Пленка для этикеток и полотен для покрытия - RU2670886C9
Код документа: RU2670886C9
Чертежи

Описание
Настоящее изобретение относится к пленке для этикетки и полотна для покрытия, обладающей стабильностью размеров при односторонней термообработке.
В областях, где может проводиться односторонняя термообработка, в уровне техники применяются главным образом пленки из ПВХ, так как они не имеют эффекта сморщивания (по-английски: "curlingeffect"). Однако проблемой ПВХ-пленок является то, что они непригодны для вторичного использования.
Из публикации DE 10246864 A1 известно не содержащее ПВХ полотно для покрытия из битумно-пленочного композиционного материала, содержащего два слоя пленки с разными коэффициентами теплового расширения для предотвращения эффекта сморщивания.
Одной задачей настоящего изобретения является разработать пригодную для вторичного использования, недорогую пленку, сравнимую по эффективности с ПВХ-пленкой. Следующей задачей является разработать этикетки и полотна для покрытия, содержащие такую пленку.
Вышеуказанная задача решена посредством пленки, содержащей по меньшей мере один первый слой, содержащий по меньшей мере 50 вес.% статистического гетерофазного (блок) сополимера полипропилена.
Статистический гетерофазный (блок) сополимер полипропилена (называемый по-английски "random polypropylenehe terophasic (block) copolymer" или сокращенно "r-PP-HeCo") состоит из гомогенной фазы полипропилена с небольшими количествами этилена и бутена, распределенными статистически или блоками. Эта непрерывная фаза обеспечивает жесткость и термостойкость. Вторая фаза представляет собой тонкодисперсную фазу этилен-пропиленового каучука, представляющего собой статистический сополимер этилена и пропилена, в котором преобладает этилен. Эта фаза обеспечивает внутреннюю амортизацию и эластичность, что улучшает ударную прочность и стойкость к образованию трещин. Обе фазы получают insitu в реакторе путем последовательной полимеризации на катализаторах Циглера-Натта или металлоценовых катализаторах.
Предпочтительно, первый слой содержит дополнительный гомо - или сополимер полипропилена.
В одном предпочтительном варианте осуществления пленка содержит второй слой из гомо - или сополимера полипропилена.
В альтернативном предпочтительном варианте осуществления пленка в качестве второго слоя содержит барьерный слой, непроницаемый для минеральных масел. Барьерный слой может содержать (со) полимер полиамида, полиамидную сплав, PET, O-PET или лак. Предпочтительно, барьерный слой содержит полиамидный сополимер.
В альтернативном предпочтительном варианте осуществления пленка предпочтительно содержит слой, усиливающий адгезию, между первым и вторым слоями. Усиливающий адгезию слой предпочтительно содержит усиливающий адгезию полимер. Особенно предпочтительно этот полимер является модифицированным полипропиленом. Например, можно применять полипропилен, модифицированный группами малеинового ангидрида.
Более предпочтительно пленка имеет симметричное строение, при этом за вторым слоем снова следует усиливающий адгезию слой и затем слой, соответствующий по составу первому слою.
Толщина первого слоя предпочтительно составляет по меньшей мере 5 мкм, предпочтительно 10 мкм, особенно предпочтительно 15 мкм, особенно предпочтительно 20 мкм.
Полная толщина пленки предпочтительно составляет по меньшей мере 20 мкм, более предпочтительно по меньшей мере 40 мкм, особенно предпочтительно по меньшей мере 60 мкм и в высшей степени предпочтительно по меньшей мере 75 мкм.
Во втором аспекте настоящее изобретение относится к этикетке, содержащей пленку по одному из пунктов 1-3 формулы, контактный клей и бумагу. Предпочтительно, этикетка содержит следующие 4 слоя в указанном порядке: первый слой, содержащей по меньшей мере 50 вес.% статистического гетерофазного (блок) сополимера полипропилена, второй слой из гомо - или сополимера полипропилена, третий слой контактного клея и четвертый слой из бумаги.
В третьем аспекте настоящее изобретение относится к полотну для покрытия, содержащему пленку по одному из пунктов 4-7, а также клейкую массу. Полотно для покрытия предпочтительно содержит 6 следующих слоев в указанном порядке: первый слой, содержащий по меньшей мере 50 вес.% статистического гетерофазного (блок) сополимера полипропилена, второй слой, содержащий промотор адгезии, третий слой из полиамида, четвертый слой, содержащий промотор адгезии, пятый слой, соответствующий первому слою, и шестой слой, содержащий клейкую массу. Предпочтительно, клейкая масса является битумом или полибитумом. Целесообразно защитить клейкую массу антиадгезионной пленкой или антиадгезионной бумагой в качестве следующего слоя, который можно удалить во время нанесения.
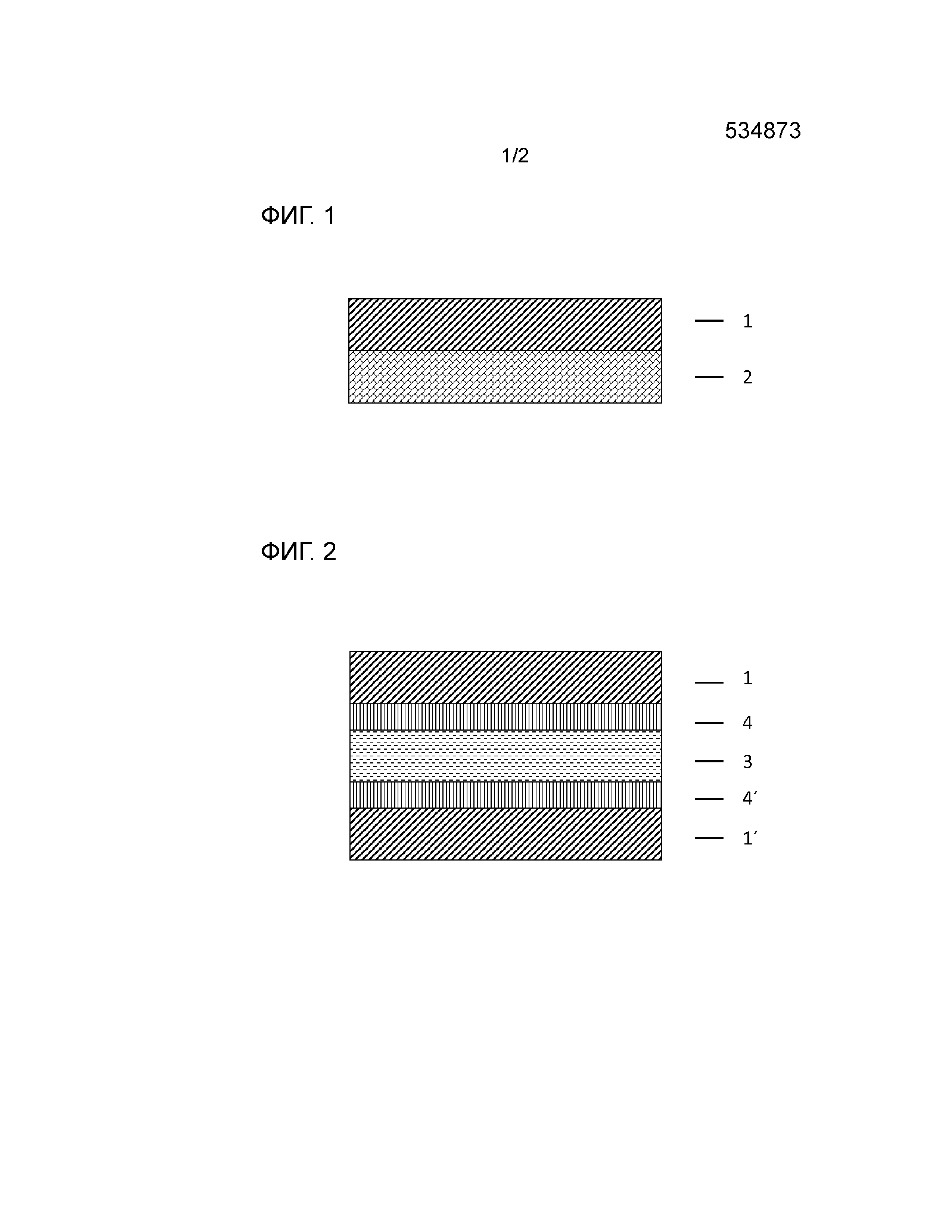
Фиг. 1 показывает предпочтительный вариант осуществления пленки с тремя слоями.
Фиг. 2 показывает предпочтительный вариант осуществления пленки с пятью слоями.
Фиг. 3 показывает предпочтительный вариант осуществления этикетки.
Фиг. 4 показывает предпочтительный вариант осуществления полотна для покрытия.
Фиг. 1 показывает пленку с по меньшей мере одним первым слоем (1), содержащим смесь 50 вес.% гетерофазного статистического (блок) сополимера полипропилена и гетерофазного сополимера полипропилена. Второй слой (2) пленки состоит из полипропилена.
В результате смешения гетерофазного (блок) сополимера полипропилена и по меньшей мере 50 вес.% статистического гетерофазного (блок)сополимера полипропилена до минимума снижаются кристаллизационные эффекты, такие как перекристаллизация полипропилена, и предотвращаются эффекты усадки при одностороннем воздействии температур и одностороннее сморщивание ("curling") на стороне, испытывающей тепловую нагрузку. Чтобы достичь стабильной технологичности, нанесение покрытия и печать предпочтительно производят при температурах ниже температуры плавления всех полимеров.
Оказалось, что использование исключительно статистического полипропилена (r-PP; random polypropylen) для пленки, полученной способом экструзии рукава с раздувом или способом отливки пленок из раствора, в областях применения, где встречаются односторонние тепловые нагрузки, из-за возникающей ориентации молекул приводит к чрезмерной усадке и эффектам сморщивания.
Напротив, эффектов сморщивания и чрезмерной усадки можно избежать благодаря использованию гетерофазного статистического сополимера полипропилена, одного или в виде смеси по меньшей мере 50 вес.% гетерофазного статистического сополимера пропилена и другого гомо - или сополимера полипропилена, какая содержится в слое 1 с фиг. 1.
На фиг. 2 показан следующий предпочтительный вариант осуществления пленки согласно изобретению. Пленка выполнена как композиционный материал из пяти слоев. Слой 1 соответствует слою в первом варианте осуществления. За ним следует усиливающий адгезию слой 4. На нем предусмотрен барьерный слой 3, который препятствует миграции минеральных масел. Барьерный слой 3 может состоять, например, из полиамида, полиамидного сплава, PET, O-PET или лака. Затем следуют слои 4' и 1', соответствующие слоям 4 и 1, так что в итоге получается симметричная структура. Альтернативно возможна также многослойная пленка из слоев 1, 4 и 3.
На фиг. 3 показан предпочтительный вариант осуществления этикетки. Этикетка состоит из многослойной пленки, показанной на фиг. 1, причем на полипропиленовый слой 2 нанесен слой 6 контактного клея, а на него бумажную подложку 5, предпочтительно из безусадочной бумаги.
Фиг. 4 показывает предпочтительный вариант осуществления полотна для покрытия. Полотно для покрытия состоит из показанной на фиг. 2 многослойной пленки со слоями 1, 4, 3, 4' и 1', причем на слой 1' нанесен слой битума. Дополнительно на верхнюю сторону полотна для покрытия можно нанести противоскользящий слой. Полотно для покрытия подходит, в частности, для герметизации поверхностей кровли.
Альтернативно возможно применение полотна для покрытия, состоящего из слоев 7, 1, 4 и 3. В обоих альтернативных вариантах целесообразно защищать клейкую массу антиадгезионной пленкой или антиадгезионной бумагой, которую удаляют во время нанесения.
ПРИМЕРЫ
ПРИМЕР ПРИМЕНЕНИЯ 1:
Этикетки – этикеточная пленка для лазерного принтера
На этикетку со структурой, показанной на фиг. 3, наносили печать лазерным принтером на бумажной стороне. При этом поверхность пленки нагревалась на короткое время до 130-135°C (продолжительность <1 сек). Несмотря на разное нагревание и охлаждение стороны, напрямую испытывающей тепловую нагрузку, и стороны, противоположной стороне, испытывающей тепловую нагрузку, удалось избежать эффекта сморщивания.
ПРИМЕР ПРИМЕНЕНИЯ 2:
При получении полотна для покрытия, имеющего структуру, показанную на фиг. 4, во время покрытия битумом происходит разное нагревание и остывание в процессе охлаждения стороны, испытывающей тепловую нагрузку, и стороны, противоположной стороне, испытывающей тепловую нагрузку.
Различные тепловые нагрузки возникают, в частности, при обычном встречном охлаждении во время или после покрытия битумом. При этом пленку охлаждают с одной стороны, а битум наносят на противоположную сторону. При прямом покрытии это происходит при температурах 160°C-170°C, а при непрямом покрытии при температурах до 140°C. Несмотря на одностороннюю тепловую нагрузку, удалось избежать эффекта сморщивания.
Для оценки эффекта сморщивания оценивались нижеследующие примеры.
В примерах использовались следующие исходные материалы:
ПРИМЕР 1
Получали однослойную пленку, состоящую на 100% из r-PP HeCo, с толщиной слоя 80 мкм.
ПРИМЕР 2
Получали однослойную пленку, состоящую из 50% r-PP HeCo и 50% PP HeCo, с толщиной слоя 80 мкм.
ПРИМЕР 3
Получали двухслойную пленку. Первый слой состоял из r-PP HeCo (50%) и PP HeCo (50%) и имел толщину 20 мкм. Второй слой состоял из 100% PP HeCo и имел толщину 60 мкм.
ПРИМЕР 4
Получали трехслойную пленку. Первый слой состоял из r-PP HeCo (50%) и PP HeCo (50%) и имел толщину 44 мкм. Второй слой состоял из усиливающего адгезию полимера (100%) и имел толщину 6 мкм. Третий слой состоял из CoPA (100%) и имел толщину 25 мкм.
ПРИМЕР 5
Получали пленку из пяти слоев. Первый слой состоял из r-PP HeCo (50%) и PP HeCo (50%) и имел толщину 44 мкм. Второй слой состоял из усиливающего адгезию полимера (100%) и имел толщину 6 мкм. Третий слой состоял из CoPA (100%) и имел толщину 25 мкм. Четвертый слой толщиной 6 мкм состоял из усиливающего адгезию полимера (100%). Пятый слой состоял из r-PP HeCo (50%) и PP-HeCo (50%) и имел толщину 44 мкм.
Кроме того, получали пленки по следующим сравнительным примерам.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 1
Получали однослойную пленку, состоящую на 50% r-PP и 50% PP-HeCo, с толщиной слоя 80 мкм.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 2
Получали двухслойную пленку. Первый слой толщиной 20 мкм состоял из 50% r-PP и 50% PP-HeCo. Второй слой имел толщину 60 мкм и на 100% состоял из PP HeCo.
СРАВНИТЕЛЬНЫЙ ПРИМЕР 3
Получали однослойную пленку, состоящую на 100% из PP-HeCo, с толщиной слоя 80 мкм.
Примеры и сравнительные примеры оценивались следующим образом.
Пленки фиксировали на бумажной подложке (усадка при выдерживании при 110°C в течение 30 сек <1%) самоклеящейся массой (клейкая лента от фирмы 3M) и наносили печать лазерным принтером (фирма HP; серия 1320n). Процесс фиксации красящих частиц лазерным принтером на пленке проходил при температуре 130-135°C и имел продолжительность 0,5-1 сек.
Сморщивание определялось по следующей оценочной шкале:
++ =отсутствие сморщивания,
+ =незначительное сморщивание,
=сильное сморщивание,
=очень сильное сморщивание.
Результаты представлены в таблице 1.
СПИСОК ПОЗИЦИЙ
Реферат
Изобретение относится к пленке с по меньшей мере одним первым слоем (1), содержащим по меньшей мере 50% гетерофазного статистического (блок) сополимера полипропилена. Изобретение относится также к этикетке, содержащей указанную пленку, бумагу (5) и контактный клей (6), и полотну для покрытия, содержащему указанную пленку и клейкую массу (7). 3 н. и 18 з.п. ф-лы, 4 ил., 1 табл.
Комментарии