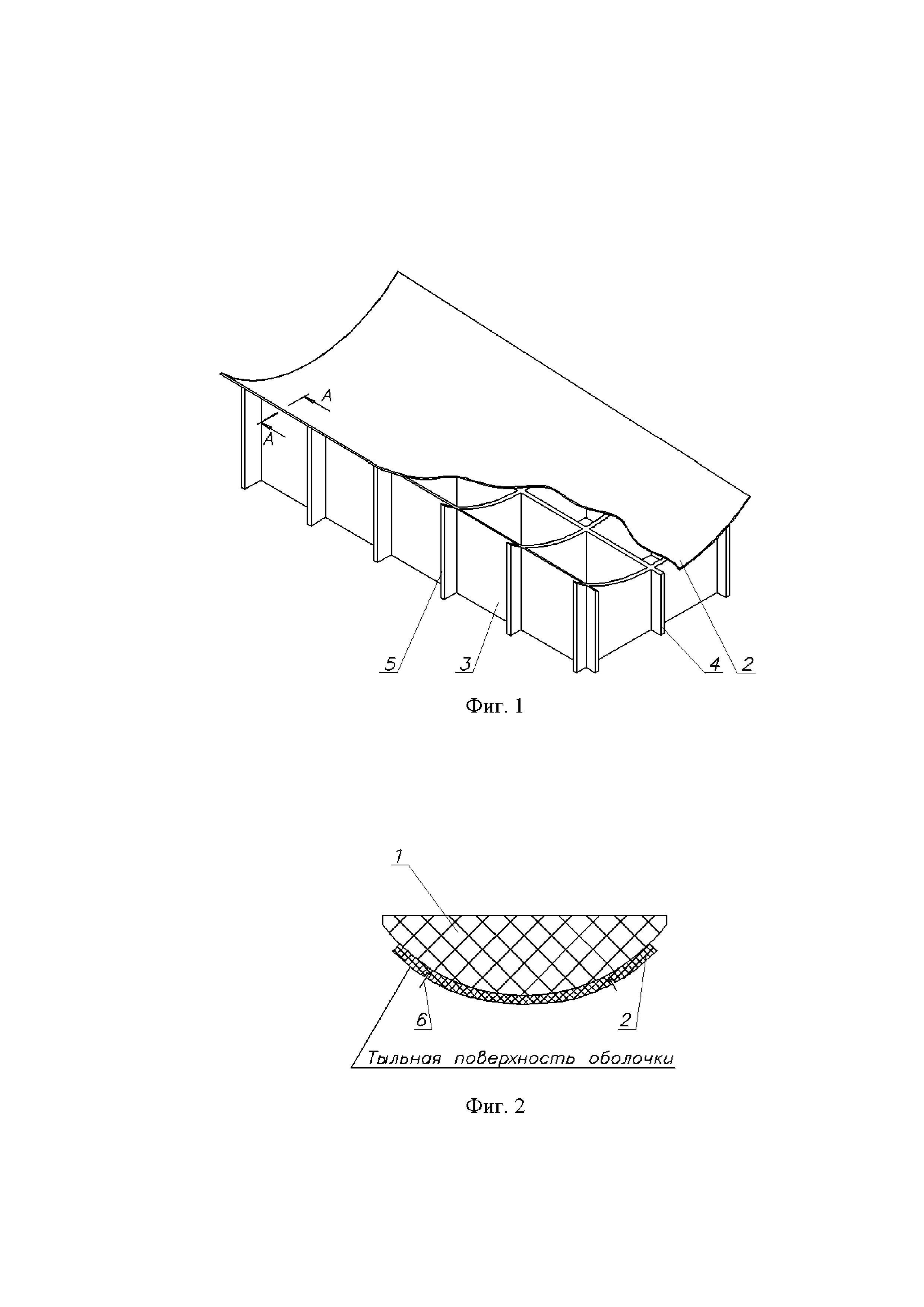
На фиг. 1 изображена аксонометрическая проекция оснастки с частично удаленной формообразующей оболочкой оснастки.
На фиг. 2 представлено поперечное сечение формообразующей оболочки оснастки на мастер-модели с выполненными установочными отверстиями.
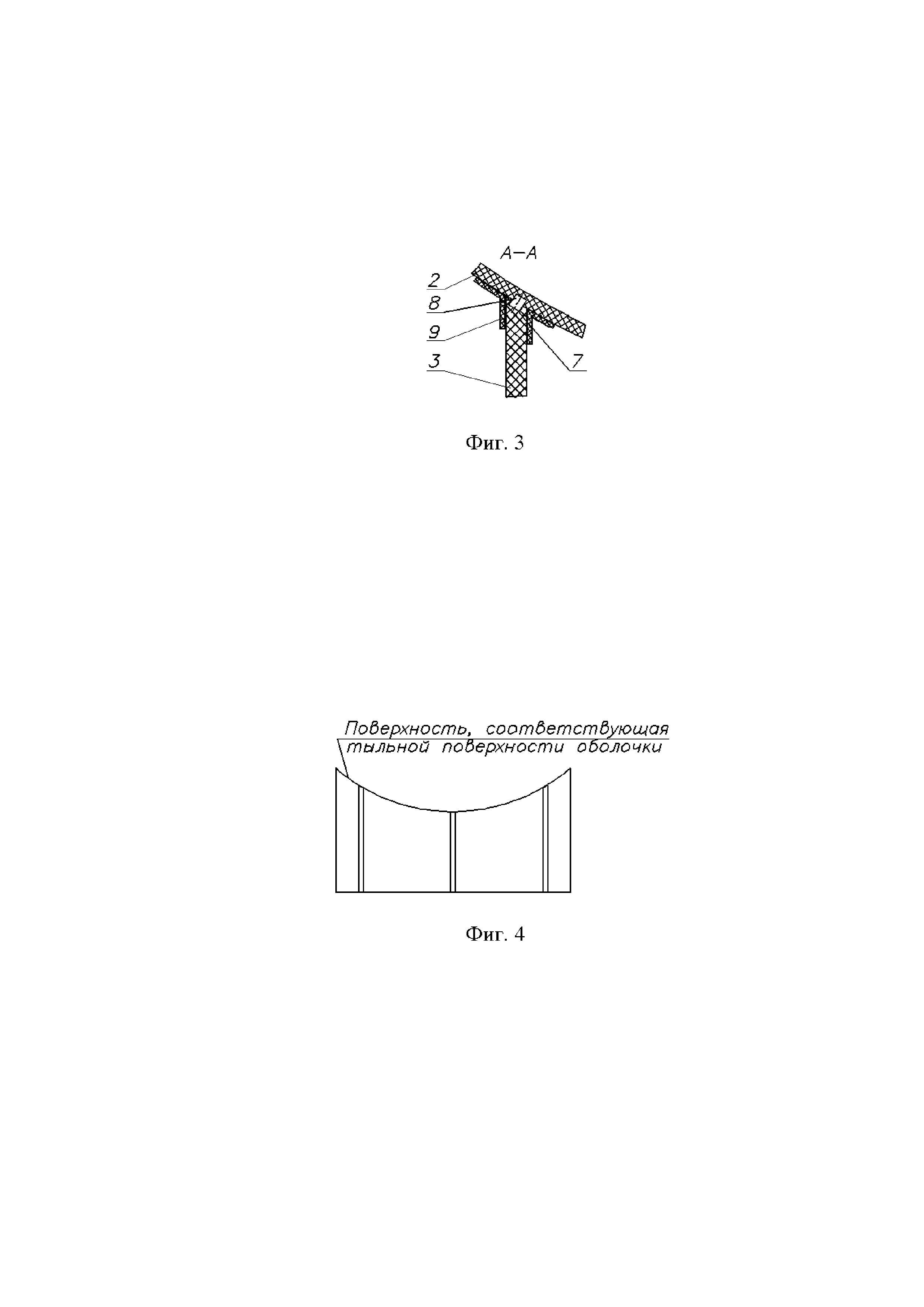
На фиг. 3 представлено сечение А-А с элементами соединения опорной структуры и формообразующей опорной оснастки с накладками и установочным стержнем.
На фиг. 4 показана проекция опорной структуры, обработанной в соответствии с математической моделью тыльной поверхности формообразующей оболочки оснастки.
Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов заключается в выкладке композиционных материалов на мастер-модель 1 и отверждении формообразующей оболочки оснастки 2, сборке опорной структуры 3, состоящей из продольных 4 и поперечных 5 элементов жестко соединенных между собой, которые имеют технологический припуск со стороны контакта с формообразующей оболочкой оснастки 2. В отформованной формообразующей оболочке оснастки 2, не снимая ее с мастер-модели 1, выполняют не менее двух несквозных установочных отверстия 6 в зонах контакта ее с опорной структурой, затем формообразующую оболочку оснастки 2 сканируют с помощью специализированного оборудования с построением электронной математической модели тыльной поверхности формообразующей оболочки оснастки 2, по которой производят механическую обработку опорной структуры 3 с выполнением ответных отверстий 7, соответствующих установочным отверстиям 6 в формообразующей оболочке оснастки 2. Далее в установочные отверстия формообразующей оболочки оснастки 2 устанавливают установочные стержни 8, производится установка опорной структуры 3 по установочным стержням 8, разметка зон контакта опорной структуры 3 с формообразующей оболочкой оснастки 2, съем опорной структуры, нанесение клея на зоны контакта опорной структуры 3 и формообразующей оболочкой оснастки 2 и склеивание опорной структуры 3 с формообразующей оболочкой оснастки 2, затем выкладываются слои накладок 9, после их отверждения композитная формообразующая оснастка снимается с мастер-модели 1.
Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов позволяет обеспечить высокую точность изготовления детали при формовании за счет улучшения прилегания опорной структуры к формообразующей оболочке оснастки, а также снизить трудоемкость изготовления за счет исключения дополнительных операций подгонки и использования компенсаторов при соединении опорной структуры с формообразующей оболочкой оснастки.
Задачей изобретения является повышение точности изготовления изделия на композитной формообразующей оснастке и снижение трудоемкости ее изготовления.
Реферат
Изобретение относится к авиационной и аэрокосмической технике, а именно к способам изготовления оснасток для производства, как правило, крупногабаритных деталей из полимерных композиционных материалов для панелей крыла и фюзеляжа самолетов, гаргротов головных обтекателей космических аппаратов, и может быть использовано при изготовлении крупногабаритных деталей, в том числе сложнопрофильных, из полимерных композиционных материалов, формуемых при повышенных температурах. Способ включает изготовление повторяющей геометрию изделия с технологическим припуском формообразующей оболочки оснастки путем выкладки композиционных материалов на формирующую лицевую поверхность формообразующей оболочки оснастки мастер-модель с последующим их отверждением и соединением полученной формообразующей оболочки оснастки с опорной структурой, состоящей из продольных и поперечных элементов, выполненных из композиционных материалов и жестко связанных между собой, отличающийся тем, что после отверждения формообразующей оболочки оснастки в зонах ее контакта с опорной структурой выполняют не менее 2-х несквозных установочных отверстий, проводят сканирование тыльной поверхности формообразующей оболочки оснастки и выстраивают ее математическую модель с помощью специализированных систем, после чего опорную структуру обрабатывают в соответствии с математической моделью тыльной поверхности формообразующей оболочки оснастки с выполнением ответных отверстий установочными, размещают в установочных отверстиях стержни, обеспечивающие взаимное расположение формообразующей оболочки оснастки и опорной структуры, устанавливают опорную структуру на формообразующую оболочку оснастки по установочным стержням, на тыльную поверхность формообразующей оболочки оснастки выкладывают слоистые накладки из неотвержденного композиционного материала с прилеганием их к поверхности элементов опорной структуры, отверждают накладки и снимают композитную оснастку с мастер-модели. Техническим результатом заявленного изобретения является повышение точности изготовления изделия на композитной формообразующей оснастке и снижение трудоемкости ее изготовления. 4 ил.
Комментарии