Преформа и составная пресс-форма для изготовления преформы - RU2433042C2
Код документа: RU2433042C2
Чертежи









Описание
Область техники, к которой относится изобретение
Настоящее изобретение в целом относится к системам и способам формования, но не ограничивается ими, а более конкретно, настоящее изобретение относится к преформе и составной пресс-форме для изготовления преформы, но не ограничивается ими.
Уровень техники, предшествующий изобретению
Формование - это способ, в результате которого при помощи системы формования из формуемого материала образуется изделие. За счет использования способа формования, например процесса литья под давлением, можно получать различные формованные изделия. Одним из примеров формованных изделий, получаемых, например, из полиэтилентерефталата (PET), является преформа, из которой впоследствии можно выдуть емкость для пива, например бутылку или тому подобное.
В частности, при литье под давлением материала PET (например, PET в виде таблеток, PEN в виде порошка, PLA (полимолочная кислота) и т.п.) он нагревается до однородного расплавленного состояния и под давлением заливается в гнездо пресс-формы, образуемое, по меньшей мере, частично, охватывающей частью оформляющей полости и охватываемой частью литьевого стержня, установленных соответственно в обойме матрицы и плите оформляющего стержня пресс-формы. Обойма матрицы и плита оформляющего стержня прижимаются друг к другу и удерживаются зажимным усилием, достаточным для того, чтобы удерживать оформляющую полость и литьевой стержень вместе, несмотря на воздействие давления во время заливки PET материала. Гнездо пресс-формы имеет форму, которая практически соответствует конечной форме формуемого изделия после охлаждения. После этого заливаемый подобным образом PET материал охлаждается до соответствующей температуры, позволяющей извлечь сформированное подобным образом изделие из пресс-формы. После охлаждения формованное изделие усаживается внутри гнезда пресс-формы и в таком состоянии, после разъединения обоймы матрицы и плиты оформляющего стержня, формованное изделие обычно остается сопряженным с литьевым стержнем. Впоследствии, формованное изделие можно извлечь с литьевого стержня при помощи одного или нескольких выталкивающих приспособлений. Известно, что выталкивающие приспособления помогают снимать формованные изделия с половинок литьевого стержня. Примерами выталкивающих приспособлений являются выталкивающие плиты, выталкивающие кольца, горловинные кольца, выталкивающие шпильки и т.п.
На фиг.1 изображена преформа 100, которая является типичным примером преформы из предшествующего уровня техники. Преформа 100 состоит из горловинной части 102, литниковой части 106 и корпусной части 104, расположенной между горловинной частью 102 и литниковой частью 106. Литниковая часть 106 сопряжена с по существу сферической формой, оканчивающейся в остаточной части 108.
Патент США 4432530 описывает совокупность пресс-формы и литьевого стержня для формирования пластиковой заготовки, из которой вытягивается/выдувается пластиковая бутылка, в которой торец литьевого стержня сопрягается с пресс-формой таким образом, что позволяет формировать заготовки с фаской на донышке и крутым конусом от упомянутой фаски до боковой стенки заготовки. Литьевой стержень предпочтительно имеет такую форму, чтобы включать заплечик, имеющий практически прямую внешнюю стенку у торца горловины заготовки в пресс-форме, и сконструирован и связан с пресс-формой так, чтобы обеспечивать наплавление дополнительного пластика на внутренней стенке заплечика заготовки. Конструкция совокупности сопряженной пресс-формы и литьевого стержня основана на том, что при непрерывном процессе формирования бутылок определенную область заготовки можно сильнее нагревать или охлаждать за счет увеличения или уменьшения толщины данной области заготовки. Заготовки, полученные при помощи описанной совокупности пресс-форма - литьевой стержень, позволяют осуществить более глубокое и длинное вытягивание заготовки без разрыва и деформации дна заготовки, а также без образования складок на заплечике конечной бутылки, при этом обеспечивая необходимую прочность стенок.
Патент США 4959006 описывает совокупность пресс-формы-литьевого стержня для производства пластиковой преформы для получения пластиковых бутылок методом выдувного формования, содержащей горловинную часть, образующую отверстие; нисходящую от нее трубчатую часть из боковых стенок; а также составное основание, нисходящее от трубчатой части из боковых стенок до замкнутого торца; в преформе имеется внешняя лицевая стенка и внутренняя лицевая стенка, одна из которых находится в основании, в котором имеется множество составных буртиков идущих вдоль преформы и определяющих непрерывное усиливающее кольцо переменной толщины, расположенное на удалении от замкнутого торца и ограничивающее основание, при этом буртики постепенно уменьшаются по ширине и радиальной толщине, по меньшей мере, от усиливающего кольца в направлении замкнутого торца. Из преформы методом выдувного формования может быть получена пластиковая бутылка, в донной части которой имеется непрерывное усиливающее кольцо из непрерывных по окружности радиально проходящих изменений в толщине стенок с регулярно волнообразным поперечным сечением вдоль окружности. Буртики предпочтительно интегрированы с внутренней лицевой стенкой.
Сущность изобретения
Согласно первому основному аспекту настоящего изобретения предлагается преформа, предназначенная для последующего выдувного формования. Преформа содержит горловинную часть, литниковую часть и корпусную часть, расположенную между горловинной частью и литниковой частью; литниковая часть сопряжена с по существу конусообразной формой.
Согласно второму основному аспекту настоящего изобретения предлагается составная пресс-форма. Составная пресс-форма содержит вставку литьевого стержня, формирующую внутреннюю поверхность преформы; разъемную пару оформляющих вставок матрицы, определяющую внешнюю поверхность горловинной части преформы; вставку оформляющей полости, определяющую внешнюю поверхность корпусной части преформы; литниковую вставку, определяющую внешнюю поверхность литниковой части преформы; вставка литьевого стержня и литниковая вставка выполнены таким образом, чтобы при использовании взаимодействовать, образуя литниковую часть преформы, имеющую первую по существу конусообразную форму.
Согласно третьему основному аспекту настоящего изобретения предлагается вставка литьевого стержня, образующая при использовании часть преформы, преформа включает в себя горловинную часть, литниковую часть и расположенную между ними корпусную часть. Вставка литьевого стержня содержит часть, образующую первую оформляющую полость матрицы, в которой имеется часть, образующая литник, имеющая по существу конусообразную форму, по существу конусообразная форма в свою очередь выбирается так, чтобы выравнивать угол преломления лучей, используемых на стадии повторного нагрева процесса выдувного формования преформы в пределах литниковой части.
Согласно четвертому основному аспекту настоящего изобретения предлагается литниковая вставка, образующая при использовании часть преформы, преформа включает в себя горловинную часть, литниковую часть и расположенную между ними корпусную часть. Литниковая вставка содержит часть, образующую вторую оформляющую полость матрицы, имеющую по существу перевернутую конусообразную форму, по существу перевернутая конусообразная форма в свою очередь выбирается так, чтобы выравнивать угол преломления лучей, используемых на стадии повторного нагрева процесса выдувного формования преформы в пределах литниковой части.
Согласно другому основному аспекту настоящего изобретения предлагается способ изготовления, по меньшей мере, части составной пресс-формы. Способ включает выбор формы для литниковой части преформы, предназначенной для выдувного формования, форма в свою очередь выбирается так, чтобы, по меньшей мере, по существу выравнивать угол преломления, по меньшей мере, части из множества лучей, на стадии повторного нагрева процесса выдувного формования; производство, по меньшей мере, части составной пресс-формы для включения формы.
Согласно еще одному основному аспекту настоящего изобретения предлагается преформа, предназначенная для последующего выдувного формования. Преформа содержит горловинную часть, литниковую часть и корпусную часть, расположенную между горловинной частью и литниковой частью; литниковая часть сопряжена с формой, выбираемой так, чтобы по существу выравнивать угол преломления лучей, используемых на стадии повторного нагрева процесса выдувного формования.
Далее эти и другие аспекты, и признаки не ограничивающих вариантов осуществления настоящего изобретения будут очевидны специалистам в данной области после ознакомления со следующим описанием не ограничивающих вариантов осуществления изобретения вместе с прилагаемыми чертежами.
Краткое описание чертежей
Лучше понять не ограничивающие варианты осуществления настоящего изобретения (включая изменения и/или варианты) можно при помощи подробного описания не ограничивающих вариантов осуществления вместе со следующими чертежами,
где на фиг.1 изображена преформа 100 в поперечном сечении, выполненная в соответствии с известными технологиями;
на фиг.2 схематично изображена преформа 100 по фиг.1 на стадии повторного нагрева в процессе выдувного формования, выполненная в соответствии с известными технологиями;
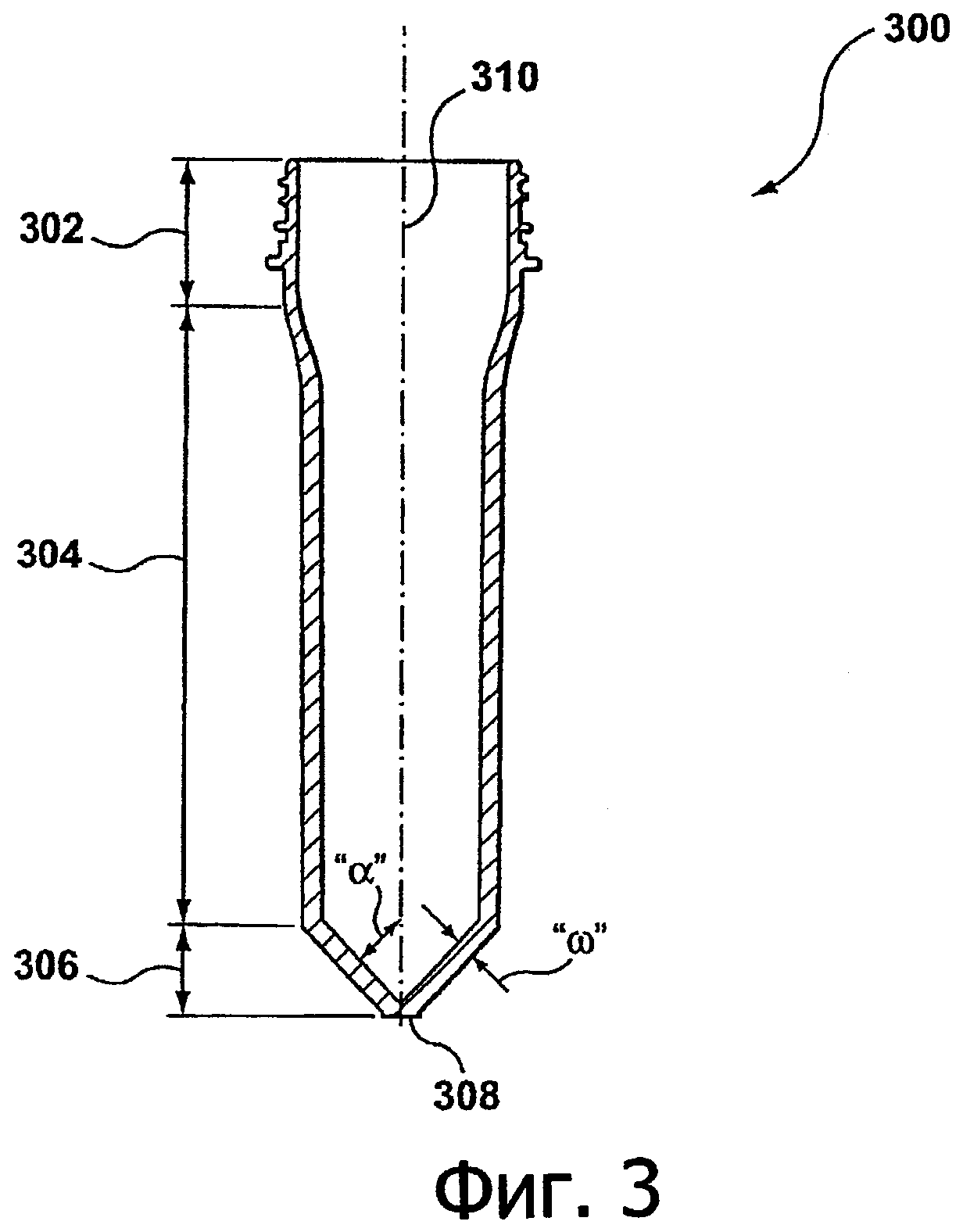
на фиг.3 изображена в поперечном сечении преформа 300, выполненная в соответствии с не ограничивающими вариантами осуществления настоящего изобретения;
на фиг.4 изображена в поперечном сечении преформа 400, выполненная в соответствии с еще одним не ограничивающим вариантом осуществления настоящего изобретения;
на фиг.5 схематично изображена преформа 300 на стадии повторного нагрева в процессе выдувного формования, аналогичная преформе по фиг.2;
на фиг.6 в поперечном сечении изображена составная пресс-форма 600, предназначенная для изготовления преформы 300, выполненной в соответствии с одним из не ограничивающих вариантов осуществления настоящего изобретения;
на фиг.7 при виде сбоку изображена вставка 602 литьевого стержня составной пресс-формы 600 по фиг.6, выполненная в соответствии с одним из не ограничивающих вариантов осуществления настоящего изобретения;
на фиг.8 в поперечном сечении изображена литниковая вставка 608 составной пресс-формы 600 по фиг.6, выполненная в соответствии с одним из не ограничивающих вариантов осуществления настоящего изобретения;
на фиг.9 в поперечном сечении изображена преформа 900, выполненная в соответствии с еще одним неограничивающим вариантом осуществления настоящего изобретения;
на фиг.10 в поперечном сечении изображена часть составной пресс-формы 1000, предназначенной для изготовления преформы 900 по фиг.9, выполненной в соответствии с одним из не ограничивающих вариантов осуществления настоящего изобретения;
на фиг.11 в поперечном сечении изображена преформа 1100, выполненная в соответствии с еще одним не ограничивающим вариантом осуществления настоящего изобретения.
Чертежи необязательно выполнены в масштабе и иллюстрируются пунктирными линиями, схематическими изображениями и частичными видами. В отдельных случаях детали, необязательные для понимания вариантов выполнения изобретения или делающие другие детали сложными для восприятия, опущены.
Подробное описание вариантов осуществления изобретения
Изобретатели в полной мере осознали, что существует проблема с известными конструкциями преформы 100. Одна из подобных проблем будет сейчас рассмотрена более подробно на примере фиг.2. На фиг.2 схематично изображена преформа 100 по фиг.1 на стадии повторного нагрева процесса выдувного формования, во время которого преформа 100 преобразуется в окончательно сформированный продукт. Повторный нагрев обычно осуществляется во время процесса вытяжно-выдувного формования, вслед за операцией формования для преобразования преформы 100 в окончательное изделие (например, бутылку или тому подобное). Вытяжно-выдувное формование удобно производить в вытяжно-выдувной формовочной машине (не показана).
На фиг.2 показаны источник энергии 202 и отражатель 204. В целом, назначение источника энергии 202 и отражателя 204 заключается в повторном нагреве преформы 100 до такой температуры, которая была бы достаточна для повторного преобразования нагретой подобным образом преформы 100 в окончательно сформированное изделие.
Источник энергии 202 содержит множество излучателей 203. Множество излучателей 203 может быть выполнено в нескольких вариантах, однако, в конкретном не ограничивающем варианте осуществления изобретения, представленном здесь, множество излучателей 203 может быть выполнено в виде множества излучателей инфракрасного света. Множество излучателей 203 излучает тепловую энергию, например, в виде множества инфракрасных лучей 206 или тому подобного. Множество инфракрасных лучей 206 проникает в преформу 206 и, впоследствии, отражается отражателем 204 (например, зеркалом или чем-то подобным) в виде множества отраженных инфракрасных лучей 208. Отражатель 204, как правило, используется для повышения эффективности этапа повторного нагрева.
В альтернативном не ограничивающем варианте осуществления настоящего изобретения множество излучателей 203 может быть предназначено для излучения энергии другой частоты, кроме инфракрасной. Соответственно, множество инфракрасных лучей 206 будет, время от времени, упоминаться ниже как лучи 206, для того, чтобы охватить другие альтернативные решения по типу используемой энергии.
За счет, по меньшей мере, частично, сферической формы литниковой части 106 и, в результате этого, переменного угла преломления инфракрасных лучей 206, который является наиболее острым в литниковой части 106, создается подмножество инфракрасных лучей 210. Подмножество инфракрасных лучей 210 не отражается (либо отражается под широким углом) отражателем 204, что существенно снижает эффективность повторного нагрева в пределах литниковой части 106 и/или делает повторный нагрев неравномерным (т.е. переменным) вдоль длины литниковой части 106. Одно из распространенных решений заключалось в создании подмножества излучателей 203, расположенных вблизи литниковой части 106, характеризующихся тем, что оно обладает более высокой мощностью, чем остальное множество излучателей 203. Следует отдавать себе отчет, что это приводит к дополнительному расходу энергии и дополнительным затратам, что с точки зрения эксплуатации и экологичности не является полностью приемлемым.
Вернемся к фиг.3, где изображена преформа 300, выполненная в соответствии с не ограничивающим вариантом осуществления настоящего изобретения. Преформа 300 состоит из горловинной части 302, литниковой части 306 и корпусной части 304, расположенной между горловинной частью 302 и литниковой частью 306. Горловинная часть 302 и корпусная часть 304 могут быть выполнены по существу аналогично горловинной области 102 и литниковой области 106 преформы 100 по фиг.1.
В данных вариантах осуществления настоящего изобретения литниковая часть 306 сопряжена с практически конусообразной формой, оканчивающейся в остаточной части 308. Следует заметить, что остаточная часть 308 ограничивает нижнюю оконечную точку конусообразной формы литниковой части 306. Размер остаточной части 308 может практически соответствовать размеру мундштука форсунки обогреваемого литника (не показанного здесь). В варианте осуществления по фиг.3 литниковая часть 306 сопряжена с практически однородной по толщине стенкой «W», однако, это не является обязательным условием для всех вариантов осуществления настоящего изобретения (как это будет показано ниже).
В варианте осуществления изобретения по фиг.3 конусообразная форма литниковой части 306 характеризуется углом «α», образованным между воображаемой центральной линией 310 (воображаемая центральная линия 310 проходит через продольную ось преформы 300) и внутренней поверхностью конусообразной формы литниковой части 306. В некоторых вариантах осуществления настоящего изобретения угол «α» может выбираться таким образом, чтобы по существу уравнивать угол отражения вдоль литниковой части 306 на стадии повторного нагрева процесса выдувного формования. Было обнаружено, например, что конусообразная форма литниковой части 306 способствует образованию более равномерного угла преломления (и, следовательно, более равномерного уровня поглощения и повторного нагрева), в целом, чем меньший угол «α» выбран, тем лучше получается выравнивание угла преломления (и, следовательно, повторного нагрева).
В альтернативных не ограничивающих вариантах осуществления настоящего изобретения угол «α» может дополнительно выбираться с учетом скорости наполнения, обусловленной выбором угла «α» и/или количеством используемого материала, в зависимости от угла «α». Например, чем меньший угол «α» будет выбран, тем меньше будет падение давления в литниковой области гнезда пресс-формы на этапе наполнения и, следовательно, быстрее будет соответствующая скорость наполнения. Более того, чем меньший угол «α» выбран, тем меньше материала будет использовано для наполнения литниковой области гнезда пресс-формы.
Соответствующим образом в отдельных вариантах осуществления настоящего изобретения угол «α» может выбираться с учетом некоторых или всех (i) коэффициентов преломления используемого конкретного формовочного материала, (ii) скорости наполнения, определяемой углом «α»; а также (iii) количества используемого материала в зависимости от угла «α». Соответствующим образом, в данных вариантах осуществления настоящего изобретения угол «α» может рассчитываться как функция всех или некоторых (i) коэффициентов преломления формовочного материала, (ii) веса используемого формовочного материала (т.е. функции вытягивания угла «α» и толщины стенок, определяемой углом «α»), (iii) скорости наполнения.
Например, для PET угол «α» может выбираться в диапазоне, например, примерно от 10 и примерно до 90°. В отдельных не ограничивающих вариантах осуществления настоящего изобретения для PET угол «α» может выбираться в диапазоне, например, примерно от 37° и примерно до 40°. В другом отдельном не ограничивающем варианте осуществления настоящего изобретения для PET угол «α» может выбираться в диапазоне, например, примерно от 40° и примерно до 60°. В отдельном не ограничивающем примере угол «α» может быть равен 37°. Естественно, можно использовать любые другие углы «α» в зависимости от типа конкретного формовочного материала или других рассмотренных выше факторов.
Вернемся к фиг.4, где изображена преформа 400, выполненная в соответствии с еще одним не ограничивающим вариантом осуществления настоящего изобретения. Преформа 400 состоит из горловинной части 402, литниковой части 406 и корпусной части 404, расположенной между горловинной частью 402 и литниковой частью 406. Горловинная часть 402 и корпусная часть 404 могут быть выполнены по существу аналогично горловинной части 102 и литниковой части 106 преформы 100 по фиг.1.
Литниковая часть 406 сопряжена с практически конусообразной формой, оканчивающейся в остаточной части 408. Следует заметить, что остаточная часть 408 ограничивает нижнюю оконечную точку конусообразной формы литниковой части 406. Размер остаточной части 408 может соответствовать размеру мундштука форсунки обогреваемого литника (не показан).
В варианте осуществления изобретения по фиг.4 литниковая часть 406 сопряжена с внутренней криволинейной частью 410, показанной с увеличением на фиг.4. Следует заметить, что в варианте осуществления по фиг.4 литниковая часть 406 сопряжена с неравномерной по толщине стенкой. Более конкретно, толщина стенки сравнительно больше в криволинейной части 410. Следует также заметить, что, несмотря на то, что в варианте осуществления по фиг.4 криволинейная часть 410 расположена на внутренней поверхности, напротив остаточной части 408, в других не ограничивающих вариантах осуществления настоящего изобретения аналогичная вогнутость может располагаться и в других местах (на внутренней поверхности или внешней поверхности) литниковой части 406. Примеры подобного альтернативного расположения могут включать, но не ограничиваться, место (на внутренней поверхности или внешней поверхности), где литниковая часть 406 соприкасается с корпусной частью 404, это место обозначено на фиг.4 позицией 420.
Другой пример выполнения неравномерной по толщине стенки изображен на фиг.11, на которой показана преформа 1100, выполненная в соответствии с еще одним не ограничивающим вариантом осуществления настоящего изобретения. Преформа 1100 состоит из горловинной части 1102, литниковой части 1106 и корпусной части 1104, расположенной между горловинной частью 1102 и литниковой частью 1106. Литниковая часть 1106 сопряжена, по существу, конусообразной формой, оканчивающейся в остаточной части 1108.
В данных вариантах осуществления настоящего изобретения литниковая часть 1306 сопряжена, по существу, конусообразной формой, оканчивающейся в остаточной части 1108. Следует заметить, что остаточная часть 1108 разграничивает нижнюю оконечную точку конусообразной формы литниковой части 1106. Размер остаточной части 1108 может, по существу, соответствовать размеру мундштука форсунки обогреваемого литника (не показанного здесь). В варианте осуществления по фиг.11 литниковая часть 1106 сопряжена стенкой, толщина которой постепенно увеличивается по мере удаления от остаточной части 1108 в направлении вспомогательной линии (не обозначена отдельно), проходящей там, где литниковая часть 1106 соприкасается с корпусной частью 1104. В этом смысле можно сказать, что литниковая часть 1106 сопряжена первой толщиной стенки «W1», вдоль ее части, и второй толщиной стенки «W2», вдоль другой ее части, вторая толщина стенки «W2» больше первой толщины стенки «W1». Более конкретно, в вариантах осуществления настоящего изобретения первая толщина стенки «W1» ограничивается первым участком литниковой части 1106, а вторая толщина стенки «W2» ограничивается ее вторым участком, вторая толщина стенки «W2» больше первой толщины стенки «W1», а второй участок расположен ближе к вспомогательной линии.
Конкретный технический результат, получаемый в результате использования данных вариантов осуществления настоящего изобретения, заключается в получении возможности обеспечения наиболее эффективной формы наполнения при одновременном использовании раскрытых здесь преимуществ повторного нагрева. Также следует заметить, что в отдельных вариантах осуществления настоящего изобретения использование остаточной части (такой как остаточная часть 1108) в размере, соответствующем размеру мундштука форсунки обогреваемого литника (не показан) может дать дополнительный технический результат. В частности, подобное устройство обеспечивает, по существу, прямой профиль конусообразной формы литниковой части (как в литниковой части 1106), что обеспечивает, по существу, равномерный угол преломления по его длине (уменьшая отражение на этапе повторного нагрева), способствуя тем самым энергосбережению за счет использования вариантов осуществления настоящего изобретения. Кроме этого, и/или как альтернативный вариант, подобное устройство с неравномерной толщиной может дать технические преимущества, в результате чего во время вытяжно-выдувного формования могут быть использованы усовершенствования, например, за счет различных коэффициентов растяжения и/или расположения дополнительного материала там, где это необходимо (например, в местах расположения «ножек» лепестковидной бутылки, изготавливаемой, например, из преформы 1100 и тому подобное).
Вернемся к фиг.6, где изображена составная пресс-форма 600, выполненная в соответствии с не ограничивающим вариантом осуществления настоящего изобретения. На представленном здесь изображении составная пресс-форма 600 предназначена для изготовления преформы 300 по фиг.3. Между тем, предполагается, что соответствующие модификации в составную пресс-форму 600 для изготовления преформы 400 по фиг.4 могут вноситься рядовыми специалистами в данной области.
Составная пресс-форма 600 содержит вставку 602 литьевого стержня, разъемную пару оформляющих вставок 604 матрицы, вставку 606 оформляющей полости и литниковую вставку 608. При использовании вставка 602 литьевого стержня, разъемная пара оформляющих вставок 604 матрицы, вставка оформляющей полости 606 и литниковая вставка 608 образуют гнездо 609 пресс-формы, в которое заливается формовочный материал (такой как пластифицированный PET или другой подходящий формовочный материал) для формирования преформы 300.
Возвращаясь к фиг.6 и вкратце к фиг.7, вставка 602 литьевого стержня выполнена таким образом, чтобы при использовании образовывать внутреннюю поверхность преформы 300. Для этого во вставке 602 литьевого стержня содержится участок 603, выполненный таким образом, чтобы образовывать участок гнезда 609 пресс-формы и соединительная часть 601, предназначенная для крепления к плите оформляющего стержня (не показана). В представленном здесь варианте осуществления изобретения соединительная часть 601 может быть также выполнена для образования части гнезда 609 пресс-формы. В некоторых вариантах осуществления настоящего изобретения соединительная часть 601 может быть выполнена в виде стопорного кольца. Следует заметить, что, несмотря на то, что в представленных здесь конкретных не ограничивающих вариантах осуществления изобретения часть 603, образующая первую оформляющую полость, и соединительная часть 601 выполнены как структурно отдельные элементы, в альтернативных не ограничивающих вариантах осуществления настоящего изобретения они могут быть выполнены иначе. Например, в альтернативных не ограничивающих вариантах осуществления настоящего изобретения вставка 602 литьевого стержня может быть выполнена без стопорного кольца и тому подобное.
Часть 603, образующая первую оформляющую полость, содержит часть 610, образующую литник. Более конкретно, часть 610, образующая литник, имеет по существу конусообразную форму. В некоторых вариантах осуществления настоящего изобретения часть 610, образующая литник, может быть подвергнута механической обработке. Однако в альтернативных не ограничивающих вариантах осуществления изобретения могут использоваться другие стандартные способы производства, такие как резка, фрезеровка или шлифовка.
Возвращаясь к фиг.6, разъемная пара оформляющих вставок 604 матрицы выполнена таким образом, чтобы при использовании образовывать часть внешней поверхности преформы 300, а именно часть внешней поверхности горловинной части 302 преформы 300. Вставка 606 оформляющей полости выполнена таким образом, чтобы при использовании образовывать часть внешней поверхности преформы 300, а именно часть внешней поверхности корпусной части 304 преформы 300.
Возвращаясь вновь к фиг.6 и вкратце к фиг.8, литниковая вставка 608 выполнена таким образом, чтобы при использовании образовывать часть внешней поверхности преформы 300. В этой связи, литниковая вставка 608 содержит часть 612, образующую вторую оформляющую полость, выполненную таким образом, чтобы образовать часть внешней поверхности литниковой части 306 преформы 300. Форма части 612, образующей вторую оформляющую полость, в целом соответствует описанной выше литниковой части 306. Более конкретно, часть 612, образующая вторую оформляющую полость, сопряжена с перевернутой конусообразной формой.
В некоторых вариантах осуществления настоящего изобретения часть 612, образующая вторую оформляющую полость, может быть подвергнута механической обработке. Однако в альтернативных не ограничивающих вариантах осуществления изобретения могут использоваться другие способы производства, включая, но не ограничиваясь, такие как стандартная сверлильная обработка, обжиг и тому подобное.
Перевернутая конусообразная форма части 612, образующей вторую оформляющую полость, оканчивается в крайней точке 802, которая практически соответствует по диаметру мундштуку (отдельно не пронумерованному) приемника 804 форсунки литниковой вставки 608 (приемник 804 форсунки выполнен таким образом, чтобы принимать во время использования форсунку обогреваемого литника, изображение которой для упрощения отсутствует).
Вернемся к фиг.9, где изображена преформа 900, выполненная в соответствии с еще одним не ограничивающим вариантом осуществления настоящего изобретения. Преформа 900 состоит из горловинной части 902, литниковой части 906 и корпусной части 904, расположенной между горловинной часть 902 и литниковой частью 906. Горловинная часть 902 и корпусная часть 904 могут быть выполнены по существу аналогично горловинной части 102 и литниковой части 106 преформы 100 по фиг.1.
Литниковая часть 906 сопряжена по существу конусообразной формой, оканчивающейся в остаточной части 908. В варианте осуществления изобретения по фиг.9 конусообразная форма литниковой части 906 содержит первый конус 910 и второй конус 912. В данных вариантах осуществления настоящего изобретения первый конус 910 сопряжен первым углом «β», а второй конус 912 сопряжен вторым углом «γ», второй угол «γ» больше первого угла «β».
Следует заметить, что остаточная часть 908 ограничивает нижнюю оконечную точку второго конуса 912 (а также всю конусообразную форму литниковой части 906). Размер остаточной части 908 по существу соответствует размеру мундштука форсунки обогреваемого литника (не показан).
Вернемся к фиг.10, где изображена часть составной пресс-формы 1000, выполненная в соответствии с не ограничивающим вариантом осуществления настоящего изобретения. На представленной здесь иллюстрации составная пресс-форма 1000 предназначена для изготовления преформы 900 по фиг.9. Составная пресс-форма 1000 может быть по существу аналогична составной пресс-форме 600, за исключением конкретных отличий, которые будут рассмотрены ниже.
В частности, составная пресс-форма 1000 содержит в том числе вставку 1002 литьевого стержня и литниковую вставку 1008. Вставка 1002 литьевого стержня выполнена таким образом, чтобы образовывать, при использовании внутреннюю поверхность преформы 900. В этой связи вставка 1002 литьевого стержня содержит часть 1003, образующую первую оформляющую полость, выполненную таким образом, чтобы определять гнездо пресс-формы 1009. Часть 1003, определяющая первую оформляющую полость, содержит часть 1010, определяющую литник. Часть 1010, определяющая литник, содержит первую конусообразную часть 1010а и вторую конусообразную часть 1010b.
Литниковая вставка 1008 выполнена таким образом, чтобы образовать при использовании часть внешней поверхности преформы 900. В этой связи, литниковая вставка 1008 содержит часть 1012, образующую вторую оформляющую полость. Часть 1012, определяющая вторую оформляющую полость, содержит первый конусообразный участок 1012а и второй конусообразный участок 1012b. При использовании, первая конусообразная часть 1010а и второй конусообразный участок 1012b совместно определяют вышеупомянутый первый конус 910. Аналогичным образом вторая конусообразная часть 1010b и первый конусообразный участок 1012а совместно, при использовании, определяют вышеупомянутый второй конус 912.
Следует заметить, что хотя на фиг.9 и фиг.10 изображены преформа 900 и составная пресс-форма 1000 для изготовления преформы 900, преформа 900 имеет литниковую часть 906, содержащую первый конус 910 и второй конус 912, в альтернативных вариантах осуществления настоящего изобретения литниковая часть 906 может содержать два и более конусов.
Соответствующим образом, в соответствии с вариантами осуществления настоящего изобретения предлагается составная пресс-форма 600, 1000, а более конкретно, вставка 602, 1002 литьевого стержня и литниковая вставка 608, 1008, выполненные для изготовления преформы 300, 400, 900, которая по существу выравнивает угол преломления, по меньшей мере, части из множества инфракрасных лучей 206 на стадии повторного нагрева процесса выдувного формования и/или сокращает количество материала, используемого для наполнения, по меньшей мере, части преформы 300, 400, 900 и/или увеличивает скорость наполнения.
Согласно вариантам осуществления настоящего изобретения предлагается способ изготовления, по меньшей мере, части составной пресс-формы 600, 1000. Более конкретно, предлагается способ изготовления одной или обеих вставок 602, 1002 литьевого стержня и литниковой вставки 608, 1008.
Способ включает в себя
- выбор формы изготавливаемой литниковой части 306, 406, 906 таким образом, чтобы по меньшей мере практически выровнять угол преломления, по меньшей мере, части из множества инфракрасных лучей 206, используемых на стадии повторного нагрева в процессе выдувного формования, и в конечном счете повысить эффективность повторного нагрева. В отдельных вариантах осуществления настоящего изобретения этап выбора дополнительно или как вариант включает, дополнительно, выбор формы, которая также уменьшает массу используемого формовочного материала и/или повышает скорость наполнения. В отдельных вариантах осуществления настоящего изобретения выбираемая подобным образом форма содержит конусообразную форму или форму, содержащую один или более конусов;
- после того как форма выбрана, способ включает в себя изготовление одной или обеих вставок 602, 1002 литьевого стержня и литниковой вставки 608, 1008. Изготовление может осуществляться за счет использования известных технологий, таких как станки с ЧПУ и тому подобное.
Хотя в вариантах осуществления настоящего изобретения, описанных выше, вставка 606 оформляющей полости и литниковая вставка 608 используются как элементы, выполненные отдельно, в альтернативных не ограничивающих вариантах осуществления настоящего изобретения вставка 606 оформляющей полости и литниковая вставка 608 могут быть выполнены как единая вставка. Аналогичным образом, хотя преформа 300, 400, 900 была описана выше как предназначенная для вытяжно-выдувного формования, в альтернативных вариантах осуществления настоящего изобретения преформа 300, 400, 900 может быть подвергнута другим видам выдувания. Более того, хотя отдельные части составной пресс-формы 600, 1000 были описаны как вставки, в альтернативных вариантах осуществления настоящего изобретения данные компоненты могут быть выполнены как единые компоненты плит формы и соответственно в настоящем описании подразумевается, что термин «вставка» включает в себя единые элементы плит формы.
Эксплуатация составной пресс-формы 600 по фиг.6 может осуществляться, по существу, аналогично действию составных пресс-форм (не показаны) из известного уровня техники и соответственно здесь будет дано лишь краткое описание эксплуатации составной пресс-формы 600. Предполагается, что рядовые специалисты в данной области смогут применить данную идею для эксплуатации составной пресс-формы 1000 по фиг.10. На фиг.6 составная пресс-форма 600 показана в закрытом положении, в котором она может удерживаться взаимодействующими плитами (например, подвижными и неподвижными плитами) при сжимающем усилии, прилагаемым соответствующим средством (таким как гидравлическое, электрическое средство и тому подобное).
В положении с закрытой пресс-формой формовочный материал может заливаться в гнездо 609 пресс-формы через форсунку обогреваемого литника (не показана), установленную в приемнике 804 форсунки. Распределение формовочного материала между узлом впрыска (не показан) и форсункой обогреваемого литника (не показана) может осуществляться обычным образом. Впрыскиваемый подобным образом формовочный материал затем отверждается посредством, например, охлаждающего средства, циркулирующего внутри или вокруг вставки 606 оформляющей полости, и/или внутри или вокруг литниковой вставки 608, и/или внутри или вокруг разъемной пары оформляющих вставок 604 матрицы и/или во вставке 602 литьевого стержня.
Затем составная пресс-форма 600 приводится в положение раскрытия, в котором преформа 300, 400, 900 может быть выгружена из гнезда 609 пресс-формы. Обычно после начала раскрывания составной пресс-формы 600 преформа 300, 400, 900 остается на вставке 602 литьевого стержня. Разъемная пара оформляющих вставок 604 матрицы приводится в движение в боковом направлении (любыми подходящими средствами, такими как кулачки, сервоприводы и т.п.) для обеспечения очистки горловинной части 302, 402, 902). Передвижение разъемной пары оформляющих вставок 604 матрицы в рабочем направлении приводит к снятию преформы 200, 400, 900 со вставки 602 литьевого стержня. В этот момент составная пресс-форма 600 может быть переведена в положение с закрытой пресс-формой и может быть начат новый цикл формования.
Хотя варианты осуществления настоящего изобретения были описаны для литья под давлением и составной пресс-формы 600, 1000, предназначенной для литья под давлением, это не является обязательным для всех вариантов осуществления настоящего изобретения. Соответственно предполагается, что идея настоящего изобретения может быть приспособлена для других видов формования, таких как экструзия, прямое прессование, литье под давлением с прямым прессованием и тому подобное.
Технический эффект от использования вариантов осуществления настоящего изобретения может включать использование преформы 300, 400, 900, по существу выравнивающей угол преломления, по меньшей мере, части из множества инфракрасных лучей 206 на стадии повторного нагрева процесса выдувного формования в литниковой части 306, 406, 906. Это, в свою очередь, может привести к повышению эффективности повторного нагрева литниковой части 306, 406, 906 преформы 300, 400, 900, по меньшей мере, частично за счет более равномерного поглощения множества инфракрасных лучей 206, достигаемого, по меньшей мере, частично, благодаря постоянному углу преломления вдоль длины литниковой вставки 608, 1008 и/или снижению уровня отражения. Другой технический эффект от использования варианта осуществления настоящего изобретения может включать в себя использование преформы 300, 400, 900, требующей меньше материала, по сравнению с преформой 100. Это, в свою очередь, может привести к сокращению затрат на сырье. Другой технический эффект от использования вариантов настоящего изобретения может включать в себя использование составной пресс-формы 600 для изготовления преформы 300, 400, 900; составная пресс-форма 600 обеспечивает меньшее падение давления в части гнезда 609, 1009 пресс-формы, образующим литниковую часть 306, 406, 906 преформы 300, 400, 900. Это, в свою очередь, может привести к более быстрому наполнению. Следует четко понимать, что не следует реализовывать все технические эффекты абсолютно в каждом варианте осуществления настоящего изобретения.
Особый технический эффект, связанный с повышением эффективности повторного нагрева, в отдельных вариантах осуществления настоящего изобретения лучше всего показан на фиг.5, где изображена часть преформы 300 по фиг.3 на стадии повторного нагрева процесса выдувного формования. Более конкретно, изображена часть литниковой части 306. В целях упрощения источник энергии 202 и отражатель 204 на иллюстрации по фиг.5 опущены. Как отчетливо видно из фиг.5, угол преломления в литниковой части 306 существенно выровнен, а подмножество лучей (аналогичное подмножеству инфракрасных лучей 210) по существу отсутствует, поэтому эффективность повторного нагрева в литниковой части 306, по существу, поддерживается или улучшается. Соответственно, можно сказать, что окончательно сформированное изделие (не показано), изготавливаемое (например, посредством выдувного формования) из преформы 300, 400, 900, имеет вытянутую литниковую часть, подверженную меньшему внутреннему напряжению за счет, по меньшей мере частично, улучшенной эффективности повторного нагрева.
Соответственно, можно сказать, что преформа 300, 400, 900, выполненная в соответствии с вариантами осуществления настоящего изобретения, сопряжена формой, которая по существу выравнивает угол преломления, по меньшей мере, части из множества инфракрасных лучей 206 (или других видов лучей) вокруг литниковой части 306,406, 906 на стадии повторного нагрева процесса вытяжно-выдувного формования.
Описание не ограничивающих вариантов осуществления настоящего изобретения предлагает примеры настоящего изобретения, которые не ограничивают объем настоящего изобретения. Следует четко понимать, что объем настоящего изобретения ограничен формулой изобретения. Концепции, описанные выше, могут быть применимы для конкретных условий и/или функций и могут быть дополнительно расширены до ряда других областей применения, не выходящих за рамки настоящего изобретения. После подобного описания не ограничивающих вариантов осуществления настоящего изобретения очевидно, что могут появиться изменения и дополнения, не выходящие за рамки описанной концепции. Поэтому объем патентной защиты ограничивается только объемом следующих пунктов формулы изобретения.
Реферат
В традиционной преформе сферическая форма литниковой части создает переменный угол преломления инфракрасных лучей, что приводит к неровному нагреву преформы во время повторного нагрева. Согласно вариантам осуществления изобретений используют преформу (300, 400, 900) и составную пресс-форму (600, 1000) для изготовления преформы (300, 400, 900). Преформа (300, 400, 900) предназначена для последующего выдувного формования и содержит горловинную часть (302, 402, 902), литниковую часть (306, 406, 906), а также корпусную часть (304, 404, 904), расположенную между горловинной частью (302, 402, 902) и литниковой частью (306, 406, 906). Литниковая часть (306, 406, 906) сопряжена, по существу, конусообразной формой. В варианте осуществления изобретений, по существу, конусообразная форма выбирается таким образом, чтобы по существу выравнивать угол преломления лучей (206), используемых на стадии процесса выдувного формования. Преформа, изготавливаемая в составной пресс-форме по изобретениям, обеспечивает выравнивание угла преломления, по меньшей мере части из множества инфракрасных лучей вокруг литниковой части на стадии повторного нагрева в процессе вытяжно-выдувного формования. 6 н. и 19 з.п. ф-лы, 11 ил.
Формула
горловинную часть (302, 402, 902, 1102),
литниковую часть (306, 406, 906, 1106) и
корпусную часть (304, 404, 904, 1104), расположенную между упомянутой горловинной частью (302,402, 902,1102) и упомянутой литниковой частью (306, 406, 906, 1106);
литниковая часть (306, 406, 906, 1106) сопряжена, по существу, конусообразной формой,
в которой по существу конусообразная форма выбирается таким образом, чтобы по существу выравнивать угол преломления инфракрасных лучей (206), используемых на стадии повторного нагрева в процессе выдувного формования.
вставку (602, 1002) литьевого стержня, определяющую внутреннюю поверхность преформы (300, 400, 900),
разъемную пару оформляющих вставок (604) матрицы, определяющих внешнюю поверхность горловинной части (302, 402, 902) преформы (300, 400, 900),
вставку (606) оформляющей полости, определяющую внешнюю поверхность корпусной части (304, 404, 904) преформы (300, 400, 900),
литниковую вставку (608, 1008), определяющую внешнюю поверхность литниковой части (306, 406, 906) преформы (300, 400, 900),
при этом вставка (602, 1002) литьевого стержня и литниковая вставка (608, 1008) выполнены так, что при использовании, взаимодействуя, они образуют литниковую часть (306, 406, 906) преформы (300, 400, 900), имеющую первую конусообразную форму, обеспечивающую выравнивание угла преломления лучей (206), используемых на стадии повторного нагрева в процессе выдувного формования.
часть (603), образующую первую оформляющую полость с частью (610), образующей литник, имеющую конусообразную форму, обеспечивающую выравнивание угла преломления лучей (206), используемых на стадии повторного нагрева в процессе выдувного формования преформы (300, 400, 900) в пределах литниковой части (306, 406, 906).
часть (612), образующую вторую оформляющую полость, имеющую перевернутую конусообразную форму, обеспечивающую выравнивание угла преломления лучей (206), используемых на стадии повторного нагрева в процессе выдувного формования преформы (300, 400, 900) в пределах литниковой части (306, 406, 906).
выбор формы для литниковой части (306, 406, 906) преформы (300, 400, 900), предназначенной для выдувного формования, так, чтобы практически выровнять угол преломления, по меньшей мере, части из множества лучей (206) на стадии повторного нагрева в процессе выдувного формования;
изготовление, по меньшей мере, части составной пресс-формы (600, 1000) для образования формы.
горловинную часть (302, 402, 902),
литниковую часть (306, 406, 906) и
корпусную часть (304, 404, 904), расположенную между упомянутой горловинной частью (302, 402, 902) и упомянутой литниковой частью (306, 406, 906), при этом
литниковая часть (306, 406, 906) сопряжена, по существу, конусообразной формой, оканчивающейся в остаточной части (308, 408, 908), и имеет размер, который соответствует мундштуку форсунки обогреваемого литника.
Комментарии