Пластиковое контейнерное изделие - RU2751496C2
Код документа: RU2751496C2
Чертежи


Описание
Область техники, к которой относится изобретение
Изобретение относится к пластиковому контейнерному изделию, изготовленному, в частности, способом выдувания, розлива и герметизации, содержащему корпус контейнера с его содержимым и примыкающую к нему головную часть, которая ограничивает область отбора, закрытую головной мембраной, содержащей соединительный шов, который проходит через растянутую поверхность головной мембраны и отделяет друг от друга проницаемые участки, предназначенные для отбора содержимого из контейнерного изделия и расположенные на свободной передней стороне головной мембраны.
Уровень техники
Пластиковые контейнеры, которые изготавливаются способом выдувания, розлива и герметизации (способ BFS, от нем. Blasform-,

При применении таких контейнеров - как и других контейнерных изделий, предназначенных для медицинских целей, например, флаконов для инъекций, карпул или пластиковых контейнеров для инъекций (DIN EN ISO 15747:2012-07) - например, при прокалывании инъекционными канюлями или прокалывающими инструментами, частицы полимера или эластомера могут вырезаться из герметизирующего материала. Эти свободные частицы могут оставаться в канюле инъекционного шприца или непосредственно в контейнере. Это может приводить, в частности, к засорению канюли, что делает невозможным процесс забора и/или инъекции, при этом частицы могут также попадать в содержимое контейнера.
С учетом этой проблемы при применении флаконов для инъекций с эластомерным уплотнением в EN ISO 88715:2014, а также в Фармакопее США, глава 381, уже установлены предельные значения. Для решения этой проблемы, называемой на профессиональном языке также фрагментацией, Marinacci и др. в уровне техники (US 5 868 721) предложены специальные геометрии игл, что, однако, делает необходимым применение трудоемких в изготовлении и дорогостоящих специальных канюлей.
Из патентного документа WO 81/02286 известен пластиковый контейнер, предпочтительно содержащий в определенной боковой плечевой области контейнера тонкостенные места для прокалывания канюлей. При этом достаточное утонение обеспечивается только при помощи очень сложной инструментальной техники, принимая во внимание суженные области, которые очень сильно затрудняют простую очистку. Кроме того, полное опорожнение такого контейнера через эти тонкостенные места является невозможным, поскольку они находятся не в самой высокой и не в самой низкой части контейнера.
Из патентного документа US 4 574 965 (Meierhoefer) известно отличное от этого контейнерное изделие, изготавливаемое способом выдувания, розлива и герметизации, со специально разработанной двухкупольной геометрией без утонения для головной части контейнера, которая обеспечивает надежное уплотнение при прокалывании канюлей для отбора содержимого из контейнера и предотвращает образование частиц. При этом малая толщина стенки в области прокалывания не требуется. Предлагаемая двухкупольная геометрия позволяет получать только одно место прокалывания и очень сильно отличается от геометрии головной части, рекомендуемой DIN EN ISO 15759:2006-05 для контейнерных изделий, изготавливаемых способом выдувания, розлива и герметизации, а также делает необходимым применение специальных систем колпаков, которые не соответствуют рекомендуемому стандарту ISO 15759:2006-05, что, в свою очередь, требует высоких затрат и может негативно влиять на надежность функционирования всей контейнерной системы.
Кроме того, как показано в патентном документе US 4 574 965 (рис. 1 и 3), а также в патентном документе CN 85103261 А (рис. 1, 2 и 3), имеет место неудачное расположение линии разъема формы в головной части (рис. 1 и 3: шов 18), в результате чего место прокалывания находится очень близко к краю головки контейнера и создает большую опасность того, что уже при небольшом отклонении угла наклона канюли при прокалывании будет невольно проколота горловина контейнера. Другим недостатком является низкая жесткость центральной части головки контейнера, как указано в DE 10 2013 012809. В этой работе для повышения жесткости головной части предлагаются различные многочисленные куполообразные формы головки с несколькими передними поверхностями, которые также требуют детально адаптированных конструкций колпаков и значительно уменьшают область прокалывания по сравнению с головной поверхностью согласно DIN EN ISO 15759:2006-05. При этом также уменьшается возможное расстояние между двумя местами прокалывания, что может приводить к недостаткам применения, например, при проведении инфузии, когда установленный инфузионный аппарат (EN ISO 8536-4:201 3) с подходящей разгружающейся капельной камерой блокирует место прокалывания для канюли, при помощи которой во время инфузии необходимо дополнительно вводить другой медикамент.
В патентном документе ЕР 0621027 А1 (Weiler) на фиг. 4 показан контейнер с линией разъема (42; "разделительная линия"; столбец 8, строка 26 и далее), которая на виде спереди проходит прямолинейно по корпусу контейнера. Такая линия разъема обычно получается в случае применения форм для выдувания, состоящих из двух частей. Линия разъема образуется в результате разделения формовочного инструмента, содержащего две части. Соответствующий сварной или соединительный шов в головной части имеет минимальную длину и проходит прямолинейно вдоль линии разъема. Как и в данном примере, в общем случае - не только для контейнеров, полученных выдуванием в форму, сварные швы должны быть, по возможности, короткими, чтобы минимизировать опасность возникновения слабых мест, дефектных участков или даже разгерметизации, что в случае контейнеров, заполненных стерильным продуктом для медицинских целей, может иметь очень тяжелые последствия для здоровья пациентов.
В частности, сварные швы в контейнерах с многослойной структурой стенки, описанной, например, в патентном документе ЕР 1616549 В1 и патентном документе DE 10347908 А1, являются легко повреждаемыми и склонными к разгерметизации.
Патентный документ DE 10 2013 012 809 А1 относится к контейнерному изделию, в котором вместо одной равномерной головной мембраны, которая единым изгибом закрывает переднюю сторону головной части корпуса контейнера, предусмотрены различные головные поверхности, которые образуют разные изогнутые участки на торце головной части, что приводит к повышенному сопротивлению изгибу общей возможной площади отбора головной мембраны и обеспечивает возможность более легкого прокалывания, прорезания или проникновения. При этом минимизируется смещение головной мембраны в процессе отбора и опасность ухудшения герметичности, и в то же время обеспечивается возможность надежного применения менее острых прокалывающих шипов, резцов или более толстых канюлей.
Раскрытие сущности изобретения
Исходя из описанного уровня техники, задачей настоящего изобретения является создание контейнерного изделия, улучшенного по сравнению с известными решениями, в особенности, в части удобства обращения и способа отбора содержимого контейнера.
Эта задача решена при помощи контейнерного изделия с признаками, указанными в пункте 1 формулы изобретения во всей его полноте.
Благодаря тому, что согласно отличительной части пункта 1 формулы изобретения, соединительный шов, расположенный на свободной передней стороне головной мембраны, имеет конфигурацию, по меньшей мере частично отклоняющуюся от мнимой прямолинейной конфигурации в пределах ее поверхности и имеющую большую длину, чем прямолинейная конфигурация, а также по меньшей мере частично охватывает проницаемые участки, можно получать весьма тонкостенные проницаемые участки, которые до такой степени укрепляются удлиненным соединительным или герметизирующим швом на поверхности головной мембраны, что при отборе или добавлении содержимого контейнера на соответствующем проницаемом участке исключается непреднамеренное продавливание всей головной мембраны, приводящее к ухудшению процесса отбора, в особенности, в части стерильности. Поскольку при этом также исключаются ошибки в работе, в целом повышается удобство пользования пластиковым контейнерным изделием для медицинского персонала и, кроме того, во всех случаях обеспечивается надежность процессов добавления и/или отбора содержимого контейнера. Таким образом, функции опоры и придания жесткости, выполняемые соединительным швом согласно изобретению для процессов добавления или отбора, обеспечиваются тем, что он, отклоняясь от прямолинейной конфигурации, по меньшей мере частично охватывает проницаемые участки и усиливает их жесткость по краям. Благодаря такому опорному и укрепляющему соединительному шву головной части, можно уменьшить толщину стенки проницаемых участков на свободной передней стороне головной мембраны относительно остальных частей стенки головной мембраны, что дополнительно способствует облегчению выполнения указанных процессов добавления и/или отбора.
Для среднего специалиста может оказаться поразительным тот факт, что для соединительного шва, имеющего значительно большую длину, чем в случае его прямолинейной конфигурации, при изготовлении контейнерных изделий известным способом выдувания, розлива и герметизации (BFS) в условиях стандартного производственного процесса можно без каких-либо затруднений получать тонкие места в качестве проницаемых участков от 0,10 мм до 0,25 мм, без возникновения неплотностей на соединительном шве, который на профессиональном языке называется также герметизирующим или сварным швом головки, и без образования трещин в тонких местах под действием внутреннего давления в области температур, превышающей 110°С, т.е. в той области температур, которые имеют место, например, при стерилизации заполненных контейнерных изделий в рамках необходимых автоклавных процессов. При этом, по-видимому, с одной стороны, вследствие противоположно направленного срезающего движения еще горячих полимеров на третьей операции изготовления способом BFS, т.е. при герметизации головной части контейнера, возникает благоприятная ориентация полимерных цепей и/или полезное напряженное состояние в системе головной мембраны/соединительного шва/проницаемых участков. С другой стороны, как указано выше, особое значение имеет также опорное действие соединительного шва, проходящего вблизи тонких участков прокалывания.
В особенно предпочтительном варианте осуществления контейнерного изделия согласно изобретению соединительный шов, который представляет собой герметизирующий или сварной шов и получается при формовании головной части в рамках способа выдувания, розлива и герметизации (BFS), проходит на противоположных сторонах головной части вдоль нее и переходит в линию разъема формы, образующейся при ее изготовлении способом BFS с использованием многоэлементных формовочных инструментов. При получении такого герметизирующего шва в головной части указанным способом в головной мембране образуются соответствующие проницаемые участки, имеющие уменьшенную толщину относительно средней толщины стенки головной мембраны. При этом герметизирующий или сварной шов герметично проходит через всю головную мембрану.
Кроме того, оказалось особенно предпочтительным, чтобы конфигурация шва на головной мембране переходила в двух противоположно расположенных точках в соответствующие линии разъема/конфигурацию шва на остальной головной части, образующие между собой мнимую соединительную прямую, на которой (и/или на расстоянии от которой) расположены центры проницаемых участков головной мембраны, а также, чтобы в одном варианте осуществления мнимая прямая в виде касательной ограничивала по меньшей мере один проницаемый участок, или чтобы этот участок находился на заданном расстоянии от указанной мнимой прямой. Таким образом, можно обеспечить надежность эксплуатации для множества вариантов применения, расположив проницаемые участки с опорой на головной мембране контейнерного изделия.
В этой связи оказалось также особенно предпочтительным, чтобы соединительный шов на головной мембране имел конфигурацию синусоидальной волны или сходную с ней, при этом, чтобы впадина и/или гребень волны охватывали проницаемый участок головной мембраны и, таким образом, по меньшей мере частично образовывал опору.
В другом, особенно предпочтительном варианте осуществления контейнерного изделия согласно изобретению предусмотрено, чтобы корпус контейнера был предпочтительно прочно соединен посредством его головной части и/или борта, расположенного между головной частью и корпусом контейнера, с колпаком, который содержит снаружи освобождаемые или свободные прокалываемые участки, которые совпадают с проницаемыми участками головной мембраны. Поскольку указанные проницаемые участки могут быть расположены со смещением от центра головной мембраны, а колпак с его участками для прокалывания должен перекрывать проницаемые участки для обеспечения процесса отбора, согласно изобретению допускается и предпочтительно предусмотрена возможность установки колпака на контейнере повернутым на соответствующий задаваемый угол смещения.
Другие предпочтительные варианты осуществления контейнерного изделия согласно изобретению являются предметом других зависимых пунктов формулы изобретения.
В целом, благодаря решению согласно изобретению, обеспечено контейнерное изделие, - которое может быть изготовлено способом выдувания, розлива и герметизации с низким риском утечки, с высокой надежностью и воспроизводимостью,
- геометрия головки которого, по существу, соответствует требованиям DIN ISO 15759: 2006-05,
- которое предпочтительно содержит два расположенных отдельно друг от друга равноценных проницаемых участка с контролируемой малой толщиной стенки, при прокалывании которых стандартной канюлей (DIN EN ISO 7864), также и без колпака, если и образуются частицы, то в очень малом количестве,
- которое обеспечивает необходимость малого усилия при прокалывании прокалывающим инструментом инфузионного устройства согласно EN ISO 8536-4:2013, и
- которое позволяет устанавливать колпаки с двумя участками прокалывания на корпус контейнера даже в наклонных положениях.
Краткое описание чертежей
Далее решение согласно изобретению разъяснено более подробно при помощи описания различных вариантов осуществления контейнерного изделия со ссылками на прилагаемые чертежи, на которых схематически и без учета масштаба показаны:
фиг. 1 - вид в аксонометрии, уменьшенный относительно практически реализованного варианта осуществления, пластикового контейнерного изделия в виде контейнера для инфузии с головной частью, соответствующей уровню техники согласно DIN ISO 15759;
фиг. 2 - увеличенное изображение головной части контейнерного изделия с фиг. 1;
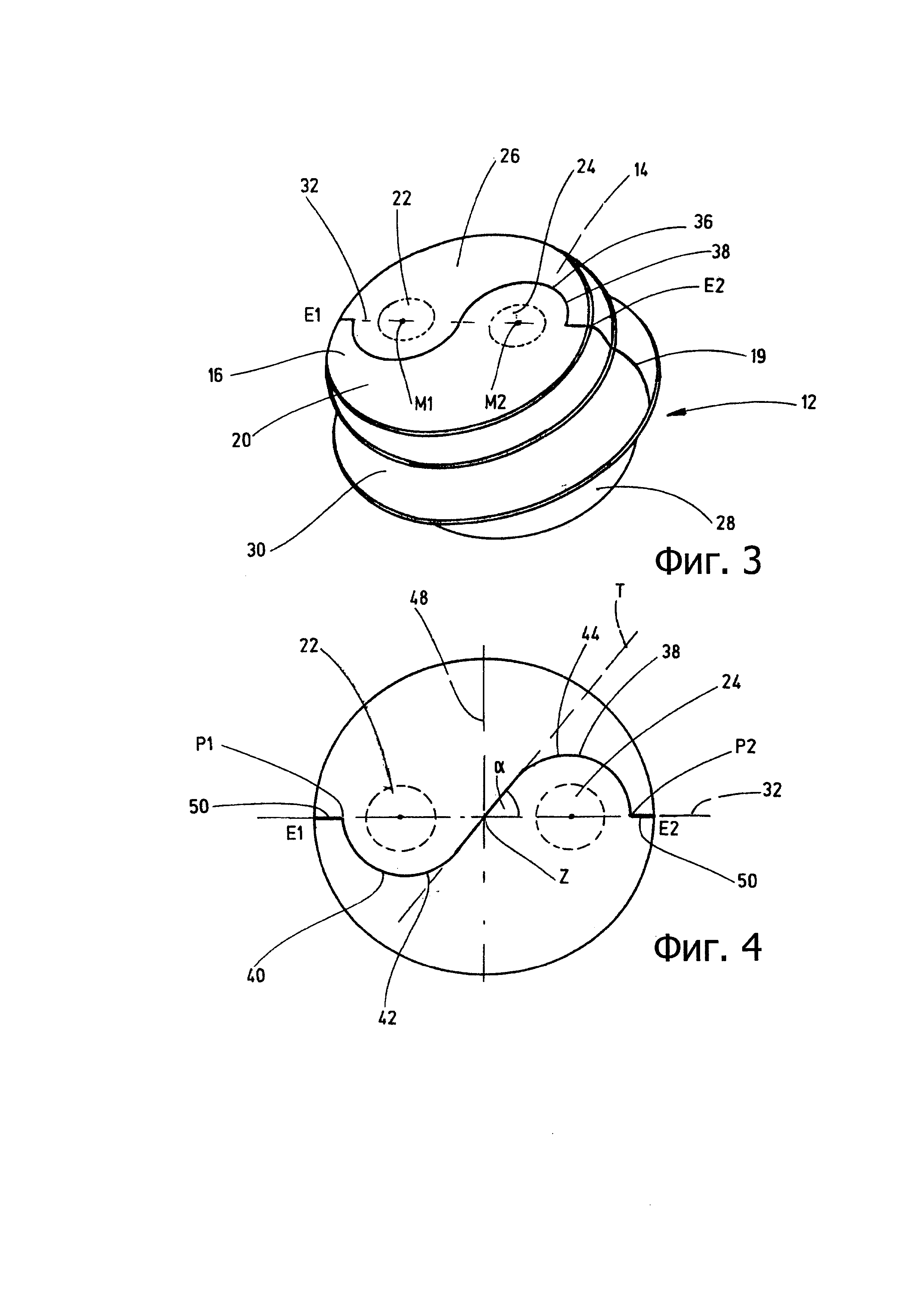
фиг. 3 - соответствующее фиг. 2 изображение измененной головной части для контейнерного изделия согласно изобретению;
фиг. 4 - вид сверху на переднюю сторону головной мембраны, установленной на головную часть с фиг. 3;
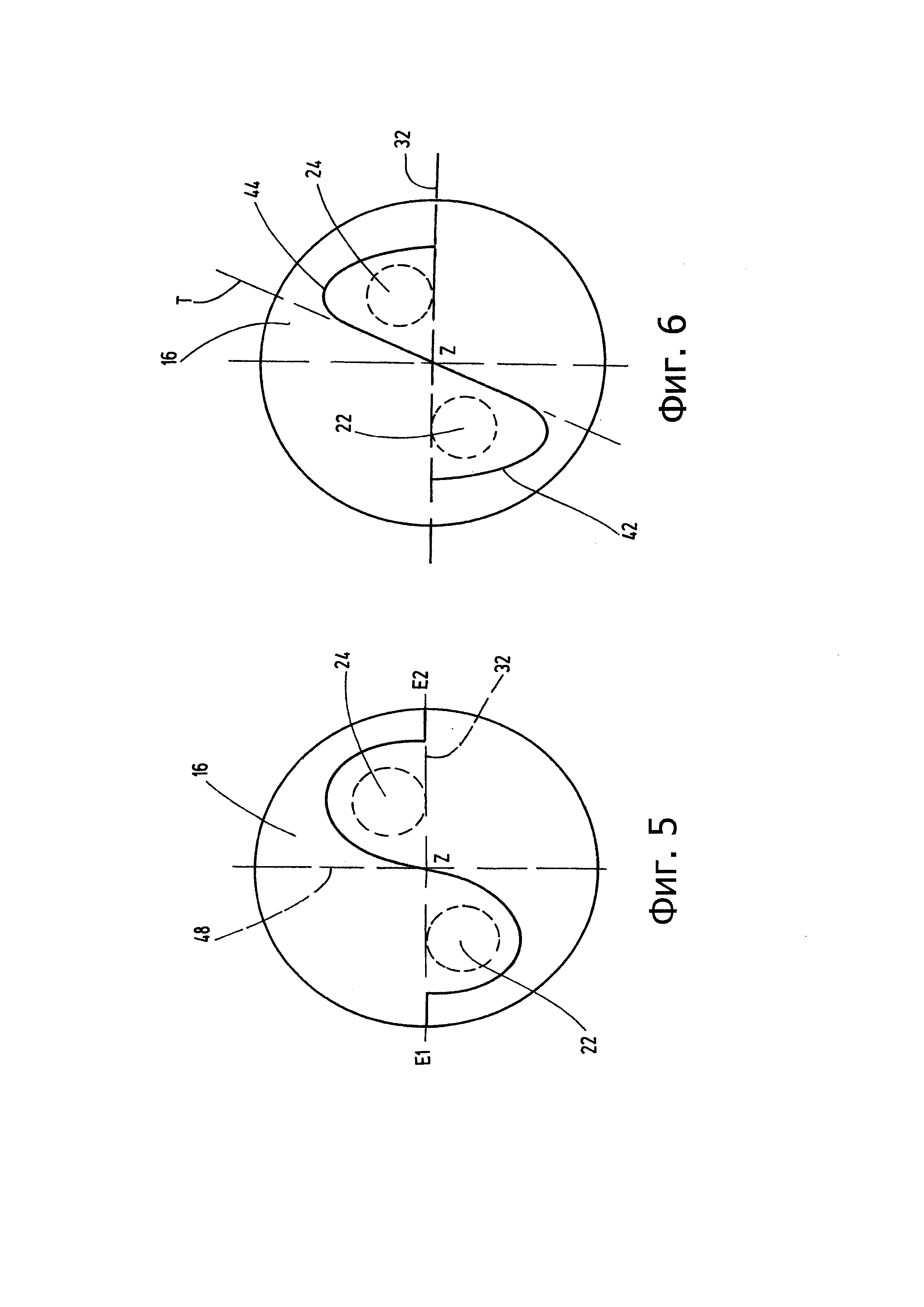
фиг. 5-8 - соответствующее фиг. 4 изображение головной мембраны, но с другими конфигурациями соединительного шва и другим расположением проницаемых участков;
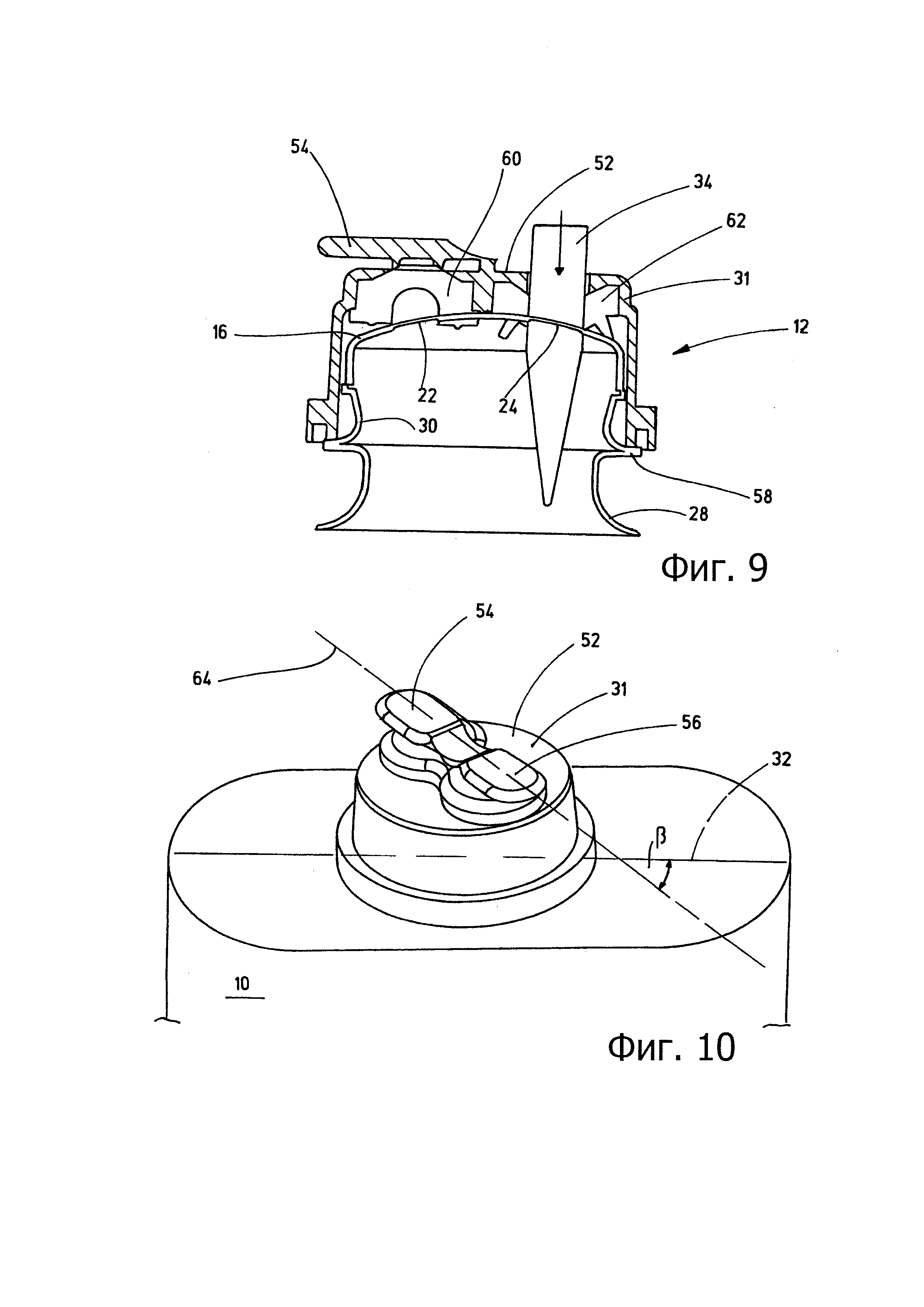
фиг. 9 - вид в разрезе головной части другого варианта осуществления контейнерного изделия согласно изобретению с возможным исполнением головной мембраны по одной из фиг. 3-8 с установленным колпаком, при этом показан момент прокола прокалывающим инструментом для осуществления процесса отбора содержимого контейнера; и
фиг. 10 - вид в аксонометрии колпака с фиг. 9 с закрытыми снаружи участками прокалывания, при этом весь колпак расположен под углом к продольной оси контейнерного изделия, показанного лишь частично.
Осуществление изобретения
На фиг. 1 показано пластиковое контейнерное изделие, соответствующее уровню техники (DE 10 2013 012 809 А1), изготовленное, так называемым способом выдувания, розлива и герметизации (BFS), содержащее обычно корпус 10 контейнера с его содержимым (не показано) и примыкающую к нему головную часть 12, которая ограничивает область 14 отбора, герметизированную головной мембраной 16, которая содержит соединительный шов 18, проходящий через растянутую поверхность 20 головной мембраны и, как показано более крупно на фиг. 2, отделяет друг от друга два проницаемых участка 22, 24, расположенных на свободной передней стороне 26 головной мембраны 16, предназначенных для отбора содержимого контейнера и в идеальном случае имеющих форму круга с центрами М1, М2. Кроме того, элементами головной части 12 являются горловина 28 и борт 30.
Контейнерное изделие, показанное на фиг. 1 представляет собой цельный инфузионный флакон, изготовленный способом BFS из пластика, в частности, из полиолефинового материала. Головная часть 12 в показанном примере, соответствующая уровню техники согласно DIN ISO 15759:2006-05, может быть соединена с колпаком 31 согласно ISO 15759-BFS-A или ISO 15759-BFS-B при помощи сварки или заформовывания по борту 30, как это показано например, на фиг. 9 и 10. На свободной передней поверхности головной части 12 для осуществления процессов отбора или добавления предусмотрена проходящая по всей поверхности головная мембрана 16, которая имеет равномерный выпуклый изгиб, и которая может прокалываться, например, канюлей (DIN EN ISO 7864) или прокалывающим инструментом 34 (EN ISO 8536), как показано, в частности, на фиг. 9, в направлении, указанном стрелкой. На виде сверху передней стороны 26 головной мембраны 16 выступающий вперед дугообразный соединительный шов 18 имеет мнимую прямолинейную конфигурацию 32, которая показана на фиг. 2 штриховой линией. Эта мнимая прямолинейная конфигурация 32 представляет собой кратчайшее расстояние между двумя точками Е1 и Е2, в которых известный соединительный шов 18 без разрыва переходит в примыкающую линию 19 разъема формы в головной части 12. Таким образом, дугообразный и жилоподобный соединительный шов 18, проходящий между точечными участками Е1 и Е2, следует за выпуклостью головной мембраны 16 и предпочтительно образует своего рода ребро жесткости в виде заданного выступа над свободной передней стороной 26 головной мембраны 16. Далее линии 19 разъема формы переходят в линию 21 разъема формы корпуса 10 контейнера, который при изготовлении способом BFS обычно формуется при помощи формовочного инструмента, состоящего из двух частей.
На фиг. 2 можно видеть, что с обеих сторон от выпуклого соединительного шва 18 находятся два расположенных напротив друг друга проницаемых участка 22, 24, которые для упрощения изображения показаны в виде замкнутых кругов с центрами М1 и М2. Однако такие участки 22, 24 по конструктивным соображениям могут иметь и другую геометрию контура, например, эллиптическую, серповидную или т.п.Эти проницаемые или прокалываемые участки 22, 24, как наглядно показано на фиг. 9, имеют уменьшенную толщину стенок по сравнению с толщиной стенки остальной части головной мембраны 16. Уменьшенная толщина стенок проницаемых участков 22, 24, которые, как указано выше, в действительности могут иметь форму, отличную от формы круга, получается в результате процессов растекания материала при изготовлении способом BFS, однако она может быть также целенаправленно получена в головной мембране 16 путем соответствующего формообразования с применением необходимого инструмента. Для полноты информации следует упомянуть, что согласно ISO 15759 диаметр головной мембраны 16 обычно может составлять 30 мм.
Соединительный шов 18, который называется также герметизирующим швом головки, проходит от точки Е1 головной части 12 к противоположной точке Е2 той же головной части и в качестве усилительного элемента, представляющего собой выступающее ребро, по меньшей мере частично обеспечивает опору, препятствующую непреднамеренному продавливанию всей головной мембраны 16 под действием заборного устройства, в частности, канюли или прокалывающего инструмента 34, для последующего процесса отбора или добавления содержимого контейнера. Без такого усилительного элемента в виде ребра при вставлении прокалывающего инструмента 34 согласно фиг. 9, по существу, невозможно было бы осуществить процесс прокалывания головной мембраны 16. Ее тонкостенный участок скорее изогнулся бы внутрь, что препятствовало бы эффективному прокалыванию или проникновению. Если же, как кажется очевидным, выполнить всю головную мембрану 16 с соответствующей большой толщиной стенки, то, хотя головная мембрана 16 и будет образовывать опору даже без выпуклого усиливающего соединительного шва 18, однако, в этом случае для прокалывания прокалывающим инструментом 34 потребуется применение большего усилия, и, в частности, возникнет вышеуказанная фрагментация, при которой свободные частицы пластика из утолщенных стенок попадут в заборный канал (не показан) прокалывающего инструмента 34, чего следует избегать в любом случае.
Шов 18 в виде усилительного ребра согласно уровню техники, показанный на фиг. 1 и 2, способствует устранению этой проблемы, однако, на практике оказалось, что это известное решение для обеспечения надежного и беспрепятственного процесса отбора из контейнера, в частности, из контейнера для инфузии, имеет недостатки, которые могут быть устранены при помощи решения согласно настоящему изобретению в соответствии с фиг. 3 и далее. Для полноты информации здесь следует упомянуть, что перед процессом отбора содержимого контейнера с помощью прокалывающего инструмента может быть предусмотрен процесс добавления по меньшей мере одного средства, например, в виде медикаментозной добавки в уже готовый контейнер, заполненной жидкостью, например, раствором для инфузии. При этом прокалывающий инструмент 34, схематически показанный на фиг. 9, может представлять собой обычную иглу для инъекций соответствующего шприца.
В решении согласно изобретению, показанном на фиг. 3 и 4, соединительный шов 38 согласно изобретению имеет на свободной передней стороне 26 головной мембраны 16 конфигурацию 36, отклоняющуюся от мнимой прямолинейной конфигурации 32 шва, который проходит в виде плоскости в пределах поверхности 20 выпуклой головной мембраны 16, имеет большую длину, чем прямолинейная конфигурация 32, по меньшей мере частично охватывая при этом проницаемые участки 22, 24. Непрямолинейная конфигурация 36 соединительного шва 38 указывает медицинскому персоналу позицию или положение соответствующего проницаемого участка 22, 24 на головной мембране 16, поскольку соединительный шов 38 охватывает примерно половину каждого из проницаемых участков 22, 24.
Кроме того, как следует из фиг. 3 и 4, соединительный шов 38, проходящий в пределах поверхности 20 головной мембраны 16, имеет меняющуюся, предпочтительно криволинейную конфигурацию, образующую синусоидальную волну 40, впадина 42 и соответствующий гребень 44 которой охватывают проницаемый участок 22 или 24 головной мембраны 16 и при этом огибают по меньшей мере его половину. Конфигурация 36 шва на головной мембране 16 в этом случае также переходит к двум противоположно расположенным точкам Е1, Е2 в головной части 12, при этом между обеими указанными точками Е1 и Е2 проходит мнимая соединительная прямая 32, которая соответствует мнимой прямолинейной конфигурации 32 шва на фиг. 2. На этой мнимой соединительной прямой 32 расположены центры М1, М2 проницаемых участков 22, 24 головной мембраны 16.
Головная мембрана 16 имеет круговой наружный контур, при этом указанная мнимая соединительная прямая 32 вместе с другой мнимой соединительной прямой 48, которая расположена перпендикулярно прямой 32, определяет мнимый центр Z, через который, как показано на фиг. 4, проходит волна 40 соединительного шва 38 согласно изобретению в месте перехода от впадины 42 к гребню 44.
Если через центр Z провести касательную к впадине 42 и гребню 44 волны, как показано на фиг. 4, то эта касательная Т образует угол а с мнимой соединительной прямой 32, равный примерно 50°. Другие значения угла а в пределах примерно от 40° (фиг. 8) до 75° (фиг. 5) возможны в зависимости от варианта осуществления соединительного шва 38. В варианте осуществления, показанном на фиг. 7, переход от впадины 42 к гребню 44 волны проходит не через мнимый центр Z, а через другой центр Z+1, через который следовало бы провести касательную аналогично фиг. 4. При этом величина угла а не меняется.
Как следует далее из фиг. 3 и 4, начало Р1 впадины 42 и начало или конец Р2 гребня 44 волны 40 соединительного шва 38 переходит в соответствующий отрезок 50, который на виде сверху передней стороны 26 головной мембраны 16 проходит вдоль мнимой соединительной линии 32, при этом соответствующие отрезки 50 на кромках входят в противоположные точки Е1, Е2 головной части 12. Вместо показанных прямолинейных отрезков 50 они могут иметь дугообразную форму в виде продолжения синусоидальной волны 40 или иметь направление, противоположное этой волне. Длина волнообразного соединительного шва 38 предпочтительно выбирается по меньшей мере на 30% большей, чем диаметр круговой головной мембраны 16.
Проницаемые или прокалываемые участки 22, 24 головной мембраны 16 в варианте осуществления, показанном на фиг. 3 и 4, выбраны, по существу, одинаковой величины. Как следует из фиг. 9, оба проницаемых участка 22, 24 головной мембраны 16 имеют толщину стенки, меньшую, чем средняя толщина стенки остальной части головной мембраны 16, при этом средняя толщина стенки проницаемого участка 22, 24 предпочтительно составляет от 0,15 мм до 0,35 мм. Однако толщина стенки может быть выбрана различной для каждого проницаемого участка 22, 24, чтобы один проницаемый участок был, например, особенно пригоден для ввода прокалывающей канюли, а другой проницаемый участок обеспечивал хороший доступ для ввода иглы шприца. Кроме того, площади обоих проницаемых участков 22, 24 могут быть выбраны разной величины, как это показано, например, на фиг. 7 для измененной таким образом головной мембраны 16, при этом в варианте осуществления головной мембраны 16 на фиг. 8 изменен порядок чередования впадины 42 и гребня 44 волны таким образом, что вначале с левой стороны расположен гребень 44, а за ним следует впадина 42 волны.
Соединительный шов 38, проходящий в виде ребра жесткости на соответствующей головной мембране 16, может по меньшей мере частично выступать наружу в сторону окружающей среды и/или в направлении внутренней части корпуса 10 контейнера, при этом на фиг. 2 показан выступ наружу для известного решения. Для упрощения изображения конструкция ребра на фиг. 3 и далее не показана. Показанная на чертежах головная мембрана 16 имеет изогнутую поверхность, выпукло выступающую наружу в направлении окружающей среды. Однако головная мембрана 16 может иметь также не изогнутую, а плоскую поверхность (не показана). В качестве пластика для изготовления корпуса 10 контейнера обычно используется полиэтилен, циклоолефиновый полимер, полипропилен, а также сополимер циклоолефина, сополимер полипропилена или смесь полипропиленов. Кроме того, стенка контейнера согласно изобретению может иметь многослойную конструкцию (не показана), содержащую по меньшей мере два материала.
Для получения волнообразного соединительного шва 38 в формующем устройстве необходимо установить формовочные инструменты таким образом, чтобы на их расположенных напротив друг друга передних сторонах находились соответствующие выемки и выступы, которые требуются для получения волнообразной формы головной части 12. Соответствующее формующее устройство для перемещения формовочных инструментов при помощи кулисного механизма с целью получения требуемой геометрии головной части для пластикового контейнера раскрыто, например, в DE 103 17 712 А1. Волнообразная форма соединительного шва 38, показанная на чертежах, является особенно предпочтительной с точки зрения технологии изготовления. Однако могут быть выбраны и другие волнообразные формы, например, вид S-образной дуги с различными криволинейными конфигурациями. Кроме того, при необходимости могут быть реализованы конфигурации шва в форме меандра или зигзага. Важно выбирать конфигурацию соединительного шва 38 таким образом, чтобы соответствующие проницаемые участки 22, 24 охватывались по меньшей мере частично для обеспечения их достаточной стабилизации при прокалывании. При этом, в целом, благодаря удлиненной конфигурации шва 36 достигается повышенное усиление обычно гибкой пластиковой головной мембраны 16. Кроме того, появляется возможность получения на головной мембране 16 более двух проницаемых участков (не показаны).
Другие варианты осуществления головной мембраны 16 для контейнерного изделия согласно изобретению, показанные на фиг. 5-8, поясняются только в той части, где они существенно отличаются от предшествующего варианта осуществления, и только, если они еще не имели достаточного пояснения.
В варианте осуществления, показанном на фиг. 5, мнимая соединительная прямая 32 является касательной к проницаемому участку 22 на верхней стороне головной мембраны 16, в то время как другой проницаемый участок 24 находится на заданном осевом расстоянии от этой соединительной прямой 32. В варианте осуществления, показанном на фиг. 6, касательная Т, проведенная к впадине 42 и гребню 44 волны через центр Z, проходит более круто, чем в варианте осуществления на фиг. 4. Другой касательной на виде сверху, показанном на фиг. 6, является соединительная прямая 32, проходящая сверху над проницаемым участком 22 и снизу под проницаемым участком 24, при этом оба указанных участка имеют одинаковую площадь.
В варианте осуществления, показанном на фиг. 7, диаметр проницаемого участка 24 выбран меньшим, чем диаметр проницаемого участка 22. При этом, как указано выше, конфигурация волны 40 изменена таким образом, чтобы она проходила не через центр Z, а через другой центр Z+1. В варианте осуществления, показанном на фиг. 8, оба проницаемых участка 22, 24 имеют равную величину и касаются соединительной прямой 32, при этом, как указано выше, порядок чередования впадины 42 и гребня 44 волны является противоположным относительно вариантов осуществления, показанных на фиг. 3-7.
В варианте осуществления, показанном на фиг. 9 и 10, на головной части 12 известным способом установлен колпак 31. Колпак 31 предпочтительно изготовлен из жесткого пластика, имеет, в целом, форму круглого стакана с дном 52 и съемными язычками 54, 56 из которых, как показано на фиг. 9, правый язычок 56 удален для осуществления процесса отбора при помощи прокалывающего инструмента 34. Нижний край колпака 31 имеет неразъемное соединение с фланцем 58, который расположен в головной части 12 между бортом 30 и горловиной 28. Для упрощения изображения на фиг. 9 не показан корпус 10 контейнера, который, впрочем, согласно фиг. 10 может иметь форму, отличную от формы корпуса 10 контейнера на фиг. 1. На колпаке 31 расположены два участка 60, 62 прокалывания, которые надлежащим образом перекрывают соответствующие проницаемые участки 22, 24 (см. фиг. 9). Участки 60, 62 прокалывания образуют своего рода уплотнения и предпочтительно изготавливаются из эластомерного материала, который имеет низкую жесткость и малую твердость. Для изготовления участков 60, 62 прокалывания предпочтительно используются термопластичные эластомеры, которые могут быть простым способом неразъемно соединены с колпаком 31, например, при помощи сварки.
На фиг. 10 для упрощения изображения опущен переход в виде горловины 28 между остальной головной частью 12 и верхней стороной корпуса 10 контейнера. При этом, благодаря применению колпака 31, показанного на фиг. 9 и 10, обеспечивается особенно надежное решение, поскольку проницаемые участки 22 или 24 открываются для отбора или добавления только после снятия соответствующих язычков 54 и/или 56, и только затем прокалывающий инструмент 34 может проникнуть через соответствующий эластомерный участок 60, 62 прокалывания.
Кроме того, решение согласно изобретению, как это показано, в частности, на фиг. 10, обеспечивает возможность устанавливать колпак 31 на головную часть 12 со смещением проницаемых участков 22, 24. Так, например, оба проницаемых участка 22 и 24 могут быть расположены на мнимой соединительной прямой 32 (фиг. 4) или на расстоянии от нее (фиг. 5-8), таким образом, продольная ось 64, проходящая через оба язычка 54, 56, образует с мнимой прямой 32 угол β смещения, который согласно варианту осуществления, показанному на фиг. 10, может составлять примерно 45°, однако, этот угол может также иметь значения от 0° (фиг. 4.) до примерно 30° (фиг. 5) и более. Таким образом, существует возможность в зависимости от цели применения ориентировать колпак 31 контейнера, изготовленного способом BFS, с его двумя участками 60, 62 прокалывания параллельно оси 32 контейнера 10, а также в другом направлении, предпочтительно - под углом от 0° до 50° относительно длинной поперечной оси или соединительной прямой 32 контейнера 10, как показано на фиг. 10.
Реферат
Изобретение относится к пластиковому контейнерному изделию. Пластиковое контейнерное изделие, в частности, изготовленное способом выдувания, розлива и герметизации, содержит корпус контейнера с его содержимым и примыкающую к нему головную часть, которая ограничивает область (14) отбора, закрытую головной мембраной (16), содержащей соединительный шов (38), который проходит через растянутую поверхность (20) головной мембраны (16) и отделяет друг от друга по меньшей мере два проницаемых участка (22, 24), расположенных на свободной передней стороне (26) головной мембраны (16) и предназначенных для отбора содержимого контейнера. Соединительный шов (38), расположенный на свободной передней стороне (26) головной мембраны (16), имеет конфигурацию (36), которая по меньшей мере частично отклоняется от мнимой прямолинейной конфигурации (32) шва, проходит внутри этой поверхности (20), имеет большую длину, чем длина прямолинейной конфигурации (32) шва, и по меньшей мере частично охватывает проницаемые участки (22, 24). Изобретение обеспечивает улучшенное контейнерное изделие, в особенности в части удобства обращения и способа отбора содержимого контейнера. 19 з.п. ф-лы, 10 ил.
Комментарии