Способ и устройство для получения гранул вспениваемых термопластичных полимеров - RU2282533C2
Код документа: RU2282533C2
Чертежи


Описание
Данное изобретение относится к способу для получения гранул вспениваемых термопластичных полимеров и к оборудованию, пригодному для этой цели.
Более конкретно, данное изобретение относится к способу получения гранул вспениваемых винилароматических полимеров посредством экструзии и к оборудованию, пригодному для этой цели.
Еще более конкретно данное изобретение относится к способу получения путем экструзии гранул вспениваемого полистирола и к соответствующему оборудованию. Полученные таким образом гранулы вспениваемого полистирола обладают прекрасным качеством, так как они не ориентированы и не имеют напряжений и, таким образом, особенно подходят для получения вспененных конечных продуктов с однородной внутренней ячеистой структурой.
Известно, что термопластичные полимеры, такие как полистирол, могут быть вспенены путем введения в полимер вспенивающего агента с последующим нагреванием полимера до таких температур, чтобы этот вспенивающий агент испарился и образовал ячеистую структуру.
Для полистирола известные вспенивающие агенты состоят из жидкого углеводорода, содержащего от 4 до 6 атомов углерода, галогенированного углеводорода (фреона), диоксида углерода или воды. Количество вспенивающего агента обычно составляет от 2 до 10 мас.%.
Вспениваемые полимеры обычно получают в форме шариков или гранул, которые под воздействием тепла, например, поступающего от водяного пара, сначала предварительно вспенивают до желаемой плотности, а после старения спекают в закрытых формах для получения блоков или конечных изделий.
Вспениваемые гранулы можно получить периодическим процессом полимеризации в водной суспензии. Этот способ дает продукт хорошего качества, но обладающий следующими недостатками:
- чрезвычайно большой разброс по размеру частиц, с необходимостью разделения отдельных фракций просеиванием с отбрасыванием крайних фракций;
- значительные ограничения при получении специальных продуктов, таких как окрашенные изделия и/или продукты, содержащие наполнители или гетерогенные добавки, такие как затравки, так как эти добавки может быть трудно включить, или они могут ингибировать полимеризацию;
- дополнительные ограничения при использовании вспенивающего агента, который должен обладать способностью диспергироваться и/или быть растворимым в полимерной матрице, или при использовании мономеров, которые должны обладать способностью полимеризоваться в водной суспензии;
- сложности в снижении остаточного содержания мономера стирола до уровня ниже 1000 млн ч. (ppm);
- проблемы, связанные с охраной окружающей среды из-за значительного потребления воды, которую нельзя просто сбрасывать, а также из-за невозможности вторичного использования вспененного полимера.
Вспениваемые гранулы можно также получить в непрерывном процессе путем добавления вспенивающего агента в пластифицированный полимер в экструдере с последующей горячей нарезкой полимера через отверстия в фильере, как описано в GB-A-1062307 и GB-A-1234639.
Эта технология также имеет недостатки, основные из которых перечислены ниже:
- нарезанные гранулы сильно ориентированы, что делает сложным получение вспененного изделия при полном снятии напряжения;
- если гранула охлаждена неправильно, она может подвергаться микровспениваниям, которые могут повлиять на качество конечного продукта;
- режущая система дает неоднородные гранулы в том отношении, что скорость потока в экструдере может изменяться в
- результате небольших изменений в работе устройства, в плотности полимера или в расходе вспенивающего агента;
- подающие каналы в фильере не гарантируют однородной температуры в полимере, что вызывает нестабильность экструзии, поскольку полимер в контакте с металлом находится при более высокой температуре, чем температура полимера внутри и, следовательно, имеет более высокую текучесть.
Задачей данного изобретения является создание способа получения термопластичных полимеров, возможно вспениваемых, в котором преодолены вышеупомянутые недостатки и в котором, таким образом, получают гранулы, имеющие очень узкое распределение по размерам и высокое качество и однородность. Более конкретно, эти гранулы не являются ни ориентированными, ни напряженными, и ячеистая структура соответствующих вспененных продуктов является однородной.
Заявитель обнаружил, что вышеупомянутая задача может быть решена с помощью способа получения гранул вспениваемых термопластичных полимеров путем экструзии, который включает:
i) доведение термопластичного полимера до температуры, превышающей температуру плавления, в экструдере с одним или несколькими шнеками;
ii) введение по меньшей мере одного вспенивающего агента в полимер в расплавленном состоянии;
iii) гранулирование полученного таким образом полимера в устройстве для горячего гранулирования термопластичных полимеров, включающем:
- фильеру, расположенную в головке экструдера, состоящую из цилиндрического корпуса, имеющего на внешней поверхности ряд небольших пластинок, снабженных рядом отверстий для экструзии, и ряд подводящих каналов для расплавленного полимера, расположенных внутри цилиндрического корпуса в соответствии и в соединении с небольшими перфорированными пластинами и облицованных материалом, имеющим высокую теплопроводность;
- камеру нарезки, включающую набор распылительных сопел, которые создают струю из капель термостатирующей жидкости, используемой для охлаждения и удаления отрезанных гранул, которая распыляется и разбрызгивается о фильеру;
- систему нарезки, включающую режущую пластину, жестко закрепленную на вращающемся валу и несущую комплект ножей, расположенных таким образом, чтобы режущий профиль ножа был радиальным по отношению к поверхности фильеры, которая обращена к упомянутой системе нарезки;
iv) отжиг полученных таким образом гранул путем нагревания до температуры, равной или выше температуры стеклования (Тg);
v) охлаждение отожженных гранул до комнатной температуры.
Согласно данному изобретению полимер подают в экструдер, например экструдер с одним или двумя шнеками, снабженный питающим бункером и приспособлением для введения вспенивающего агента, и доводят до расплавленного состояния нагреванием до температуры, по меньшей мере на 50°С превышающей температуру стеклования (Тg) или температуру размягчения полимерной композиции, содержащей вспенивающий агент, например, от 100 до 200°С. Полимер может по меньшей мере частично, например до 30 мас.%, состоять из рециклизованного продукта или отходов от предшествующей переработки.
В способе, соответствующем данному изобретению, может быть использован любой термопластичный полимер. Типичными примерами являются полиолефины, конденсационные (со)полимеры, такие как поликарбонаты и сложные полиэфиры, (мет)акриловые полимеры, конструкционные полимеры, термопластичные каучуки и полимеры на основе винилароматических мономеров.
Термин "винилароматический мономер" при использовании в данном описании и формуле изобретения относится главным образом к продукту, который соответствует следующей общей формуле:

где R - водород или метильная группа, n - ноль или целое число в диапазоне от 1 до 5, a Y - галоген, например хлор или бром, или алкильный или алкоксильный радикал, имеющий от 1 до 4 атомов углерода.
Примерами винилароматических мономеров, имеющих вышеприведенную общую формулу, являются: стирол, α-метилстирол, метилстирол, этилстирол, бутилстирол, диметилстирол, моно-, ди-, три-, тетра- и пентахлорстирол, бромстирол, метоксистирол, ацетоксистирол и т.д. Предпочтительными винилароматическими мономерами являются стирол и α-метилстирол.
Винилароматические мономеры, имеющие общую формулу (I), можно использовать по отдельности или в смеси, содержащей до 50 мас.% других способных к сополимеризации мономеров. Примерами таких мономеров являются (мет)акриловая кислота, C1-C4 алкиловые эфиры (мет)акриловой кислоты, например метилакрилат, метилметакрилат, этилакрилат, этилметакрилат, изопропилакрилат и бутилакрилат, амиды и нитрилы (мет)акриловой кислоты, например акриламид, метакриламид, акрилонитрил и метакрилонитрил, бутадиен, этилен, дивинилбензол, малеиновый ангидрид и т.д. Предпочтительными мономерами, способными к сополимеризации, являются акрилонитрил и метилметакрилат.
Типичными примерами термопластичных полимеров, которые могут быть гранулированы с помощью настоящего устройства, являются полистирол (ПС), ударопрочный полистирол (УППС), полиэтилен (ПЭ), полипропилен, соответствующие сплавы ПС/ПЭ (или УППС/ПЭ), стирол-акрилонитрильный полимер (САН, SAN), акрилонитрил-бутадиенстирольный полимер (АБС, ABS), полиметилметакрилат, простые полиэфиры, такие как простой полифениленовый эфир (ПФЭ), поликарбонат из бисфенола-А, соответствующие сплавы, сополимеры стирола с бутадиеном и, в общем, термопластичные каучуки, содержащие стирол.
К вышеупомянутым полимерам добавляют вспенивающий агент, выбранный из алифатических углеводородов С3-С6, фреона, диоксида углерода, воды или сочетания этих вспенивающих агентов, в количестве от 1 до 10 мас.%. Эти агенты могут быть включены в полимер непосредственно в экструдере, или также в стационарном смесителе.
В конкретных случаях, например, если вспенивающим агентом является CO2, для улучшения его удерживания полимер может включать добавки, способные к образованию связей, как слабых (например, водородных мостиков), так и прочных (например, посредством кислотно-основных аддуктов), со вспенивающим агентом. Примерами таких добавок являются метиловый спирт, изопропиловый спирт, диоктилфталат и диметилкарбонат.
Основной полимер может также содержать дополнительные добавки, обычно применяемые в традиционных способах гранулирования, например красители, стабилизаторы, затравки, добавки, повышающие ударопрочность, инертные минеральные упрочняющие наполнители, такие как короткие волокна, слюда, тальк, оксид кремния, оксид алюминия и т.д., или атермические материалы, такие как графит, сажа, диоксид титана.
В фазе гранулирования камера нарезки предпочтительно находится под давлением, чтобы избежать любого риска преждевременного вспенивания гранул. Обычно применимы давления в диапазоне от 0,11 до 10 МПа. Это давление затем поддерживается также и на последующей стадии отжига.
В конце гранулирования полимер подвергают отжигу в трубчатом реакторе. В частности, гранулы, собранные со дна камеры нарезки, выгружают совместно с термостатирующей текучей средой, затем добавляют воду или другую термостатирующую жидкость, и далее их направляют в секцию отжига, которая включает по меньшей мере один трубчатый реактор. Внутри трубчатого реактора поддерживают температуру, равную или превышающую Тg, и гранулы остаются при этой температуре в течение по меньшей мере 30 минут, обычно в течение времени от 30 до 600 минут.
В конце периода отжига гранулы приводят к атмосферному давлению, в то же время медленно охлаждая их до комнатной температуры, фильтруют, сушат, просеивают и, наконец, хранят.
Задача данного изобретения также относится к устройству для гранулирования, описанному выше в параграфе (iii), совместно с экструдером и реактором для отжига.
В устройстве для гранулирования фильера обладает способностью обеспечивать высокие скорости потока полимера в расплавленном состоянии и перемещать поток с однородной температурой к выходному отверстию канала, чтобы избежать охлаждения самого полимера в центре канала. Это гарантирует однородную скорость потока в экструдере и, следовательно, однородный размер гранул.
Для достижения этого результата корпус фильеры термостатируют и поддерживают при температуре, близкой или выше температуры размягчения полимера. Термостатирование можно осуществить любым известным в этой области способом, например с помощью электрических сопротивлений или путем циркуляции горячей жидкости в соответствующих каналах, расположенных в корпусе фильеры.
Каналы для подачи полимера могут, например, располагаться параллельно друг другу и оси фильеры (по существу совпадающей с вращающимся валом системы нарезки), и они футерованы металлом, имеющим теплопроводность выше 40 Вт/м·К, предпочтительно выше 100 Вт/м·К. Примерами таких металлов являются медь, серебро, золото.
Питающие каналы подают полимер, подлежащий гранулированию, через небольшие перфорированные пластины, характеризующиеся количеством отверстий, изменяемым в зависимости от скорости потока, которую необходимо получить. Это количество может быть больше или равно 1, например от 4 до 10. Диаметр отверстий зависит от типа и диаметра гранулы, которая должна быть получена, и составляет более 0,2 мм, обычно от 0,2 до 5 мм, предпочтительно от 0,3 до 1,5 мм, еще более предпочтительно от 0,4 до 1 мм.
Согласно другому варианту выполнения данного изобретения, эти небольшие пластины можно не использовать, а экструзионные отверстия можно разместить непосредственно на фильере в соответствии с каждым каналом для подачи расплавленного полимера.
Внутри камеры нарезки экструдированный полимер гранулируют с помощью системы нарезки и охлаждают посредством струи мелких капель термостатирующей жидкости, распыленной и разбрызганной о фильеру и образующей таким образом туман. Эта жидкость в основном состоит из воды или глицерина, этиленгликоля, минерального масла, силиконового масла и т.д. или из их смесей и поддерживается при температуре в диапазоне от 10°С до температуры размягчения полимера.
Фаза гранулирования вспениваемого полимера может быть дополнительно упрощена при использовании добавок, предотвращающих слипание (прилипание), которые следует дозировать в термостатирующую жидкость, постоянно или периодически, перед образованием струи мелких капель. Эти добавки облегчают отделение гранул от ножей, поскольку они образуют очень тонкий слой на металле, препятствуя постепенному обрастанию лезвий и, следовательно, обеспечивая прекрасную нарезку в течение продолжительных циклов работы.
Согласно данному изобретению предпочтительными агентами, предотвращающими слипание, являются полисилоксаны, например полидиметилсилоксаны, способные образовывать с водой растворы или эмульсии. Количество полисилоксана, которое должно быть добавлено в термостатирующую жидкость перед распылением, составляет более 1 млн ч. (ppm), предпочтительно от 1 до 1000 ppm, еще более предпочтительно от 10 до 100 ppm.
Термостатирующую жидкость распыляют о фильеру посредством распылительных сопел, расположенных, например, под прямым углом и/или по касательной относительно фильеры или зафиксированных на ножах. Распылительные сопла предпочтительно расположены позади диска-держателя лезвий, так что площадь проекции ножей регулирует поток мелких капель на фильеру посредством самой геометрии ножей и/или скорости вращения диска-держателя лезвий и/или распыленных капель.
Термостатирующую жидкость собирают из нижней части камеры нарезки вместе с нарезанными гранулами, которые выгружают и направляют на последующую обработку отжигом.
Система нарезки состоит по существу из пластины, на которой закреплены два или более ножа. Количество и размеры ножей могут изменяться в соответствии с количеством и диаметром каналов фильеры или типом полимера, который должен быть гранулирован, например, в зависимости от того, является ли он полимером с высокой или низкой вязкостью. Обычно применяют количество ножей, большее или равное 1, предпочтительно в диапазоне от 2 до 40.
Лезвия обычно имеют ступенчатую форму, так как это гарантирует однородный износ, и лезвия могут изгибаться, не ломаясь, что значительно облегчает работу при многократных включениях. Кроме того, лезвия ступенчатой формы, расположенные радиально, предназначены не только для эффективной нарезки полимера, но также и для прерывания потока термостатирующей жидкости, распыляемой о фильеру, что делает его пульсирующей и однородной.
Ножи работают при постоянном давлении вследствие прижима к фильере, поддерживаемого специальной регулирующей положение системой, такой как описана, например, в Европейской патентной заявке 266673. Эта регулирующая положение система позволяет оказывать оптимальное давление, которое является достаточно высоким, чтобы гарантировать однородную нарезку гранул, избегая таким образом образования агломератов, но не избыточным, чтобы ограничить износ ножей и фильеры.
Это обеспечивает качественное постоянство гранул в отношении размеров и температуры (постоянное давление делает теплообмен расплавленного полимера с окружающей средой значительно более однородным и постоянным). Фактически известно, что давление полимера в фильере изменяется в зависимости от гетерогенности продукта в сырье в отношении как молекулярной массы, так и дисперсии добавок, например антиоксидантов, восков, красителей, инертных наполнителей, вспенивающих агентов и т.д.
Способ и устройство для получения гранул вспениваемых термопластичных полимеров, соответствующие данному изобретению, можно лучше понять, обратившись к схемам на приложенных чертежах, которые представляют собой его иллюстративное, но не ограничивающее исполнение, где:
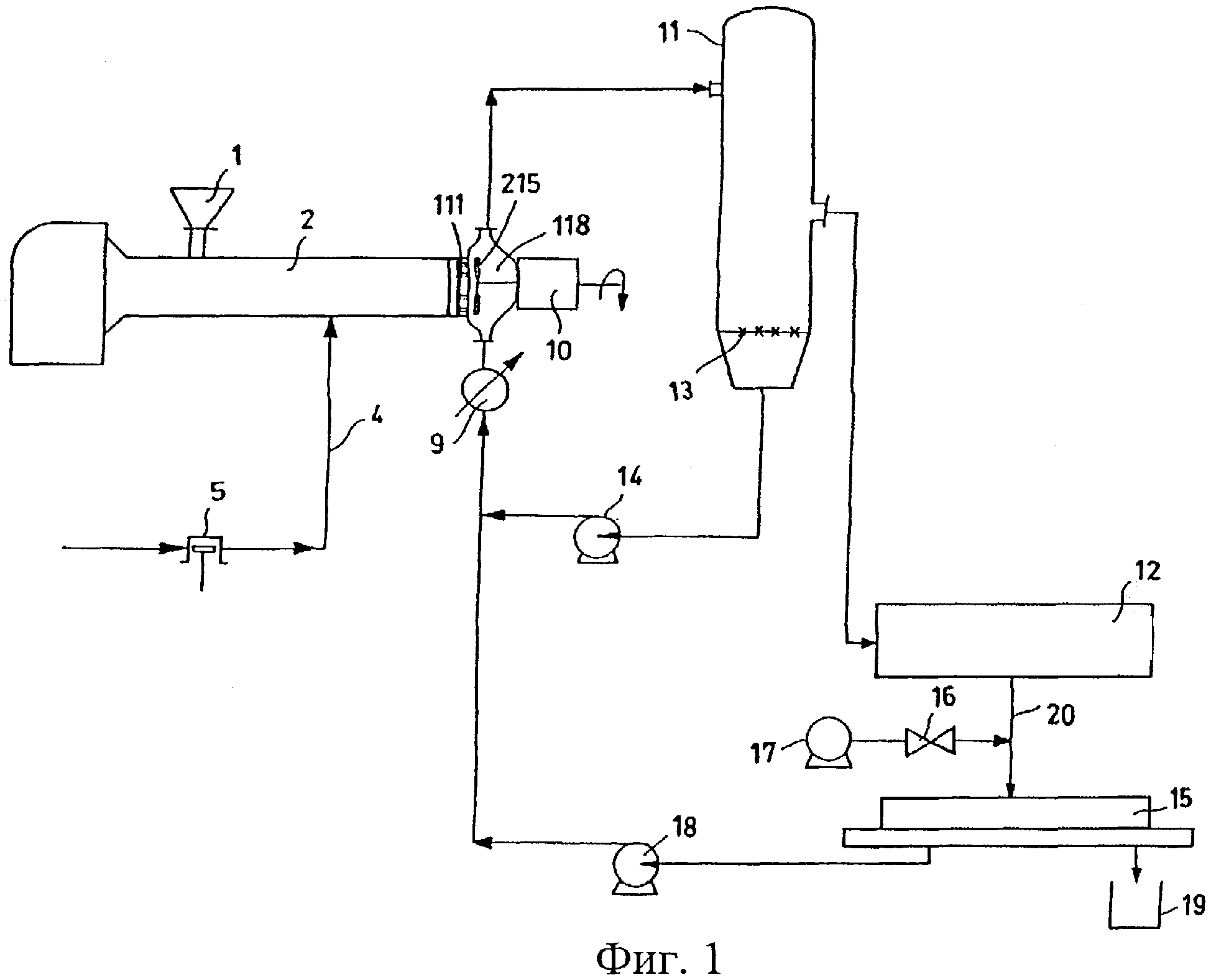
Фиг.1 представляет собой блок-схему цикла гранулирования полимера, например полистирола; другие чертежи изображают:
Фиг.2 - поперечный разрез фильеры;
Фиг.3 - поперечный разрез камеры нарезки;
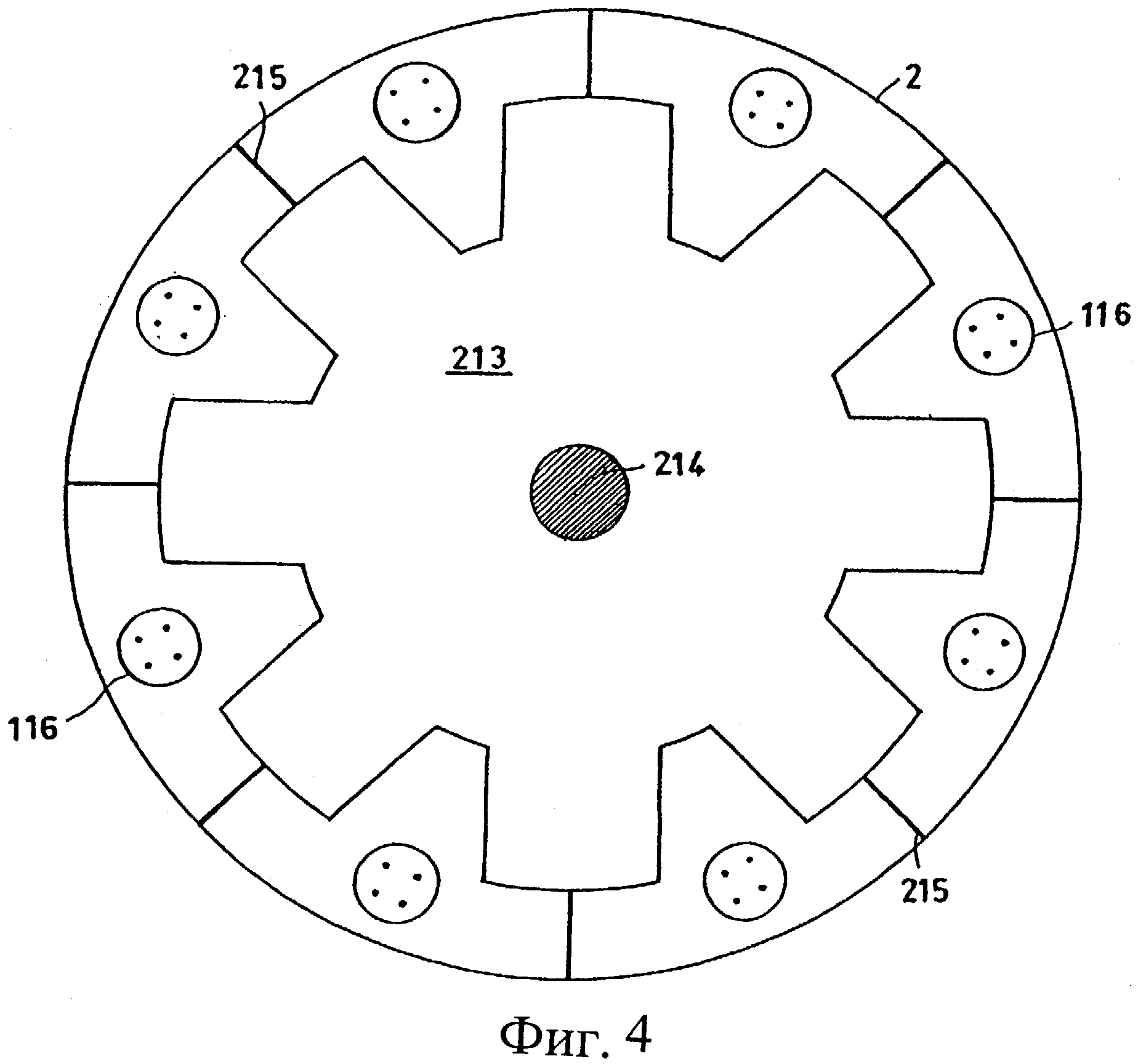
Фиг.4 - упрощенный вид задней части диска-держателя лезвий.
Как видно на фиг.1, гранулы полистирола подают через бункер (1) в шнековый экструдер (2) известного типа для горячего размягчения полистирола и подачи полимера под давлением в экструзионную головку или фильеру (111).
Вспенивающий агент подают в экструдер (2) по линии (4) - подачи посредством насоса (5). Последняя часть экструдера (2) имеет форму, подходящую для смешивания, необходимого для обеспечения хорошего распределения вспенивающего агента в полистироле.
Полимер, содержащий вспенивающий агент, экструдируют через отверстия фильеры (111) и отрезают ножами (215).
Полимер, нарезанный на гранулы, поступает в камеру (118) нарезки, которая окружает фильеру и в которой распыляют виду и добавку, предотвращающую слипание, при давлении выше 0,2 МПа и температуре полимера в диапазоне от Тg до Тg+20°С.
Теплообменник (9) поддерживает необходимую температуру воды, поступающей в камеру (118), в то время как специальное устройство (10) поддерживает постоянное давление прижима ножей (215) к фильере (111).
Гранулы потоком воды перемещают в верхнюю часть вертикального накопителя (11), а затем - в трубчатый реактор закалки (12). Избыточная вода проходит через фильтр (13) вертикального накопителя и с помощью насоса (14) достигает теплообменника (9) и, таким образом, рециркулирует в камеру нарезки (118).
Полистирол выдерживают под давлением свыше 0,2 МПа как в вертикальном накопителе, так и в трубчатом реакторе (12), и температуру в трубчатом реакторе также поддерживают при значении, равном или выше Тg продукта.
Термостатируемый трубчатый реактор (12) состоит из трубы, имеющей различную длину в зависимости от диаметра трубы и времени пребывания, которое должно составлять по меньшей мере 30 минут.
Гранулы и воду затем охлаждают путем их подачи в поток воды перед поступлением в центрифугу (15). Подачу в поток воды осуществляют в трубе (20) длиной несколько метров, так что падение давления при проходе снижает давление с величины более 0,2 МПа до 0,1 МПа (атмосферное значение).
Расход охлаждающей воды, подаваемой насосом (17), регулируют клапаном (16), чтобы поддерживать постоянную температуру в диапазоне от 30 до 35°С.
Затем полимер отделяют от воды и сушат на центрифуге (15). Воду отфильтровывают для выделения всех возможных гранул и рециклируют насосом (18) в камеру нарезки (118). Высушенные гранулы собирают в контейнер для хранения (19) и направляют на последующие стадии обработки (например, нанесение покрытия).
Остальные чертежи фиг.2-4 подробно иллюстрируют устройство для гранулирования. В частности, на фиг.2 изображен разрез фильеры (111), состоящей по существу из цилиндрического корпуса (112), внутри которого имеются каналы (113), футерованные материалом, имеющим высокую теплопроводность (114), для подачи расплавленного полимера (115). Эти каналы (113) выходят наружу через небольшие перфорированные пластинки (116).
Электрические сопротивления (117) поддерживают цилиндрический корпус фильеры при необходимой температуре.
Фиг.3 изображает разрез камеры (118) нарезки в сочетании с соответствующей системой (119) нарезки. Камера нарезки по существу включает контейнер (210), который соответствует фильере (111), снабженный выходом (211), из которого отбирают смесь (212) гранул, смешанных с термостатирующей жидкостью. Система нарезки включает диск-держатель (213), установленный напротив фильеры (111) и жестко закрепленный на вращающемся валу (214). Ножи (215) со ступенчатой режущей кромкой (216), расположенные радиально по отношению к фильере (111), закреплены на диске-держателе лезвий. Гидравлические сопла (217), закрепленные в задней части контейнера (210), расположенные позади диска-держателя лезвий и питаемые от насоса высокого давления, не показанного на чертеже, распыляют термостатирующую жидкость и разбрызгивают ее о фильеру в виде капель или микрокапель.
На фиг.4 изображен упрощенный вид задней части диска-держателя (213) лезвий, на котором расположены, только для иллюстративных целей, восемь ножей (215) с радиально расположенными режущими кромками.
Ниже приведены несколько иллюстративных, но не ограничивающих примеров, приведенных для лучшего понимания данного изобретения и в качестве вариантов его осуществления.
Пример 1
Со ссылкой на фиг.1, полистирол, имеющий ПТР (показатель текучести расплава) 8 г/10' (при 200°С/5 кг), подают в экструдер (2) через бункер (1).
Посредством насоса (5) и линии (4) к расплавленному полимеру добавляют смесь н-пентан/изопентан, 70/30 по массе, в количестве примерно 6 мас.%.
Вспениваемый полимер экструдируют примерно при 170°С через фильеру (111), снабженную футерованными медью каналами с отверстиями, имеющими диаметр 0,5 мм, и нарезают ножами (215). Получают сферические гранулы, имеющие средний диаметр 1 мм, с очень узким распределением (98% в диапазоне от 0,9 до 1,1 мм).
Фильера (111) выдвинута в камеру нарезки, в которой распыляют воду при 0,3 МПа и температуре 60°С с образованием тумана в самой камере.
Затем гранулы собирают в вертикальном накопителе (11), направляют в трубчатый реактор (12) и подвергают в нем отжигу при 60°С в течение 120' при поддерживаемом во всем оборудовании давлении 0,3 МПа. Затем гранулы направляют в трубу (20), имеющую длину 30 м, с водой при 20°С. Давление снижается от 0,3 до 0,1 МПа вследствие падения давления по трубе.
Конечный продукт направляют затем в центрифугу (15) для отделения воды и собирают в контейнере (19).
Затем 0,2 мас.% смеси моно-диглицерилстеарата и 0,1% стеарата цинка добавляют к гранулам, которые затем вспенивают паром при 100°С трехкратным контактом в течение времени, составляющем 1, 2 и 3 минуты. Плотности соответствующих образцов указаны в таблице 1.
Шарики, вспененные при 15 г/л, имеют однородную ячеистую структуру с замкнутыми ячейками и диаметром примерно 60 мкм. Вспененные шарики затем сплавляли в блоки, имеющие размеры 1000х1080х600 мм после 24 часов старения при давлении паров 0,04 МПа, чтобы оценить время охлаждения, сжатие, слипание (результаты указаны в таблице 2) и теплопроводность при 23°С (39 мВ/м·К при плотности 14 г/л). Часть вспененных шариков вспенивали во второй раз для дальнейшего снижения плотности до 7,8 г/л.
Пример 2 (сравнительный)
Применяют такой же способ, как в примере 1, но с той разницей, что воду распыляют в камере нарезки при 0,1 МПа. Полученные гранулы частично вспенивают.
Пример 3 (сравнительный)
Применяют тот же способ, что в примере 1, пропуская гранулы прямо из камеры нарезки в трубу (20) для охлаждения. Полученные гранулы, вспененные один раз до 15 г/л, имеют неоднородную ячеистую структуру с внешней короной ячеек, имеющих диаметр около 60 мкм, и внутренней частью с более крупными ячейками, имеющими диаметр в диапазоне от 60 до 150 мкм.
Пример 4
Применяют тот же способ, что и в примере 1, добавляя к полистиролу 1 мас.% диоксида титана, имеющего диаметр 0,2 мкм. Вспененные шарики имеют однородную ячеистую структуру с диаметром около 55 мкм. Теплопроводность составляет 36,7 мВ/м·К (плотность 14 г/л).
Пример 5
Применяют такой же способ, как в примере 1, но используя в качестве исходного вещества сополимер стирола с акрилонитрилом, имеющий содержание акрилонитрила 33% и ПТР 20 г/10' (220°С/10 кг).
К расплавленному полимеру с помощью насоса (5) и трубопровода (4) добавляют жидкий диоксид углерода в количестве около 6 мас.%. Камеру нарезки, в отличие от примера 1, поддерживают под давлением 8 МПа.
Как в вертикальном накопителе, так и в трубчатом реакторе поддерживают давление 2 МПа.
Вспенивание полученных гранул осуществляют паром при 103°С.
Пример 6
Используют такой же способ, как и в примере 5, добавляя с помощью насоса (5) и трубопровода (4) жидкий диоксид углерода в количестве около 6 мас.% и изопропиловый спирт в количестве около 2 мас.%. Вспенивание полученных гранул осуществляют паром при 103°С.
Реферат
Данная группа изобретений относится к способу для получения гранул вспениваемых термопластичных полимеров и к оборудованию для их получения. Способ получения гранул вспениваемых термопластичных полимеров посредством экструзии, который включает: доведение полимера до температуры выше точки плавления в экструдере с одним или несколькими шнеками; введение по меньшей мере одного вспенивающего агента в полимер в расплавленном состоянии; гранулирование полученного таким образом полимера в устройстве для горячего гранулирования термопластичных полимеров, включающем: фильеру, расположенную в головке экструдера, состоящую из цилиндрического корпуса, имеющего на внешней поверхности ряд небольших пластин, снабженных рядом отверстий для экструзии, и множество каналов для подачи расплавленного полимера, камеру нарезки, включающую набор распылительных сопел, которые создают струю капель термостатирующей жидкости, поддерживаемой при температуре в диапазоне от 10°С до температуры размягчения полимера и используемой для охлаждения и удаления нарезанных гранул, распыляемую и разбрызгиваемую о фильеру; систему нарезки, включающую режущую пластину, жестко закрепленную на вращающемся валу и несущую комплект ножей, расположенных так, чтобы режущий профиль ножа был расположен радиально по отношению к поверхности фильеры, обращенной к указанной системе нарезки; отжиг полученных таким образом гранул путем нагревания до температуры, выше или равной температуре стеклования (Tg); охлаждение отожженных гранул до комнатной температуры. Устройство для горячего гранулирования термопластичных полимеров, вспениваемых, которое включает: экструдер с одним или несколькими шнеками; фильеру, расположенную в головке экструдера и камеру нарезки, содержащую набор распылительных сопел, и систему нарезки, включающую режущую пластину, жестко закрепленную на вращающемся валу и несущую комплект ножей. Ножи расположены таким образом, что режущий профиль ножа является радиальным по отношению к поверхности фильеры, обращенной к указанной режущей системе. Фильера состоит из цилиндрического корпуса, имеющего на внешней поверхности ряд небольших пластин, снабженных рядом отверстий для экструзии, и ряд каналов для подачи расплавленного полимера, расположенных внутри этого цилиндрического корпуса. Трубчатый реактор отжига имеет такую длину, чтобы гарантировать время пребывания по меньшей мере 30 минут. Техническим результатом, достигаемым данными способом и устройством, является получение гранул, имеющих узкое распределение по размерам и высокое качество и однородность. Такие гранулы не являются ни ориентированными, ни напряженными, и ячеистая структура соответствующих вспененных продуктов является однородной. 2 н. и 16 з.п. ф-лы, 4 ил., 2 табл.
Формула
Документы, цитированные в отчёте о поиске
Способ получения пенопласта и пенопласт, полученный этим способом
Комментарии