Способ изготовления изделий из пластического материала - RU2655138C2
Код документа: RU2655138C2
Чертежи


















Описание
Данное изобретение относится к способу изготовления изделий из пластических материалов.
В частности, но не исключительно, этот способ могут применить для изготовления крышек сосудов с защищающей от вскрытия тары лентой, имеющей отбортованную вовнутрь закраину, при этом закраина, в частности, сконфигурирована с получением стыкуемого элемента, взаимодействующего с горловиной сосуда таким образом, чтобы при первом открытии сосуда отсоединить ленту, защищающую от вскрытия тары.
Известен способ отбортовки кольцеобразной кромки ленты, защищающей от вскрытия тары, на изготовленной из пластического материала крышке, при котором крышка сразу же после извлечения из пресс-формы имеет кромку, ориентированную с наклоном, отличающимся от наклона кромки при применении; затем крышку охлаждают до температуры окружающей среды, после чего кромку отбортовывают механически в рабочую конфигурацию. Из патентного документа EP 1165391 известен способ изготовления крышки из пластического материала с гибкой лентой, сформованной в рабочую конфигурацию (отбортованную вовнутрь крышки), в котором упругое восстановление ленты в исходное сформованное положение происходит сразу же после формования крышки, силой механического воздействия элемента пресс-формы или другого элемента, оказывающего свое воздействие после извлечения крышки из пресс-формы, перед охлаждением ленты.
Из американского патента 5,846,471 известен способ формования укупорочного средства с предохранительной лентой, имеющей закраины, простирающиеся радиально внутрь и вверх, отличающийся тем, что закраины сначала формуют с необходимым наклоном, затем пресс-форму открывают с временным изменением угла наклона закраин и, наконец, в результате контакта с частью пресс-формы закраины возвращаются к первоначальному наклону.
Различные аспекты существующих способов поддаются усовершенствованию. Во-первых, желательно уменьшить эффект упругого восстановления материала после отбортовки изготовленного из пластического материала элемента, чтобы простым и надежным образом достичь конечной конфигурации, как можно ближе совпадающей с требуемой конфигурацией; этот недостаток в частности обнаруживается, если отбортовку осуществляют в горячем состоянии. Во-вторых, желательно минимизировать эффект пластической деформации материала вблизи зоны отбортовки, чтобы не ослаблялось соединение между отбортованным элементом и остальной частью заготовки; этот недостаток, в частности, обнаруживается, если отбортовку осуществляют в холодном состоянии.
Как вариант, предлагаемый способ могут применить также при изготовлении крышек для сосудов, имеющих нижнюю часть и ленту, защищающую от вскрытия тары, которая предназначена для отделения от этой нижней части при первоначальном открытии сосуда (чтобы обеспечить ясное доказательство открытия) в результате разрыва на участке облегченного отрыва. Ленту, защищающую от вскрытия тары, обычно снабжают дополнительными средствами, которые, например, могут содержать, но не ограничиваются ею, отбортованную вовнутрь закраину; в частности, эти дополнительные средства могут сконфигурировать так, что они образуют один или несколько стыкуемых элементов, взаимодействующих, по меньшей мере, с одним выступом на горловине сосуда, чтобы при первом вскрытии сосуда отделить ленту, защищающую от вскрытия тары.
Известен способ образования вышеупомянутого участка облегченного отрыва при помощи режущих устройств, которые действуют так, чтобы выполнить рез (непрерывный или прерывистый) вдоль кольцевого участка нижней части. Некоторые примеры известных режущих устройств, применяемых с этой целью, описаны в патентных документах EP 0619168, WO 99/17911, WO 00/44538, WO 2004/004993.
Одна из проблем, связанных с известными системами образования участка облегченного отрыва на крышке, изготовленной из пластического материала и содержащей ленту, защищающую от вскрытия тары, состоит в том, что в пластическом материала необходимо обеспечить ровный и точный рез, чтобы избежать риска преждевременного и нежелательного отделения ленты, защищающей от вскрытия тары, и одновременно обеспечить, чтобы при первоначальном открытии сосуда лента отделялась соответствующим образом, чисто и без затруднений. Следовательно, рез необходимо, или, по меньшей мере предпочтительно, делать с точными допусками.
Еще одна проблема состоит в том, что для увеличения производительности рез необходимо осуществлять быстро.
Следующая проблема заключается в том, что соответствующие условия для резки необходимо выбирать в соответствии с типом подлежащего резке продукта, в частности в соответствии с типом пластического материала или формой изделия.
Еще одна проблема возникает, если резку материала для образования ленты, защищающей от вскрытия тары, осуществляют одновременно с управляемой механической отбортовкой (обычно непосредственно перед ней или после нее) возможной закраины, причем эту отбортовку обычно проводят после формования, чтобы придать закраине (если она имеется) рабочую конфигурацию, при которой она обращена вовнутрь крышки и вверх (относительно рабочей конфигурации, при которой крышка закрывает верхнее отверстие установленного стоймя сосуда). Эта отбортовка обычно необходима, так как при рабочей конфигурации закраинная часть образует поднутрение, делающее извлечение из пресс-формы невозможным. Если этапы отбортовки и резки ленты, защищающей от вскрытия тары, близки по времени и месторасположению, то возникает проблема нахождения рабочего режима, подходящего для правильного осуществления обоих этапов.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Цель данного изобретения состоит в том, чтобы улучшить известный уровень техники в одном или нескольких вышеупомянутых аспектах.
Еще одна цель изобретения заключается в том, чтобы предложить несложный и недорогой в применении способ изготовления изделий из пластического материала, в частности крышек.
Еще одна цель состоит в том, чтобы предложить способ изготовления изделий из пластического материала с отбортовываемой после формовки деталью, облегчающий получение точной и надежной требуемой конфигурации этой отбортованной детали.
Еще одной целью является сделать доступным и изготовленное из пластического материала изделие, и способ изготовления такого изделия, при котором отбортованный элемент жестко и прочно соединен с остальной частью изделия.
Преимущество изобретения состоит в том, что оно имеет результатом такой способ изготовления изделия из пластического материала, который могут применить с известными производственными системами или с несколькими несложными модификациями этих систем.
Еще одно преимущество состоит в предложении соответствующего способа изготовления крышек из пластического материала, каждая из которых содержит предохранительную ленту, защищающую от вскрытия тары, имеющую кольцевую боковую стенку и кольцевую кромку, причем эту кромку отбортовывают вовнутрь и конфигурируют для расширения в радиальном направлении во время наложения крышки на отверстие сосуда, облегчая, таким образом, прохождение предохранительной ленты, защищающей от вскрытия тары, чтобы в конце наложения она подалась в первоначальное положение, образуя стыкуемый элемент, который при первом открытии сосуда может взаимодействовать с соответствующим стыкуемым элементом, сопряженным с сосудом, чтобы вызвать отсоединение предохранительной ленты, защищающей от вскрытия тары.
Во втором аспекте еще одна цель состоит в том, чтобы предложить способ изготовления изделий из пластического материала, снабженных заданным участком отрыва, позволяющий изготовить этот участок точно и надежно.
Еще одной целью является, сделать доступным изделие из пластического материала, и способ изготовления такого изделия, в котором элемент, отделяемый от остальной части изделия, соединен вдоль точно изготовленного участка облегченного отрыва.
Преимущество данного изобретения состоит в том, что оно имеет результатом такой способ изготовления изделия из пластического материала, который могут применить с известными производственными системами или с несколькими несложными модификациями таких систем.
Еще одно преимущество заключается в универсальности способа, благодаря чему могут эффективно осуществить этап удаления материала в изделии из пластического материала, в частности, точный и надежный рез в крышке из пластического материала; этот способ также могут применить к изделиям разного типа, например, изготовленным из материала разного типа и имеющим разную форму.
Дополнительное преимущество состоит в том, что в изобретении предлагается способ, подходящий для изготовления крышек из пластического материала, каждая из которых содержит предохранительную ленту, защищающую от вскрытия тары и отделяемую при первоначальном открытии сосуда.
Эти и другие цели достигаются при помощи способа по одному или нескольким описанным ниже пунктам формулы изобретения.
Как сказано выше, элемент, отбортовываемый после формования, может содержать гибкую кромку, которой обычно снабжают предохранительную ленту крышки из пластического материала, защищающую от вскрытия тары. Отбортовываемая кромка может иметь форму любых известных отбортовываемых кромок, эта кромка, например, может содержать одну ровную и непрерывную кольцевую полосу или одну кольцевую полосу, содержащую одно или несколько прерываний, например, сквозных отверстий и/или несквозных отверстий, или элемент, который простирается в форме кольца и полностью или частично гофрирован, или ряд элементов (закраин), которые соединены с боковой стенкой предохранительной ленты, защищающей от вскрытия тары, и расположены относительно друг друга через промежуток, или ряд элементов, которые расположены в форме кольца и соединены друг с другом, или любой другой известный тип отбортовываемой кромки предохранительной ленты, защищающей от вскрытия тары.
Элемент, отбортовываемый после формования, могут сформовать в той же конфигурации (например, с тем же наклоном), которую этот элемент должен принять после последующей отбортовки, или его могут сформовать в другой конфигурации (с другим наклоном), например, в конфигурации, подходящей для облегчения извлечения этого элемента из формообразующей полости. В частном случае изготовления крышек с предохранительной лентой, защищающей от вскрытия тары, могут предусмотреть отбортовываемую сформованную в рабочей конфигурации, то есть обращенную к верхней стенке крышки (здесь термин "верхний" определен относительно конфигурации, при которой крышка закрывает верхнее отверстие сосуда, установленного в стоячем положении), или в другой конфигурации, при которой отбортовываемая кромка предохранительной ленты, защищающей от вскрытия тары, обращена, например, к противоположной стороне верхней стенки крышки. Известно, что после формования обычно необходим этап отбортовки кромок, чтобы крышку могли извлечь из формообразующей полости; кромку обычно отбортовывают на стороне, противоположной верхней стенке крышки.
Этап отбортовки осуществляют при помощи механических направляющих, в частности, при помощи механических направляющих известного типа. Механические направляющие конфигурируют для работы в пресс-форме или вне пресс-формы.
Этап формования осуществляют способом литья под давлением или прямым прессованием, или любым другим способом формования пластического материала. Формовочное устройство могут сконфигурировать для непрерывной или периодической работы.
Этап охлаждения могут осуществить, применяя средства активного охлаждения, например, охлаждающий туннель, устройство подачи охлаждающей текучей среды, конвейерную ленту, оснащенную средствами охлаждения и т.д.
Этап охлаждения осуществляют, применяя средства пассивного охлаждения, например, линию, расположенную между зоной формования и зоной отбортовки и сконфигурированную так, что каждое формованное изделие направляют вдоль этой линии, и оно доходит до зоны отбортовки, имея требуемую температуру. Эта линия также может включать этап выдержки и хранения (с контролируемой температурой и/или временем выдержки) формованного изделия. Эта линия может иметь предварительно установленную и известную температуру (например, температуру окружающей среды). Эту линию могут сконфигурировать так, что данное формованное изделие проходит путь от зоны формования до зоны отбортовки в течение заранее установленного времени или времени, предварительно установленного в зависимости от типа изделия и/или требуемой температуры отбортовки и/или температуры линии.
Описанный здесь способ могут применить не только в отношении крышек из пластического материала, но и для изделий других типов (в частности, в отношении формованных изделий из пластического материала, имеющих деталь, отбортованную после извлечения из формообразующей полости) или в отношении элементов, которые после формования обычно отбортовывают с применением силы и/или управляемо, и которые имеют не кольцеобразную форму и/или не соединены с остальной частью формованного изделия на участке соединения или отбортовки, имеющем кольцеобразную форму.
Согласно одному из вариантов осуществления изобретения предлагаемый способ изготовления включает этапы формования изделия из пластического материала, имеющего, по меньшей мере, одну нижнюю часть, с образованием, посредством удаления материала в нижней части, участка облегченного отрыва, который отделяет краевую часть от остальной нижней части, и выбором температуры пластического материала нижней части, при которой осуществляют удаление материала, в зависимости от температуры промежуточного фазового перехода пластического материала.
Вышеупомянутая температура промежуточного фазового перехода, например, может включать температуру альфа-перехода пластического материала.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Лучше понять и применить изобретение можно по ссылкам на прилагаемые чертежи, представляющие, но не ограничивающие, варианты его осуществления.
Фиг. 1A-1E иллюстрируют пять следующих друг за другом этапов отбортовки гибкой кольцеобразной кромки, соединенной с кольцеобразной предохранительной лентой крышки из пластического материала.
Фиг. 2 представляет собой диаграмму, которая показывает в качественное изменение модуля накопления E' материалов, в частности полимеров, в зависимости от изменения температуры, чтобы выделить температуру фазового перехода в материалах.
Фиг. 3A представляет собой диаграмму изменения модуля потерь в зависимости от температуры для трех разных типов пластических материалов (полиэтилен высокой плотности, полиэтилен низкой плотности, этиленвинилацетат).
Фиг. 3B представляет собой диаграмму изменения Tan_delta (отношения E'/E''), то есть параметра, который показывает рассеяние энергии материала, и который часто называют затуханием, для пяти различных материалов, полученных с разным процентным содержанием полипропилена и сополимера этилена и октена.
Фиг. 4 представляет собой диаграмму изменения модуля накопления E', модуля потерь E'' и параметра затухания Tan_delta, в зависимости от изменения температуры взятого из полипропиленовой крышки образца.
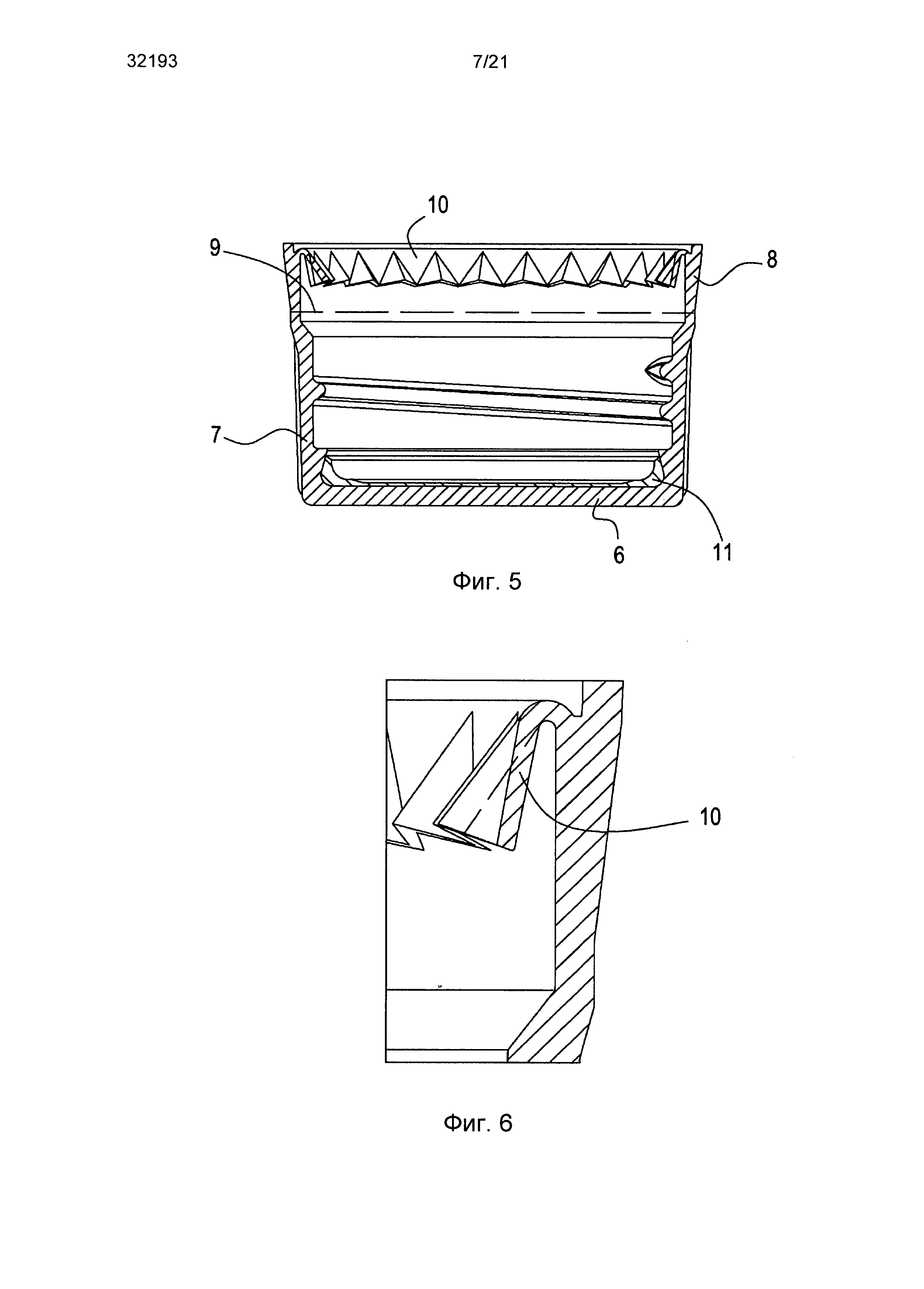
Фиг. 5 представляет собой разрез первого варианта осуществления крышки из пластического материала, полученной в результате этапа отбортовки кромки.
Фиг. 6 представляет собой увеличенную деталь фиг. 5.
Фиг. 7 представляет собой вид сбоку на второй вариант осуществления крышки из пластического материала, полученной после формования, перед этапом отбортовки кромки.
Фиг. 8 представляет собой разрез крышки фиг. 7 по линии VIII-VIII (см. фиг. 9).
Фиг. 9 представляет собой разрез крышки фиг. 7 по линии IX-IX (см. фиг. 8).
Фиг. 10 представляет собой увеличенную деталь фиг. 9.
Фиг. 11 представляет собой разрез по линии XI-XI (см. фиг. 12) третьего варианта осуществления крышки из пластического материала, полученной в результате этапа отбортовки кромки.
Фиг. 12 представляет собой разрез по линии XII-XII (см. фиг. 11).
Фиг. 13 представляет собой увеличенную деталь фиг. 12.
Фиг. 14 представляет собой разрез четвертого варианта осуществления крышки из пластического материала, полученной в результате этапа отбортовки кромки.
Фиг. 15 представляет собой разрез крышки из пластического материала, снабженной предохранительной лентой, защищающей от вскрытия тары, отделяемой вдоль участка облегченного отрыва, и снабженной жесткими дополнительными средствами.
Фиг. 16 представляет собой разрез крышки из пластического материала, в которой участок облегченного отрыва содержит непрерывную линию реза вдоль участка, имеющего выступы, образующие соединительные перемычки между предохранительной лентой, защищающей от вскрытия тары, и остальной частью крышки.
Фиг. 17 представляет собой увеличенную деталь фиг. 16.
Фиг. 18 представляет собой деталь крышки из пластического материала с защищающей от вскрытия тары предохранительной лентой, которая ограничена непрерывной линией реза.
Фиг. 19A и 19B представляют собой две части вида сверху на первый вариант осуществления установки для изготовления крышек из пластического материала, имеющих предохранительную ленту, защищающую от вскрытия тары, с отбортовываемой вовнутрь гибкой кромкой.
Фиг. 20A и 20B представляют собой две части вида сверху на второй вариант осуществления установки для изготовления крышек из пластического материала, имеющих предохранительную ленту, защищающую от вскрытия тары, с отбортовываемой вовнутрь гибкой кромкой.
На фиг. 21 показана схема кромкогибочного устройства, применимого при осуществлении предлагаемого способа для отбортовки закраины предохранительных лент, защищающих от вскрытия тары, для крышек из пластического материала.
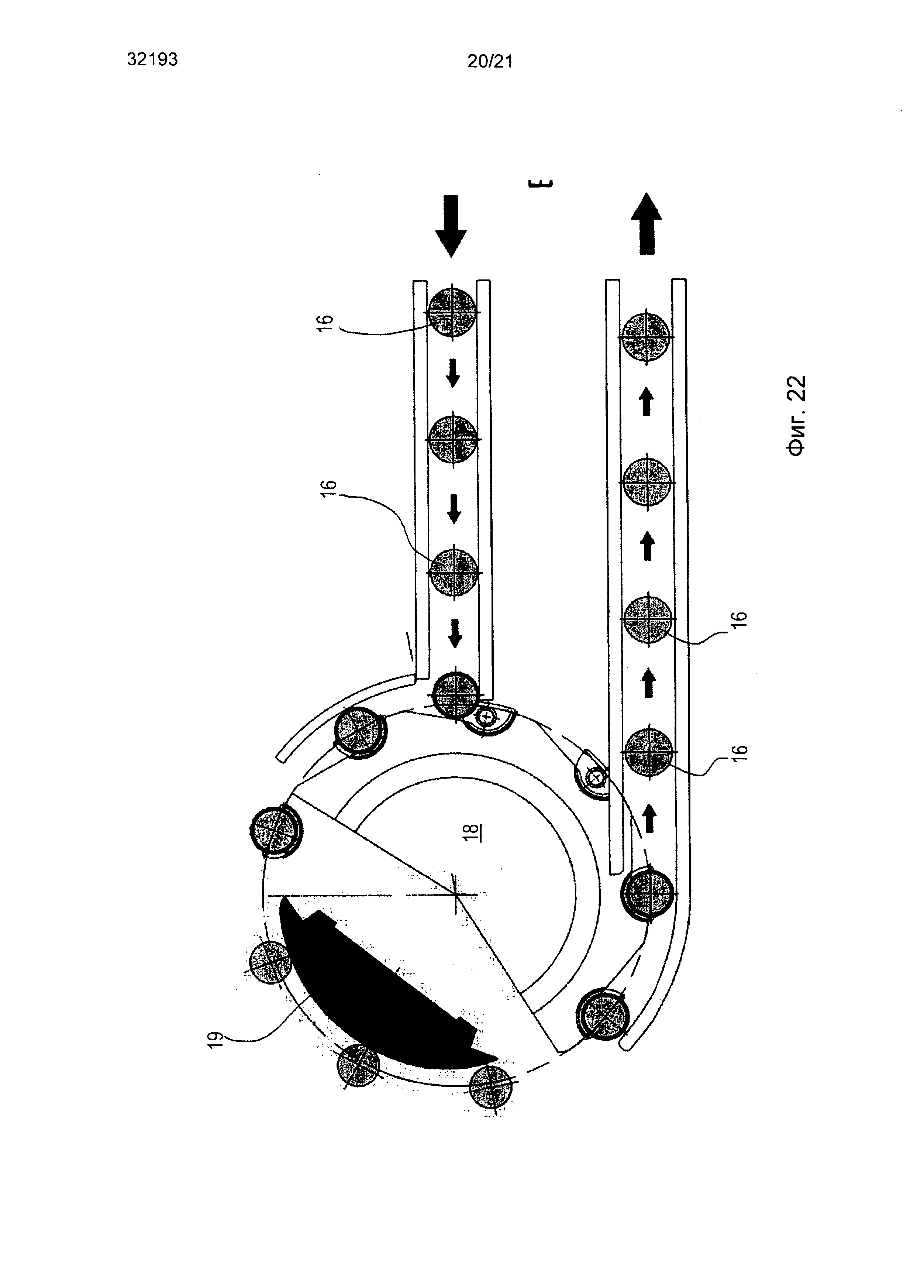
На фиг. 22 показана схема режущего устройства, применимого при осуществлении предлагаемого способа для образования участка облегченного отрыва предохранительных лент, защищающих от вскрытия тары, для крышек из пластического материала.
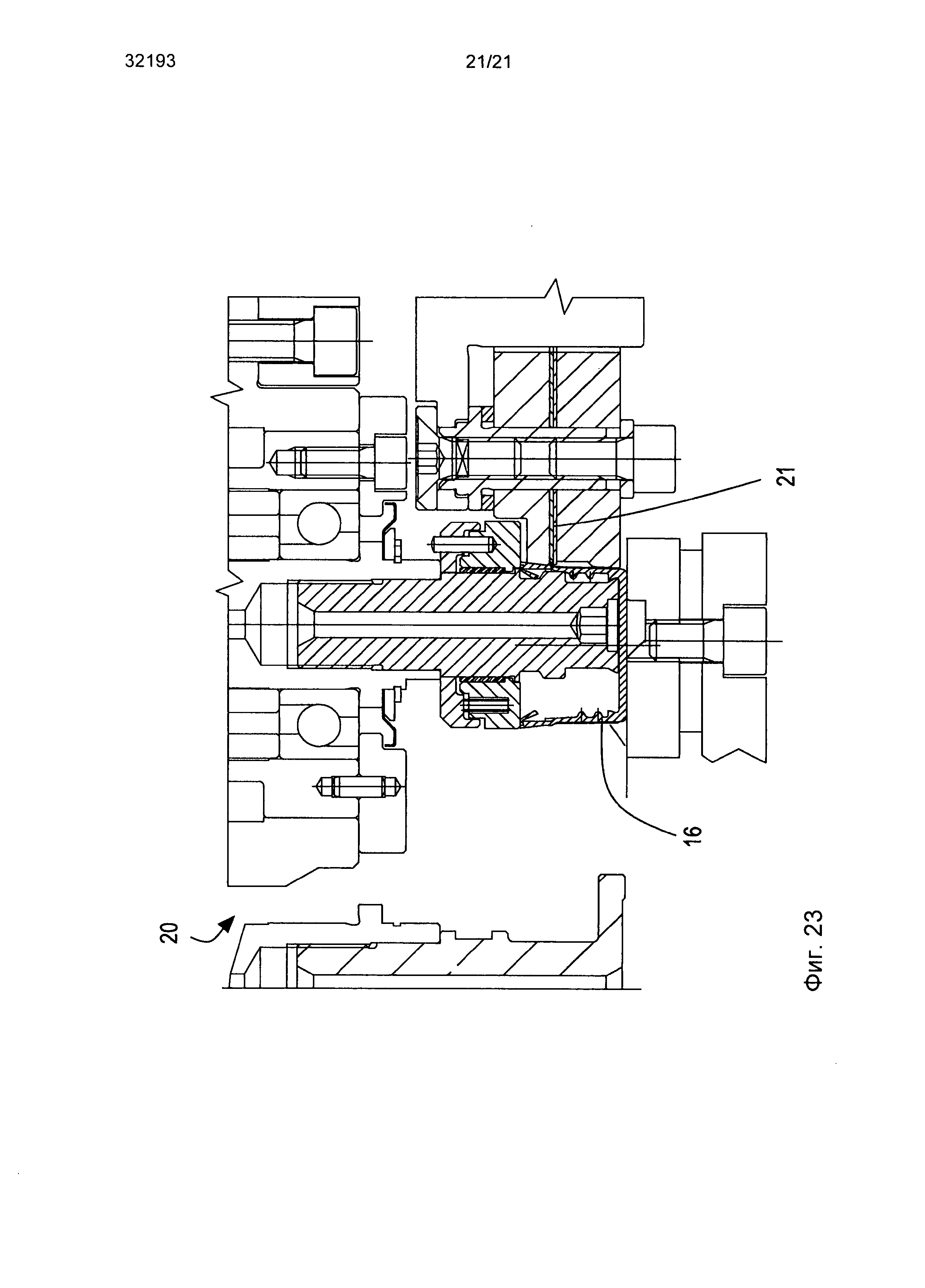
На фиг. 23 показана схема режущего инструмента, который могут применить при осуществлении предлагаемого способа, получая участок облегченного отрыва предохранительных лент, защищающих от вскрытия тары.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Ниже описывается способ изготовления изделий из пластического материала, в частности, изготовления крышек для сосудов, например, способ изготовления любой из крышек, показанных на фиг. 5-18.
Этот способ включает этап формования изделия из пластического материала, например, из полукристаллического пластического материала, причем формованное изделие может иметь, по меньшей мере, нижнюю часть и краевую часть (например, кольцеобразной формы), соединенную с нижней частью вдоль участка соединения, который может иметь, например, кольцеобразную форму (замкнутую или открытую), или располагаться по окружности, и может быть непрерывным или прерывистым. Как известно, крышка из пластического материала обычно имеет такую нижнюю часть, которая, как правило (если крышку соединяют с горловиной сосуда для закрытия его верхнего отверстия), окружает, по меньшей мере, часть горловины. Эту нижнюю часть снабжают резьбой для навинчивания на горловину сосуда. Могут изготовить другие типы крышек, снабженных другими средствами (известного типа) для соединения с сосудом (альтернативно или дополнительно к резьбовым соединительным средствам). Этот этап формования может содержать этап, осуществляемый при помощи по существу известных формовочных средств и способов обработки. Это формование может содержать один или несколько этапов литья под давлением (осуществляемого при помощи известных средств и способов) и один или несколько этапов формовки под давлением (также осуществляемой при помощи известных средств и способов) или других этапов (проводимых при помощи известных средств и способов) горячего формования изделия из пластического материала.
Во время этого этапа формования также формуют ту часть изделия (обычно часть, которая выдается из основной части), которая предназначена для отбортовки. Предназначенная для отбортовки часть может представлять собой, как в конкретном случае, вышеупомянутую краевую часть, соединенную с нижней частью. Эта предназначенная для отбортовки часть может представлять собой часть, которая в конечном продукте образует поднутрение и, таким образом, в общем, извлекаться из формообразующей полости не должна, оставаясь в требуемой конечной конфигурации (то есть конфигурации поднутрения). В таких случаях следующий этап отбортовки производят после формования. Предлагаемый способ изготовления может предусматривать, что изделие формуют так, что поднутренная часть (отбортовка) принимает конечную рабочую конфигурацию (то есть конфигурацию поднутренния) уже в формообразующей полости; таким образом, в этом случае поднутренную часть деформируют во время этапа извлечения формованного изделия из формообразующей полости в направлении извлечения, в результате чего поднутренную формованную часть (отбортовку) переворачивают наружу. Для того, чтоб облегчить возврат и/или управлять возвратом этой поднутренной части к рабочей конфигурации (точно или примерно соответствующей конфигурации формовки в формообразующей полости) осуществляют отбортовку.
При применении предлагаемого способа изготовления изделие могут сформовать так, что поднутряемую часть формуют в конфигурации, которая отличается от рабочей конфигурации, в частности, эту часть могут сформовать в конфигурации, которая уже способна обеспечить или упростить извлечение из формообразующей полости. Итак, в частном случае изготовления крышек из пластического материала отбортовываемую часть (которая практически представляет собой закраину защищающей от вскрытия тары ленты крышки, которая предназначена для образования при эксплуатации стыкуемого элемента, прилегающего к буртику горлышка бутылки), формуют в рабочей конфигурации уже во время этапа формования, то есть ее отбортовывают вовнутрь и вверх (это касается обычной конфигурации, при которой крышку устанавливают на горловину стоящего сосуда), то есть к закрывающей части или верхней части крышки, обычно имеющей форму диска, или в конфигурации, отличающейся от рабочей конфигурации, например, в аксиальной конфигурации (без наклона относительно оси крышки) или с небольшим наклоном вовнутрь, но с ориентацией в сторону, противоположную закрывающей части крышки (практически с таким расположением закраины 2, как на фиг. 1A).
Благодаря предлагаемому способу изготовления, после формования изделия и открытия формообразующей полости, создаваемые механическим путем отгибы на участке соединения (или отбортовки) управляемо снабжают вышеупомянутой кольцеобразной частью при предварительно установленной температуре отбортовки (как более подробно поясняется ниже), которая выше температуры окружающей среды.
Отбортовку могут осуществить прежде, чем горячее изделие, которое только что подвергли этапу формования, полностью охладится, или после полного охлаждения формованного изделия и последующего второго нагревания этого изделия при заранее установленной температуре, которая выше температуры окружающей среды, причем это второе нагревание могут произвести либо сразу же после охлаждения или значительно отступив от этапа охлаждения по времени и/или месту.
На фиг. 1A-1E представлены: 1 - формованное изделие, 2 - отбортовываемая кольцеобразная часть, 3 - опора (известного типа) для формованного изделия, 4 - кромкогибочный инструмент (известного типа). В этом случае этап отбортовки может включать возвратно-поступательное движение (в осевом направлении) нижней опоры 3 и кромкогибочного инструмента 4 (фиг. 1A-1C) перемещающее формованное изделие к кромкогибочному инструменту 4, а затем перемещающее подвижную часть 5 инструмента, которая действует механически в контакте с отбортовываемой частью 2 (фиг. 1D и 1E).
Предлагаемый способ изготовления включает этап выбора вышеупомянутой предварительно устанавливаемой температуры отбортовки (то есть температуры материала формованного изделия или, конкретнее, отбортовываемой части изделия, во время этапа отбортовки) в зависимости от температуры альфа-перехода Тα пластического материала, из которого получили изделие для формования.
Например, температуру отбортовки выбирают так, чтобы она была ниже вышеупомянутой температуры альфа-перехода Тα. Кроме того, упомянутая температура отбортовки может быть выше температуры бета-перехода Тβ пластического материала. Вышеупомянутые температуры Тα и Тβ перехода, которые могут изменяться в зависимости от материала и других параметров, известны из технологии пластических материалов. Краткое пояснение по температурам Тα и Тβ перехода материалов приведено ниже.
Известно, что полимерные полукристаллические пластические материалы (например, полиэтилен, полипропилен, полиамид, полиоксиметилен, полиэтилентерефталат и т.д.) отличаются тем, что некоторые компоненты представлены в аморфной фазе (при которой полимерные цепи не упорядочены и порождают более пластичные зоны), а другие компоненты - в кристаллической фазе (при которой полимерные цепи упорядочены, порождая более жесткие зоны). Известно также, что полукристаллические полимеры, кроме температуры плавления Tm, при которой происходит переход от твердой к жидкой фазе, имеют температуру стеклования Tg, при которой аморфная часть переходит из жесткой твердой фазы в пластичную твердую (эластичную) фазу, в то время как для аморфных полимеров температура стеклования Tg обозначает переход из жесткой твердой фазы (хрупкое и ломкое вещество) в эластичную твердую фазу, которая затем, если температура повышается, переходит в вязкую жидкую фазу.
Выше температуры стеклования Tg становятся возможными возвратно-поступательные движения между звеньями полимерной цепи. При температуре ниже температуры стеклования Tg движения в массе полимера все еще могут происходить, обычно они ограничены небольшими группами атомов. Эти движения характеризуются температурами переходов (так называемые температуры вторичных переходов, обычно обозначаемые Тβ, Тγ и Тδ). В некоторых случаях ниже температуры Tg, в то время как движения сравнительно длинных звеньев полимерной цепи (то есть содержащих некоторое количество мономерных звеньев) заблокированы, определенные вторичные движения все еще возможны, например, движения более коротких звеньев цепи или небольших групп атомов, содержащихся в отдельных мономерных звеньях; в этом случае движения других групп атомов могут блокироваться только при температуре ниже температуры Тβ, в то время как другие движения тех же групп атомов и/или некоторые движения других групп атомов могут блокироваться только при температуре ниже температуры Тγ или Тδ. На фиг. 2 показано, как эти вторичные переходы определить по диаграмме динамического модуля упругости или модулю накопления E' в зависимости от температуры, полученной при помощи динамического механического анализа.
В частности, во всех случаях при помощи динамического механического анализа было установлено, что изотактический полипропилен в диапазоне температур от -150 до 150°C показывает три переходных ступени γ-, β- и α-, а полиэтилен ниже точки плавления Tm показывает три переходных точки, в которых переход γ происходит в диапазоне температур от -150 до -100°C, в то время как переход α обычно происходит в диапазоне от 30 до 100°C, в зависимости от типа полиэтилена. В общем, полагают, что в случае полукристаллических полимеров переход α представляет собой кристаллическую фазу и фактически возникает вследствие некоторых движений внутри кристаллов.
На фиг. 3A для трех пластичных материалов - полиэтилена высокой плотности, полиэтилена низкой плотности и этиленвинилацетата - представлен взятый из технической литературы график изменения динамического модуля эластичности или модуля потерь в зависимости от температуры. На фиг. 3B для разных смесей полипропилена (ПП) и сополимера этилена и октена (ЭОС) показан взятый из технической литературы график изменения параметра затухания Tan_delta (то есть тангенса δ фазовой задержки между растяжением и деформацией в материале или отношения модуля потерь к модулю накопления, также называемого затуханием) в зависимости от температуры. На фиг. 4 показана диаграмма изменения динамического модуля вязкости или модуля потерь E'', динамического модуля эластичности или модуля накопления E' и параметра затухания tg_delta в зависимости от изменения температуры образца, взятого из полипропиленовой крышки.
Заявитель установил, что отбортовка (и/или резка) части изделия, полученного посредством формования пластического материала (например, отбортовки закраины предохранительной ленты крышки из пластического материала), если ее осуществляют при температуре, которая примерно равна или ниже температуры перехода Тα материала (температура, ниже которой движения внутри кристаллитов происходить не может) и выше температуры перехода Тβ (температура стеклования), или также выше температуры окружающей среды Tamb, если Tamb>Тβ, лучше отбортовки (и/или резки) той же части (закраины), произведенной при температуре выше температуры перехода Тα (например, при осуществлении отбортовки сразу же после горячего формования крышки с предохранительной лентой при помощи инструмента внутри пресс-формы, или как только крышку извлекли из формы), или лучше отбортовки (и/или резки) этой части (закраины), произведенной после охлаждения формованной детали (крышки с предохранительной лентой, защищающей от вскрытия тары, которая имеет отбортованную часть) при температуре окружающей среды.
В частности, было установлено, что если закраину предохранительной ленты отбортовывают при температуре, которая примерно равна или ниже температуры перехода Тα, то упругое восстановление закраины после этапа отбортовки снижается. Это снижение упругого восстановления можно объяснить тем фактом, что при температуре перехода Тα или немного ниже Тα некоторые части или зоны, или компоненты полукристаллического пластического материала, образующего крышку (например, кристаллиты, содержащиеся в массе материала) теряют свою подвижность, по меньшей мере, частично. Заявителем также было установлено, что отбортовка при упомянутой температуре (выше температуры окружающей среды и примерно при температуре Тα или ниже температуры Тα) не приводит к возникновению на отбортованной части, в частности вдоль зоны отбортовки, существенного эффекта пластической деформации или ослабления других видов.
Подробнее, было установлено, что в случае крышки из пластического материала, например, крышки, представленной на фиг. 5-18, в которой закраину могут отбортовать при помощи известных устройств, например, кромкогибочного устройства, раскрытого со ссылкой на фиг. 1A-1E, эту отбортовку (и/или резку участка облегченного отрыва) могут осуществить особенно эффективно при следующих температурах: для крышки, изготовленной из полиэтилена высокой плотности - в диапазоне температур от 15 до 60°C, для крышки, изготовленной из полипропилена - в диапазоне температур от 25 до 70°C.
Крышки, показанные на фиг. 5-18, являются формованными изделиями, изготовленными из пластического материала, каждая из них имеет часть (в частности закраину или отбортовку предохранительной ленты), которую могут отбортовать в соответствии с предлагаемым способом, и/или часть, которую могут подвергнуть резке, чтобы образовать участок облегченного отрыва предохранительной ленты, защищающей от вскрытия тары. Показанные здесь изделия представляют собой лишь пример изделий, в частности крышек для сосудов, в отношении которых возможно и предпочтительно применение предлагаемого способа изготовления. На самом деле этим способом могут изготовить и другие изделия. В общем, описанный здесь способ изготовления могут применить к изделиям любого типа, изготовленным из материала, у которого температура альфа-перехода Тα выше температуры окружающей среды. В частности данный способ изготовления могут применить с полукристаллическими полимерами.
В показанных здесь примерах формованные изделия (в частности крышки с кольцеобразной предохранительной лентой обеспечивающей индикацию первого открытия закрытого крышкой сосуда), в каждом случае имеют кольцеобразную часть (или закраину), которую отбортовывают после формования и соединяют с остальной частью корпуса изделия вдоль участка соединения или участка отбортовки кольцеобразной формы. Тем не менее, описанный здесь способ также могут применить для отбортованных элементов, которые имеют не кольцеобразную форму, и/или которые не соединяют с остальной частью корпуса формованного изделия вдоль участка соединения или отбортовки кольцеобразной формы.
В частности, чтобы уменьшить как пластическую деформацию в зоне отбортовки, так и упругое восстановление после отбортовки, упомянутая температура отбортовки может быть выше предельной температуры Tinf

где Тα - температура альфа-перехода пластического материала, а Tamb - температура окружающей среды (которая может сильно меняться, в зависимости от места изготовления).
В особенности, чтобы снизить как пластическую деформацию в зоне отбортовки, так и упругое восстановление после отбортовки, вышеупомянутая температура отбортовки может быть ниже предельной температуры Tsup, которая равна Tsup=Тα+10°C, где Тα - температура альфа-перехода пластического материала.
Например, чтобы снизить как пластическую деформацию в зоне отбортовки, так и упругое восстановление после отбортовки, упомянутая температура отбортовки может составлять от Tsup=Тα+Δsup (верхний предел) до Tint=Тα-Δinf (нижний предел), где Δsup составляет от 0 до 20°C, a Δinf - от 0 до 40°C. Например, температура отбортовки может составлять от Тα - 40°C до Тα, или от Тα - 40°C до Тα + 10°C, или от Тα - 20°C до Тα.
Как сказано выше, упомянутый пластический материал, применяемый для формования изделия, может содержать полукристаллический пластический материал, в частности один из следующих материалов или смесь материалов, содержащую, по меньшей мере, один или несколько следующих материалов: полиэтилен, полипропилен, полиэтилентерефталат.
После этапа формования и перед этапом отбортовки могут предусмотреть этап контролируемого охлаждения, по меньшей мере, отбортовываемой части формованного изделия. Этап охлаждения может включать этап направления потока охлаждающей текучей среды (например, воздуха) к охлаждаемой части формованного изделия. Охлаждающая текучая среда может иметь температуру, которую предварительно устанавливают и регулируют при помощи средств теплового кондиционирования (известного типа), которые оснащают управляющим устройством, получающим требуемое значение температуры охлаждающей текучей среды и/или охлаждаемого изделия.
Например, во время вышеупомянутого охлаждения могут предусмотреть перемещение формованного изделия вдоль заранее установленной линии охлаждения, расположенной между зоной формования и зоной отбортовки. Эта линия охлаждения, например, может содержать транспортный канал (закрытый или, по меньшей мере, частично открытый) и/или вращающийся тоннель, и/или охлаждающий бункер и/или конвейерную ленту или любую другую систему охлаждения, в частности, подходящую для непрерывной или прерывистой работы с рядом или значительным числом изделий.
Вдоль упомянутой линии могут предусмотреть измерительные средства для измерения температуры изделий (в частности участка, предназначенного для отбортовки) и/или температуры участка линии, сконфигурированные для генерирования сигнала, принимаемого от устройства управления, которое, например, может управлять средствами охлаждения, расположенными вдоль линии и/или регулировать время прохождения формованного изделия вдоль линии, чтобы изменять температуру, например, посредством регулирования с обратной связью, в зависимости от требуемой температуры.
На фиг. 5 и 6 показана крышка, изготовленная из пластического материала предлагаемым способом. Крышку могут изготовить из полукристаллического пластического материала. Крышка имеет закрывающую часть 6 (верхнюю часть, причем обозначение "верхняя" относится к положению, которое принимает эта часть в обычной конфигурации закрытия, при которой она закрывает верхнее отверстие сосуда, установленного в вертикальной проекции обычным образом, стоймя), имеющую по существу плоскую или дискообразную форму. Закрывающая часть 6 может иметь по существу кольцеобразную форму.
Кроме того, крышка имеет нижнюю или трубчатую часть 7, которая выходит из периферического конца верхней части 6. Внутри (как в данном случае) нижняя часть 7 может иметь резьбу для соединения с соответствующей резьбой, имеющейся на горловине сосуда. Могут предусмотреть другие типы крышек, оснащенных (известной) системой соединения с сосудом, отличающейся от резьбового соединения. С тем концом нижней части 7, который противоположен закрывающей части 6, соединена кольцеобразная лента 8, защищающая от вскрытия тары, предназначенная для отделения от нижней части 7 при первоначальном вскрытии сосуда, чтобы ясно индицировать, что первое открывание произошло. Кольцеобразная лента 8, защищающая от вскрытия тары, соединена с нижней частью 7 через кольцевой участок облегченного отрыва. Участок облегченного отрыва могут получить после формования, удалив материал при помощи режущего инструмента известного типа. В крышке участок отрыва, который индицируется пунктирной линией 9, получают посредством резания.
Кольцеобразная предохранительная лента 8, защищающая от вскрытия тары, имеет кольцеобразную закраину 10, отбортованную вовнутрь и вверх (относительно рабочей конфигурации крышки, соединенной с горловиной стоящего сосуда). Кольцеобразная закраина 10 предназначена при первом открывании сосуда для прилегания в осевом направлении к стыкуемому элементу (например, буртику), вступающему радиально из горловины сосуда для ограничения или предотвращения осевого перемещения предохранительной ленты вместе с остальной частью крышки, когда последнюю поднимают, чтобы открыть сосуд.
В частном случае кольцеобразная закраина 10 образована корпусом, расположенным вдоль окружности вокруг края предохранительной ленты 8. Эта кольцеобразная закраина 10 имеет ряд радиальных выступов или гофрированных элементов. В частном случае кольцеобразная закраина 10 содержит несколько треугольных элементов, соединенных последовательно друг за другом вдоль соответствующей стороны. Эта отбортованная кольцеобразная закраина 10 может иметь верхнюю кромку, обращенную вверх (относительно рабочей конфигурации крышки, закрывающей верхнюю горловину стоящего сосуда), то есть она обращена к верхней закрывающей части 6 основной части крышки; эта верхняя кромка имеет волнистую или зигзагообразную форму, и в целом образующую несколько радиальных выступов, направленных вовнутрь и расположенных рядом друг с другом в направлении вдоль окружности.
В частном случае крышка имеет уплотнение 11, например, дискообразное, расположенное под верхней закрывающей частью 6 и предназначенное при применении известным образом действовать как уплотнение для текучей среды на верхнем конце горловины сосуда.
Кольцеобразную закраину 10 подвергают этапу отбортовки в рабочую конфигурацию, например, показанную на фиг. 1A-1E, после формования крышки (формование могут осуществить способом литья под давлением, формования под давлением или, применяя другие известные системы формоизменения пластических материалов в горячем состоянии).
Как сказано выше, этап отбортовки может заключаться в изменении ориентации закраины 10, управляемом механическими средствами. Обычно эту ориентацию изменяют так, что закраину 10 перемещают из конфигурации, при которой она обращена вниз (опять же относительно рабочей конфигурации крышки), то есть, обращена в противоположную от верхней закрывающей части 6 крышки сторону, в конфигурацию, при которой она обращена вверх, то есть, обращена к вышеупомянутой верхней закрывающей части 6. Этап отбортовки осуществляют, применяя кромкогибочный инструмент, по существу, известного типа, для отбортовки в рабочее положение кольцеобразной закраины предохранительной ленты формованной крышки из пластического материала. Как сказано выше, этап отбортовки осуществляют, когда температура формованного изделия, в частности температура отбортовываемой закраины, не только ниже температуры формования или температуры формованного изделия на выходе из формообразующей полости, но и, в частности, при еще более низкой температуре, то есть при температуре, которая ниже температуре альфа-перехода пластического материала, из которого изготовлена крышка.
В частности, если температура Тα материала составляет примерно 80°C, то температура отбортовки составляет примерно 40-80°C; или приблизительно 70-80°C ; если температура Тα составляет примерно 70°C, то температура отбортовки составляет примерно 40-70°C или приблизительно 60-70°C; если температура Тα составляет примерно 100°C, то температура отбортовки составляет примерно 60-100°C или приблизительно 90-100°C. На практике возможно и предпочтительно применение температурного диапазона от Tinf=Тα-30/40°C до Tsup=Тα+0/10°C.
Этап формования участка облегченного отрыва предохранительной ленты осуществляют вслед за этим, практически сразу же после (или предварительно, фактически непосредственно перед этим), так что температура, при которой осуществляют этот последующий этап, по существу является той температурой, при которой производят отбортовку, или немного ниже, или немного выше (например, выше или ниже с разницей не более 5-15°C) этой температуры. Как сказано выше, формование участка облегченного отрыва может включать удаление материала, в частности удаление при помощи режущего инструмента. Следовательно, этап резки (которая, в общем, содержит непрерывный рез или ряд резов, производимых вдоль наружной или внутренней периферической зоны крышки) предпочтительно могут осуществить при температуре, которая примерно равна температуре альфа-перехода материала крышки или ниже этой температуры.
Режущие устройства, применяемые для образования участков облегченного отрыва, известны, поэтому в особом описании они не нуждаются.
На фиг. 7-10 показан второй тип крышки. Для большей ясности элементы, аналогичные элементам, изображенным на фиг. 5 и 6, обозначены теми же номерами. Как и в предыдущем случае, эту крышку изготавливают с отбортовкой кольцеобразной закраины 10 при температуре, выбранной на основе типа материала, в частности температуры альфа-перехода материала. Этап отбортовки в этом случае также могут осуществить при температуре, примерно равной температуре альфа-перехода или примерно равной температурам, которые описаны выше. В частном случае кольцеобразная закраина 10 выполняют в виде полосы материала, которая находится по существу на постоянной высоте и имеет несколько сквозных выемок или отверстий 12, которые расположены относительно друг друга через промежуток в направлении окружности вдоль зоны отбортовки.
На фиг. 11-13 показан еще один пример крышки, имеющей кольцеобразную закраину со свойствами, которые опять же отличаются от свойств предыдущих вариантов осуществления изобретения. Элементы, аналогичные элементам, изображенным на фиг. 5-10, обозначены теми же номерами. В частности кольцеобразная закраина 10 (показанная здесь в рабочей конфигурации, то есть после отбортовки при заранее установленной температуре) выполняют в виде ряда ступеней, определенных частями закраины на разных уровнях, чередующихся друг с другом в направлении вдоль окружности. В частном случае некоторые части закраины, кроме того, содержат ряд концевых частей 13, загнутых вовнутрь для создания ряда стыкуемых элементов, которые в целом определяют стыкуемый элемент (по существу простирающийся вдоль кольца), предназначенный для прилегания в осевом направлении к буртику горловины сосуда. Каждая из этих концевых частей выходит из торцевой кромки частей закраины большей высоты. Кольцеобразный участок отделения осуществляют известным способом (например, посредством удаления материала) при заранее установленной температуре, которая ниже температуры Тα, например, сразу же после или непосредственно перед этапом отбортовки. Температуру отбортовки и удаление материала в любом случае, в том числе для этой крышки, выбирают в соответствии с вышеописанными критериями.
На фиг. 14 изображен еще один вариант осуществления крышки, которую выполняют одним из вышеописанных способов изготовления. В этом варианте осуществления изобретения закраина 10 содержит несколько частей закраины (например, прямоугольных или трапецеидальных), расположенных рядом друг с другом вдоль торцевой кромки предохранительной ленты 8. В направлении вдоль окружности между такими частями закраины имеется промежуток. Эти части закраины образуют множество (отбортованных) закраинных стыкуемых элементов, которые не зависят друг от друга. Температуру отбортовки и удаления материала выбирают так, как описано выше.
Таким образом, предусмотрено, что крышку изготавливают с отбортовкой кольцеобразной закраины 10 при температуре, выбранной на основе типа материала, в частности температуры альфа-перехода материала, причем этап формования участка облегченного отрыва (который может включать удаление материала при помощи режущего инструмента) осуществляют перед (или после) этапа отбортовки кольцеобразной закраины. Эти два этапа (удаления материала и отбортовки) могут осуществить подряд (при помощи устройств известного типа); по этой причине на практике температура, при которой осуществляют оба этапа, ниже или почти такая же, как температура альфа-перехода материала, и выше температуры окружающей среды.
Кроме того, этап отбортовки в крышке могут не проводить, а осуществить только этап образования участка облегченного отрыва (который, как сказано выше, может включать удаление материала при помощи режущего инструмента). Этот этап осуществляют при температуре, выбранной так, как описано выше, то есть на основе типа материала и в частности температуры альфа-перехода материала; по этой причине практически температура, при которой осуществляют данный этап, может быть примерно равна или ниже температуры альфа-перехода материала.
На фиг. 15 показана крышка, изготовленная из пластического материала и имеющая ленту 8, защищающую от вскрытия тары, отделяемая во время первого открытия сосуда; в данном случае участок облегченного отрыва получили, выполнив этап удаления материала, в частности посредством резки, произведенной при температуре, выбранной, как описано выше. В частном случае противоположный элемент 14, известным образом взаимодействующий с соответствующими дополнительными средствами на горловине сосуда, в отличие от предыдущих вариантов осуществления изобретения, не имеет частей закраины, отбортовываемых после извлечения из формообразующей полости.
В крышке, изображенной на фиг. 16 и 17, закраину 10 отбортовали одновременно, или непосредственно перед, или непосредственно после образования посредством резания участка облегченного отрыва. В этом случае, данный участок отрыва выполнен в виде непрерывной линии реза заглубленной в материал нижней части крышки, и не до конца заглубленной в несколько выступов 15 (направленных вовнутрь крышки), которые расположены под углом друг к другу, и между которыми имеются промежутки, чтобы образовать участки соединения (перемычки, предназначенные для разрушения) между лентой 8, защищающей от вскрытия тары, и остальной частью крышки.
На фиг. 18 показана непрерывная линия реза, которая образует участок облегченного отрыва 9, имеющий ряд радиальных выступов 15 (обращенных вовнутрь крышки), расположенных в направлении вдоль окружности через промежуток относительно друг друга; их толщина затронута резом не полностью.
На фиг. 19A и 19B показан первый вариант осуществления конфигурации установки для реализации способа изготовления формованных изделий, в которых производят отбортовку и удаление материала; цифрами обозначены: 101 - охладитель, 102 и 103 - два подающих устройства для подачи обрабатываемого пластического материала в текучей твердой форме, 104 - смеситель материала, 105 - аппарат для формования под давлением, в частности крышек, 106 - система оптического контроля формованных крышек, 107 - теплообменник, 108 - охлаждающее устройство для охлаждения формованных крышек, 109 - элеватор (например, ковшовый) для крышек, 110 - устройство для ориентации крышек, 111 - конвейер для подачи крышек (например, пневматический), 112 - режущее и кромкогибочное устройство (для образования участка облегченного отрыва и отбортовки кромки ленты, для крышек, защищающей от вскрытия тары), 113 - еще одна система оптического контроля крышек, 114 - устройство для установки крышек в упаковочные сосуды. Следует заметить, что в изображенной на фиг. 15 установке охлаждение крышек перед зоной отбортовки и резки осуществляют при помощи специальных исполнительных механизмов, сконфигурированных так, чтобы крышки при поступлении в зону формования и резки имели заранее установленную температуру, которая примерно равна или ниже температуры перехода Тα. Режущее и кромкогибочное устройство 112 известного типа выполнено в виде двух непрерывно работающих каруселей с вертикальной осью вращения, каждая из которых имеет несколько идентично работающих устройств, функционирующих циклически, выполняя рабочий цикл при каждом обороте карусели. Обе карусели этого устройства являются частью рабочего тракта, вдоль которого непрерывно движется ряд заготовок, расположенных друг за другом в одну линию.
На фиг. 20A и 20B показан второй вариант осуществления конфигурации установки для реализации способа изготовления формованных изделий; цифрами обозначены: 201 - охладитель, 202 и 203 - два подающих устройства для подачи обрабатываемого пластического материала в текучей твердой форме, 204 - смеситель материала, 205 - аппарат для формования под давлением, в частности крышек, 206 - система оптического контроля формованных крышек, 207 - конвейер для подачи крышек (например, пневматический), 208 - режущее и кромкогибочное устройство (для образования участка облегченного отрыва и отбортовки кромки ленты крышек, защищающей от вскрытия тары), 209 - еще одна система оптического контроля крышек, 210 - устройство для установки крышек в упаковочные сосуды. Следует заметить, что в изображенной на фиг. 16 установке охлаждение крышек перед зоной отбортовки и резки осуществляют посредством соответствующей регулировки времени, в течение которого крышки остаются между зоной формования и зоной отбортовки и резки, так что температура отбортовки и резки представляет собой требуемую температуру, то есть она примерно равна или ниже температуры перехода Тα. Крышки могут охладить, регулируя температуру воздуха (или другой транспортирующей среды), используемой для перемещения крышек (при помощи пневматического конвейера известного типа). Если подачу крышек осуществляют другим способом (например, при помощи конвейерной ленты), то температуру могут регулировать, применяя воздух или другую текучую среду, поданную в транспортные каналы.
Режущее и кромкогибочное устройство 208 представляет собой устройство того типа, который описан выше. Режущие и кромкогибочные устройства, пригодные для образования участка облегченного отрыва, включают все известные устройства, применяемые для этой цели, например, устройства, раскрытые в публикациях EP 0619168. WO 99/17911, WO 00/44538 и WO 2004/004993, которые следует считать включенными в данную заявку путем ссылки.
На фиг. 21 схематично показана компоновка кромкогибочного устройства непрерывного действия, пригодного для отбортовки различными вышеописанными способами закраины ленты, для крышек, защищающей от вскрытия тары. На фиг. 21 показана линия (с непрерывным продвижением в обозначенном стрелками направлении) крышек 16, которая выполнена в виде входного устройства, вводящего крышки одну за другой во вращающуюся карусель 17 с вертикальной осью, которая имеет ряд кромкогибочных инструментов (на чертеже не показаны), которые работают непрерывно (известным образом) вдоль круговой линии крышек, так что с каждой крышкой сопряжен, по меньшей мере, один кромкогибочный инструмент, и выходного устройства, извлекающего крышки после отбортовки и направляющего их одну за другой в следующие рабочие зоны. На фиг. 22 схематично показана компоновка режущего устройства, пригодного для образования различными вышеописанными способами участка облегченного отрыва ленты, для крышек, защищающей от вскрытия тары. Это режущее устройство (известного типа) выполняют в виде входного канала для непрерывного продвижения одной за другой крышек 16, карусель 18 режущего устройства, которая снимает крышки одну за другой и перемещает их к режущему инструменту 19 (в данном случае расположенному внутри круговой траектории крышек 16) передвигая их таким образом, что (известным образом) делает возможным образование участка облегченного отрыва.
На фиг. 23 в разрезе показана деталь режущего устройства (известного типа), выполненное в виде карусели 20 для перемещения крышек, которая направляет крышки 16 к режущему инструменту 21 (в частном случае работающему вне круговой траектории крышек). Показанное здесь режущее устройство, в частности, сконфигурировано для образования непрерывного реза вдоль всей периферии (вращающейся вокруг своей оси) крышки, в частности оно подходит для крышек с выступами, заранее подготовленными вдоль участка отделения, например, с выступами 15, изображенными на фиг. 16 и 18. Устройство и принцип действия режущего устройства, изображенного на фиг. 23, по существу известны.
Реферат
Изобретение относится к способу изготовления изделий из пластических материалов. В частности, этот способ относится к изготовлению крышек сосудов с защищающей от вскрытия тары лентой, имеющей отбортованную вовнутрь закраину, при этом закраина, в частности, сконфигурирована с получением стыкуемого элемента, взаимодействующего с горловиной сосуда таким образом, чтобы при первом открытии сосуда отсоединить ленту, защищающую от вскрытия тары. Способ изготовления изделий из пластического материала содержит следующие этапы: формование изделия, изготовленного из пластического материала, причем указанное формованное изделие имеет, по меньшей мере, нижнюю часть; формирование на указанной нижней части участка облегченного отрыва, отделяющего краевую часть от остальной нижней части, причем указанный этап формирования содержит этап удаления материала; причем указанный этап удаления материала осуществляют в отношении пластического материала указанной нижней части при температуре удаления, которая выше температуры окружающей среды, но ниже верхнего предельного значения Tsup=Тα+10°C, где Тα - температура промежуточного альфа-перехода указанного пластического материала. Изобретение обеспечивает способ изготовления изделий из пластического материала с отбортовываемой после формовки деталью, облегчающий получение точной и надежной требуемой конфигурации этой отбортованной детали. 11 з.п. ф-лы, 23 ил.
Комментарии