Способ изготовления гипсокартонных листов (варианты) и устройство для его осуществления - RU2188123C1
Код документа: RU2188123C1
Чертежи




Описание
Настоящее изобретение имеет отношение к созданию способа изготовления гипсокартонных листов (листов сухой штукатурки) и устройства для производства таких гипсокартонных листов.
Гипсокартонные листы имеют листовую конструкцию с сердечником из природного гипса, с покрытием ее верхней и нижней поверхностей, а также преимущественно боковых поверхностей листами специальной облицовочной бумаги (картона) для гипсокартонных листов, такие гипсокартонные листы широко используют в качестве строительного материала. Указанные гипсокартонные листы обычно изготавливают путем удержания гипсовой суспензии у верхней и нижней поверхностей листа при помощи верхнего и нижнего листов бумаги соответственно, с последующим перемещением полученной заготовки между верхним и нижним формовочными (формующими) блоками, с одновременным сжатием заготовки при помощи верхнего формовочного блока. В качестве верхнего и нижнего формовочных блоков используют формовочные плиты. При использовании комбинации формовочных валков и/или плит можно создать непрерывный (сквозной) процесс получения гипсокартонных листов, например, при помощи устройства формования гипсокартонных листов 15, которое показано на фиг.5.
Далее описан процесс изготовления гипсокартонных листов со ссылкой на фиг. 5. Для покрытия верхней и нижней поверхностей сердечника из природного гипса соответственно используют верхний лист бумаги 1, направление движения которого изменяют при помощи ролика 4, и нижний лист бумаги 2, причем оба листа непрерывно подают с правой стороны (как это показано на фиг.5). Гипсовую суспензию 3, которая имеет заданную вязкость, подают на нижний лист бумаги 2, причем ее заданную толщину устанавливают при помощи ролика 4. Между верхней плитой 5 и нижней плитой 6 получают плоский сырой гипсокартонный лист заданной толщины, который отформован под давлением от верхней плиты 5. Затем сырой гипсокартонный лист перемещают в левую сторону при помощи ленточного конвейера (не показан), который установлен слева. После этого сырой гипсокартонный лист подвергают обработке, которая включает в себя такие операции, как сушка, в результате чего получают готовое изделие. Следует упомянуть, что в показанном на фиг.5 устройстве используют также опорные валики, установленные справа от нижней плиты 6, причем они используются как опора для нижнего листа бумаги 2, который скользит по ним и движется налево.
При производстве гипсокартонных листов при помощи такого процесса и устройства захват между верхней плитой 5 и нижней плитой 6 нежелательного объекта, такого как гипсовый ком, появившийся по какой-либо причине в гипсовой суспензии, создает такую проблему, что при перемещении гипсокартонного листа верхний лист бумаги 1 или нижний лист бумаги 2 постепенно разрываются под воздействием нежелательного объекта. Если непрерывно подавать верхний лист бумаги 1, нижний лист бумаги 2 и гипсовую суспензию 3, не обращая внимания на разрыв, то разрыв бумаги продолжится и продолжится выпуск дефектной продукции. Это в конечном счете приводит к обрыву бумаги и к необходимости прекращения непрерывной операции изготовления гипсокартонных листов.
Таким образом, если произошел захват между верхней плитой 5 и нижней плитой 6 нежелательного объекта в ходе изготовления гипсокартонных листов, причем верхний лист бумаги 1 и/или нижний лист бумаги 2 в результате разорван, то тогда необходимо немедленно остановить операцию изготовления, удалить нежелательный объект, ввести свежие листы или свежий лист бумаги между верхней плитой 5 и нижней плитой 6, а затем подать гипсовую суспензию 3 для возобновления операции изготовления. Из приведенного объяснения легко понять, что разрыв верхнего листа бумаги 1 и/или нижнего листа бумаги 2 в ходе изготовления приводит к существенному снижению производительности при непрерывном изготовлении гипсокартонных листов. Следовательно, желательно разработать эффективный способ, позволяющий быстро обнаруживать разрыв верхнего листа бумаги 1 и/или нижнего листа бумаги 2 и затем решить вопрос устранения разрыва.
В связи с изложенным, задачей настоящего изобретения является создание способа изготовления гипсокартонных листов, который позволяет в случае локального разрыва верхнего листа бумаги и/или нижнего листа бумаги, вызванного появлением нежелательного объекта в ходе непрерывного изготовления гипсокартонных листов, быстро обнаруживать разрыв и за счет этого локализовать разрыв от его развития на всю ширину бумаги, что в результате позволяет избежать останова эффективного непрерывного изготовления гипсокартонных листов. Другой задачей настоящего изобретения является создание устройства для изготовления гипсокартонных листов, который позволяет эффективно осуществить указанный способ изготовления гипсокартонных листов.
Для решения указанных задач в соответствии с настоящим изобретением предлагается способ изготовления гипсокартонных листов с применением удержания гипсовой суспензии у верхней и нижней поверхностей листа при помощи верхнего и нижнего листов бумаги соответственно, с последующим перемещением полученной заготовки между верхним и нижним формовочными блоками, которые образованы комбинацией плит и/или формовочных валков в виде верхнего формовочного блока и нижнего формовочного блока, с одновременным прижимом заготовки при помощи верхнего формовочного блока, причем указанный способ включает в себя следующие операции: создание электрической цепи по меньшей мере между верхним формовочным блоком и нижним формовочным блоком, или между участком верхнего листа бумаги, который смещен вперед в направлении выпуска гипсокартонных листов, если смотреть со стороны верхнего формовочного блока, и верхним формовочным блоком, или между участком нижнего листа бумаги, который смещен вперед в направлении выпуска гипсокартонных листов, если смотреть со стороны нижнего формовочного блока, и нижним формовочным блоком, приложение напряжения к указанной электрической цепи, расширение промежутка между верхним формовочным блоком и нижним формовочным блоком, когда в электрической цепи протекает ток в ходе изготовления гипсокартонных листов, и последующее устранение причины протекания тока, а затем сужение указанного промежутка до исходного промежутка, существовавшего до указанного расширения.
В соответствии с настоящим изобретением предлагается также устройство для изготовления гипсокартонных листов с применением удержания гипсовой суспензии у верхней и нижней поверхностей листа при помощи верхнего и нижнего листов бумаги соответственно, с последующим перемещением полученной заготовки между верхним и нижним формовочными блоками, которые образованы комбинацией плит и/или формовочных валков в виде верхнего формовочного блока и нижнего формовочного блока, с одновременным прижимом заготовки при помощи верхнего формовочного блока, причем указанное устройство включает в себя электрическую цепь, образованную по меньшей мере между верхним формовочным блоком и нижним формовочным блоком, или между участком верхнего листа бумаги, который смещен вперед в направлении выпуска гипсокартонных листов, если смотреть со стороны верхнего формовочного блока, и верхним формовочным блоком, или между участком нижнего листа бумаги, который смещен вперед в направлении выпуска гипсокартонных листов, если смотреть со стороны нижнего формовочного блока, и нижним формовочным блоком, датчик тока для обнаружения протекания тока в электрической цепи и для выработки сигнала обнаружения, и устройство для расширения, по сигналу обнаружения, промежутка между верхним формовочным блоком и нижним формовочным блоком, и, по истечении заданного времени, для сужения указанного промежутка до исходного промежутка, существовавшего до расширения.
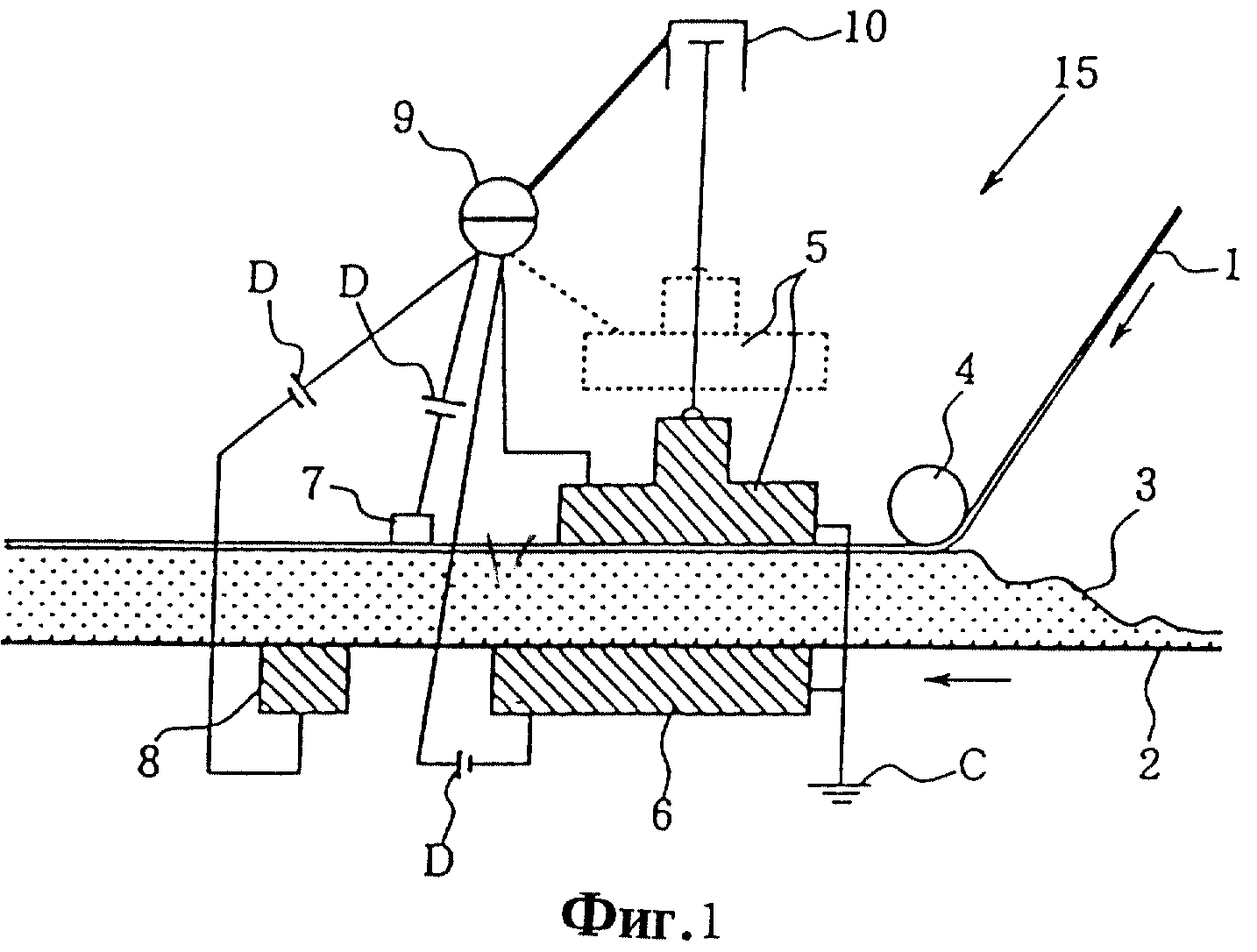
На фиг.1 показана схема изготовления гипсокартонных листов в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
На фиг. 2 и 3 показана схема изготовления гипсокартонных листов в соответствии с другим вариантом осуществления настоящего изобретения.
На фиг.4А и 4В показано схематично вертикальное перемещение нижней плиты в устройстве для изготовления гипсокартонных листов в соответствии с еще одним вариантом осуществления настоящего изобретения.
Наконец, на фиг. 5 показано схематично традиционное устройство для изготовления гипсокартонных листов.
Далее будет описан предпочтительный вариант осуществления настоящего изобретения.
Облицовочная бумага (картон) для гипсокартонных листов как правило содержит три слоя, а именно, поверхностный слой, средний слой и слой адгезива, причем шлихтующий агент, который контролирует поглощение воды бумагой, введен в средний слой или в поверхностный слой и средний слой. Поэтому через небольшой промежуток времени после осуществления покрытия гипса бумагой вода из гипсовой суспензии еще не проникает в поверхностный слой облицовочной бумаги, так что облицовочная бумага все еще является изолятором. Настоящее изобретение осуществлено с использованием предположения того, что через небольшой промежуток времени после установки бумажного покрытия гипсовая суспензия является хорошим электрическим проводником, а облицовочная бумага гипсокартонного листа является изолятором, как это указано выше. В частности, настоящее изобретение было осуществлено с использованием того неизвестного ранее факта, что путем измерения электрического тока между верхним формовочным блоком и нижним формовочным блоком, или электрического тока между участком верхнего листа бумаги, который смещен вперед в направлении выпуска гипсокартонных листов, если смотреть со стороны верхнего формовочного блока, и верхним формовочным блоком, или электрического тока между участком нижнего листа бумаги, который смещен вперед в направлении выпуска гипсокартонных листов, если смотреть со стороны нижнего формовочного блока, и нижним формовочным блоком, можно обнаружить разрыв (повреждение) верхнего листа бумаги и/или нижнего листа бумаги, за счет протекания электрического тока, вызванного хорошей электропроводностью гипсовой суспензии, введенной между верхним листом бумаги и нижним листом бумаги, а также за счет использования того неизвестного ранее факта, что измерение электрического тока позволяет просто и быстро обнаружить локализованный разрыв верхнего листа бумаги и/или нижнего листа бумаги, который произошел по какой-либо причине, например при поступлении в гипсовую суспензию нежелательного объекта в ходе непрерывного процесса изготовления гипсокартонных листов.
При осуществлении способа и устройства в соответствии с настоящим изобретением для изготовления гипсокартонных листов могут быть использованы характеристики описанных выше способа и устройства, причем верхняя плита или верхний формовочный валок могут быть использованы в качестве верхнего формовочного блока, в то время как нижняя плита или нижний формовочный валок могут быть использованы в качестве нижнего формовочного блока. В качестве примеров комбинаций верхнего формовочного блока и нижнего формовочного блока можно привести комбинации плита - плита, плита - формовочный валок, формовочный валок - плита и формовочный валок - формовочный валок. Тот вариант, в котором используют формовочные валки в качестве верхнего формовочного блока и нижнего формовочного блока, позволяет обнаруживать разрыв верхнего листа бумаги и/или нижнего листа бумаги по способу, который отличается от описанного выше способа.
При осуществлении способа или устройства в соответствии с настоящим изобретением для изготовления гипсокартонных листов, путем удержания гипсовой суспензии у верхней и нижней поверхностей листа при помощи верхнего и нижнего листов бумаги соответственно, с последующим перемещением полученной заготовки между верхним формовочным валком и нижним формовочным валком или между верхним формовочным валком и нижней плитой, с одновременным обжимом заготовки при помощи верхнего формовочного валка, можно создать по меньшей мере одну эффективную электрическую цепь между верхним формовочным валком или нижним формовочным валком и электродом, который установлен в непосредственной близости от нижнего формовочного валка или от нижней плиты, с зазором между ними, причем можно приложить напряжение к указанной электрической цепи и производить расширение промежутка между указанным верхним формовочным валком и указанным нижним формовочным валком или указанной нижней плитой, когда в указанной электрической цепи протекает ток в ходе изготовления гипсокартонных листов, при этом после устранения причины протекания тока можно производить сужение промежутка до исходной величины, существовавшей до расширения.
Примеры
Далее будут описаны примеры настоящего изобретения, данные со
ссылкой на чертежи.
Пример 1
На фиг. 1 показано схематично в
качестве примера устройство в соответствии с настоящим изобретением для изготовления гипсокартонных листов.
На схеме фиг.1 позицией 15 обозначено устройство для изготовления гипсокартонных листов, в котором верхний лист бумаги 1 и нижний лист бумаги 2 перемещаются справа налево (как это показано на фиг.1), а гипсовая суспензия 3 непрерывно подается на нижний лист бумаги 2. Ролик 4 предназначен для изменения направления перемещения верхнего листа бумаги 1. Верхняя плита 1 подключена к пневмоцилиндру 10. Пневмоцилиндр 10 представляет собой пример устройства, которое при поступлении сигнала обнаружения тока от датчика тока 9 расширяет промежуток между верхней плитой 5 и нижней плитой 6. Вместо пневмоцилиндра 10 может быть использовано любое другое подходящее устройство, например масляный гидроцилиндр или иное подобное устройство, если оно позволяет поднимать верхнюю плиту 5 и затем опускать ее в исходное положение по мере необходимости. Показанный на схеме пневмоцилиндр 10 приводится в действие при помощи датчика тока 9. Для этой цели может быть использовано любое другое подходящее устройство, которое позволяет передавать сигнал увеличения тока на такое устройство, как пневмоцилиндр 10.
Нижняя плита 6 обычно является стационарной. Однако она может быть сделана подвижной в вертикальном направлении, как это показано на фиг.4А и 4В, что может быть использовано для расширения промежутка от верхней плиты 5, для проведения чистки или для иных целей. На фиг.1 позицией 7 обозначен верхний электрод, который имеет контакт скольжения с верхним листом бумаги 1, а позицией 8 обозначен нижний электрод, который имеет контакт скольжения с нижним листом бумаги 2. Эти электроды могут иметь форму стержней круглого или квадратного сечения или пластин, при условии обеспечения хорошего однородного контакта с гипсокартонным листом по всей его ширине.
Для проведения измерения тока в соответствии с настоящим изобретением электроды могут быть выполнены на верхней плите 5 и на нижней плите 6 соответственно, причем между этими электродами может быть приложено напряжение. Если имеется разрыв как в верхнем листе бумаги 1, так и в нижнем листе бумаги 2, то появляется путь протекания тока между верхней плитой 5 и нижней плитой 6, так что разрыв бумажных листов может быть надежно обнаружен при помощи датчика тока 9. В качестве альтернативы электрическая цепь может быть образована между электродом, установленным на верхней плите 5, и верхним электродом 7, причем к этой цепи может быть приложено напряжение. В этом случае разрыв верхнего листа бумаги 1 приводит к протеканию тока между верхней плитой 5 и электродом 7, так что разрыв верхнего листа бумаги может быть надежно обнаружен. В качестве еще одной альтернативы электрическая цепь может быть образована между нижней плитой 6 и нижним электродом 8, причем к этой цепи может быть приложено напряжение. В этом случае разрыв нижнего листа бумаги 2 приводит к протеканию тока между нижней плитой 6 и нижним электродом 8, так что разрыв нижнего листа бумаги может быть надежно обнаружен при помощи датчика тока 9. Для обеспечения измерения тока даже при очень малой разности потенциалов произведено заземление (показанное буквой С) как верхней плиты 5, так и нижней плиты 6. Буквой D на фиг.1 показан источники питания. Напряжение, которое прикладывают к электрической цепи в указанных вариантах подключения, может быть как переменным, так и постоянным.
Далее приведено описание преимущественных вариантов осуществления настоящего изобретения. В показанном на фиг.1 устройстве для изготовления гипсокартонных листов электрическая цепь образована между участком верхнего листа бумаги 1, который смещен вперед в направлении выпуска гипсокартонных листов, если смотреть со стороны верхней плиты 5, и верхней плитой 5. В устройстве предусмотрен датчик тока 9, который обнаруживает протекание тока в указанной электрической цепи, причем при поступлении сигнала обнаружения тока от датчика тока 9 в устройстве происходит расширение промежутка между верхней плитой 5 и нижней плитой 6.
В устройстве для изготовления гипсокартонных листов в соответствии с настоящим изобретением сырой гипсокартонный лист продолжает перемещение между верхней плитой 5 и нижней плитой 6 до тех пор, пока в ходе работы устройства не возникнет отклонение от нормы. В течение этого времени напряжение остается приложенным между верхней плитой 5 и верхним электродом 7. Однако верхний лист бумаги 1 действует как изолятор, так что в электрической цепи, образованной между верхней плитой 5 и верхним электродом 7, ток не протекает и датчик тока 9 не обнаруживает протекания тока. Однако при разрыве верхнего листа бумаги 1 гипсовая суспензия 3 входит в контакт как с верхней плитой 5, так и с верхним электродом 7. Гипсовая суспензия 3 представляет собой смесь кальцинированного гипса с водой, которая является электрическим проводником. Следовательно, в электрической цепи, образованной между верхней плитой 5 и верхним электродом 7, начинает протекать ток, который протекает также через датчик тока 9. При обнаружении тока датчик тока 9 вырабатывает сигнал, при поступлении которого приводится в действие пневмоцилиндр 10, который поднимает верхнюю плиту 5 в положение, показанное на фиг.1 пунктиром.
При расширении промежутка между верхней плитой 5 и нижней плитой 6, как это описано ранее, возникает возможность прохождения между плитами 5 и 6 нежелательного объекта, захваченного между указанными плитами. В результате устраняется причина возникновения электрического тока (разрыв бумаги), причем верхний лист бумаги 1 и/или нижний лист бумаги 2 дальше не рвутся (разрыв не распространяется). Несмотря на то, что нет ограничений на скорость подъема верхней плиты 5, более высокая скорость является желательной, так как при более высокой скорости разрыв облицовочной бумаги для гипсокартонных листов становится короче. После прохождения нежелательного объекта между верхней плитой 5 и нижней плитой 6 верхняя плита 5 опускается в свое исходное положение. Это создает возможность непрерывного изготовления гипсокартонных листов без большого количества дефектной продукции, а также без необходимости останова процесса изготовления.
Конкретные примеры способов возврата верхней плиты 5 в ее исходное положение могут содержать определение, на основании скорости изготовления гипсокартонных листов, времени, которое необходимо для перемещения разорванной бумаги от верхней плиты 5 до верхнего электрода 7, и установку таймера на это время, по истечении которого приводится в действие пневмоцилиндр 10, вызывающий возврат верхней плиты 5 в ее исходное положение, после визуального подтверждения прохода разорванной бумаги, приведение в действие пневмоцилиндра 10, вызывающего возврат верхней плиты 5 в ее исходное положение, и подсчет при помощи измерительного ролика числа оборотов вала ленточного конвейера, при помощи которого сырой гипсокартонный лист транспортируется после его формовки, и после подсчета числа, эквивалентного длине разорванной бумаги, приведение в действие пневмоцилиндра 10, вызывающего возврат верхней плиты 5 в ее исходное положение. Отметим, что возврат верхней плиты 5 в ее исходное положение осуществляется постепенно за счет управления пневмоцилиндром 10, так как быстрое опускание верхней плиты 5 в ее исходное положение может приводить к переполнению нижнего листа бумаги 2 гипсовой суспензией 3 и/или к разрыву верхнего листа бумаги 1.
Обратимся теперь к варианту создания электрической цепи между нижней плитой 6 и нижним электродом 8; в этом случае при разрыве нижнего листа бумаги 2 также поднимают верхнюю плиту 5 в положение, показанное на фиг.1 пунктиром, для осуществления принципа, аналогичного варианту создания электрической цепи между верхней плитой 5 и верхним электродом 7. После прохождения нежелательного объекта между верхней плитой 5 и нижней плитой 6 осуществляют возврат верхней плиты 5 в ее исходное положение. При создании электрической цепи между верхней плитой 5 и верхним электродом 7 и между нижней плитой 6 и нижним электродом 8 не возникает проблем с подъемом верхней плиты 5, даже если произошел разрыв только верхнего листа бумаги 1 или только нижнего листа бумаги 2. Если произошел одновременный разрыв верхнего листа бумаги 1 и нижнего листа бумаги 2, то он также может быть выявлен при обнаружении протекания тока между верхней плитой 5 и нижней плитой 6. Что касается промежутка между верхней плитой 5 и верхним электродом 7 и между нижней плитой 6 и нижним электродом 8, то малые промежутки являются предпочтительными, так как это позволяет уменьшить длину разрыва бумаги.
Что касается материалов, из которых должны быть изготовлены верхняя плита 5, нижняя плита 6, верхний электрод 7 и нижний электрод 8, то может быть использован любой подходящий материал, который имеет хорошую электропроводность и относительно высокую прочность. В качестве примеров можно указать железо, нержавеющую сталь и углерод. Укажем, что в качестве верхнего листа бумаги 1 и нижнего листа бумаги 2 обычно используют листы толщиной от 2,0 до 1,0 мм, однако особых ограничений на толщину листов не накладывается. Аналогично, нет особых ограничений толщины сердечника из природного гипса. В соответствии с настоящим изобретением желательно также закрывать боковые поверхности сердечника из природного гипса при помощи нижнего листа бумаги 2. Нет особых ограничений на величину напряжения, которое прикладывают к верхней плите 5, к нижней плите 6, к верхнему электроду 7 и к нижнему электроду 8, однако это напряжение должно быть достаточно низким напряжением, которое не представляет опасности, даже если рабочий прикоснулся к плите или к электроду.
Пример 2
Другой вариант осуществления настоящего изобретения показан на фиг.2. Верхний лист бумаги 1 и нижний лист бумаги 2 перемещаются справа налево (как это показано на фиг.2), а гипсовая суспензия 3
непрерывно подастся на нижний лист бумаги 2. Между электродом 13 и нижним формовочным валком 12 оставлен небольшой зазор (имеется изоляция). Если нежелательный объект попадает между верхним
формовочным валком 11 и нижним формовочным валком 12 и разрывается нижний лист бумаги 2, то гипсовая суспензия 3 попадает на поверхность нижнего формовочного валка 12 в направлении вращения нижнего
формовочного валка 12, так что зазор между нижним формовочным валком 12 и электродом 13 заполняется. При этом между нижним формовочным валком 12 и электродом 13 начинает протекать электрический ток.
Датчик тока 9 обнаруживает протекание тока и вырабатывает сигнал, по которому приводится в действие пневмоцилиндр 10, вызывающий перемещение верхнего формовочного валка 11 в поднятое положение,
показанное на фиг.2 пунктиром. На фиг.2 также показаны заземление С и источник питания D. Гипсовая суспензия 3, которая прилипла к поверхности нижнего формовочного валка 12 в результате разрыва
нижнего листа бумаги 2, удаляется при помощи ножа очистки (скребка) 14, изготовленного из стали или другого аналогичного материала. В этом примере процесс изготовления не имеющих дефектов
гипсокартонных листов также может быть быстро восстановлен после возврата верхнего формовочного валка 11 в свое исходное положение вскоре после прохода нежелательного объекта. При использовании
нижнего формовочного блока в виде плиты аналогичный эффект также может быть получен, если устройство для изготовления гипсокартонных листов выполнено таким образом, что поступающая при разрыве бумаги
на нижнюю плиту гипсовая суспензия создает контакт с электродом 13.
Пример 3
Еще один пример осуществления настоящего изобретения показан на фиг.3. Здесь электрическая цепь
создается между верхней плитой 5 и гипсовой суспензией 3, а также между нижней плитой 6 и гипсовой суспензией 3, причем один из выводов электрической цепи непосредственно связан с гипсовой суспензией
3. Зона контакта между верхней плитой 5 и гипсовой суспензией 3, а также между нижней плитой 6 и гипсовой суспензией 3 изолирована соответственно при помощи верхнего листа бумаги 1 и нижнего листа
бумаги 2. На фиг.3 также показаны заземление С и источник питания D.
К электрической цепи между верхней плитой 5 и гипсовой суспензией 3 приложено переменное или постоянное напряжение и подключен датчик тока 9. Аналогично, к электрической цепи между нижней плитой 6 и гипсовой суспензией 3 также приложено переменное или постоянное напряжение и подключен тот же датчик тока 9. Теперь предположим, что между плитами 5 и 6 попал нежелательный объект и произошел разрыв верхнего листа бумаги 1 или нижнего листа бумаги 2. В этом случае изоляция между верхней плитой 5 или нижней плитой 6 и гипсовой суспензией 3 нарушается и начинает протекать ток между верхней плитой 5 и гипсовой суспензией 3 через датчик тока 9 или между нижней плитой 6 и гипсовой суспензией 3 через датчик тока 9.
По сигналу от датчика тока 9, который обнаруживает протекание электрического тока, приводится в действие пневмоцилиндр 10, который поднимает верхнюю плиту 5 в положение, которое показано на фиг.3 пунктиром. После прохождения нежелательного объекта верхняя плита 5 возвращается в свое исходное положение. В результате потери, вызванные разрывом верхнего листа бумаги 1 и/или нижнего листа бумаги 2, сводятся к минимуму, что позволяет осуществлять непрерывное изготовление гипсокартонных листов с высокой производительностью.
В соответствии со способом и устройством по настоящему изобретению, которые предназначены для изготовления гипсокартонных листов, быстро поднимают верхнюю плиту или верхний формовочный валок для расширения промежутка между верхней и нижней плитами, между верхним и нижним формовочными валками или между верхним формовочным валком и нижней плитой, когда в ходе изготовления гипсокартонных листов нежелательный объект попадает между верхней и нижней плитами, между верхним и нижним формовочными валками или между верхним формовочным валком и нижней плитой, и бумага разрывается. Такой подъем позволяет легко пропустить нежелательный объект, так что разрыв бумаги дальше не распространяется. После пропускания нежелательного объекта верхняя плита или верхний формовочный валок возвращаются в свое исходное положение. Таким образом, не требуется осуществлять останов, и процесс изготовления гипсокартонных листов может быть непрерывным. Следовательно, можно свести к минимуму выпуск дефектной продукции, которую получают при разрыве верхнего листа бумаги и/или нижнего листа бумаги, а также свести к минимуму потери, вызываемые остановом процесса изготовления, и ,следовательно, эффективно осуществлять непрерывное изготовление гипсокартонных листов с высокой производительностью.
Реферат
Предложен способ производства гипсокартонных листов и устройство для его осуществления, которые позволяют свести к минимуму выпуск дефектной продукции и эффективно осуществлять непрерывное изготовление гипсокартонных листов с высокой производительностью. С использованием того факта, что листы облицовочной бумаги гипсокартонных листов являются изоляторами, а удерживаемая между листами облицовочной бумаги гипсовая суспензия имеет высокую электропроводность, можно при обнаружении электрического тока, протекающего между верхним формовочным блоком и нижним формовочным блоком, быстро находить локализованный разрыв в верхнем листе бумаги и/или в нижнем листе бумаги, вызванный попаданием между указанными блоками нежелательного объекта в ходе непрерывного изготовления гипсокартонных листов, и более того, легко устранять причину разрыва бумаги без останова непрерывного процесса изготовления гипсокартонных листов путем пропускания нежелательного объекта за счет увеличения промежутка между указанными блоками, при одновременном предотвращении распространения разрыва на всю ширину бумаги. Технический результат - обеспечение стабильного и непрерывного изготовления гипсокартонных листов. 3 с. и 3 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ производства фиброгипсовой плиты
Комментарии