Устройство для манипулирования капсулами и оборудование для манипулирования капсулами, содержащее такое устройство - RU2491047C2
Код документа: RU2491047C2
Чертежи



Описание
Изобретение относится к устройству для манипулирования капсулами в оборудовании для манипулирования капсулами, таком как оборудование для поточной проверки либо оборудование для поточной печати на капсулах типа, используемого в фармацевтической промышленности и/либо промышленности по изготовлению пищевых добавок.
Точнее, изобретение используется для манипулирования капсулами с твердыми оболочками, которые типично изготавливаются из двух формованных частей, а именно: с тела и крышечки, изготовленных из желатина либо иного приемлемого материала. Такие капсулы являются относительно хрупкими объектами. Кроме того, в типичном способе изготовления, тело и крышечка после формования предварительно телескопически собираются ввиду автоматического разъединения для заполнения. Капсулы выполнены таким образом, что тело и крышечка могут отсоединяться из своего предварительно собранного состояния приложением малой разъединяющей силы. Поэтому существенным есть то, что пустыми предварительно собранными капсулами манипулируют с осторожностью для избегания какого-либо повреждения или разъединения во время переноса.
Оборудование для манипулирования капсулами, которого касается изобретение, поскольку оно используется в контексте массового производства, необходимо для аккуратного и частого манипулирования большими количествами капсул с высокой производительностью. На производственной линии манипулируют капсулами, которые непрерывно подаются от производственного блока, необходимого для выделения капсул из общей массы капсул и подачи в стандартном положении для манипулирования.
Изобретение, точнее, относится к устройству, содержащему:
- бункер для содержания массы капсул, имеющий, при стандартном использовании, верхнюю часть с верхним входом для подачи в него капсул, и боковую стенку; и
- конвейерную ленту для передачи капсул из бункера в оборудовании для манипулирования, которая движется с уклоном для приема капсул из упомянутого бункера, при этом лента имеет последовательно расположенные карманы, каждый из которых приспособлен для приема единственной капсулы.
Такое устройство известно в уровне техники, например из документа US 3756402. В этом известном устройстве передача капсул из бункера на ленту осуществляется относительно сложным средством, включающим ролики для надлежащего позиционирования капсул и подсасывающее средство для помещения капсул в соответствующие карманы конвейера.
Это устройство не приспособлено к поточному уровню производительности, необходимой для согласования с высокопроизводительными производственными установками.
Задачей изобретения является решение вышеупомянутой проблемы путем предоставления дешевого устройства для манипулирования капсулами, приспособленного к надежному выделению капсулы из массы капсул и подачи ее в предварительно установленном положении, которое отвечает существенному требованию не повреждения капсул при высоких скоростях манипулирования.
Дальнейшей задачей изобретения является предоставление простого устройства с улучшенной гибкостью при производстве, иными словами, легче приспосабливаемого к разным размерам капсул.
Она решается устройством в соответствии с изобретением, являющегося вышеопределенного типа и отличающимся тем, что оно приспособлено к помещению капсул из массы капсул в карманах конвейерной ленты в предварительно установленное и повторяемое положение.
Преимущественно, устройство изобретения может иметь один либо большее количество следующих произвольных признаков:
- карманы ленты размещены поперек относительно направления движения, в следствие чего капсулы подаются в соответствующих карманах со своими осями, ориентированными поперек к упомянутому направлению движения;
- карманы ленты расположены в единый ряд;
- карманы ленты открыты на обеих концах, в следствие чего оба конца каждой капсулы доступны для соответствующих манипуляционных устройств с обеих сторон ленты при подачи на ней упомянутых капсул;
- каждый карман ленты образован вогнутой либо плоской нижней поверхностью, соответственно проходящей от передней стороны к задней стороне нижней поверхности относительно направления движения выпуклой поверхностью, и по существу вертикальной поверхностью, две последние из которых соединяются с внешней поверхностью ленты;
- угол наклона относительно вертикального направления составляет 15°-45°, преимущественно 25°-35°; и
- лента способна отсоединяться, посредством чего она может заменяться для подгонки к разным размерам капсул.
В соответствии с изобретением, также предоставляется оборудование для манипулирования капсулами, способное загружаться капсулами и выделять все загруженные капсулы для последовательного манипулирования ими, при этом упомянутое манипуляционное оборудование содержит устройство для манипуляции капсулами, как это описано выше.
Первый предпочтительный вариант выполнения оборудования изобретения для манипуляции капсулами состоит из оборудования для проверки капсул.
Преимущественно, оборудование изобретения для проверки капсул может иметь один либо большее количество следующих произвольных признаков:
- оборудование дополнительно содержит, расположенные внизу по ходу технологической линии от бункера с обеих сторон ленты два концевых проверочных устройства, каждое из которых содержит подсвечивающее средство и средство для захвата изображения, приспособленное для захвата оптического сигнала соответствующего конца каждой капсулы при подачи ее на ленте;
- оборудование дополнительно содержит систему для проверки поверхности капсул, имеющей одно либо большее количество средств для захвата изображения;
- система для проверки поверхности капсул содержит
- вращательный карусельный механизм, расположенный внизу по ходу технологической линии от конвейерной ленты, который имеет вращательное колесо и определенное количество расположенных по периметру шпинделей, выступающих из колеса, при этом шпиндели приспособлены к изъятию капсул из последовательно расположенных карманов ленты с помощью подсасывания одного конца капсулы, и для поворачивания их вокруг их оси относительно колеса; и
- устройство для проверки поверхностей, имеющие подсвечивающее средство и средство для захвата изображения, приспособленное к захвату изображения поверхности каждой капсулы при подаче их на карусельном механизме и повороте их вокруг их оси соответствующим шпинделем.
Второй предпочтительный вариант выполнения оборудования изобретения для манипуляции капсулами состоит из оборудования для нанесения печати на капсулы.
Необязательно, оборудование для манипуляции капсулами может содержать средство для поворота капсул вокруг их оси на определенный угол, преимущественно равный 180°, при подаче их на ленте, посредством чего открываются различные участки каждой капсулы, соответственно внизу и вверху по ходу технологической линии от упомянутого средства для поворота капсул.
Преимущественные варианты выполнения изобретения будут теперь описываться более детально только как пример со ссылкой на сопровождающие чертежи, на которых:
- Фиг.1 изображает схематический вид в перспективе первого варианта выполнения оборудования для проверки капсул, содержащего устройство для манипуляции капсулами в соответствии с изобретением;
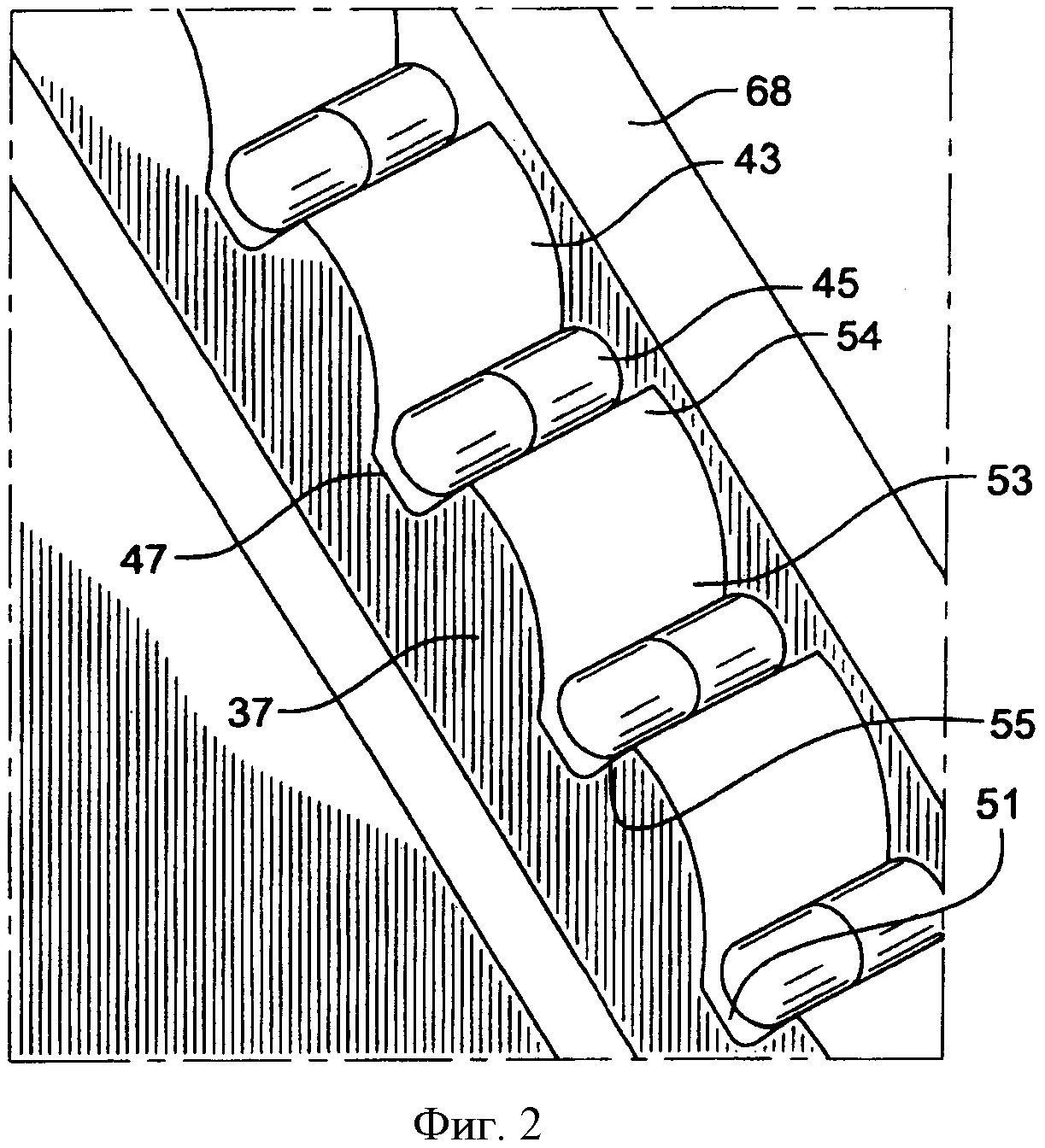
- Фиг.2 изображает увеличенный детальный вид секции конвейерной ленты, изображенной на Фиг.1, показывающий форму карманов и положение капсул в карманах;
- Фиг.3 изображает увеличенный вид в перспективе детали с Фиг.1, которая соответствует нижней секции конвейерной ленты, и показывает передачу капсул на конвейерной ленте непосредственно вниз по ходу технологической линии от бункера;
- Фиг.4 изображает увеличенный схематический вид в перспективе концевого проверочного блока оборудования, представленного на Фиг.1;
- Фиг.5 изображает увеличенный вид сбоку верхней части оборудования с Фиг.1, соответствующей участку для передачи капсул между конвейерной лентой и карусельным механизмом системы для проверки поверхностей; и
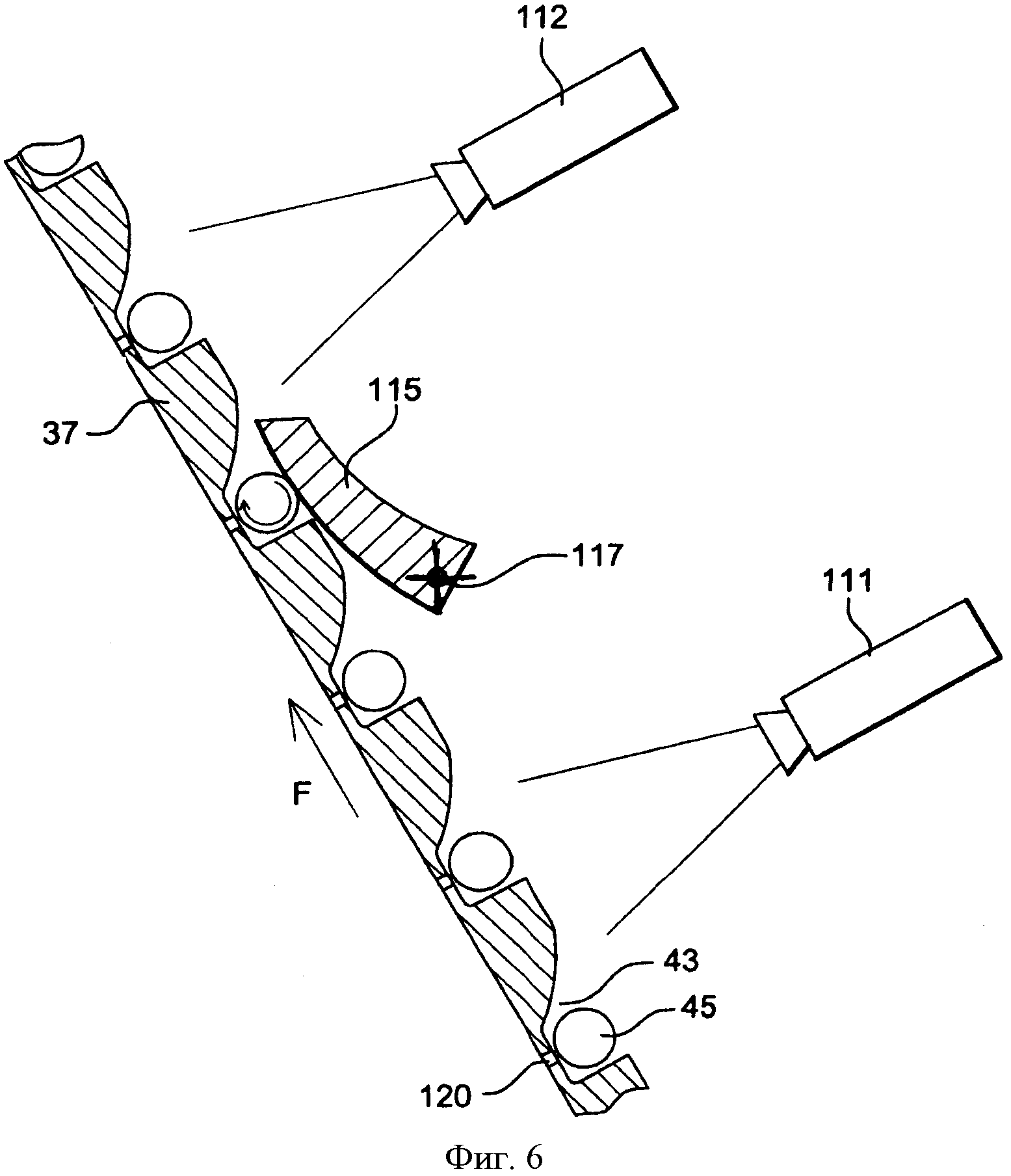
- Фиг.6 изображает схематический частичный вид сбоку второго варианта выполнения оборудования для проверки капсул в соответствии с изобретением.
Фиг.1-5 изображают первый вариант выполнения оборудования для манипуляции капсулами в соответствии с изобретением в виде оборудования 1 для проверки капсул, при этом упомянутое оборудование состоит из оборудования для проверки капсул, подходящего к включению в линию по производству капсул.
В представленном варианте выполнения с особой ссылкой на Фиг.1, блок (не изображен) производственной линии расположен вверху по ходу технологической линии от оборудования 1 и непрерывно либо периодически загружает оборудование большими количествами капсул. Поток капсул от производственного блока в оборудование 1 указан стрелкой А.
Это оборудование 1 особенно пригодно к манипулированию твердыми капсулами, которые как правило используются в фармацевтической промышленности либо в промышленности по производству пищевых добавок.
Такие твердые капсулы типично изготавливаются из двух частей - тела и крышечки из желатина (в некоторых случаях с нежелатинного материала) - и предварительно собираются для формирования пустых капсул, готовых к наполнению. Пустые капсулы изготавливаются в соответствии со способом массового производства, включающий следующие последовательные этапы:
- этап формования, на котором отдельно формуют тела и крышечки;
- этап сушки;
- этап предварительной сборки; и
- этап обработки поверхности, например этап, состоящий из обработки капсул смазкой либо поверхностно-активным веществом.
Оборудование 1 разработано для проверки 100% предварительно собранных пустых капсул, которые подаются от верхнего по ходу технологической линии блока, и для выбрасывания капсул, у которых обнаружены недопустимые дефекты. Манипуляцию капсулами осуществляют с высокой скоростью, которая должна соответствовать производительности производственной установки.
Для ясности, ориентация на Фиг.1 задана системой осей X, Y, Z, где Z является вертикальной осью, а X, Y являются горизонтальными осями, при этом ось Y определена как перпендикулярная ось. Оборудование 1 изображено в положение его стандартного использования по отношению к этой системе осей и во всем описании термины «ориентация» и «положение» определены относительно этой системы осей.
На Фиг.1 главное направление потока капсул задано стрелками А и F, при этом А представляет вход капсул в оборудование, а F представляет главный поток капсул в оборудовании. Термины "верхний по ходу технологической линии" и "нижний по ходу технологической линии" во всем описании должны интерпретироваться относительно этого главного направления потока.
В изображенном примере, оборудование 1 имеет неподвижную раму 3 и две идентичные параллельные технологические линии 11, 12, расположенные в раме 3 для одинаковой подачи потока капсул А. Для разделения поступающего потока капсул А на два эквивалентных вспомогательных потока, как изображено на Фиг.1, оборудование имеет на своем входе разделитель 15 в виде перевернутой V-образной пластины, расположенной вертикально внизу по потоку А. Только одна 11 из этих технологических линий будет описываться далее, другая 12 идентична и расположена симметрично относительно средней плоскости XZ оборудования.
Обрабатывающая линия 11 главным образом имеет
- устройство 21 для манипулирования капсулами, которые подаются в оборудование 1;
- концевую проверочную систему 22 для проверки концов капсул при оперировании манипуляционным устройством 21 и потом для выбрасывания капсул, в которых обнаружены дефекты;
- систему 23 для проверки поверхности, расположенную внизу по ходу технологической линии от манипуляционного устройства 21 в верхней части оборудования для проверки периферийной поверхности капсул и потом выбрасывания капсул, в которых обнаружены дефекты;
- выход, представленный выходящим потоком капсул (стрелка В); и
- электронный контрольный блок (не изображен) для автоматического контроля работы технологической линии.
Устройство 21 для манипулирования капсулами имеет
- бункер 25, крепко прикрепленный к раме 3, для сбора капсул от разделителя 15 и содержащий массу капсул; и
- ленточный конвейер 27, расположенный внизу по ходу технологической линии от бункера 25, для выделения капсул из массы капсул, содержащихся в бункере, и передачи капсул в манипуляционном оборудовании от бункера к системе 23 для проверки поверхности с помощью концевой проверочной системы 22.
Бункер 25 имеет в своей верхней части вход 31, соединенный с разделителем 15, для подачи в него капсул. Бункер 25 также имеет боковую стенку 33 с сужающейся книзу формой. Боковая стенка 33 закреплена относительно рамы 3.
Ленточный конвейер 27 главным образом имеет конвейерную ленту 37 и приводные средства 38, 39, такие как колеса в соединении треугольником либо фрикционном соединении с лентой 37 для подачи ее с определенной линейной скоростью в направлении движения F вдоль оси D во время вращения колес. Направление движения F вдоль оси D, соответствующее прямой линии между двумя центрами вращения колес 38, 39, ориентировано под углом относительно вертикального направления Z. Как представлено, лента 37 фактически является выпуклой, при этом на Фиг.1 кривизна значительно увеличена. Эта выпуклая форма усиливает устойчивость ленты. Колеса 38, 39 имеют поперечную горизонтальную ось Y, при этом лента 37 проходит с возможностью движения по сути в вертикальной плоскости XZ. Одно из представленных колес 38, 39 может быть ведущим колесом, тогда как другое может быть ведомым колесом. Ленточный конвейер 27 может иметь дополнительные колеса и направляющие (не изображены), обеспечивающие опорные поверхности для ленты, гарантируя удерживание ленты в одной и той же плоскости с соответствующим натяжением и под желательным углом наклона.
Конвейерная лента 37 выполнена с возможностью приспособления к капсулам, подающимся в оборудование, для выполнения требования к изготовлению оборудования, способного гибко приспосабливаться к типу производства, то есть главным образом к размеру капсул, изготавливаемым на производственной линии.
Поэтому конвейерная лента 37 этого варианта выполнения способна отсоединяться от приводных средств 38, 39 для легкой замены.
Лента 37 формируется с карманами 43, последовательно расположенными в единый ряд в направлении движения, при этом карманы являются идентичными и равномерно расположенными с предварительно установленным шагом в упомянутом направлении движения. Каждый карман 43 ориентирован поперек в направлении оси Y относительно направления движения и приспособлен для приема единственной капсулы 45 со своей осью (типично общей осью цилиндрических частей тела и крышечки), также ориентированной поперек, как изображено на Фиг.2. Капсулы подаются на ленте 37 в этом поперечном положении в соответствующих карманах 43.
Особенная форма карманов 43 приспособлена к подаче капсул предварительно установленным способом в манипуляционное устройство, расположенное внизу по ходу технологической линии от бункера 25. В этом специальном варианте выполнения, карманы 43 открыты на обеих концах 47 относительно поперечной оси Y, посредством чего оба конца каждой капсулы (типично верхние части тел и крышечки) доступны для соответствующих концевых проверочных устройств с обеих сторон ленты при подачи капсулы на ленте 37. Ширина каждого кармана 43, которая соответствует в изображенном примере ширине ленты 37, таким образом, по существу равняется длине капсул, которыми манипулируют.
Поперечная ориентация карманов разрешает высокую плотность упаковки капсул на ленте, что является важным фактором в достижении высокой производительности.
Особенная форма карманов 43 также приспособлена к облегчению помещения капсул из бункера 25 в карманы и к стабилизации капсул в соответствующих карманах при подаче их на ленте 37.
На самом деле желательно, чтобы все карманы заполнялись капсулой при каждом прохождении возле выхода бункера для гарантии того, чтобы оборудование работало с высокой производительностью, и чтобы капсула стабильно располагалась в кармане так, чтобы манипуляция, включающая захват изображения в описанном варианте выполнения, являлась аккуратной.
Более того, важным является то, чтобы в каждом кармане располагалась единственная капсула для предоставления возможности манипулирования капсулами.
Поэтому карманы 43 приблизительно имеют форму волны, и имеют:
- вогнутую либо плоскую нижнюю поверхность 51,
- выпуклую поверхность 53, проходящую от передней стороны нижней поверхности 51 относительно направления движения ленты к внешней поверхности 54 ленты, и
- по существу вертикальную поверхность 53, проходящую от тыльной стороны нижней поверхности 51 к внешней поверхности 54.
В описанном варианте выполнения будет очевидным, что капсулы помещают в карманы ленты повторяемым и предварительно установленным способом, что не включает этап регулирования положения капсул. Положение капсул не регулируют, то есть, не помещают телом и крышечкой всегда с одной и той же ориентацией, а скорее капсулы ориентированы своими осями в одном и том же направлении, соответствующее оси карманов, и их концы находятся в одном и том же положении на этой оси.
Открытые концы карманов ленты позволяют выявление ориентации крышечки/тела проверочной системой и последующую настройку подсветки. Такое различение ориентации крышечки/тела электронным контрольным средством может преимущественно заменять физическую корректировку положения капсул до проверки, при этом физическая корректировка положения является более сложной для выполнения и вовлекает более дорогие средства.
Было обнаружено, что таким образом определенная общими понятиями форма является особенно эффективной для выполнения вышеприведенных требований, но будет очевидно, что специальные размеры карманов будут зависеть от типа капсул, которыми манипулируют.
Лента 37 может отсоединяться от приводных средств 38, 39 (и, точнее, от остальных частей устройства) и заменяться, когда в капсулах, которыми манипулирует оборудование, меняют размер, другой лентой, отвечающей этим иным размерам капсул.
Ссылаясь на Фиг.1, видим, что взаимодействие между бункером 25 и лентой 37 будет объясняться более детально.
Как показано на Фиг.1, конвейерная лента 37 способна передвигаться вдоль выхода бункера с уклоном в одном и том же направлении D. Внешняя поверхность ленты, таким образом, является по существу параллельной выходу.
Выход и лента 37 пребывают в прямой связи так, что масса капсул, содержащихся в бункере 25, может непрерывно покрывать секцию ленты 37 по длине, отвечающей нескольким карманам 43. Иными словами, при условии, что в бункер подается значительное количество капсул, устройство 21 выполнено таким образом, что секция ленты 37 постоянно покрыта капсулами. В любой момент, когда оборудование 1 работает и лента 37 движется с предварительно установленной линейной скоростью, несколько карманов 43 покрывается массой капсул. Будет очевидным, что боковая стенка 33 выполнена для направления капсул к ленте 37 без (либо с очень ограниченной) возможности потери их. Например, края боковой стенки 33 не должны находиться на расстоянии от внешней поверхности 54 ленты, соответствующего не более чем ширине капсулы.
Вследствие взаимодействия между лентой 37 и бункером 25, устройство 21 приспособлено к выделению капсул из массы капсул и помещению их в карманы 43 конвейерной ленты 37 в предварительно определенное и повторяемое положение, как показано на Фиг.2, для последовательной манипуляции капсулами, подающимися на ленте 37.
В дополнение к структуре связи между бункером 25 и лентой 37, несколько параметров имеют значительное влияние на эффективность устройства 21 с точки зрения производительности, способности к выделению капсул и стабильности капсул при подаче на ленте, такие как:
- форма карманов 43, как предварительно упомянуто;
- угол наклона (D, Z);
- линейная скорость ленты;
- длина заполнения, то есть длина ленты 37, покрытая массой капсул из бункера.
По этому поводу угол наклона, образованный между направлениями D и Z, преимущественно составляет 15°-45° и, преимущественнее, 25°-35°.
Длина покрытия является функцией размера бункера и угла наклона. Она выбирается для обеспечения хорошей скорости заполнения с целевой скоростью работы установки без слишком большого размера бункера и/либо объема капсулы. Типично, длина покрытия будет составлять 500 мм - 1500 мм. Можно уменьшить объем бункера без уменьшения длины покрытия путем введения лопаток.
В случае кармана преимущественная длина покрытия зависит от размера капсулы.
Устройство дополнительно содержит дополнительные средства для эффективного выделения капсул 45 и заполнения каждого кармана 43 при каждом прохождении, при этом эти средства включают, например, боковые направляющие элементы 68 и щетку стеклоочистителя 69, прикрепленную к бункеру 25 и расположенную непосредственно внизу по ходу технологической линии от него.
Направляющие элементы 68, в изображенном примере, образованы пластинами, расположенными сбоку вблизи соответствующих боковых сторон ленты 37, которые способны удалять либо помещать в правильное положение капсулы, выступающие сбоку из соответствующих карманов 43.
Щетка 69 стеклоочистителя проходит поперек и достигает уровня внешней поверхности 54 ленты 37 под углом к направлению D движения. Щетка 69, таким образом, способна удалять неправильно расположенные либо слипшиеся капсулы, то есть капсулы, наложенные одна на другую в кармане и/либо выступающие с кармана.
Ссылаясь на Фиг.1 и 4, видим, что теперь будут кратко описываться главные компоненты концевой проверочной системы 22.
Концевая проверочная система 22 имеет:
- два концевых проверочных устройства 71, 72, расположенных с обеих сторон ленты внизу по ходу технологической линии от бункера 25;
- средство (не изображено), расположенное внизу по ходу технологической линии от концевых проверочных устройств 71, 72, для удаления с ленты 37 капсул с дефектами;
- электронное контрольное средство (не изображено), приспособленное к контролю концевых проверочных устройств 71, 72, получению информации от них, определения имеет ли дефекты данная капсула, проверяемая концевыми проверочными устройствами (то есть, обнаружены ли недопустимые дефекты по отношению к эталону), и к передачи контрольного сигнала к сдувающему средству для удаления капсул с дефектами; и
- бункер 73 для приема капсул с ленты 37, в которых были найдены дефекты контрольным средством, и которые были удалены с ленты 37 сдувающим средством.
Каждое концевое проверочное устройство 71, 72 имеет подсвечивающее средство 81 и камеру - точнее средство для захвата изображения 83 - приспособленное к захвату изображения соответствующего конца каждой капсулы 45 при подаче ее на ленте 37.
Ссылаясь на Фиг.1 и 5, видим, что система 23 для проверки поверхностей, которая предусмотрена для проверки поверхности цилиндрической части капсул, имеет:
- вращательный карусельный механизм 90, расположенный внизу по ходу технологической линии от конвейерной ленты 37, приспособленной к изъятию капсул с ленты 37 и поворачиванию капсул вокруг их собственной оси при своем вращении;
- устройство 93 для проверки поверхности, имеющее подсвечивающее средство (не изображено) и средство для захвата изображения, такое как камеры 95, приспособленное к захвату изображения поверхности каждой капсулы при подаче ее на карусельном механизме 90 и поворачивании ее вокруг ее оси;
- электронное контрольное средство (не изображено), приспособленное к получению информации от камер 95, к формированию целостного изображения поверхности каждой капсулы, к определению имеет ли дефекты данная капсула, проверяемая устройством 93 для проверки поверхностей (то есть, найдены ли неприемлемые дефекты относительно эталона) и к подаче контрольного сигнала к карусельному механизму 90 для удаления капсул с дефектами; и
- бункер 97 для приема капсул от карусельного механизма 90, в которых найдены дефекты электронным контрольным средством.
Как это видно на Фиг.5, карусельный механизм 90 имеет вращательное колесо 98 и определенное количество расположенных по периметру шпинделей 99, выступающих вдоль оси Y из колеса 98. Шпиндели 99 приспособлены к изъятию капсул с последовательно расположенных карманов 43 ленты 37 путем подсоса одного конца капсулы 45 и для поворачивания их вокруг их оси Y относительно колеса 98. Передача капсул от ленты к карусельному механизму может также облегчаться воздушной струей. Данная капсула удаляется с карусельного механизма 90 либо активированием механической сбрасывающей заслонки, когда в капсуле обнаружены дефекты, таким образом, что капсула выбрасывается в бункер 97, либо прекращением подсоса, когда в капсуле не обнаружены дефекты проверочной системой, посредством чего капсулу передают к следующему блоку производственной линии.
Второй вариант выполнения оборудования для проверки капсул в соответствии с изобретением схематически изображен на Фиг.6.
Этот вариант выполнения существенно отличается от сперва описанного варианта выполнения тем, что проверка поверхности капсул осуществляется при подаче капсул 45 на ленте 37. По этому поводу, оборудование имеет расположенную на ленте 37 верхнюю видеокамеру 111 и нижнюю видеокамеру 112. Видеокамеры 111, 112 расположены и ориентированы с возможностью захвата соответствующих изображений части поверхности каждой капсулы в момент нахождения ее в кармане 43. Две видеокамеры 111, 112 подобным образом ориентированы в направлении внешней поверхности ленты 37 так, что они способны захватывать изображение половины периферийной поверхности капсулы, то есть отвечающей периферийной поверхности по сектору 180°.
Оборудование дополнительно имеет фрикционный элемент 115, расположенный между двумя видеокамерами 111, 112 на ленте 37, для поворачивания капсул вокруг их продольной оси в их соответствующем кармане. Фрикционный элемент 115 образован гибким пальцем, касающимся внешней поверхности ленты 37 для фрикционного контактирования с капсулами и поворачивания их при подачи на ленте между двумя видеокамерами 111, 112. Преимущественно, фрикционный элемент 115 приспособлен к поворачиванию каждой капсулы на угол, равный 180°, посредством чего две взаимодополняющие половинки периферийной поверхности капсулы последовательно открываются соответственно для верхней видеокамеры 111 и нижней видеокамеры 112. Другое средство для поворота капсул может включать воздушные сопла, установленные над капсулами.
Фрикционный элемент 115 может произвольно устанавливаться с возможностью регулировки на неподвижную часть оборудования, например, вокруг оси 117, для подгонки под размер капсул, которыми манипулируют.
На Фиг.5 и 6 показано, что устройство для манипулирования капсулами может преимущественно иметь дополнительные средства для позиционирования и стабилизации капсул в их соответствующих карманах 43. Эти средства включают в изображенном варианте выполнения источник вакуума (не изображен) и каналы 120, сформированные в ленте 37 для соединения потоком текущей субстанции источника вакуума и соответствующих карманов 43. Соединение потоком текущей субстанции осуществляется по определенной траектории, где необходим эффект подсасывания либо для вспомогательного затягивания капсулы в карман, либо для стабилизации капсулы в кармане для аккуратной проверки. Соединение может потом устраняться на следующей траектории, где капсулу после проверки необходимо удалить с ленты.
Вакуум прилагает маленькую силу к капсуле, удерживающую ее крепко в кармане. Это предоставляет выгоды в предотвращении попадания капсулы в карман либо выпадения из кармана, таким образом, улучшая эффективность заполнения и работу с большей скоростью.
Будет очевидно, что изобретение предоставляет устройство, способное бережно манипулировать капсулами с высокой скоростью и помещать капсулы в точное и повторяющиеся положение для подачи в манипуляционную систему. Изобретение делает возможным интегрировать соответствующее манипуляционное оборудование в производственную линию без снижения производительности, достигаемой верхними производственными блоками, в частности формовочным блоком.
Реферат
Группа изобретений относится к фармацевтической или пищевой промышленности и может быть использована для манипулирования капсулами в поточном оборудовании. Устройство для манипулирования капсулами в оборудовании для манипулирования капсулами включает бункер (25) для содержания массы капсул, конвейерную ленту (37), которая движется под углом в направлении (D) для приема капсул из бункера (25) и имеет последовательно расположенные карманы, каждый из которых имеет два конца и приспособлен для приема единственной капсулы, причем карманы открыты на обоих концах. Группа изобретений также относится к оборудованию для манипулирования капсулами, включающему указанное устройство. Группа изобретений обеспечивает облегчение манипуляций с капсулами и доступность обоих концов капсулы для концевых проверочных устройств с обеих сторон конвейерной ленты. 2 н. и 14 з.п. ф-лы, 6 ил.
Формула
- бункер (25) для содержания массы капсул, имеющий в стандартном рабочем положении верхнюю часть с верхним входом (31) для подачи в него капсул и боковую стенку (33); и
- конвейерную ленту (37) для передачи капсул из бункера (25) в манипуляционном оборудовании (1), при этом упомянутая конвейерная лента (37) выполнена с возможностью передвижения под углом в направлении (D) для приема капсул из упомянутого бункера (25), при этом лента (37) имеет последовательно расположенные карманы (43), каждый из которых имеет два конца (47) и приспособлен к приему единственной капсулы (45), отличающееся тем, что карманы (43) открыты на обоих концах (47) и оно приспособлено к помещению капсул (45) из массы капсул в карманы (43) конвейерной ленты (37).
- вращательный карусельный механизм (90), расположенный внизу по ходу технологической линии от конвейерной ленты (37), при этом упомянутый карусельный механизм имеет вращательное колесо (98) и шпиндели (99), выступающие вдоль оси (Y) из колеса (98), при этом шпиндели (99) расположены по периметру колеса (98) и приспособлены к изъятию капсул (45) из последовательно расположенных карманов (43) ленты (37) с помощью подсасывания одного конца капсулы и к поворачиванию их вокруг их оси (Y) относительно колеса (98); и
- устройство (93) для проверки поверхностей, имеющее подсвечивающее средство и средство (95) для захвата изображения, приспособленное к захвату изображения поверхности каждой капсулы (45) при подаче ее на карусельном механизме (90) и повороте ее вокруг ее оси (Y) соответствующим шпинделем (99).
Документы, цитированные в отчёте о поиске
Устройство для транпортировки капсул в ориентированном положении
Патенты аналоги
Устройство для транпортировки капсул в ориентированном положении
Комментарии