Способ улучшения сопротивления растрескиванию при растяжении под действием окружающей среды у рециклированного полиэтилентерефталата без полимеризации в твердом состоянии - RU2380225C2
Код документа: RU2380225C2
Чертежи




Описание
Предпосылки изобретения
Область применения изобретения
Настоящее изобретение направлено на изделия, формованные непосредственно из оставшегося после использования потребителем рециклированного и/или повторно измельченного полиэтилентерефталата, и на способ изготовления таких изделий. В частности, настоящее изобретение направлено на изделия, состоящие из смеси оставшегося после использования потребителем рециклированного и/или повторно измельченного полиэтилентерефталата с полиэтиленнафталатом и/или натфталиндикарбоксилатом в количестве, меньшем чем около 10% от массы смеси, при этом рециклированный и/или повторно измельченный полиэтилентерефталат не полимеризуют в твердом состоянии при каком-либо значительном вакууме или в инертном газе.
Предпосылки к созданию изобретения
Полиэтилентерефталат (ПЭТФ) широко применяется при изготовлении контейнеров, как, например, бутылок для напитков. В результате этого имеется в наличии большое количество повторно измельченного ПЭТФ и рециклированного или оставшегося после использования потребителем ПЭТФ (обобщенно РПЭТФ) благодаря, по меньшей мере отчасти, широко распространенному законадательству о рециклинге. РПЭТФ может быть экономичным заменителем не бывшего в употреблении материала. РПЭТФ получают, главным образом, из пластмассовых бутылок для напитков, перерабатываемых на заводах по утилизации отходов. Однако, РПЭТФ может содержать примеси и иметь сравнительно низкую характеристическую вязкость (ХВ). В результате этого контейнеры, формованные из РПЭТФ, обычно имеют низкое сопротивление растрескиванию при растяжении под действием окружающей среды (СРРОС) и плохие органолептические свойства и цвет. Кроме того, ХВ смолы имеет тенденцию к изменению в результате смешивания материалов, произведенных разными изготовителями, что неизбежно происходит во время рециклинга. Необработанный РПЭТФ с низкой ХВ полезен, например, в качестве волокнистого заполнителя для теплоизоляции одежды и волокна для ковроткачества. Однако низкая ХВ не позволяет использовать этот материал в изделиях, которые требуют более высокой и/или более однородной ХВ.
Характеристическая вязкость, органолептические свойства и цвет ПЭТФ, в общем, и РПЭТФ, в особенности, могут быть улучшены проведением полимеризации полимерной смолы в твердом состоянии, т.е. полимеризацией ПЭТФ или РПЭТФ в твердом состоянии, что увеличивает молекулярную массу и выводит нежелательные примеси из смолы. Например, в патенте США № 4392804 на имя Pushee et al. описывается нагревание ПЭТФ либо в вакууме, либо в присутствии инертного газа, как, например, азота, с целью увеличения ХВ низкокачественного ПЭТФ или РПЭТФ. ПЭТФ нагревают в изолированной части машины для литья под давлением до температуры от около 172°С до не более чем 230°С для обеспечения полимеризации ПЭТФ в твердом состоянии, тем самым получая повышенную ХВ.
В патентах США №№ 6284808 и 6376583 на имя Robinson описывается процесс поточной полимеризации хлопьев ПЭТФ в твердом состоянии, при котором РПЭТФ и ПЭТФ измельчают в неоднородную смесь хлопьев и комков. Затем комки удаляют в комкоотборочном устройстве или сортировщике, где удаляется большая часть комков, которые содержат большинство аморфных, т.е. некристаллических, горловых частей утилизированных бутылок. Как сообщается, при этом процессе аморфные горловые части являются нежелательными, так как при быстрой кристаллизации некристаллического материала высвобождается большое количество тепла, что нарушает процесс. При описанном процессе полимеризации в твердом состоянии подвергаются только кристаллические хлопья ПЭТФ и РПЭТФ.
В патенте США № 5886058 на имя Van Erden et al описывается, что полимеризация РПЭТФ и ПЭТФ в твердом состоянии происходит быстрее с хлопьями, а не с гранулами. В результате этого не требуется стадия гранулирования ПЭТФ, применявшаяся при предшествующем уровне техники.
В патенте США № 5266413 на имя Mills et al. описывается, что полимеризация в твердом состоянии уменьшает содержание ацетальдегида в ПЭТФ и снижает тенденцию ПЭТФ к образованию ацетальдегида. Kак сообщается, в отсутствие полимеризации в твердом состоянии требуется большое количество полиамидов для снижения содержания ацетальдегида до приемлемого уровня, что неблагоприятно влияет на прозрачность смеси. Как сообщается, при смешивании некристаллического ПЭТФ с 0,06-2,0 масс.% негидроксильного функционального полиамида получают смеси сополиэфира и полиамида, которые обладают ударной прочностью, сопротивлением к растрескиванию под действием напряжения и термостойкостью.
В патента США № 5888598 на имя Brewster et al. описываются предварительно отформованные заготовки и контейнеры, формованные из смеси 0,1-0,95 масс.% ПЭТФ и 5-99,9 масс.% сополимера полиэтиленнафталата (ПЭН), где ПЭН содержит 90-95 мол.% нафталиндикарбоксилата (НДК) и 5-10 мол.% двуосновной кислоты, как, например, терефталата. Использование смесей, описанных в этом патенте, обеспечивает получение контейнеров с барьерными свойствами без необходимости в дополнительных барьерных слоях. Однако, описываются только однослойные предварительно отформованные заготовки и контейнеры, которые исключают использование РПЭТФ.
В патентах США №№ 5902539, 6194536, 6395865 и 6586558 на имя Schmidt et al. описывается процесс приготовления смесей ПЭН и ПЭТФ, при котором регулируют степень изменения ХВ и уровень переэтерификации во время полимеризации в твердом состоянии. Этот процесс проводят в потоке инертного газа или под таким низким вакуумом, как 2 торр. При описанном процессе ПЭН, имеющий первую ХВ, и ПЭТФ или РПЭТФ, имеющий вторую ХВ, реагируют в присутствии алкиленгликолевого соединения, как, например, этиленгликолевого соединения, в количестве, достаточном для достижения желаемой конечной ХВ. Смеси содержат от около 50 до около 90 масс.% ПЭТФ и от около 50 до около 10 масс.% ПЭН.
В патентах США №№ 6109006, 6312641 и 6391408 на имя Hutchinson и патенте США № 6352426 на имя Hutchinson et al. описываются способы изготовления предварительно отформованных заготовок из ПЭТФ с покрытием с использованием процесса накладного формования, как, например, способа "литье на литье" (ЛНЛ). При описанном процессе ЛНЛ используют литье под давлением для отливки одного или нескольких слоев материала на существующей предварительно отформованной заготовке. Термин "накладное литье под давлением" и "накладное формование" используют для описания процесса нанесения покрытия, при котором материал покрытия инжектируется на существующую предварительно отформованную заготовку, причем часто тогда, когда нижележащая предварительно отформованная заготовка еще не является полностью затвердевшей. Описанное накладное литье под давлением используют для помещения одного или нескольких дополнительных слоев материалов, как, например, барьерного материала, рециклированного ПЭТФ или другого термопластичного материала, на предварительно отформованную заготовку с покрытием или без него. Однако, ничего не говорится об использовании ПЭН или НДК для улучшения CPPOС и других свойств без полимеризации в твердом состоянии.
При способах использования РПЭТФ, известных из предшествующего уровня техники, требуется полимеризация материала в твердом состоянии, что увеличивает стоимость любого изделия, изготовленного из РПЭТФ. Следовательно, существует потребность в способе, который позволяет использовать РПЭТФ в предварительно отформованных заготовках, контейнерах и других изделиях без необходимости полимеризации в твердом состоянии, и в изделиях, формованных из РПЭТФ, не полимеризованного в твердом состоянии. Настоящее изобретение предоставляет такие способ и изделия.
Краткое изложение сущности изобретения
Настоящее изобретение направлено на изделия, которые содержат внутренний слой из, по меньшей мере, одного термопластичного материала и, по меньшей мере, один дополнительный слой, содержащий РПЭТФ, не полимеризованный в твердом состоянии, а также ПЭН и/или нафталиндикарбоксилат (НДК) в количестве, меньшем, чем около 10 масс.%, в расчете на массу смеси РПЭТФ с ПЭН и/или НДК. Изделием предпочтительно является контейнер или предварительно отформованная заготовка для выдувного формования контейнера, а термопластичным материалом во внутреннем слое, предпочтительнее, является не бывший в употреблении ПЭТФ. Кроме того, изделие может содержать, по меньшей мере, один газонепроницаемый барьерный слой, расположенный между внутренним термопластичным слоем и вторым слоем или расположенный снаружи второго слоя. Согласно изобретению особенно полезный контейнер или предварительно отформованная заготовка для выдувного формования контейнера содержит формованный внутренний слой, содержащий не бывший в употреблении ПЭТФ, второй формованный слой, расположенный вокруг, по меньшей мере, части внутреннего слоя, при этом второй слой содержит РПЭТФ, не полимеризованный в твердом состоянии, а также ПЭН и/или НДК в количестве, меньшем, чем около 10 масс.%, и, необязательно, по меньшей мере, один газонепроницаемый барьерный слой, предпочтительно, из эпоксидного иди феноксидного материала, а наиболее предпочтительно из полигидроксиаминового эфира (ПГАЭ).
Способ согласно изобретению включает получение внутреннего термопластичного слоя изделия, как, например, предварительно отформованной заготовки или контейнера, получение смеси, содержащей РПЭТФ, не полимеризованный в твердом состоянии, и ПЭН и/или НДК, при этом ПЭН и/или НДК присутствует в количестве, меньшем, чем около 10 масс.%, формование, по меньшей мере, одного слоя, содержащего эту смесь, и размещение смеси вокруг, по меньшей мере, части внутреннего слоя для образования, по меньшей мере, части изделия.
Краткое описание чертежей
Фиг.1 - предварительно отформованная заготовка согласно изобретению,
фиг.2 - вид в разрезе предварительно отформованной заготовки на фиг.1,
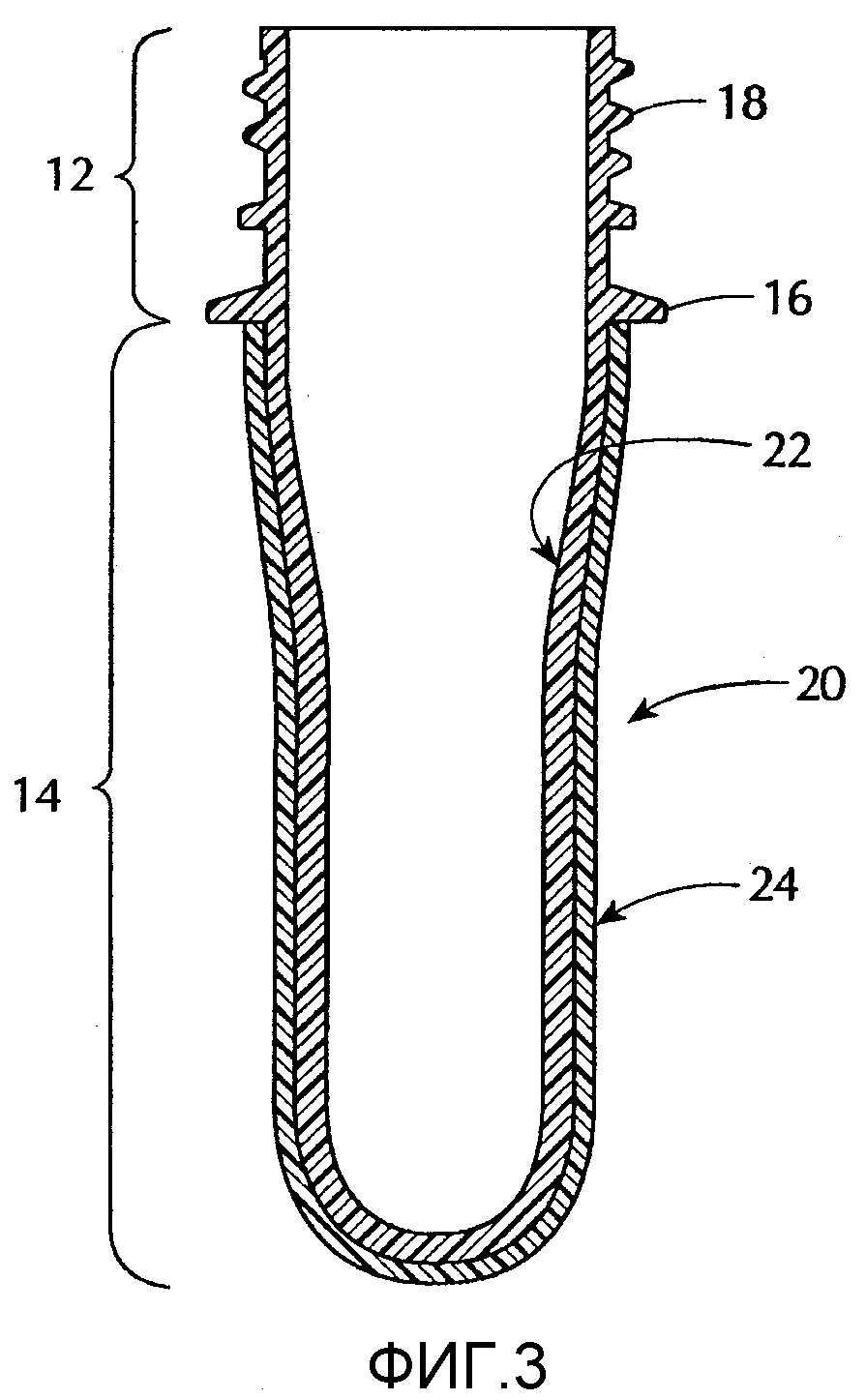
фиг.3 - вид в разрезе многослойной предварительно отформованной заготовки согласно изобретению,
фиг.4 - устройство для литья под давлением способом "литье на литье", и
фиг.5 - устройство для слоистого литья под давлением.
Подробное описание изобретения
Используемый здесь термин "полимеризация в твердом состоянии" относится к процессу нагрева полимера в вакууме или в атмосфере инертного газа для осуществления полимеризации в твердом состоянии, как, например, к процессу, описанному в патенте США № 4329804 на имя Pushee et al, содержание которого включено в описание путем ссылки в степени, необходимой для описания процесса полимеризации в твердом состоянии.
Используемые здесь термины «РПЭТФ, не полимеризованный в твердом состоянии» и «смесь РПЭТФ, не полимеризованного в твердом состоянии, с ПЭН и/или НДК» относятся к РПЭТФ и к смесям РПЭТФ с ПЭН и/или НДК, которые не нагревали в атмосфере инертного газа или при каком-нибудь значительном вакууме для полимеризации РПЭТФ в твердом состоянии в течение какого-либо периода времени, достаточного для заметного увеличения средней молекулярной массы и характеристической вязкости (ХВ) РПЭТФ или смеси РПЭТФ с ПЭН и/или НДК. Как будет понятно специалистам в данной области, незначительная полимеризация в твердом состоянии может происходить во время обычной сушки, которая имеет место при формовании РПЭТФ. Однако, поскольку во время обычного процесса сушки не происходит никакого заметного увеличения средней молекулярной массы или ХВ, то в контексте этого описания изобретения РПЭТФ, который имеет такую незначительную величину полимеризации в твердом состоянии, считается РПЭТФ, не полимеризованным в твердом состоянии.
Настоящее изобретение направлено на изделия, которые содержат РПЭТФ и лишены недостатков, известных из предшествующего уровня техники в отношении СPPOC, органолептических свойств и цвета, без проведения полимеризации в твердом состоянии РПЭТФ или смеси, содержащей РПЭТФ. Как обсуждалось выше, хлопья из РПЭТФ обычно содержат примеси и имеют низкую ХB. Следовательно, использование необработанного РПЭТФ в контейнерах, как, например, бутылках и раздаточных пакетах, а также в предварительно отформованных заготовках для изготовления таких контейнеров, является неприемлемым из-за плохих СРРОС, органолептических свойств и цвета. Как известно из предшествующего уровня техники, такие проблемы обычно решали полимеризацией РПЭТФ в твердом состоянии для удаления летучих веществ и увеличения молекулярной массы и характеристической вязкости РПЭТФ. Однако полимеризация в твердом состоянии значительно увеличивает стоимость контейнера. В противоположность предшествующему уровню техники настоящее изобретение обеспечивает возможность для непосредственного использования РПЭТФ, не полимеризованного в твердом состоянии, для получения изделий, особенно контейнеров и предварительно отформованных заготовок, которые являются приемлемыми в отношении СРРОС, органолептических свойств и цвета. А именно, настоящее изобретение обеспечивает получение термопластичных изделий, содержащих смеси РПЭТФ, не полимеризованного в твердом состоянии, с ПЭН и/или НДК, которые являются приемлемыми в отношении СРРОС, органолептических свойств и цвета, сравнимых с СРРОС, органолептическими свойствами и цветом не бывших в употреблении материалов. Кроме того, присутствие ПЭН и/или НДК в изделиях согласно изобретению увеличивает также стойкость изделий к ультрафиолетовому (УФ) излучению.
Смеси РПЭТФ, не полимеризованного в твердом состоянии, с ПЭН и/или НДК, полезные при настоящем изобретении, содержат ПЭН и/или НДК в количестве, меньшем чем около 10 масс.%. Однако, как оказалось, низкое содержание ПЭН и/или НДК в смеси РПЭТФ, не полимеризованного в твердом состоянии, с ПЭН и/или НДК обеспечивает необходимую степень СРРОС, требуемую для контейнеров для пищевых продуктов и напитков, особенно для тех, которые образованы из предварительно отформованных заготовок, изготовленных с использованием способа ЛНЛ. Смеси РПЭТФ, не полимеризованного в твердом состоянии, с ПЭН и/или НДК предпочтительно содержат больше чем 90 масс.% РПЭТФ, не полимеризованного в твердом состоянии, и меньше, чем около 10 масс.% ПЭН и/или НДК, более предпочтительно - от около 90 до около 99,5 масс.% РПЭТФ, не полимеризованного в твердом состоянии, и от около 10 до около 0,5 масс.% ПЭН и/или НДК и наиболее предпочтительно - от около 95 до около 99 масс.% РПЭТФ, не полимеризованного в твердом состоянии, и от около 5 до около 1 масс.% ПЭН и/или НДК в расчете на массу смеси РПЭТФ, не полимеризованного в твердом состоянии, с ПЭН и/или НДК.
Смеси РПЭТФ, не полимеризованного в твердом состоянии, с ПЭН и/или НДК согласно настоящему изобретению могут быть образованы любым способом, известным из уровня техники для приготовления смесей полимеров, включая, но не ограничиваясь ею, совместную экструзию, и могут быть использованы для изготовления изделий, имеющих СРРОС и цвет, сравнимые с СРРОС и цветом не бывшего в употреблении ПЭТФ. В число таких изделий входят, но не ограничиваются ими, контейнеры, как, например, бутылки и пакеты для раздачи жидкостей и свободнотекучих порошков, например пакеты-вкладыши, и предварительно отформованные заготовки для изготовления таких контейнеров.
Что касается контейнеров, которые используют для пищевых продуктов и напитков, и предварительно отформованных заготовок, применяемых для изготовления таких контейнеров, то проблема органолептических свойств предпочтительно решается образованием вначале слоя из не бывшего в употреблении ПЭТФ или другого приемлемого материала, утвержденного Управлением США по контролю за качеством пищевых продуктов, медикаментов и косметических средств (ФДА), и затем образованием на первом слое слоя из предложенной согласно изобретению смеси РПЭТФ, не полимеризованного в твердом состоянии, с ПЭН и/или НДК. Кроме того, любым способом, известным из уровня техники, могут быть нанесены дополнительные слои, содержащие любое из смесей РПЭТФ, не полимеризованного в твердом состоянии, с ПЭН и/или НДК, не бывшего в употребления ПЭТФ и активных или пассивных газонепроницаемых барьерных материалов. Каждый слой, предпочтительно, образуют литьем под давлением с использованием способа ЛНЛ.
В число предпочтительных термопластичных смол, обладающих необходимой низкой проницаемостью для газов, как, например, кислорода и диоксида углерода, требуемой для газонепроницаемых барьерных слоев при настоящем изобретении, входят, но не ограничиваются ими, два типа смол - сополиэфиры терефталевой кислоты, изофталевой кислоты и, по меньшей мере, одного диола, такие как, например, описаны в патенте США № 4578295 на имя Jabarin, и феноксильные термопласты, например гидрокси-функциональные полиамидэфиры, такие как, например, описанные в патентах США №№ 5089588 и 5143998, полигидроксиамидэфиры, такие как, например, описанные в патенте США № 5134218, простые полиэфиры, такие как, например, описанные в патентах США №№ 5115075 и 5218075, гидрокси-функциональные полиэфиры, такие как, например, описанные в патенте США № 5164472, гидрокси-функциональные полиэфирсульфонамиды, такие как, например, описанные в патенте США № 5149768, полигидроксиэфирэфиры, как например, описанные в патенте США № 5171820, гидроксифеноксиэфирные полимеры, такие как, например, описанные в патенте США № 5814373, и полигидроксиаминоэфиры (ПГАЭ), такие как, например, описанные в патенте США № 5275853. Вышеописанные сополиэфирные барьерные материалы могут называться как "сополиэфирные барьерные материалы". Другие вышеописанные соединения совместно объединены в одну категорию и здесь обозначаются термином "феноксильные термопластичные" материалы. Все патенты, упомянутые в этом абзаце, включены в описание путем ссылки в степени, необходимой для описания сополиэфирных барьерных материалов и феноксильных термопластичных материалов.
Многослойные структуры, предпочтительно, формируют, используя способ совместного литья под давлением, известный из уровня техники, или способ "литье на литье" (ЛНЛ), описанный в патенте США № 6391408 на имя Hutchinson, содержание которого включено в описание путем ссылки в степени, необходимой для описания способа ЛНЛ и полезных материалов. При способе "литье на литье" используют литье под давлением для образования одного или нескольких слоев термопластичного материала на существующем изделии, полученном литьем под давлением. Например, используя способ ЛНЛ для образования предварительно отформованной заготовки согласно изобретению, вначале формируют внутренний слой и горловую отделанную часть предварительно отформованной заготовки, для чего в форму впрыскивают под давлением материал, утвержденный ФДА, как, например, не бывший в употреблении ПЭТФ. Затем извлекают из формы внутренний слой и горловую отделанную часть и, когда они все еще находятся на стержне литейной формы, переносят во вторую форму, в которой на первый слой литьем под давлением наносят наружный слой из смеси РПЭТФ, не полимеризованного в твердом состоянии, с ПЭН и/или НДК. Затем может быть нанесен наружный слой из газонепроницаемого барьерного материала, используя способ ЛНЛ или любой другой пригодный способ. Способ "литье на литье" может быть также назван "накладным литьем под давлением" или "накладным формованием". Для содействия сцеплению между слоями наружный слой или слои образуют накладным формованием предпочтительно тогда, когда внутренний слой еще не полностью затвердел. Как будет понятно специалистам в данной области, материал, используемый для образования каждого слоя, формованного на предварительно отформованной заготовке, предпочтительно имеет температуру стеклования, подобную температуре стеклования материала, используемого для образования предварительно отформованной заготовки, так что слоистая заготовка не растрескивается, не мутнеет и не расслаивается во время выдувного формования.
Вариантом способа "литье на литье" является слоистое литьевое формование (СЛФ), при котором поток расплава содержит множественные тонкие слои из разных материалов. Как описано в патенте США № 6391408 на имя Hutchinson, СЛФ можно использовать при способе "литье на литье" в виде "СЛФ на литье" или "литье на СЛФ". При желании можно также использовать "СЛФ на СЛФ" для получения одновременно слоя из смеси РПЭТФ с ПЭH и/или НДК и газонепроницаемого барьерного или другого слоя.
Как отмечалось выше, смеси РПЭТФ, не полимеризованного в твердом состоянии, с ПЭН и/или НДК согласно изобретению особенно полезны при изготовлении бутылок, раздаточных пакетов и других контейнеров, а также предварительно отформованных заготовок для образования таких контейнеров. Предварительно отформованные заготовки и контейнеры, изготавливаемые из смесей РПЭТФ, не полимеризованного в твердом состоянии, с ПЭН и/иди НДК согласно изобретению можно формовать, используя любой пригодный способ формования, известный из уровня техники и позволяющий получать термопластичные предварительно отформованные заготовки или контейнеры. Однако предпочтительны предварительно отформованные заготовки, полученные литьем под давлением. Предварительно отформованная заготовка 10, пригодная в этом изобретении, показана на фиг.1 и в разрезе на фиг.2. Предварительно отформованная заготовка 10 содержит отделанную или горловую часть 12, корпус или контейнерную часть 14 и опорное кольцо 16, при этом отделанная часть 12 и корпус 14 предпочтительно бесшовно соединены между собой. Как показано, отделанная часть 12 имеет резьбу 18, которая после выдувного формования контейнерной части 14 может быть использована для закупоривания получаемого контейнера крышкой. Однако, конфигурация отделанной части 12 не ограничивается резьбой 18. Вместо нее может быть использована любая подходящая конфигурация, которая позволит закупоривать крышкой.
На фиг.3 показан вид в разрезе многослойной предварительно отформованной заготовки 20, пригодной в изобретении. Как и предварительно отформованная заготовка 10, показанная на фиг.1 и 2, многослойная предварительно отформованная заготовка 20 содержит бесшовно соединенные отделанную часть 12 и контейнерную часть 14 и опорное кольцо 16. Контейнерная часть 14 содержит внутренний слой 22, бесшовно соединенный с отделанной частью 12 и предпочтительно формованный за одно целое с ней, и, по меньшей мере, один наружный слой 24. Наружный слой 24 предпочтительно образован из смеси РПЭТФ, не полимеризованного в твердом состоянии, с ПЭН и/или НДК согласно изобретению, а внутренний слой 22 - из не бывшего в употреблении ПЭТФ.
Наружный слой 24 можно образовать, используя любой пригодный способ, известный из уровня техники. Предварительно отформованную заготовку, предпочтительно, формуют, используя способ "литье на литье", проиллюстрированный на фиг.4. Используя способ "литье на литье", заготовку 40 формуют литьем под давлением на сердечнике 42 в первой форме (не показана), при этом предпочтительно охлаждают как сердечник 42, так и первую форму. После этого заготовку 40 и сердечник 42 переносят во вторую охлаждаемую форму 44. Затем литьем под давлением образуют, по меньшей мере, один слой из термопластичной смолы на наружной поверхности 46 заготовки 40 в зазоре 48 между наружной поверхностью 46 и второй формой 44. После охлаждения получают многослойную заготовку типа, показанного на фиг.3.
Такие многослойные заготовки можно также формовать, используя систему слоистого литьевого формования, которая пригодна для формования способами "СЛФ на литье", "литье на СЛФ" или "СЛФ на СЛФ". На фиг.5 показано устройство 49 для слоистого литья под давлением. Хотя устройство 49 пригодно для формования способами "СЛФ на литье", "литье на СЛФ" и "СЛФ на СЛФ", можно изготовить цельную заготовку, используя единственную стадию формования способом СЛФ. Устройство 49 содержит загрузочную воронку 50, выполненную для подачи первой термопластичной смолы - предпочтительно ПЭТФ - в первый литьевой цилиндр 52, и вторую загрузочную воронку 54, выполненную для подачи второй термопластичной смолы, как, например, барьерного материала, во второй литьевой цилиндр 55. Выходящие материалы соответственно 53 и 56 объединяются в наслаивающем устройстве 57 в желаемых относительных количествах и используются для образования, по меньшей мере, одной части заготовки (не показана).
Таким образом, понятно, что настоящее изобретение описано со ссылкой на конкретные предпочтительные варианты его осуществления, которые рассматриваются в данном описании. Однако, изобретение не ограничивается вариантами его осуществления, изложенными здесь, и, как понятно, специалистами в данной области могут быть реализованы многочисленные модификации и варианты осуществления изобретения. Следовательно, подразумевается, что прилагаемая формула изобретения охватывает все такие модификации и варианты, которые включены в объем настоящего изобретения и не отклоняются от его сущности.
Реферат
Смеси из РПЭТФ, не полимеризованного в твердом состоянии, с ПЭН и/или НДК в количестве, меньшем чем около 10 масс.%, используют в, по меньшей мере, одном слое изделия, как, например, контейнера или предварительно отформованной заготовки для выдувного формования контейнера, имеющего внутренний слой из термопластичного материала. Технический результат при использовании изобретения позволяет при добавлении небольшого количества ПЭН и/или НДК непосредственно использовать РПЭТФ без его полимеризации в твердом состоянии и обеспечивает получение изделий, обладающих сопротивлением растрескиванию при растяжении под действием окружающей среды, цветом и органолептическими свойствами, сравнимыми с аналогичными свойствами не бывшего в употреблении ПЭТФ. 2 н. и 20 з.п. ф-лы, 5 ил.
Формула
внутренний слой, содержащий термопластичный материал, где термопластичным материалом во внутреннем слое является не бывший в употреблении полиэтилентерефталат (ПЭТФ), и второй слой, содержащий рециклированный или оставшийся после использования потребителем полиэтилентерефталат (РПЭТФ), не полимеризованный в твердом состоянии, и полиэтиленнафталат (ПЭН) и/или нафталиндикарбоксилат (НДК), при этом ПЭН и/или НДК присутствует в количестве меньшем, чем около 10 мас.% второго слоя.
формование внутреннего слоя изделия, где внутренний слой содержит не бывший в употреблении полиэтилентерефталат (ПЭТФ), формирование смеси, содержащей рециклированный или оставшийся после использования потребителем полиэтилентерефталат (РПЭТФ), не полимеризованный в твердом состоянии, и полиэтиленнафталат (ПЭН) и/или нафталиндикарбоксилат (НДК), в которой ПЭН и/или НДК присутствует в количестве меньшем, чем около 10 мас.% смеси, формование, по меньшей мере, одного слоя, содержащего смесь, и нанесение смеси вокруг, по меньшей мере, части внутреннего слоя для образования, по меньшей мере, части изделия.
Комментарии