Преформа для изготовления пластиковой емкости путем раздувного формования с вытяжкой - RU2723492C2
Код документа: RU2723492C2
Чертежи


Описание
Изобретение относится к преформе для изготовления пластиковой емкости путем раздувного формования с вытяжкой согласно ограничительной части пункта 1 формулы изобретения.
Обычные в прошлом емкости из луженой или цветной жести, из стекла или же из керамики все больше заменяются емкостями из пластика. В частности, для упаковки жидких субстанций, например напитков, текучих продуктов питания, таких как кетчуп, суго, песто, соусы, горчица, майонез и тому подобное, товаров для быта, средств личного ухода и гигиены, косметики и т.д. используются уже сейчас в основном пластиковые емкости. Низкий вес и более низкие затраты играют, безусловно, существенную роль при этом замещении. Использование пригодных для повторного применения пластиковых материалов, использование биопластиков и более благоприятный в целом общий энергетический баланс при их изготовлении также способствуют принятию пластиковых емкостей, в частности пластиковых бутылок, потребителями.
Большое число используемых на сегодняшний день пластиковых бутылок и подобных пластиковых емкостей изготавливается путем раздувного формования с вытяжкой. При этом способе сначала изготавливается так называемая преформа обычно продолговатого, трубкообразного внешнего вида, которая на одном своем продольном конце закрыта дном и на другом продольном конце имеет участок горлышка со средствами для фиксации с геометрическим замыканием снабженного ответными средствами зацепления запорного элемента. Средствами для фиксации с геометрическим замыканием запорного элемента могут быть, например, выполненные на внешней стенке участка горлышка резьбовые участки или байонетные выступы или соответствующие углубления. Изготовление преформы осуществляется в большинстве случаев путем литья под давлением. Однако также известны альтернативные способы изготовления для преформы, например, выдавливание или экструзионно-раздувное формование. Изготовление преформы может происходить, будучи отделено во времени и/или в пространстве от последующего раздувного формования с вытяжкой. В альтернативном способе изготовленная преформа подвергается дальнейшей обработке без промежуточного охлаждения непосредственно после своего изготовления. Для раздувного формования с вытяжкой преформа вводится в полость раздувной формы и расширяется, в частности раздувается, приложенной под избыточным давлением текучей средой, обычно воздухом, в радиальном и осевом направлении. При этом преформа дополнительно вытягивается введенным через отверстие горлышка преформы вытягивающим стержнем в осевом направлении. После процесса раздува/вытяжки готовая пластиковая емкость извлекается из раздувной формы.
Одно- или многослойная преформа изготавливается перед раздувным формованием с вытяжкой, как правило, путем отдельного процесса литья под давлением. Также уже было предложено изготавливать преформу способом выдавливания пластика или способом экструзионно-раздувного формования. В качестве исходных материалов для изготовления преформ используются материалы, основной компонент которых, то есть 90% и более, состоит, например, из PET, PET-G, HDPE, PP, PS, PVC, PEN, сополимеров указанных пластиков, биопластиков, как например PLA или PEF, наполненных пластиков и/или смесей указанных пластиков. Пластики или их части могут быть окрашены и/или иметь покрытие. Условием для применения пластиков является их пригодность с одной стороны к соответствующему способу изготовления преформы, то есть к литью под давлением или выдавливанию, или экструзионно-раздувному формованию, а с другой стороны к последующему раздувному формованию с вытяжкой.
В зависимости от конкретных требований пластиковые емкости изготавливаются в различных областях горлышка емкости, тела емкости и/или дна емкости целенаправленно с большими или меньшими толщинами стенок. Подобные толстые или тонкие места, например, в стенке емкости или в дне емкости достигаются, как правило, целенаправленным локальным нагревом преформы перед дальнейшей обработкой посредством раздувного формования с вытяжкой. Для этого преформа помещается, например, в печь для наложения на нее необходимого температурного профиля. Известны также уже способы, в которых сначала преформа нагревается равномерно. Необходимый температурный профиль создается затем посредством целенаправленного локального охлаждения преформы. При раздувном формовании с вытяжкой более холодные места на преформе образуют, как правило, толстые места в пластиковой емкости, в то время как сильнее нагретые места на преформе приводят, как правило, к тонким местам в пластиковой емкости. Альтернативно или дополнительно преформа может во время раздувного формования с вытяжкой внутри раздувной формы также целенаправленно охлаждаться, для того чтобы из-за зависимой от температуры различной вытягиваемости локально получать на готовой, раздутой с вытяжкой пластиковой емкости увеличенную или уменьшенную толщину стенки.
Непосредственно область дна пластиковой емкости должна отвечать самым разным требованиям. Так образованные в области дна ножки должны обеспечивать устойчивое вертикальное хранение заполненной пластиковой емкости. Дополнительно ножки должны в случае столешницы проявлять соответствующие силы сопротивления против разрыва. Соответственно ножки пластиковой емкости, например, на их переходе к телу емкости, не должны иметь меньшую относительно их соседних областей толщину стенки. С другой стороны, дно емкости часто подтягивается для компенсирования изменений объема внутри пластиковой емкости, чтобы тело емкости не испытывало деформаций. Именно благодаря химическим и физическим эффектам могут в раздутой с вытяжкой пластиковой емкости возникать относительно высокие пониженные давления, которые могут отрицательным образом с визуальной точки зрения деформировать пластиковую емкость, например, пластиковую бутылку. Это пониженное давление возникает, например, из-за охлаждения и сжатия залитой в горячем состоянии в пластиковую емкость жидкости, если пластиковая емкость была непосредственно после заполнения герметично закрыта. Также сразу после розлива может, например, из-за испарения жидкости, дегазации продукта или из-за повышенной температуры разлитого продукта, возникать в емкости или в незаполненной продуктом верхней части емкости избыточное давление. Однако после охлаждения емкости доходит в большинстве случаев до пониженного давления, так как газы в незаполненной продуктом верхней части и сам разлитый продукт сильно изменяют, в частности уменьшают, ввиду перепада температуры свой объем. Однако также различные растворимости определенных газов при различных температурах или окислительных реакциях кислорода с разлитым продуктом могут приводить к возникновению пониженного давления. Наиболее интенсивно уменьшение объема при фазовом скачке от пара к воде. Как уже упоминалось, это пониженное давление приводит зачастую к деформации пластиковой емкости. Деформированные бутылки или банки часто внушают потребителям ошибочным образом низкое качество и потому долго не принимаются во внимание и остаются на полке.
Поэтому, для того чтобы противостоять проблеме возможной деформации тела емкости из-за пониженного или избыточного давления внутри емкости, уже было предложено выполнять гибким дно пластиковой емкости. Таким образом, функция целенаправленной деформации пониженным давлением должна передаваться с тела емкости на дно емкости. Для того чтобы получать гибкое дно, в WO 2010/058098 A2, например, предложено смещать рывками дно раздувной формы во время процесса раздува пластиковой емкости в осевом направлении. Вследствие этого дно емкости должно местами ослабляться и в частности целенаправленно деформироваться в области вокруг его центра. Благодаря перемещаемому в осевом направлении дну раздувная форма и процесс изготовления для пластиковой емкости существенно удорожаются. В WO 2011/103296 A2 или WO 2011/109623 A2 предложено в свою очередь формовать во время процесса раздува ребра и/или канавки на дне емкости, которые благодаря целенаправленному усилению или ослаблению материала должны приводить к образованию гибких в осевом направлении областей в дне емкости. Также эти пути решения обуславливают выполненные особым образом раздувные формы, так как при раздувном формовании с вытяжкой именно центральная область пластиковой емкости, в которой вытягивающий стержень соприкасается с дном емкости, вытягивается слишком мало, и вследствие этого материал является наиболее толстостенным вокруг. Эта толстостенная область противостоит в свою очередь стремлениям выполнять в дне емкости гибкую область. Исходя из этого, соответствующие усилия уровня техники не достигли большого успеха, или они приводят к повышенной сложности в исполнении раздувных форм или в выполнении процесса и тем самым к повышенным расходам на изготовление для пластиковых емкостей.
Возможное слабое место дна емкости представляет собой в частности также точка впрыска преформы, которая находится обычно на центре дна преформы. При раздувном формовании, в частности при раздувном формовании с вытяжкой, преформы в емкость она вытягивается лишь в очень незначительной степени. Вследствие этого дно емкости имеет именно в этой области часто лишь относительно низкую прочность. Поэтому этому недостатку часто противопоставляется то, что дно преформы выполняется с относительно большой толщиной стенки по сравнению с остальными областями преформы. Большие толщины стенки могут приводить к проблемам при изготовлении, в частности при литье под давлением преформы. Кроме того, благодаря большему расходу материала повышается стоимость преформы и тем самым раздутой из нее с вытяжкой емкости.
Исходя из этого, задача данного изобретения устранить описанные недостатки уровня техники. Должна создаваться преформа, которая позволяет раздувать из себя пластиковую емкость, тело и дно которой имеют в значительной степени постоянную толщину стенки.
Соответствующее изобретению решение вышеописанных и еще последующих задач заключается в преформе, которая обладает перечисленными в пункте 1 формулы изобретения признаками. Усовершенствования и/или предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
Согласно примеру осуществления изобретения предложена преформа для изготовления пластиковой емкости путем раздувного формования с вытяжкой, включающая в себя продолговатое, трубкообразное тело преформы, которое на одном своем продольном конце закрыто дном преформы, и другой продольной конец которого граничит с переходной областью, к которой прилегает горлышко преформы. Дно преформы имеет внешнюю стенку и внутреннюю стенку, которые ограничивают толщину дна. Далее тело преформы имеет внешнюю стенку и внутреннюю стенку, которые ограничивают толщину стенки. Внутренняя, трехмерно изогнутая в виде выпуклости поверхность и внешняя, трехмерно изогнутая в виде выпуклости поверхность отстоят друг от друга таким образом, что промежуток между ними непрерывно увеличивается от их соответствующей верхней точки к телу преформы. Распространение внешней стенки дна преформы вдоль внешней, трехмерно изогнутой поверхности может прерываться или прервано утопленной областью за пределами ее верхней точки. Распространение внутренней стенки дна преформы вдоль внутренней, трехмерно изогнутой поверхности может прерываться или прервано утопленной областью за пределами ее верхней точки.
Под понятием "непрерывно" согласно изобретению следует понимать, что отсутствуют резкие изменения толщин дна, такие как уступы, ступени, выступы, изломы или тому подобное. Утопленные области приводят к уменьшению толщины дна. Утопленные области не распространяются, как правило, через верхнюю точку. Под понятием "в виде выпуклости" следует понимать, что куполообразное исполнение дна преформы распространяется от горлышка преформы. Под верхней точкой следует понимать точку пересечения внутренней и соответственно внешней, трехмерно изогнутой в виде выпуклости поверхности со средней осью преформы. Как правило, утопленные области не распространяются через верхние точки. Если утопленная область имеется в верхней точке, то соответственно дальнейшая утопленная область имеется за пределами верхней точки. На границе с телом преформы утопленная область не предусмотрена. Под "трехмерно изогнутой поверхностью" согласно изобретению следует понимать, что любая распространяющаяся в произвольном направлении по плоскости линия является кривой. Трехмерно изогнутая поверхность может быть выполнена, например, в виде сферы или эллипсоида. Распространение дна преформы, тела преформы и переходной области соответствуют дну емкости, телу емкости и плечу емкости. Это означает, что дно преформы заканчивается в месте, в котором заканчивается дно емкости. Соответственно тело преформы образует тело емкости, и из переходной области преформы образуется плечо емкости.
Изобретение основывается на принципе выполнять преформу таким образом, что раздутая из нее с вытяжкой емкость имеет ниже области горлышка, то есть в плече емкости, теле емкости и дне емкости, в значительной степени постоянную толщину стенки. Как правило, вертикальная область дна емкости является, в частности если вертикальная область выполнена в виде ножек емкости, максимально вытянутой областью и потому, как правило, самой тонкой областью. Благодаря предложенному непрерывному увеличению толщины дна преформы по направлению к телу преформы может предоставляться большее количество материала для вытяжки, так что дно готовой, раздутой с вытяжкой емкости может иметь толщину дна, которая в области вертикальной поверхности по существу равна соседней области тела емкости. Распределение материала в преформе зависит, следовательно, от конструкции и размеров изготавливаемой из нее емкости. Дно преформы в областях, которые у раздутой с вытяжкой пластиковой емкости должны быть выполнены в виде тонких мест дна емкости, может быть уже снабжено уменьшением толщины стенки. Соответственно области дна преформы с большими толщинами стенки могут обеспечивать также толстые места на дне емкости. Тонкие места и толстые места на дне емкости могут с учетом степени вытяжки во время раздувного формования с вытяжкой целенаправленно изготавливаться из предусмотренных соответствующим образом на дне преформы, имеющих уменьшение толщины стенки утопленных областей. По меньшей мере, одна имеющая уменьшение толщины стенки утопленная область в дне преформы может быть расположена, например, таким образом, что при раздувном формовании с вытяжкой материал "вытягивается" из прилегающих более толстых областей. В частности, это может приводить к уменьшению толщины дна в области точки впрыска отлитой под давлением преформы, благодаря тому, что при раздувном формовании с вытяжкой преформы материал "вытягивается" из точки впрыска. При раздувном формовании с вытяжкой может помимо этого толщина дна в точке впрыска целенаправленно уменьшаться, и вследствие этого степень вытяжки в этой области дна преформы может повышаться. Это может иметь преимущества в отношении барьерных свойств дна емкости и улучшать его прочность. Кроме того, сокращение лишнего пластикового материала в области точки впрыска при раздувном формовании с вытяжкой пластиковой емкости может в целом позволять уменьшение материала, которое может предпочтительным образом сказываться на себестоимости пластиковой емкости.
Согласно дальнейшему примеру осуществления изобретения дно преформы может быть выполнено в виде плоской рассеивающей линзы, причем рассеивающая линза ограничена внешней стенкой и внутренней стенкой дна преформы. Благодаря исполнению в виде рассеивающей линзы может быть предотвращено то, что дно преформы во время двухступенчатого раздувного формования с вытяжкой чрезмерно нагревается в печи воздействующим излучением. Более того благодаря исполнению в виде рассеивающей линзы может быть отрегулировано, насколько высока доля отраженного излучения, которое фактически проникает в дно преформы и нагревает его.
Согласно дальнейшему примеру осуществления изобретения толщина стенки может непрерывно уменьшается с толщины дна у тела преформы вплоть до переходной области. Переход от дна преформы к телу преформы не имеет выступа или уступа. Внешняя стенка и внутренняя стенка тела преформы образуют угол, который по существу равен или больше чем 2° и меньше чем 90°, предпочтительно меньше чем 15°. Внешняя стенка и внутренняя стенка являются по существу прямыми. По существу, тело преформы имеет форму полого конуса.
Согласно дальнейшему примеру осуществления изобретения толщина стенки может быть выполнена по существу неизменной от толщины дна у тела преформы вплоть до переходной области. Переход от дна преформы к телу преформы также здесь не имеет выступа или уступа. Внешняя стенка и внутренняя стенка тела преформы распространяются по существу параллельно друг к другу. Однако, так как скосы, возникающие при извлечении из литейной формы, могут быть возможны, этим примером осуществления должны быть также охвачены преформы, образованный между внутренней стенкой и внешней стенкой тела преформы угол которых меньше чем 2°. Тем самым толщина стенки тела преформы соответствует по существу толщине дна на переходе дна преформы к телу преформы. Внешняя стенка и внутренняя стенка являются по существу прямыми.
Согласно дальнейшему примеру осуществления изобретения к дну преформы прилегает первая частичная область тела преформы, и вторая частичная область тела преформы прилегает к первой частичной области и к переходной области. Толщина стенки первой частичной области непрерывно уменьшается с толщины дна у тела преформы вплоть до второй частичной области. Толщина стенки во второй частичной области по существу неизменна и соответствует по существу толщине стенки первой частичной области на переходе ко второй частичной области.
Переходы от дна преформы к первой частичной области тела преформы и от первой частичной области ко второй частичной области не имеют выступов или уступов. Исходя из толщины дна на переходе к первой частичной области тела преформы, толщина стенки тела преформы непрерывно суживается в переделах первой частичной области вплоть до второй частичной области, для того чтобы оттуда вплоть до переходной области сохранять толщину стенки по существу неизменной. Внешняя стенка и внутренняя стенка являются по существу прямыми.
Согласно дальнейшему примеру осуществления изобретения, по меньшей мере, одна утопленная относительно внешней стенки и/или внутренней стенки дна преформы область может быть выполнена без поднутрения. Толщина стенки, по меньшей мере, одной утопленной, не имеющей поднутрения области уменьшена относительно толщины дна граничащей с не имеющей поднутрения областью области внешней стенки и/или внутренней стенки.
Отсутствие поднутрения, по меньшей мере, одной уменьшенной в отношении толщины стенки утопленной области дна преформы упрощает изготовление преформы и ее извлечение из литейной формы. При отлитой, например, под давлением преформе отпадают, следовательно, сложные формы литья под давлением с изогнутыми сердечниками и/или многоэлементными внешними частями формы. Следует понимать, что уменьшенные в отношении толщины стенки утопленные области могут быть выполнены на внутренней стенке и/или на внешней стенке дна преформы.
Не имеющая поднутрения область может быть выполнена в виде по существу точечного углубления или по существу точечной выемки или линейного углубления, или линейной выемки. Линейные углубления могут быть выполнены в виде паза, который выполнен, например, закругленным (в виде канавки), прямоугольным или V-образным. Линейные или точечные углубления могут отстоять друг от друга с равными или неравными промежутками. Сами линейные углубления могут быть одинаковой или разной длины. Линейные или точечные углубления могут находиться на линии с произвольной геометрической формой, причем линия может быть замкнутой, как например окружность, овал или многоугольник, или открытой, как например спираль. Далее переход от не имеющей поднутрения области и выемки может быть по существу остроугольным или закругленным. Также выемка может распространяться по центру или эксцентрично вокруг верхней точки.
В варианте осуществления изобретения может быть предусмотрено, что толщина стенки, по меньшей мере, одной утопленной, не имеющей поднутрения области имеет минимальную толщину стенки от примерно 0,7 мм до примерно 4 мм. С подобной минимальной толщиной стенки могут удовлетворяться требования способа литья под давлением, который является наиболее часто используемым для изготовления преформ способом изготовления. С этой минимальной толщиной стенки могут удовлетворительным образом достигаться запланированные на раздутой с вытяжкой пластиковой емкости тонкие места и смещения материала. Например, соответствующая утопленной области дна преформы минимальная толщина дна емкости может составлять, по меньшей мере, примерно от 0,15 мм до примерно 2,5 мм.
Например, может быть предусмотрено, что преформа имеет в дне преформы, по меньшей мере, одну утопленную, не имеющую поднутрения область, которая выполнена в виде кольца, предпочтительно в виде круглого кольца. Именно у пластиковых емкостей с выполненным в значительной степени вращательно-симметричным дном емкости могут таким образом достигаться очень равномерные смещения материала и утонения. Далее утопленная в виде кольца, предпочтительно в виде круглого кольца, не имеющая поднутрения область может быть выполнена по центру или эксцентрично относительно верхней точки.
В дальнейшем варианте осуществления преформы дно преформы может иметь несколько утопленных, не имеющих поднутрения областей, которые, по меньшей мере, частично расположены вдоль замкнутого кольца в дне преформы. Они все могут иметь одинаковое радиальное расстояние от верхней точки дна преформы. Выполненное подобным образом дно преформы может быть предусмотрено, например, для изготовления пластиковой емкости с дном емкости с петалоидными (лепестковыми) опорными ножками. Уменьшенные в отношении толщины стенки области дна преформы могут становиться затем тонкими местами между петалоидными опорными ножками. Сами опорные ножки изготовляются из областей дна преформы, в которых дно преформы имеет большую толщину стенки. Соответственно петалоидные опорные ножки могут иметь также утолщения, которые могут предпочтительно сказываться на их жесткости.
В дальнейшем варианте осуществления преформы дно преформы может иметь несколько утопленных, не имеющих поднутрения областей. По меньшей мере, одна из утопленных, не имеющих поднутрения областей может быть выполнена при этом в виде кольца. Например, кольцевая область может быть предусмотрена вокруг точки впрыска в дне преформы, в то время как дальнейшая, утопленная, не имеющая поднутрения область может быть расположена в другом месте дна преформы, однако не вдаваясь в переход к телу преформы. Благодаря подобной конфигурации, во время раздувного формования с вытяжкой ненужный лишний материал может оттягиваться из точки впрыска в окружающие области, и на дне емкости могут целенаправленно предотвращаться утонения. При этом утопленные, не имеющие поднутрения области могут быть произвольным образом расположены в пределах дна преформы.
В дальнейшем варианте осуществления преформы дно преформы может иметь, по меньшей мере, две выполненные в виде кольца, утопленные, не имеющие поднутрения области, которые расположены концентрично в дне преформы. Подобная преформа может использоваться, например, для изготовления пластиковой емкости с дном емкости, которое имеет одну или несколько деформируемых пониженным давлением или избыточным давлением мембранообразных областей дна. При этом расположенные между утопленными, не имеющими поднутрения областями дна преформы области внутренней стенки и внешней стенки дна преформы могут образовывать у раздутой с вытяжкой емкости указанные мембранообразные области дна, которые соединены друг с другом выполненными наподобие шарнира тонкими местами. Эти выполненные наподобие шарнира тонкие места образованы из утопленных, не имеющих поднутрения областей. Подобные дна емкостей могут предотвращать деформацию тела емкости при возникновении пониженного давления или избыточного давления внутри емкости, так как мембранообразные области дна между выполненными наподобие шарнира тонкими местами могут смещаться по существу вдоль продольной оси емкости. Подобное исполнение может подходить для горячего розлива жидких или пастообразных продуктов или же для розлива холодных продуктов с последующим краткосрочным нагревом.
В дальнейшем варианте осуществления дно преформы может иметь, по меньшей мере, две утопленные, не имеющие поднутрения области, которые расположены в виде звезды. Вследствие этого, например, толщины дна емкости в промежутках между петалоидными опорными ножками, которые вытягиваются, как правило, меньше, чем сами опорные ножки, могут благодаря утопленным, не имеющим поднутрения областям дна преформы адаптироваться к толщинам дна емкости соседних областей. Например, может быть вследствие этого возможно, что петалоидная опорная ножка имеет такую же толщину стенки, как промежуток.
В дальнейшем варианте осуществления дно преформы может быть выполнено в виде плоского дна. С учетом не имеющего поднутрения исполнения уменьшенных в отношении толщины стенки областей оказывается, в частности при их расположении на внутренней стенке дна преформы, целесообразным, если дно преформы выполнено в виде плоского дна. В качестве плоского дна согласно данной патентной заявке обозначается при этом дно преформы, первый радиус изгиба которого на переходной области от тела преформы ко дну преформы меньше, чем второй радиус изгиба в остальном дне преформы. Самый большой диаметр дна преформы при этом больше, чем осевая высота дна преформы, причем первый радиус изгиба меньше, чем осевая высота дна преформы.
Согласно примеру осуществления изобретения изготовление преформы осуществляется посредством литья под давлением, выдавливания или экструзионно-раздувного формования. Изготовление может также осуществляться посредством литья под давлением, выдавливания, экструзионно-раздувного формования с последующей механической деформацией дна преформы.
Преформа может изготовляться в выполненной соответствующим образом форме с локальными и/или кольцеобразными выступами. Альтернативно также общепринятая преформа, которая обычно не имеет структурированного дна, может посредством механической деформации снабжаться уменьшенной в отношении толщины стенки, не имеющей поднутрения областью или областями. Следующая за литьем под давлением или выдавливанием, или даже экструзионно-раздувным формованием механическая деформация дна преформы может осуществляться, например, посредством тиснения или же снятия стружки. Преформа выполнена за одно целое.
Преформа может быть выполнена одно- или многослойной и изготовлена из пригодных для раздувного формования с вытяжкой пластиков. Следует понимать, что используемые пластики должны быть также пригодны для соответствующего процесса изготовления преформы, то есть либо для литья под давлением, выдавливания, либо для экструзионно-раздувного формования. Благодаря многослойности барьерные свойства преформы могут улучшаться, благодаря тому, что, например, EVOH или полиамид расположен между внутренней стенкой и внешней стенкой преформы.
В варианте изобретения преформа включает в себя пластики из группы, состоящей из PET, PET-G, HDPE, PP, PS, PVC, PEN, сополимеров указанных пластиков, биопластиков, как например PLA, PEF или PPF, наполненных пластиков, пластиков с одним или несколькими сополимерами и смесями указанных пластиков. Свойства указанных пластиков, так же, как и их пригодность и выгодность для изготовления пластиковых емкостей самых разных типов конструкций известны и по большей части также уже достаточно опробованы.
Согласно дальнейшему примеру осуществления изобретения дно преформы может иметь в заданном месте выступающую область. Эта выступающая область может служить в качестве запаса материала, если материала между внутренней, трехмерно изогнутой в виде выпуклости поверхностью и внешней, трехмерно изогнутой в виде выпуклости поверхностью дна преформы не хватает для того, чтобы в дне емкости достигать равномерного распределения толщин дна емкости. По аналогии к утопленным областям выступающие области могут быть выполнены точечными или бульбообразными. Выступающая область может быть выполнена за пределами верхней точки. Выступающая область выдается в отличие от утопленной области за пределы внутренней, трехмерно изогнутой в виде выпуклости поверхности и/или внешней, трехмерно изогнутой в виде выпуклости поверхности дна преформы.
Согласно дальнейшему примеру осуществления изобретения пластиковая емкость включает в себя тело емкости, один продольный конец которого закрыт дном емкости, и другой продольный конец которого имеет горлышко емкости. Пластиковая емкость изготовлена путем раздувного формования с вытяжкой из преформы по любому из предыдущих пунктов формулы изобретения, причем дно емкости имеет на переходе к телу емкости толщину стенки, которая по существу равна или больше чем толщина стенки тела емкости. Как правило, переход между дном емкости и телом емкости представляет собой опорную вертикальную поверхность емкости, которая может проходить по периметру, что имеет место при так называемом "шампанском" дне, или этот переход может быть разделен на опорные ножки, что имеет место при петалоидных опорных ножках. Благодаря предложенному исполнению дна преформы дно емкости в переходе, то есть, как правило, в области опорной поверхности или опорных ножек, может быть выполнено таким образом, что оно там, где, как правило, происходит максимальная вытяжка, имеет такую же толщину стенки, как прилегающие области из дна емкости и из тела емкости. Кроме того, при необходимости дно преформы может быть выполнено таким образом, что указанное дно емкости имеет в переходе большую толщину стенки, чем прилегающие области из дна емкости и из тела емкости. Пластиковая емкость имеет измеренный относительно ее осевого распространения коэффициент продольной вытяжки > 1,3. Пластиковые емкости, которые изготовлены из соответствующей изобретению преформы, могут иметь меньший вес, без того чтобы при этом была необходимость уступать в жесткости или барьерных свойствах. Естественно, раздутая с вытяжкой из предложенной преформы пластиковая емкость может комбинироваться с описанными вначале, известными из уровня техники технологиями, для того чтобы выполнять дно пластиковой емкости еще более гибким, для того чтобы, например, компенсировать еще большее изменение объема после заполнения и закупорки пластиковой емкости и допускать таким образом еще более высокие температуры заполнения.
Согласно дальнейшему примеру осуществления изобретения, у предложенной пластиковой емкости, по меньшей мере, одна утопленная, не имеющая поднутрения область дна преформы является следствием более тонкостенной области на дне емкости, и, по меньшей мере, одна частичная область внешней стенки и/или внутренней стенки дна преформы является следствием области дна емкости, более толстостенной относительно более тонкостенной области. Благодаря тому, что уже преформа имеет определенное "предварительное исполнение" дна преформы для желательных на раздутом с вытяжкой дне емкости тонких мест и при необходимости толстых мест, смещение материала или распределение материала при раздувном формовании с вытяжкой может целенаправленно регулироваться. Дно емкости может при раздувном формовании с вытяжкой получать в заданных областях большие или меньшие толщины стенки, ненужные скопления материала, которые помимо этого ввиду недостаточной вытяжки могут иметь недостаточные барьерные свойства и/или прочности, могут таким образом очень просто предотвращаться.
Согласно дальнейшему примеру осуществления изобретения, по меньшей мере, одна замкнутая, утопленная, не имеющая поднутрения область дна преформы образует выполненное наподобие шарнира тонкое место в дне пластиковой емкости, при помощи которого выполненная наподобие мембраны частичная область дна емкости соединена с окружающими областями дна емкости. При этом пластиковая емкость может иметь в дне емкости, по меньшей мере, одну выполненную наподобие мембраны область, которая через выполненные наподобие шарнира тонкие места соединена с окружающими областями дна емкости. Мембранообразная область дна емкости имеет вследствие этого определенную осевую подвижность и может вследствие этого компенсировать пониженное давление или избыточное давление внутри пластиковой емкости. Вследствие этого может предотвращаться деформация тела емкости.
В дальнейшем варианте осуществления пластиковой емкости дно емкости может иметь две или большее количество областей с уменьшенной толщиной стенки, которые расположены концентрически или в виде звезды. При концентричном расположении областей дна с уменьшенной толщиной стенки они могут иметь в этом случае, например, в удаленной дальше от центра области большую толщину стенки, чем в более ближней к центру области. Вследствие этого дно емкости может иметь градуально гибкую область. Это означает, что при пониженном давлении внутри емкости сначала, например, более ближняя к центру область дна емкости отклоняется вовнутрь, в то время как расположенные дальше снаружи области втягиваются лишь при увеличении пониженного давления. При преобладающем в емкости избыточном давлении выпячивание гибких областей дна емкости может осуществляться аналогичным образом. При звездообразном и предпочтительно симметричном расположении областей дна с уменьшенной толщиной стенки они образуют в дне емкости выполненные наподобие шарнира тонкие места, которые обеспечивают необходимую гибкость секторов дна емкости, на которые дно емкости может разделяться благодаря звездообразному исполнению областей дна с уменьшенной толщиной стенки.
В дальнейшем варианте осуществления пластиковой емкости, изготовленной из выполненной согласно изобретению преформы, дно емкости имеет петалоидные опорные ножки, на которых выполнено толстое место. Толстое место имеет, по меньшей мере, частично большую толщину стенки, чем окруженная опорными ножками область дна емкости. Опорные ножки имеют при этом заданные толстые места, которые с одной стороны получаются из соответствующего исполнения дна преформы и с другой стороны являются следствием смещения материала при раздувном формовании с вытяжкой. Подобные опорные ножки имеют по сравнению с созданными традиционным образом опорными ножками, которые зачастую имеют слишком малую толщину стенки, улучшенную прочность и устойчивость. Также улучшены барьерные свойства в области опорных ножек пластиковой емкости, изготовленной из выполненной согласно изобретению преформы.
Дальнейшие преимущества и признаки изобретения проистекают из последующего описания примеров осуществления со ссылкой на схематичный чертеж. На чертеже на изображениях не в масштабе показаны:
фиг. 1 - на осевом сечении соответствующая изобретению преформа для раздувного формования с вытяжкой с плоским дном;
фиг. 2 - преформа с фиг. 1 с утопленной, не имеющей поднутрения областью на внешней стенке дна преформы;
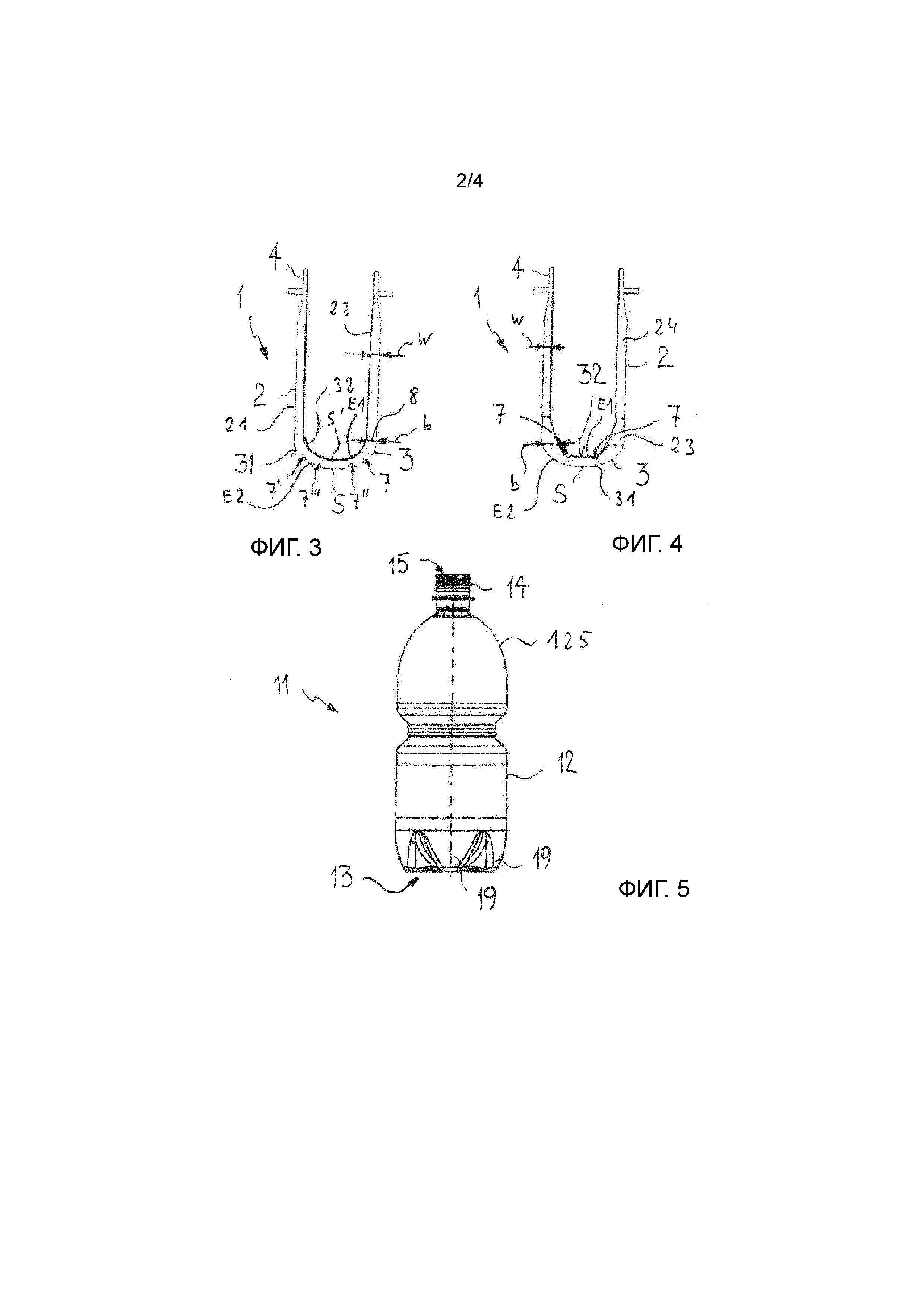
фиг. 3 - дальнейшее исполнение соответствующей изобретению преформы с утопленными, не имеющими поднутрения областями на внешней стенке дна преформы на изображении в осевом сечении;
фиг. 4 - дальнейшее исполнение соответствующей изобретению преформы с утопленной, не имеющей поднутрения областью на внутренней стенке дна преформы на изображении в осевом сечении;
фиг. 5 - вид сбоку раздутой с вытяжкой из соответствующей изобретению преформы пластиковой емкости с дном емкости с петалоидными опорными ножками;
фиг. 6 - изображение с осевым разрезом пластиковой емкости, изготовленной из преформы уровня техники;
фиг. 7 - изображение с осевым разрезом пластиковой емкости, изготовленной из преформы согласно фиг. 1;
фиг. 8 - изображение с осевым разрезом дальнейшего варианта изготовленной из преформы согласно фиг. 3 пластиковой емкости; и
фиг. 9 - увеличенное изображение дна емкости с фиг. 8 на изображении в осевом сечении.
В последующем описании фигур одинаковые ссылочные позиции обозначают в каждом случае одинаковые составные элементы или компоненты преформы или раздутой из нее с вытяжкой емкости.
Изображенная на фиг. 1 преформа обозначена в целом ссылочной позицией 1. Преформа 1 имеет выполненное вытянутым тело 2 преформы, один продольный конец которого закрыт дном 3 преформы, и другой продольный конец которого граничит с переходной областью 25, к которой прилегает горлышко 4 преформы с отверстием 5. Горлышко 4 преформы может иметь на своей внешней стенке не изображенные более подробно средства для соединения с геометрическим замыканием с равным образом не изображенным запорным элементом. Подобными средствами могут быть, например, витки резьбы, участки резьбы, выступы для байонетного соединения или их соответствующие ответные элементы в виде канавкообразных углублений и тому подобного. Переходная область 25, которая называется также плечом преформы, и горлышко 4 преформы могут быть отделены друг от друга, например, выступающим в радиальном направлении фланцеобразным кольцом 6 переноса, которое может служить для транспортировки и для крепления преформы 1 в установке раздувного формования с вытяжкой. Однако следует понимать, что преформа не обязательно должна иметь кольцо переноса. В плече 25 преформы преформа 1 имеет толщину стенки, которая при формовании преформы 1 путем раздувного формования с вытяжкой в емкость приводит к тому, что пластиковый материал оттягивается из области плеча в остальные области емкости. Вследствие этого может достигаться, что тело емкости имеет ниже области горлышка в значительной степени постоянную толщину стенки. Образование и распределение толщин стенки в плече 25 преформы зависит при этом от дизайна и размеров изготовляемой из преформы 1 емкости. Так толщина стенки преформы 1 в области плеча 25 преформы увеличивается от горлышка 4 преформы к телу 2 преформы. Вследствие этого учитывается то, что более близкие к горлышку 4 преформы области вытягиваются во время раздувного формования в радиальном направлении меньше, чем более удаленные области. Благодаря увеличению толщины стенки от горлышка 4 преформы по направлению к телу 2 преформы компенсируется все большее радиальное вытягивание. Раздутое с вытяжкой из плеча 25 преформы плечо емкости имеет вследствие этого в своем осевом распространении в значительной степени одинаковую толщину стенки.
Закрывающее один продольный конец тела 2 преформы дно 3 преформы выполнено согласно изображенному примеру осуществления в виде плоского дна. В качестве плоского дна согласно данной патентной заявке обозначается при этом дно 3 преформы, которое на переходной области от тела 2 преформы ко дну 3 преформы имеет первый радиус R1 изгиба, который меньше, чем второй радиус R2 изгиба остального дна 3 преформы. Самый большой внешний диаметр D дна 3 преформы, который имеется, как правило, на переходе тела 2 преформы к дну 3 преформы, при этом больше, чем осевая высота H дна 3 преформы, которая распространяется в осевом направлении от верхней точки S дна 3 преформы до перехода дна 3 преформы в тело 2 преформы. При этом первый радиус R1 изгиба меньше, чем осевая высота H дна 3 преформы. Дно 3 преформы имеет внешнюю стенку 31 и внутреннюю стенку 32, которые ограничивают толщину b дна. Внутренняя стенка 32 распространяется вдоль внутренней, трехмерно изогнутой в виде выпуклости поверхности E2, а внешняя стенка 31 распространяется вдоль внешней, трехмерно изогнутой в виде выпуклости поверхности E1. Внутренняя, трехмерно изогнутая в виде выпуклости поверхность E2 и внешняя, трехмерно изогнутая в виде выпуклости поверхность E1 отстоят друг от друга таким образом, что промежуток между ними непрерывно увеличивается от верхней точки S внешней, трехмерно изогнутой в виде выпуклости поверхности E1 и от верхней точки S` внутренней, трехмерно изогнутой в виде выпуклости поверхности E2 к телу 2 преформы. Таким образом, толщина b дна непрерывно увеличивается от верхних точек S, S` к переходу 8 дна 3 преформы в тело 2 преформы. Этот переход 8 образует таким образом самое толстое место на преформе 1. Толщина w стенки тела 2 преформы ограничивается внешней стенкой 21 и внутренней стенкой 22 тела 2 преформы. В данном примере осуществления внешняя стенка 21 и внутренняя стенка 22 тела преформы являются прямыми, причем толщина w стенки, начиная от перехода 8 дна 3 преформы в тело 2 преформы, непрерывно суживается с толщины b дна к плечу 25 преформы. Этот переход 8 образует у готовой, раздутой с вытяжкой емкости 11 также переход дна 13 емкости в тело 12 емкости, что лучше видно на фиг. 5. Далее дно 3 преформы образует дно 13 емкости, тело 2 преформы образует тело 12 емкости и плечо 25 преформы образует плечо 125 емкости.
Фиг. 2 показывает известную из фиг. 1 преформу 1 с утопленной, не имеющей поднутрения областью 7 на внешней стенке 31 дна 3 преформы. Эта утопленная, не имеющая поднутрения область 7 имеет толщину b` дна, которая уменьшена относительно области внешней стенки 31, граничащей с утопленной, не имеющей поднутрения областью 7. В данном примере осуществления утопленная, не имеющая поднутрения область 7 распространяется в виде круглого кольца концентрически вокруг верхней точки S и на расстоянии от нее.
Также здесь внутренняя стенка 32 дна 3 преформы распространяется вдоль внутренней, трехмерно изогнутой в виде выпуклости поверхности E2, а внешняя стенка 31 дна 3 преформы распространяется вдоль внешней, трехмерно изогнутой в виде выпуклости поверхности E1. Внутренняя, трехмерно изогнутая в виде выпуклости поверхность E2 и внешняя, трехмерно изогнутая в виде выпуклости поверхность E1 отстоят друг от друга таким образом, что промежуток между ними непрерывно увеличивается от верхней точки S внешней, трехмерно изогнутой в виде выпуклости поверхности E1 и от верхней точки S` внутренней, трехмерно изогнутой в виде выпуклости поверхности E2 к телу 2 преформы. Отсутствие поднутрения у утопленной области 7 обеспечивает легкое извлечение преформы из полости литейной формы. Могут исключаться сложные изогнутые сердечники или разъемные формы. В случае изготовленной литьем под давлением преформы 1 верхняя точка S может совпадать с точкой впрыска. Последняя имеет, как правило, большую ввиду технологии изготовления толщину стенки. Находящийся там лишний материал у выполненных согласно уровню техники преформ практически не утоняется и не вытягивается при последующем раздувном формовании с вытяжкой. Соответственно это нежелательное скопление материала может образовывать слабое место раздутой из преформы с вытяжкой пластиковой емкости в отношении барьерных свойств и прочности. При помощи преформы 1, выполненной согласно фиг. 2 с распространяющейся в виде кольца вокруг верхней точки S, утопленной, не имеющей поднутрения областью 7, эти недостатки могут устраняться. При последующем раздувном формовании с вытяжкой пластиковый материал "удаляется" вследствие утопленной, не имеющей поднутрения области 7 из верхней точки S, которая одновременно образует точку впрыска преформы 1. Дно 3 преформы лучше вытягивается таким образом также в своей верхней точке S. Вследствие этого во всем дне 3 преформы могут достигаться лучшие барьерные свойства и лучшие прочности. В качестве дополнительного преимущества может при этом также экономиться избыточный пластиковый материал.
Фиг. 3 показывает дальнейший пример осуществления предложенной преформы 1 с утопленными, не имеющими поднутрения областями 7, 7`, 7`` и 7``` на внешней стенке 31 дна 3 преформы. На внешней стенке 31 дна 3 преформы выполнено несколько утопленных, не имеющих поднутрения областей 7, 7`, 7``, 7```. Утопленные, не имеющие поднутрения области 7, 7`, 7``, 7``` могут быть изолированными друг от друга областями, которые, по меньшей мере, частично могут быть расположены вдоль кольцеобразной области дна 3 преформы. Расположенные подобным образом вдоль кольцеобразной области дна 3 преформы, утопленные, не имеющие поднутрения области 7, 7`, 7``, 7``` имеют в этом случае одинаковое радиальное расстояние от верхней точки S дна 3 преформы. Альтернативно утопленные, не имеющие поднутрения области 7, 7`, 7``, 7``` могут быть также выполнены в виде концентрических замкнутых канавок или пазов на внешней стенке 31 дна 3 преформы, причем верхняя точка S дна преформы может быть расположена, например, на центре. Соответственно в этом случае утопленная, не имеющая поднутрения область 7 и утопленная, не имеющая поднутрения область 7`, а также утопленная, не имеющая поднутрения область 7`` и утопленная, не имеющая поднутрения область 7``` в каждом случае соединены друг с другом. Именно исполнение с несколькими замкнутыми, утопленными, не имеющими поднутрения областями на внешней стенке 31 дна 3 преформы приводит к шарнирообразным областям в дне емкости, что более подробно описано на фиг. 8. Также утопленные, не имеющие поднутрения области 7, 7`, 7``, 7``` могут распространяться в виде звезды в дне 3 преформы. Толщина w стенки тела 2 преформы ограничивается внешней стенкой 21 и внутренней стенкой 22 тела 2 преформы. В данном примере осуществления внешняя стенка 21 и внутренняя стенка 22 тела 2 преформы являются прямыми и распространяются по существу параллельно друг к другу вплоть до плеча 25 преформы. Тем самым толщина w стенки, начиная от перехода 8 дна 3 преформы в тело 2 преформы с максимальной толщиной b дна, по существу неизменна на теле 2 преформы и соответствует тем самым по существу максимальной толщине b дна.
В изображенном на фиг. 4 дальнейшем примере осуществления преформы 1 утопленная, не имеющая поднутрения область 7 выполнена на внутренней стенке 32 дна 3 преформы. Утопленная, не имеющая поднутрения область 7 выполнена в данном примере осуществления в виде кольца и снова таким образом, что она не имеет поднутрения. Вследствие этого обеспечено простое извлечение преформы 1 из формы, например, установки литья под давлением или установки выдавливания. От изогнутых сердечников со сложной геометрией или тому подобного здесь можно также отказаться. В неизображенном варианте осуществления преформы утопленная, не имеющая поднутрения область 7 может быть также предусмотрена в непосредственной близости к верхней точке S дна 3 преформы на внутренней стенке 32 дна 3 преформы. Также здесь переход 8 образует самое толстое место на преформе 1. Толщина w стенки тела 2 преформы ограничивается внешней стенкой 21 и внутренней стенкой 22 тела 2 преформы. В данном примере осуществления внешняя стенка 21 и внутренняя стенка 22 тела преформы являются прямыми. Толщина w стенки, начиная от перехода 8 дна 3 преформы в тело 2 преформы с максимальной толщиной b дна, суживается в прилегающей к переходу 8 первой частичной области 23, для того чтобы затем распространяться по существу без изменений в прилегающей к первой частичной области 23 и к плечу 25 преформы второй частичной области 24.
Выполненная согласно изобретению преформа была разъяснена на примере преформ, которые имеют плоское дно. Однако следует понимать, что соответствующее изобретению исполнение преформы может быть также предусмотрено, например, при куполообразном или при бочкообразном дне преформы. Соответствующее изобретению исполнение дна преформы может быть даже предусмотрено у преформ, которые имеют дно преформы, вогнутое вовнутрь в направлении отверстия преформы. Утопленные, не имеющие поднутрения области могут быть предусмотрены на внешней стенке или на внутренней стенке дна преформы. Также возможна комбинация расположенных на внешней стенке и на внутренней стенке, утопленных, не имеющих поднутрения областей. Минимальная толщина стенки утопленных, не имеющих поднутрения областей в дне преформы составляет, например, в каждом случае, по меньшей мере, примерно от 0,7 мм до 4 мм, для того чтобы соответствовать требованиям литья под давлением, которое является используемым наиболее часто для изготовления преформ способом изготовления.
Изготовление преформ с выполненным согласно изобретению дном преформы может осуществляться, например, во время литья под давлением или во время выдавливания, благодаря тому, что используется выполненная соответствующим образом форма с локальными и/или кольцеобразными выступами. Альтернативно также обычная преформа, которая обычно не имеет структурированного дна, может посредством механической деформации снабжаться уменьшенной в отношении толщины стенки, не имеющей поднутрения областью или областями. Следующая за литьем под давлением или выдавливанием, или даже экструзионно-раздувным формованием механическая деформация дна преформы может осуществляться, например, посредством тиснения или же снятия стружки.
Преформа может быть выполнена одно- или многослойной и изготовлена из пригодных для раздувного формования с вытяжкой пластиков. Следует понимать, что используемые пластики должны быть также пригодны для соответствующего процесса изготовления преформы, то есть либо для литья под давлением, выдавливания, либо для экструзионно-раздувного формования. При этом преформа может включать в себя PET, PET-G, HDPE, PP, PS, PVC, PEN, сополимеры указанных пластиков, биопластики, как например PLA, PEF или PPF, наполненные пластики, пластики с одним или несколькими сополимерами и смесями указанных пластиков. Пластики или их части могут быть окрашены или иметь покрытие.
Фиг. 5 схематично показывает вид сбоку раздутой с вытяжкой пластиковой емкости, которая раздута с вытяжкой из описанной выше преформы и обозначена в целом ссылочной позицией 11. Пластиковая емкость 11 имеет тело 12 емкости с дном 13 емкости. С противоположным дну 13 емкости концом тела 12 емкости граничит плечо 125 емкости, к которому прилегает горлышко 14 емкости с заливным отверстием 15. Дно 13 емкости имеет, например несколько петалоидных опорных ножек 19. Пластиковая емкость имеет измеренный по ее оси коэффициент продольной вытяжки > 1,3. Дно 13 емкости имеет на переходе к телу емкости толщину стенки, которая по существу равна или больше, чем толщина стенки тела 12 емкости.
Фиг. 6 показывает схематичный осевой разрез пластиковой емкости 11`, которая раздута с вытяжкой из преформы уровня техники. Благодаря технологическому процессу дно 13` емкости имеет в центральной области 18`, которая у отлитой под давлением преформы соответствует примерно области вокруг точки впрыска, толстое место. На этом толстом месте дно 13` емкости вытянуто лишь в недостаточной степени. С другой стороны, петалоидные опорные ножки 19` имеют очень тонкостенные области 20`, которые могут приводить к уменьшенной прочности дна 13` емкости по сравнению со стенкой 12` емкости.
Фиг. 7 показывает изображение с осевым разрезом пластиковой емкости 11, которая раздута с вытяжкой из преформы согласно фиг. 1. Непрерывное увеличение толщины b стенки дна 3 преформы вызывает во время раздувного формования с вытяжкой то, что дно 13 емкости имеет толщину стенки, которая равна или больше чем толщина стенки тела 12 емкости. В данном примере осуществления толщина стенки в частности на переходе дна 13 емкости в тело 12 емкости больше, чем толщина стенки тела 12 емкости. При этом указанный переход образует опорную вертикальную поверхность или петалоидные опорные ножки емкости 11. Увеличенная толщина стенки на переходе вызывает на петалоидных опорных ножках 19 толстое место 20. Толстое место 20 выполняется при этом примерно на том месте опорных ножек 19, которое при изготовлении пластиковой емкости из обычной преформы привело бы к тонкому месту (ссылочная позиция 20` на фиг. 6).
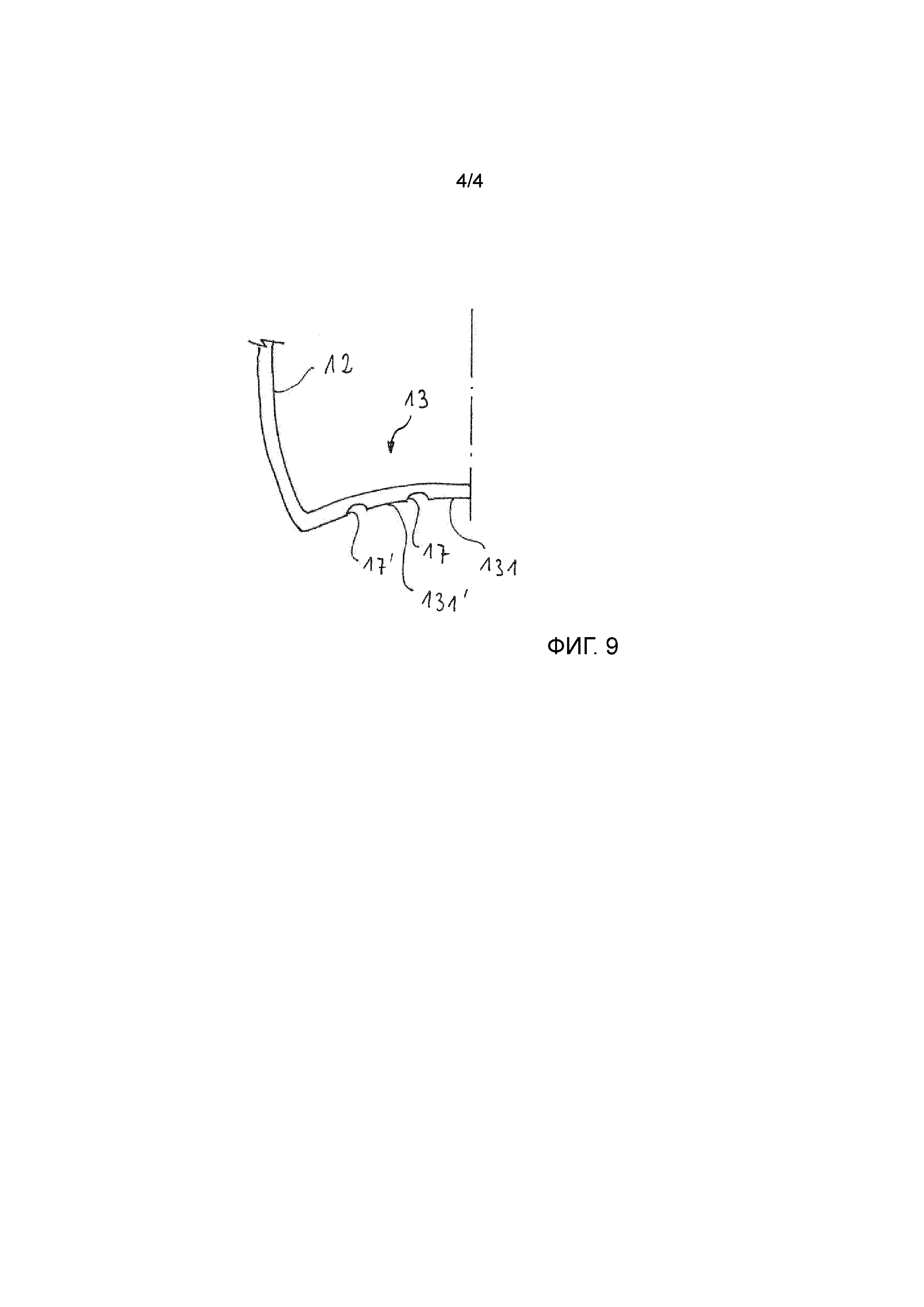
Фиг. 8 показывает дальнейший вариант осуществления пластиковой емкости 11, которая изготовлена путем раздувного формования с вытяжкой из преформы согласно фиг. 3 с двумя концентрическими, кольцеобразными, утопленными, не имеющими поднутрения областями в дне преформы. Пластиковая емкость имеет тело 12 емкости, один продольный конец которого закрыт дном 13 емкости. К другому продольному концу тела 12 емкости прилегает горлышко 14 емкости с отверстием 15. Благодаря двум выполненным на дне 3 преформы, концентрическим, кольцеобразным, утопленным, не имеющим поднутрения областям 7, 7` образуются на дне 13 емкости два концентрических, кольцеобразных, тонких места 17, 17`, которые образуют пленочные шарниры. Толщина пленочных шарниров составляет между 0,15 мм и 1,5 мм. Между пленочными шарнирами распространяются смещаемые по существу вдоль направления распространения емкости мембранообразные частичные области 131 дна емкости, которые могут компенсировать возникающее в закупоренной емкости 11 пониженное давление или же избыточное давление.
Фиг. 9 показывает увеличенный фрагмент изображенного на фиг. 8 дна 13 емкости с его пленочными шарнирами 17, 17` и выполненными наподобие мембраны частичными областями 131, 131` дна 13 емкости.
Реферат
Изобретение относится к преформе для изготовления пластиковой емкости путем раздувного формования с вытяжкой. Преформа для изготовления пластиковой емкости путем раздувного формования с вытяжкой включает в себя вытянутое трубкообразное тело (2) преформы, которое на одном своем продольном конце закрыто дном (3) преформы, и другой продольной конец которого граничит с переходной областью, к которой прилегает горлышко (4) преформы, причем дно (3) преформы имеет внешнюю стенку (31) и внутреннюю стенку (32), которые ограничивают толщину (b) дна, причем тело (2) преформы имеет внешнюю стенку (21) и внутреннюю стенку (22), которые ограничивают толщину (w) стенки, внутренняя, трехмерно изогнутая в виде выпуклости поверхность (E2) и внешняя, трехмерно изогнутая в виде выпуклости поверхность (E1) отстоят друг от друга таким образом, что промежуток между ними непрерывно увеличивается от их соответствующей верхней точки (S, S`) к телу преформы, причем распространение внешней стенки (31) дна (3) преформы вдоль внешней, трехмерно изогнутой поверхности (E1) прервано утопленной областью за пределами ее верхней точки (S), и/или причем распространение внутренней стенки (32) дна (3) преформы вдоль внутренней, трехмерно изогнутой поверхности (E2) прервано утопленной областью (7) за пределами ее верхней точки (S`). Изобретение обеспечивает преформу, которая позволяет раздувать из себя пластиковую емкость, тело и дно которой имеют в значительной степени постоянную толщину стенки. 2 н. и 19 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Преформа и составная пресс-форма для изготовления преформы
Составная упаковка "bag-in-container", изготовленная способом выдувного формования, состоящая из внутреннего и внешнего слоев, изготовленных из одного и того же материала, а также преформа для ее производства
Комментарии